Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Abdalrhman Milad | -- | 3085 | 2022-12-21 09:16:42 | | | |
| 2 | Sirius Huang | + 1 word(s) | 3086 | 2022-12-22 04:03:02 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Milad, A.; Babalghaith, A.M.; Al-Sabaeei, A.M.; Dulaimi, A.; Ali, A.; Reddy, S.S.; Bilema, M.; Yusoff, N.I.M. Components and Production of Asphalt Mixture. Encyclopedia. Available online: https://encyclopedia.pub/entry/39025 (accessed on 23 July 2026).
Milad A, Babalghaith AM, Al-Sabaeei AM, Dulaimi A, Ali A, Reddy SS, et al. Components and Production of Asphalt Mixture. Encyclopedia. Available at: https://encyclopedia.pub/entry/39025. Accessed July 23, 2026.
Milad, Abdalrhman, Ali Mohammed Babalghaith, Abdulnaser M. Al-Sabaeei, Anmar Dulaimi, Abdualmtalab Ali, Sajjala Sreedhar Reddy, Munder Bilema, Nur Izzi Md Yusoff. "Components and Production of Asphalt Mixture" Encyclopedia, https://encyclopedia.pub/entry/39025 (accessed July 23, 2026).
Milad, A., Babalghaith, A.M., Al-Sabaeei, A.M., Dulaimi, A., Ali, A., Reddy, S.S., Bilema, M., & Yusoff, N.I.M. (2022, December 21). Components and Production of Asphalt Mixture. In Encyclopedia. https://encyclopedia.pub/entry/39025
Milad, Abdalrhman, et al. "Components and Production of Asphalt Mixture." Encyclopedia. Web. 21 December, 2022.
Copy Citation
The environmental concerns of global warming and energy consumption are among the most severe issues and challenges facing human beings worldwide. Due to the relatively higher predicted temperatures (150–180 °C), the latest research on pavement energy consumption and carbon dioxide (CO2) emission assessment mentioned contributing to higher environmental burdens such as air pollution and global warming. However, warm-mix asphalt (WMA) was introduced by pavement researchers and the road construction industry instead of hot-mix asphalt (HMA) to reduce these environmental problems.
hot-mix asphalt
warm-mix asphalt
life cycle assessment
gas emission
energy consumption
1. Introduction
The environmental concerns of global warming are among the most severe issues facing human beings. A contributing factor in the flexible pavement, primarily using hot-mix asphalt (HMA), is significant fuel and energy consumption, resulting in pollutant emissions [1]. In contrast, WMA technology was developed to meet sustainability’s economic and environmental needs. However, humans have long been constructing flexible pavements to ensure smooth and durable road pavements [2]. Hence, the pace of road construction has been increasing globally, and 12 million km of roads were constructed in 2000; it is projected that 25 million km of roads will be built by 2050 globally [3]. For example, in Malaysia, the Public Work Department (JKR) reported that there was 237,022 km of roads in 2017 [4]. The construction of about 90% of the world’s paved roads uses asphalt mixture, and the remaining 10% are other types of pavement [5]. The increasing traffic volume necessitates using asphalt binders and mixes with enhanced properties to ensure the durability of asphalt pavements [1]. Generally, asphalt mixtures comprise three main materials, namely aggregate, asphalt binder, and filler. The aggregates and filler make up approximately 94–96% of the total mixture weight, and the remaining 4–6% is asphalt binder. These materials are heated to high temperatures of 150 and 180 °C to ensure proper aggregate coating by the asphalt binder and adequate workability of the mixture. This process consumes a large amount of energy and emits gases. One of the biggest problems faced by the world is global warming [6]. The high pace of transportation contributes to the emissions of large amounts of greenhouse gases that cause global warming [2][7][8][9]. According to the Inventory of U.S. Greenhouse Gas Emissions and Sinks, transportation contributes about 27% of total U.S. GHG emissions in 2020 [10]. The Kyoto Protocol adopted in 1977 aims to develop technologies that reduce the emissions of gases that cause global warming. Therefore, the road construction industry has adopted various techniques to control and reduce the emission of greenhouse gases, and one of them is the warm-mix asphalt (WMA). Generally, there are four types of asphalt mixtures, depending on their production temperature. (i) The cold mix asphalt (CMA) produced at 0–30 °C; (ii) the half-warm mix asphalt (HWMA) produced at 60–100 °C; (iii) the warm mix asphalt (WMA) produced at 110–140 °C; and (iv) the hot mix asphalt produced at 150–180 °C. Figure 1 shows the classification of the asphalt mixes based on the production temperature [11]. It is noted that the energy required to achieve the desired workability is exponentially increased from the CMA to HMA, resulting in higher GHG emissions of HMA compared to other mixtures.
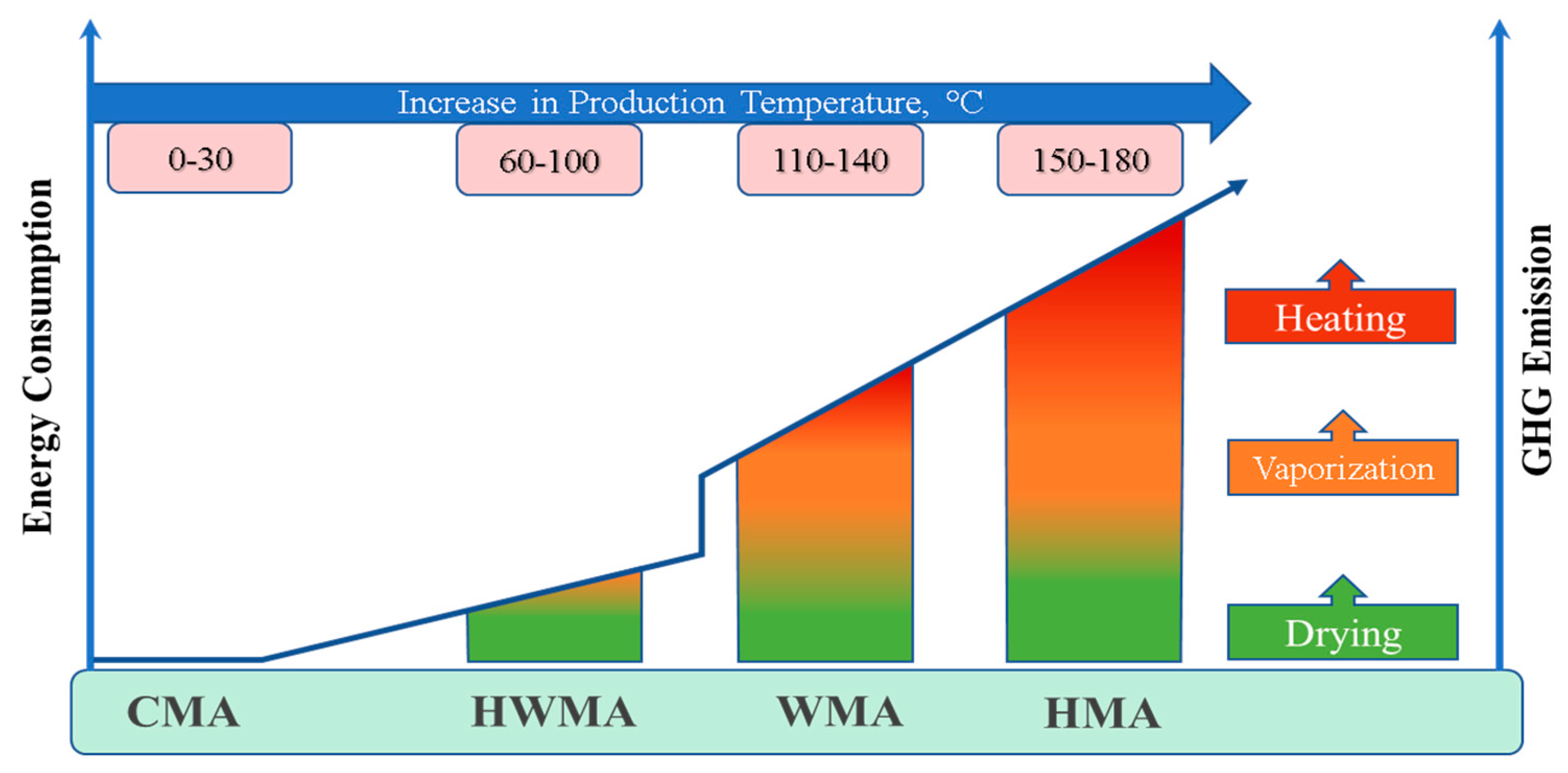
Figure 1. Classification of asphalt mixes based on production temperature [11].
The primary reason and motivation for adopting WMA techniques are to produce an asphalt mixture at a temperature 10–40 °C lower than the conventional hot mix asphalt (HMA), as shown in Figure 2. The low production temperature of WMA has three benefits. It can significantly reduce environmental burdens, including global warming [2] and the emissions of gasses and fumes [12][13][14][15][16][17][18][19][20][21][22]. The economic benefit of the lower production temperature is directly proportional to the low energy consumption [18][23][24][25][26][27][28][29][30][31][32][33][34], which reduces the financial costs [35][36][37]. WMA production and paving are beneficial because they modulate the mixture viscosity, enhance mixture workability, facilitate compaction [38][39][40], allow the use of reclaimed asphalt pavement (RAP) [41][42][43][44], and provide better working conditions and a healthy work environment [45][46][47]. In more detail, and from the environmental perspective, WMA technology reduces CO2 emission based on temperatures during the paving process, which reflect the benefits of paving using WMA techniques that directly affect the workability and compaction of the mixture. WMA techniques serve as compaction aids and minimise the amount of pressure required [38][39][40]. Using the correct laying and compaction temperatures is essential to avoid difficulties. Even though a general temperature drop is permitted within WMA, a little higher temperature between 100 and 150 °C is recommended to be used. The paver screed angle of attack, material movement between the equipment, and thermal segregation could be negatively impacted in certain instances, such as temperature differentials occurring in the surface mix resulted [29]. It is easier to achieve the required densities with WMA in most cases than HMA, even at substantially lower temperatures [27]. This is due to the technologies that have been developed to produce WMA and also to the additives that are used to reduce the viscosity, which makes the mixture easier to manipulate and compact at a lower temperature. However, the operation and maintenance of facilities or plants used for WMA production need additional care to avoid some operational problems [27]. High percentages of RAP can be used in WMA without compromising the asphalt mixture’s workability [48]. Another motivation for using WMA is the possibility of cold weather paving since the mix temperature is closer to the ambient temperature. As a result, the reduction in mixed heat is less dramatic. This closeness of temperatures results in a more extended paving season because there is more time for paving and compaction, and increased hauling distance [35][36][49]. WMA plants can be located close to urban areas because of their low levels of emissions, fumes, and noise. The plants could also be at suitable distances from the construction sites, making it possible to pave in non-attainment areas [24][27][38]. Furthermore, traffic lanes can be opened sooner [50][51][52] due to the small temperature difference reduces the cooling time after construction [38][48]. This is especially desirable in instances such as the rehabilitation of airports and high-traffic roads [20][52][53].
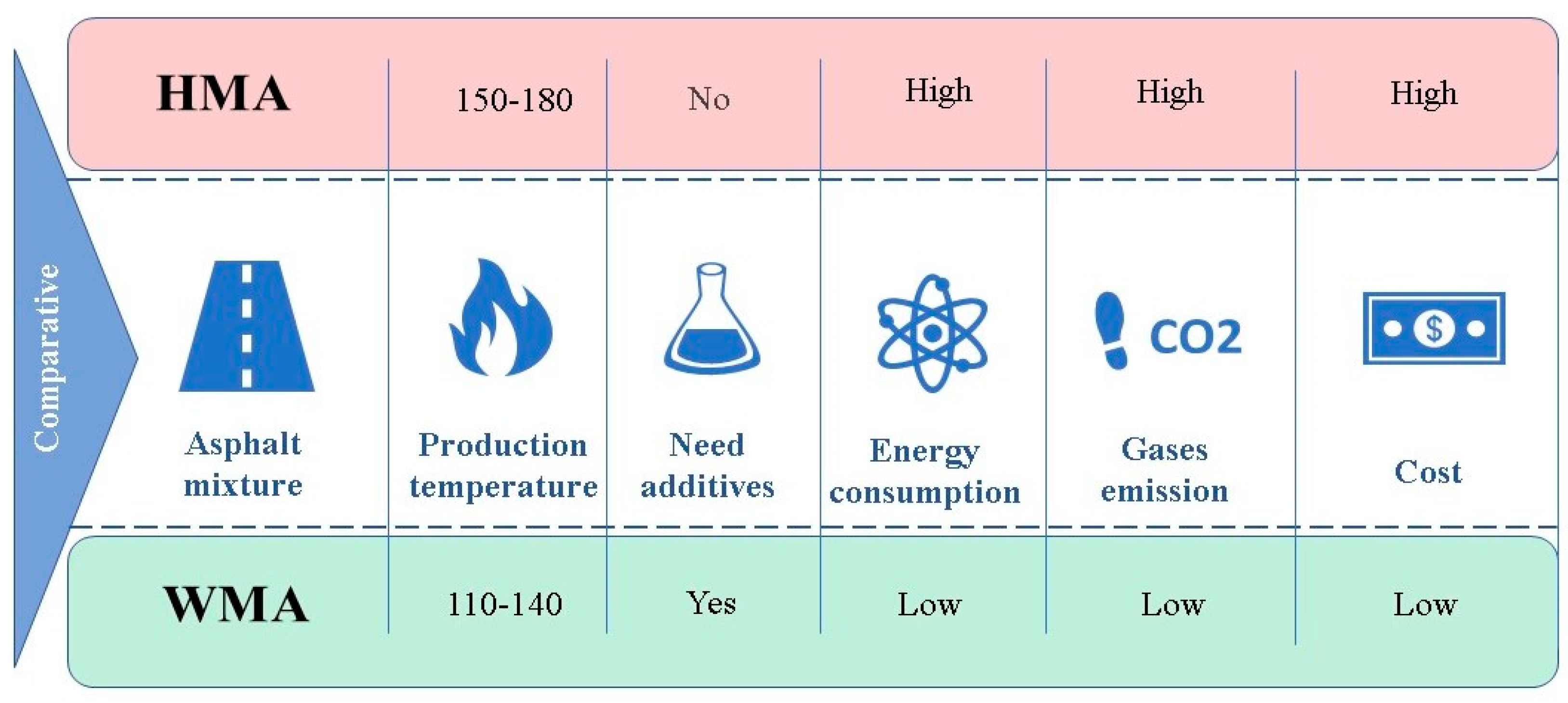
Figure 2. Comparison of HMA and WMA.
2. Sustainable Materials
Sustainable development requires using fewer raw natural materials due to the high cost and energy consumption for extraction and transportation. Sustainable development also reduces the emissions of greenhouse gases and uses recyclable materials without compromising the standard requirements. Figure 3 shows that sustainable development comprises three interrelated areas, economic development, social development, and preservation of the environment. In detail, the economic aspect contributes to profits and cost-effectiveness, while the social aspect represents the contribution of the standard of living and equal opportunity to sustainability. Besides, the environmental aspect reflects the natural resources, pollution prevention, and biodiversity. Figure 3 also clearly implied that WMA technology supposes to be consistent with sustainable development that considers the environmental, economic, and social aspects toward equitability and viability [28].
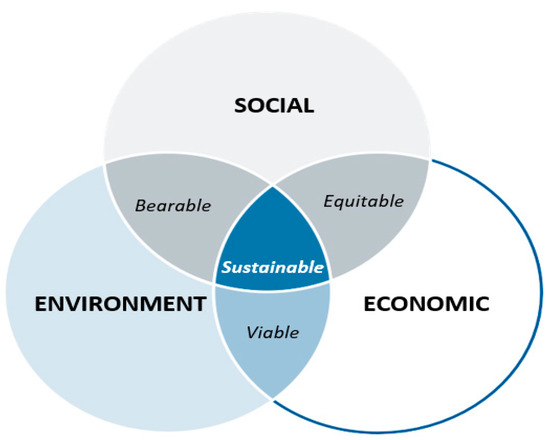
Figure 3. Sustainable development [28].
Among the goals of constructing sustainable roads are to ensure safe, comfortable, cost-effective travel, reduce waste generation, and reduce the use of raw materials. It prevents the plundering the natural resources by using waste materials as a substitute [54]. Using waste materials in road construction can reduce the overall environmental impacts [55] and requires developing energy-efficient and eco-friendly paving technology [56][57]. Warm mix asphalt technologies enable the utilisation of higher percentages of recycled materials [28], which facilitate the design of perpetual and sustainable pavement based on the 4R policies (reclaim, recycle, reuse, and reduce). Using waste materials in pavement construction and rehabilitation can reduce energy consumption. Various types of recycled aggregates are used in WMA pavements, including reclaimed asphalt pavement (RAP), Recycled Asphalt Shingles (RAS), construction and demolition, and industry by-products (for example, copper or steel slags) [58]. The primary advantage of WMA is the potential to use a higher quantity of RAP [13][21][37][41][42][43][44][59][60][61]. Using RAP to replace the raw material eliminates the need to extract base raw materials and dump asphalt; this reduces the material and end-of-life consequences [31].
Table 1 shows the effect of using different recycled materials in WMA pavements. It can be reported that many recycled materials that were used as a partial or total aggregate replacement led to an improvement in the mechanical performance of WMA mixtures. The addition of RAP materials to the WMA mixture results in a reduction of permanent deformation due to the enhancement of the stiffness modulus of the RAP/WMA-modified mixtures [62]. Furthermore, the composite of RAP and WMA technologies led to improved fatigue resistance mixtures as a result of the balance between the stiff RAP materials and WMA additives that reduce the viscosity and stiffness of the asphalt [63]. Steel slag and furnace slag as waste materials showed an improvement in the fatigue resistance of asphalt mixtures due to the enhanced stiffness modulus [64][65]. It can also be noticed that the combination of RAP materials with steel slag, crumb rubber or glass fibre results in better moisture, fatigue and rutting resistances [63][66][67]. In contrast, using high RAP materials content in asphalt mixture led to lower moisture susceptibility and fatigue resistances [62][68]. As a fibre additive to WMA, jute fibre significantly improves fatigue and fracture resistance due to the enhancing of the adhesion properties of aggregate and binders toward adequate tensile strength [69]. It was also claimed that the addition of hydrated lime and nano-hydrated lime to WMA as fillers enhances the moisture damage resistance as a result of improved cohesion and adhesion properties [70][71].
Table 1. The recycled materials used in WMA.
| Usage | Type of Waste and WMA Additive | Effect | Reference |
|---|---|---|---|
| Aggregate | Glass (10% *) + ZycothermTM (0.05, 0.10, 0.15 and 0.20% **) |
Reduce resilient modulus, creep, and moisture susceptibility | [72] |
| Furnace slag (30% *) + Sasobit® (4% **) or RedisetTM (2% **) | Improve fatigue resistance and stiffness modulus | [64] | |
| Steel slag (40% *) + Surfactant-based chemical additive (0.5% **) | Improve the fatigue resistance and mechanical properties of asphalt mixtures | [65] | |
| RAP (0, 20 and 40% *)+ Steel slag (0 and 40% *) + Sasobit® (1.5% **) | RAP improves moisture sensitivity and resilient modulus Steel slag improves the resilient modulus The mixes containing RAP and/or slag have a lower rutting potential The WMA containing RAP and/or steel slag has enhanced fatigue resistance |
[63] | |
| RAP (30 and 60% *) + crumb rubber (CR) (0, 10 and 20% *) + Sasobit® (4 and 5.5% **) | RAP and crumb rubber have a positive effect on moisture susceptibility The result of the fatigue test showed that using RAP and CR improves the fatigue resistance of the asphalt mixtures |
[66] | |
| RAP (0, 20, 40 and 50% *) + Glass fibre (0.3% ***) + Sasobit® (1.5% **) | Improved rutting and moisture susceptibility resistance | [67] | |
| RAP (20, 30, 40, 50 and 60% *) + Mobile engine oil (10, 12.5, 15, 17.5 and 20% **) + EvothermTM (0.5% **) | Higher RAP proportion results in lower OBC of the RAP-WMA mixes The tensile strength ratio (TSR) decreased with higher amounts of RAP material. Higher rejuvenator dosage reduced the TSR |
[73] | |
| RAP | The use of WMA increases permanent deformation but adding RAP in the mixture resulted in less rutting | [62] | |
| RAP | The 50% RAP WMA has a good fatigue performance | [68] | |
| Fibre | Jute fibre (0, 0.3, 0.5 and 0.7% ***) + Sasobit® (3% **) | Enhanced fracture resistance | [69] |
| Additive or filler | Hydrated Lime (1% ***) + Advera (0.25%**), Sasobit (3.0%**), and Cecabase RT (0.35% **) | Enhanced moisture susceptibility | [70] |
| Nano hydrated lime (1% ***) + Aspha-Min (0.3% ***), Evotherm (0.5% **), and Sasobit (1.5% **) | Increase the indirect tensile strength (ITS) and TSR | [71] |
* By aggregate weight, ** By asphalt binder weight, *** by mixture weight.
3. Components and Production of Asphalt Mixture
WMA and HMA have the same components. WMA is easy to use, and its production does not require major modifications to the existing HMA plant. However, the manufacturing of HMA contributes to a higher percentage of CO2 emissions both in the initial construction stage [65] and the rehabilitation process [66]. The only difference between WMA and HMA is the production temperature [74]. The preparation of HMA requires a high-temperature range of 150 to 180 °C, while the WMA is prepared at a temperature range of 110 to 140 °C [48][75][76][77][78][79][80]. Table 2 presents the advantages and disadvantages of HMA and WMA [21][31][48][77][81][82].
Table 2. The advantages and disadvantages of asphalt mixes.
| Mix Type | Production Temperature | Advantages | Disadvantages |
|---|---|---|---|
| Hot-mix asphalt | 150–180 °C |
|
|
| Warm-mix asphalt | 110–140 °C |
|
|
The mixing and compaction temperatures of WMA can be reduced using organic additives, chemical additives, and water-foaming techniques [9][83][84]. In 2022, Rahmad et al. investigated the use of PG76 in integration with a chemical WMA additive to reduce the temperature during compaction based on environmental sustainability aspects, Rediset, and groundwater and soil contamination. However, it was found that there had been no chemical reaction between PG76 and Rediset. It was also found that after 64 days submerged under water, Rediset-PG76 had no effect on the adjacent water source and soil [8] summarises the different additives and technologies for WMA [21][31][58][84][85]. Even though the technologies differ, they all seek to reduce bitumen viscosity, enhance workability, reduce emissions, and maintain the desired performance. Several studies have shown in Table 3 that these technologies can reduce air pollutants (emissions) and energy consumption [12][21][22][27][49][58][81][83][86][87][88][89][90][91]. Even though the low temperature for producing the mixes the production and paving has several advantages, it could result in poor performance, such as incomplete aggregate drying, poor bitumen coating, and moisture susceptibility due to the presence of water. However, researchers have conducted extensive investigations on these issues and proposed solutions [21]. Furthermore, detailed studies on the cohesion and adhesion failure mechanisms based on advanced laboratory techniques and computational simulation could help in further understanding the reasons behind such common issues toward proposing solutions. In addition, a composite of polymers and nanomaterials into WMA technology could mitigate such moisture susceptibility problems.
Table 3. Warm mix technologies and additives.
| Mix Type | Production Temperature | Advantages | Disadvantages |
|---|---|---|---|
| Hot-mix asphalt | 150–180 °C |
|
|
| Warm-mix asphalt | 110–140 °C |
|
|
Generally, organic additives such as wax or fatty amides reduce asphalt binder viscosity at temperatures over their melting point. These additives should have a melting point higher than the maximum service temperature of the asphalt mixture to increase the rut resistance of the asphalt at high temperatures and limit embrittlement at low temperatures [28]. Chemical additives are liquid surfactants that act at the microscopic interface and do not change the asphalt binder’s viscosity; they are surface agents that increase wetting qualities by lowering the tension between asphalt binders and aggregates and thus reduce internal friction [92][93]. Foaming technologies lower the asphalt binder viscosity by introducing small amounts of water into the hot asphalt binder. As the water evaporates, it expands the binder and reduces binder viscosity; this results in a better aggregate coating. The degree of expansion is dependent on several factors, such as binder temperature and water content [52].
An asphalt mixture is a composite of aggregates, asphalt binders, and fillers. Additives or modifiers are occasionally added to the asphalt binder to improve its performance [94][95][96][97][98]. Aggregates are the main element of asphalt pavements and constitute almost 95% of the mixture. The high percentage of aggregates in asphalt pavements has increased the demand for aggregates in road construction applications. The aggregate materials are often used for the lower pavement layers, such as the base or subbase layer. In 2015, 2660 million tons of aggregates were produced in Europe from quarries, with the UK contributing 110 million tons per year. In addition, France produces approximately 250 million tons per year [99][100]. Malaysia produced 118 million tons of aggregates in 2011 and 160 million tons in 2015 [99][100]. In the United States, aggregate production increased from 1.34 billion tons in 2015 to 1.53 billion tons in 2019. About 72% of the aggregates were used as construction aggregate, primarily for road construction [101].
There are two main phases in asphalt pavement construction and the production and construction of asphalt mixture. The first phase consists of aggregate stacking, heating the aggregates and asphalt binder, and mixing. The second phase is transporting, paving, and compacting the asphalt mixture. The energy consumption during asphalt mixture production is considerably higher than in the transportation and construction phase [102]. The production stage involves heating the aggregates and asphalt and mixing the asphalt mixture. The aggregate heating process for HMA contributes to 67% or more of the total carbon emission, while the asphalt heating and mixing processes contribute only 14% and 12%, respectively [89][103]. According to Stotko [104], about 60% of the energy consumption at the asphalt plant is for drying the aggregates. Peng, Tong, Cao, Li and Xu stated that 76.41% of the total carbon emission is during aggregate heating, while asphalt heating emits 15.67% of the carbon [103]. The moisture content of the aggregate is one of the factors determining the amount of energy consumed during the aggregates drying process [5][76][105][106].
Moreover, the specific heat capacity of the aggregate materials is a critical determiner of the fuel needs and CO2 emissions of WMA and HMA. The same type of aggregate extracted from different sources may have different specific heat capacities even if their specific gravities are similar [107]. Jamshidi et al. [108] investigated the effects of the thermal properties (specific heat capacity) of asphalt binders and aggregate materials on energy consumption and environmental footprints of HMA and WMA. The results showed that using low-specific heat capacity aggregates is more energy-efficient and environmentally friendly. The difference in energy requirements varies with the moisture content [104]; a 1% increase in moisture content results in a 3.5% higher energy consumption to dry the aggregates [106]. Another study has shown that energy consumption increased by 1% for every 0.7 L moisture content [109] and that one of the ways to reduce energy consumption is by reducing the mixing temperature [110]. The energy demand is about 2.62 kWh for a 10 °C increase in the mixture temperature and 8.21 kWh for every 1% increase in moisture content [105]. The fuel for heating or drying the aggregates is one of the sources of emissions, where the energy consumption and CO2 differ with the type of fuel, as shown in Table 4. It can be seen that using natural gas to heat the aggregate results in the lowest CO2 emission compared to different fuel types reported in Table 4, however, natural gas showed to be the highest heating energy required. On the other hand, using fuel oil (N°1/2) as a heating energy source showed to be the lowest among all fuel resources, with a reduction of 9.45% compared to required natural gas energy. However, using fuel oil (N°1/2) results in about 480% CO2 emission higher than the emission due to using natural gas. Furthermore, it was reported that the use of natural gas instead of heavy oil to heat the aggregates reduces carbon emissions by 27.72% and the cost by 18.63% [89]. According to Stotko [104], using WMA could reduce fuel oil consumption by about 8400 GJ and prevent CO2 emission by 620 tons annually based on an asphalt plant in South Africa.
Table 4. Energy and CO2 emission by different fuel types.
| Fuel | Heating Energy for Aggregate [110] | CO2 Emission | ||
|---|---|---|---|---|
| Value | Unit | Value | Unit | |
| Diesel | 42,791,000 | J/kg | 2.6390 | kg/L |
| Heating oil | 42,612,000 | J/kg | - | - |
| Fuel oil (N°1/2) | 42,686,000 | J/kg | 3.2160 | kg/t |
| Natural gas | 47,141,000 | J/kg | 0.1836 | kg/kWh |
| Propane gas | 46,296,000 | J/kg | - | - |
| Electricity | 3,600,000 | J/kWh | 0.5410 | kg/kWh |
References
- Alsolieman, H.A.; Babalghaith, A.M.; Memon, Z.A.; Al-Suhaibani, A.S.; Milad, A. Evaluation and Comparison of Mechanical Properties of Polymer-Modified Asphalt Mixtures. Polymers 2021, 13, 2282.
- Mohammad, L.N.; Hassan, M.M.; Vallabhu, B.; Kabir, M.S. Louisiana’s experience with WMA technologies: Mechanistic, environmental, and economic analysis. J. Mater. Civ. Eng. 2015, 27, 04014185.
- Abd Rashid, M.; Zakaria, R.; Aminudin, E.; Adzar, J.; Shamsuddin, S.; Munikanan, V.; Alias, N.; Sooria, S.; Saha, K. Critical Green Road Criteria for Malaysia Green Rural Road Index. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020.
- Jabatan Kerja Raya (JKR). Malaysia, Standard Specification for Road Work. In Section 4: Flexible Pavement; Malaysian Public Works Department: Kuala Lumpur, Malaysia, 2008.
- Thives, L.P.; Ghisi, E. Asphalt mixtures emission and energy consumption: A review. Renew. Sustain. Energy Rev. 2017, 72, 473–484.
- Cline, W.R. Meeting the Challenge of Global Warming. In Global Crises, Global Solutions; Lomborg, B., Ed.; Cambridge University Press: Cambridge, UK, 2004.
- Hassan, M. Life-Cycle Assessment of Warm-Mix Asphalt: An envirOnmental and Economic Perspective. Ph.D. Thesis, Lousiana Univerty, Civil Engineering Class, Lafayette, LO, USA, 2009.
- Rahmad, S.; Khahro, S.H.; Rosyidi, S.A.P.; Widyatmoko, I.; Memon, N.A.; Al-Sabaeei, A.M.; Milad, A.; Sutanto, M.H.; Yusoff, N.I.M. Assessment of metal leaching from rediset-polymer modified asphalt binder on groundwater and soil contamination. Case Stud. Constr. Mater. 2022, 16, e01108.
- Bilema, M.A.; Aman, M.Y.; Hassan, N.A.; Ahmad, K.A.; Elghatas, H.M.; Radwan, A.A.; Shyaa, A.S. Moisture Sensitivity of Crumb Rubber Modified Modifier Warm Mix Asphalt Additive for Two Different Compaction Temperatures. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Kuantan, Malaysia, 10–11 August 2018; IOP Publishing: Kuantan, Malaysia, 2018.
- US Environmental Protection Agency. “Fast Facts. US Transportation Sector Greenhouse Gas Emissions: 1990–2018”. 2020. Available online: https://www.epa.gov/greenvehicles/fast-facts-transportation-greenhouse-gas-emissions (accessed on 17 October 2022).
- Sukhija, M.; Saboo, N. A comprehensive review of warm mix asphalt mixtures-laboratory to field. Constr. Build. Mater. 2021, 274, 121781.
- Ma, F.; Sha, A.; Lin, R.; Huang, Y.; Wang, C. Greenhouse gas emissions from asphalt pavement construction: A case study in China. Int. J. Environ. Res. Public Health 2016, 13, 351.
- Vidal, R.; Moliner, E.; Martínez, G.; Rubio, M.C. Life cycle assessment of hot mix asphalt and zeolite-based warm mix asphalt with reclaimed asphalt pavement. Resour. Conserv. Recycl. 2013, 74, 101–114.
- Oliveira, J.; Silva, H.; Fonseca, P.; Kim, Y.; Hwang, S.; Pyun, J.; Lee, H. Laboratory and field study of a WMA mixture produced with a new temperature reduction additive. In Proceedings of the 2nd International Conference on Warm Mix Asphalt, St. Louis, MO, USA, 11–13 October 2011; pp. 11–13.
- Davidson, J.K. Reducing Paving Emissions through the Use of Warm Mix Technology. In Congres Annual—Bitume Quebec, Trois Rivieres, Canada; Canadian Technical Asphalt Association: West Kelowna, BC, Canada, 2007.
- Ma, H.; Zhang, Z.; Zhao, X.; Wu, S. A comparative life cycle assessment (LCA) of warm mix asphalt (WMA) and hot mix asphalt (HMA) pavement: A case study in China. Adv. Civ. Eng. 2019, 2019, 9391857.
- Hamzah, M.O.; Golchin, B. A laboratory investigation on the rheological properties of asphalt binder containing Rediset. J. East. Asia Soc. Transp. Stud. 2013, 10, 1537–1550.
- Middleton, B.; Forfylow, R. Evaluation of warm-mix asphalt produced with the double barrel green process. Transp. Res. Rec. 2009, 2126, 19–26.
- Rubio, M.d.C.; Moreno, F.; Martínez-Echevarría, M.J.; Martínez, G.; Vázquez, J.M. Comparative analysis of emissions from the manufacture and use of hot and half-warm mix asphalt. J. Clean. Prod. 2013, 41, 1–6.
- Vaitkus, A.; Čygas, D.; Laurinavičius, A.; Perveneckas, Z. Analysis and evaluation of possibilities for the use of warm mix asphalt in Lithuania. Balt. J. Road Bridge Eng. 2009, 4, 80–86.
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm mix asphalt: An overview. J. Clean. Prod. 2012, 24, 76–84.
- Silva, H.M.R.D.; Oliveira, J.R.M.; Ferreira, C.I.G.; Pereira, P.A.A. Assessment of the performance of warm mix asphalts in road pavements. Int. J. Pavement Res. Technol. 2010, 3, 119–127.
- Merusi, F.; Polacco, G.; Filippi, S.; Giuliani, F. Structural transitions and physical networks in wax-modified bitumens. Road Mater. Pavement Des. 2013, 14, 289–309.
- Kristjansdottir, O. Warm Mix Asphalt for Cold Weather Paving; University of Washington: Washington, DC, USA, 2006.
- Ai, C.; Li, Q.J.; Qiu, Y. Testing and assessing the performance of a new warm mix asphalt with SMC. J. Traffic Transp. Eng. (Engl. Ed.) 2015, 2, 399–405.
- Xiao, F.; Punith, V.S.; Amirkhanian, S.N. Effects of non-foaming WMA additives on asphalt binders at high performance temperatures. Fuel 2012, 94, 144–155.
- Capitão, S.D.; Picado-Santos, L.G.; Martinho, F. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024.
- d’Angelo, J.; Harm, E.; Bartoszek, J.; Baumgardner, G.; Corrigan, M.; Cowsert, J.; Harman, T.; Jamshidi, M.; Jones, W.; Newcomb, D. Warm-Mix Asphalt: European Practice; Federal Highway Administration, Office of International Programs: Washington, DC, USA, 2008.
- Prowell, B.D.; Hurley, G.C.; Frank, B. Warm-Mix Asphalt: Best Practices; National Asphalt Pavement Association: Lanham, MD, USA, 2011.
- Pérez-Martínez, M.; Moreno-Navarro, F.; Martín-Marín, J.; Ríos-Losada, C.; Rubio-Gámez, M.C. Analysis of cleaner technologies based on waxes and surfactant additives in road construction. J. Clean. Prod. 2014, 65, 374–379.
- Kheradmand, B.; Muniandy, R.; Hua, L.T.; Yunus, R.B.; Solouki, A. An overview of the emerging warm mix asphalt technology. Int. J. Pavement Eng. 2014, 15, 79–94.
- Arabani, M.; Roshani, H.; Hamedi, G.H. Estimating moisture sensitivity of warm mix asphalt modified with zycosoil as an antistrip agent using surface free energy method. J. Mater. Civ. Eng. 2012, 24, 889–897.
- Croteau, J.-M.; Tessier, B. Warm Mix Asphalt Paving Technologies: A Road Builder’s Perspective. In Proceedings of the Annual Conference of the Transportation Association of Canada, Toronto, ON, Canada, 22–24 September 2008.
- Harder, G.A.; LeGoff, Y.; Loustau, A.; Martineau, Y.; Heritier, B.; Romier, A. Energy and environmental gains of warm and half-warm asphalt mix: Quantitative approach. In Proceedings of the Transportation Research Board 87th Annual Meeting, Washington, DC, USA, 13–17 January 2008.
- Hasan, M.R.M.; You, Z.; Yang, X. A comprehensive review of theory, development, and implementation of warm mix asphalt using foaming techniques. Constr. Build. Mater. 2017, 152, 115–133.
- Ranieri, V.; Kowalski, K.J.; Berloco, N.; Colonna, P.; Perrone, P. Influence of wax additives on the properties of porous asphalts. Constr. Build. Mater. 2017, 145, 261–271.
- Oner, J.; Sengoz, B. Utilization of recycled asphalt concrete with warm mix asphalt and cost-benefit analysis. PLoS ONE 2015, 10, e116180.
- Goh, S.W.; You, Z.; Van Dam, T.J. Laboratory evaluation and pavement design for warm mix asphalt. In Proceedings of the 2007 Mid-Continent Transportation Research Symposium, Ames, Iowa, 16–17 August 2007; pp. 1–11.
- Sargand, S.; Figueroa, J.L.; Edwards, W.; Al-Rawashdeh, A.S. Performance Assessment of Warm Mix Asphalt (WMA) Pavements; Ohio Research Institute for Transportation and the Environment: Columbus, OH, USA, 2009.
- Al-Rawashdeh, A.S. Performance Assessment of Warm Mix Asphalt (WMA) Pavements. Ph.D. Thesis, Ohio University, Columbus, OH, USA, 2008.
- Calabi-Floody, A.T.; Valdés-Vidal, G.A.; Sanchez-Alonso, E.; Mardones-Parra, L.A. Evaluation of Gas Emissions, Energy Consumption and Production Costs of Warm Mix Asphalt (WMA) Involving Natural Zeolite and Reclaimed Asphalt Pavement (RAP). Sustainability 2020, 12, 6410.
- Dinis-Almeida, M.; Afonso, M.L. Warm Mix Recycled Asphalt—A sustainable solution. J. Clean. Prod. 2015, 107, 310–316.
- Rahman, M.A.; Ghabchi, R.; Zaman, M.; Ali, S.A. Rutting and moisture-induced damage potential of foamed warm mix asphalt (WMA) containing RAP. Innov. Infrastruct. Solut. 2021, 6, 1–11.
- Barazi Jomoor, N.; Fakhri, M.; Keymanesh, M.R. Determining the optimum amount of recycled asphalt pavement (RAP) in warm stone matrix asphalt using dynamic creep test. Constr. Build. Mater. 2019, 228, 116736.
- Olsen, R.; Graff, P.; Daae, H.L.; Bryngelsson, I.-L.; Molander, P.; Ellingsen, D.G. Occupational Exposure during Asphalt Paving—Comparison of Hot and Warm Mix Asphalt in Field Experiments. Ann. Work Expo. Health 2021, 65, 446–457.
- Kumar, R.; Saboo, N.; Kumar, P.; Chandra, S. Effect of warm mix additives on creep and recovery response of conventional and polymer modified asphalt binders. Constr. Build. Mater. 2017, 138, 352–362.
- Martin, H.; Kerstin, Z.; Joachim, M. Reduced emissions of warm mix asphalt during construction. Road Mater. Pavement Des. 2019, 20 (Suppl. 2), S568–S577.
- Vaitkus, A.; Čygas, D.; Laurinavičius, A.; Vorobjovas, V.; Perveneckas, Z. Influence of warm mix asphalt technology on asphalt physical and mechanical properties. Constr. Build. Mater. 2016, 112, 800–806.
- Aurilio, R.M.; Aurilio, M.; Baaj, H. The Effect of a Chemical Warm Mix Additive on the Self-Healing Capability of Bitumen. J. Test. Eval. 2021, 50, 1775–1782.
- Zaumanis, M. Warm mix asphalt investigation. In Climate Change, Energy, Sustainability and Pavements, Green Energy and Technology; Gopalakrishnan, K., Steyn, W., Harvey, J., Eds.; Green Energy and Technology Springer: Berlin/Heidelberg, Germany, 2014.
- Behl, A.; Kumar, G.; Sharma, G.; Jain, P. Evaluation of field performance of warm-mix asphalt pavements in India. Procedia Soc. Behav. Sci. 2013, 104, 158–167.
- Hurley, G.C.; Prowell, B.D.; Reinke, G. Evaluation of potential processes for use in warm mix asphalt. J. Assoc. Asph. Paving Technol. 2006, 75, 41–90.
- Vaitkus, A.; Vorobjovas, V.; Ziliut, L. The research on the use of warm mix asphalt for asphalt pavement structures. In Proceedings of the XXVII International Baltic Road Conference, Riga, Latvia, 23–26 August 2009; pp. 2–6.
- Babalghaith, A.M.; Koting, S.; Sulong, N.H.R.; Karim, M.R.; AlMashjary, B.M. Performance evaluation of stone mastic asphalt (SMA) mixtures with palm oil clinker (POC) as fine aggregate replacement. Constr. Build. Mater. 2020, 262, 120546.
- Fiksel, J.; Bakshi, B.R.; Baral, A.; Guerra, E.; DeQuervain, B. Comparative life cycle assessment of beneficial applications for scrap tires. Clean Technol. Environ. Policy 2011, 13, 19–35.
- Polo-Mendoza, R.; Penabaena-Niebles, R.; Giustozzi, F.; Martinez-Arguelles, G. Eco-friendly design of Warm mix asphalt (WMA) with recycled concrete aggregate (RCA): A case study from a developing country. Constr. Build. Mater. 2022, 326, 126890.
- Xiong, R.; Chu, C.; Qiao, N.; Wang, L.; Yang, F.; Sheng, Y.; Guan, B.; Niu, D.; Geng, J.; Chen, H. Performance evaluation of asphalt mixture exposed to dynamic water and chlorine salt erosion. Constr. Build. Mater. 2019, 201, 121–126.
- Pouranian, M.R.; Shishehbor, M. Sustainability Assessment of Green Asphalt Mixtures: A Review. Environments 2019, 6, 73.
- Hill, B.; Behnia, B.; Buttlar, W.G.; Reis, H. Evaluation of Warm Mix Asphalt Mixtures Containing Reclaimed Asphalt Pavement through Mechanical Performance Tests and an Acoustic Emission Approach. J. Mater. Civ. Eng. 2013, 25, 1887–1897.
- Farooq, M.A.; Mir, M.S. Use of reclaimed asphalt pavement (RAP) in warm mix asphalt (WMA) pavements: A review. Innov. Infrastruct. Solut. 2017, 2, 1–9.
- Guo, M.; Liu, H.; Jiao, Y.; Mo, L.; Tan, Y.; Wang, D.; Liang, M. Effect of WMA-RAP technology on pavement performance of asphalt mixture: A state-of-the-art review. J. Clean. Prod. 2020, 266, 121704.
- Vargas-Nordcbeck, A.; Timm, D.H. Rutting characterization of warm mix asphalt and high RAP mixtures. Road Mater. Pavement Des. 2012, 13 (Suppl. S1), 1–20.
- Fakhri, M.; Ahmadi, A. Recycling of RAP and steel slag aggregates into the warm mix asphalt: A performance evaluation. Constr. Build. Mater. 2017, 147, 630–638.
- Martinho, F.C.G.; Picado-Santos, L.G.; Capitão, S.D. Influence of recycled concrete and steel slag aggregates on warm-mix asphalt properties. Constr. Build. Mater. 2018, 185, 684–696.
- Pasetto, M.; Baliello, A.; Giacomello, G.; Pasquini, E. Sustainable solutions for road pavements: A multi-scale characterization of warm mix asphalts containing steel slags. J. Clean. Prod. 2017, 166, 835–843.
- Fakhri, M.; Azami, A. Evaluation of warm mix asphalt mixtures containing reclaimed asphalt pavement and crumb rubber. J. Clean. Prod. 2017, 165, 1125–1132.
- Fakhri, M.; Hosseini, S.A. Laboratory evaluation of rutting and moisture damage resistance of glass fiber modified warm mix asphalt incorporating high RAP proportion. Constr. Build. Mater. 2017, 134, 626–640.
- Padula, F.R.G.; Nicodemos, S.; Mendes, J.C.; Willis, R.; Taylor, A. Evaluation of fatigue performance of high RAP-WMA mixtures. Int. J. Pavement Res. Technol. 2019, 12, 430–434.
- Mansourian, A.; Razmi, A.; Razavi, M. Evaluation of fracture resistance of warm mix asphalt containing jute fibers. Constr. Build. Mater. 2016, 117, 37–46.
- Mohd Hasan, M.R.; You, Z.; Porter, D.; Goh, S.W. Laboratory moisture susceptibility evaluation of WMA under possible field conditions. Constr. Build. Mater. 2015, 101, 57–64.
- Cheng, J.; Shen, J.; Xiao, F. Moisture susceptibility of warm-mix asphalt mixtures containing nanosized hydrated lime. J. Mater. Civ. Eng. 2011, 23, 1552–1559.
- Khani Sanij, H.; Afkhamy Meybodi, P.; Amiri Hormozaky, M.; Hosseini, S.H.; Olazar, M. Evaluation of performance and moisture sensitivity of glass-containing warm mix asphalt modified with zycothermTM as an anti-stripping additive. Constr. Build. Mater. 2019, 197, 185–194.
- Farooq, M.A.; Mir, M.S.; Sharma, A. Laboratory study on use of RAP in WMA pavements using rejuvenator. Constr. Build. Mater. 2018, 168, 61–72.
- Bilema, M.A.M.; Aman, M.Y.; Ahmad, K.A. Investigating the rheological and physical properties for unaged of crumb rubber-modified binders containing warm mix asphalt additive. In Lecture Notes in Civil Engineering; Springer: Singapore, 2019.
- Araujo, D.L.V.; Santos, J.; Martinez-Arguelles, G. Environmental performance evaluation of warm mix asphalt with recycled concrete aggregate for road pavements. Int. J. Pavement Eng. 2022, 1–14.
- Almeida-Costa, A.; Benta, A. Economic and environmental impact study of warm mix asphalt compared to hot mix asphalt. J. Clean. Prod. 2016, 112, 2308–2317.
- Jain, S.; Singh, B. Cold mix asphalt: An overview. J. Clean. Prod. 2020, 280, 124378.
- Taher, M.N.M.; Aman, M.Y. An overview of reclaimed asphalt pavement (RAP) materials in Warm Mix Asphalt using foaming technology. ARPN J. Eng. Appl. Sci. 2016, 11, 9874–9881.
- Cheraghian, G.; Cannone Falchetto, A.; You, Z.; Chen, S.; Kim, Y.S.; Westerhoff, J.; Moon, K.H.; Wistuba, M.P. Warm mix asphalt technology: An up to date review. J. Clean. Prod. 2020, 268, 122128.
- Widyatmoko, I. 14—Sustainability of bituminous materials. In Sustainability of Construction Materials, 2nd ed.; Khatib, J.M., Ed.; Woodhead Publishing: Sawston, UK, 2016; pp. 343–370.
- Chowdhury, A.; Button, J.W. A Review of Warm Mix Asphalt; Texas Transportation Institute: Springfield, VA, USA, 2008.
- Rondón-Quintana, H.; Hernández-Noguera, J.; Reyes-Lizcano, F. A review of warm mix asphalt technology: Technical, economical and environmental aspects. Ing. E Investig. 2015, 35, 5–18.
- Behnood, A. A review of the warm mix asphalt (WMA) technologies: Effects on thermo-mechanical and rheological properties. J. Clean. Prod. 2020, 259, 120817.
- Caputo, P.; Abe, A.A.; Loise, V.; Porto, M.; Calandra, P.; Angelico, R.; Oliviero Rossi, C. The role of additives in warm mix asphalt technology: An insight into their mechanisms of improving an emerging technology. Nanomaterials 2020, 10, 1202.
- Srikanth, G.; Kumar, R.; Vasudeva, R. A Review on Warm Mix Asphalt. In Proceedings of the National Conference: Advanced Structures, Materials and Methodology in Civil Engineering (ASMMCE–2018), Jalandhar, India, 3–4 November 2018; pp. 3–4.
- Kie Badroodi, S.; Reza Keymanesh, M.; Shafabakhsh, G. Experimental investigation of the fatigue phenomenon in nano silica-modified warm mix asphalt containing recycled asphalt considering self-healing behavior. Constr. Build. Mater. 2020, 246, 117558.
- Dinis-Almeida, M.; Castro-Gomes, J.; Antunes, M.d.L. Mix design considerations for warm mix recycled asphalt with bitumen emulsion. Constr. Build. Mater. 2012, 28, 687–693.
- Manolis, S.; Eng, P.; Reid, R. Asphalt Mix Performance Testing and Emissions Evaluation for Warm Mix Asphalt Field Project on Ministry of Transportation Ontario Highway 10. In Proceedings of the Fifthy-sixth Annual Conference of the Canadian Technical Asphalt Association, Québec City, QC, Canada, November 2011; pp. 123–149.
- Peng, B.; Cai, C.; Yin, G.; Li, W.; Zhan, Y. Evaluation system for CO2 emission of hot asphalt mixture. J. Traffic Transp. Eng. (Engl. Ed.) 2015, 2, 116–124.
- Sharma, A.; Lee, B.-K. Energy savings and reduction of CO2 emission using Ca(OH)2 incorporated zeolite as an additive for warm and hot mix asphalt production. Energy 2017, 136, 142–150.
- Firmansyah; Tamalkhani. Effect of Field Aging on Adhesive Properties of Warm-Mix Asphalt. In Proceedings of the AIP Conference Proceedings, Kuantan, Malaysia, 25–26 July 2018; AIP Publishing LLC: Melville, NY, USA, 2019; Volume 2059, p. 020031.
- Pereira, R.; Almeida-Costa, A.; Duarte, C.; Benta, A. Warm mix asphalt: Chemical additives’ effects on bitumen properties and limestone aggregates mixture compactibility. Int. J. Pavement Res. Technol. 2018, 11, 285–299.
- Banerjee, A.; de Fortier Smit, A.; Prozzi, J.A. The effect of long-term aging on the rheology of warm mix asphalt binders. Fuel 2012, 97, 603–611.
- Stimilli, A.; Virgili, A.; Canestrari, F. Warm recycling of flexible pavements: Effectiveness of Warm Mix Asphalt additives on modified bitumen and mixture performance. J. Clean. Prod. 2017, 156, 911–922.
- Khan, M.Z.H.; Koting, S.; Katman, H.Y.B.; Ibrahim, M.R.; Babalghaith, A.M.; Asqool, O. Performance of High Content Reclaimed Asphalt Pavement (RAP) in Asphaltic Mix with Crumb Rubber Modifier and Waste Engine Oil as Rejuvenator. Appl. Sci. 2021, 11, 5226.
- Milad, A.; Ali, A.S.B.; Babalghaith, A.M.; Memon, Z.A.; Mashaan, N.S.; Arafa, S.; Yusoff, N.I.M. Utilisation of Waste-Based Geopolymer in Asphalt Pavement Modification and Construction—A Review. Sustainability 2021, 13, 3330.
- Samieadel, A.; Schimmel, K.; Fini, E.H. Comparative life cycle assessment (LCA) of bio-modified binder and conventional asphalt binder. Clean Technol. Environ. Policy 2018, 20, 191–200.
- Milad, A.; Ahmeda, A.G.; Taib, A.M.; Rahmad, S.; Solla, M.; Yusoff, N.I.M. A review of the feasibility of using crumb rubber derived from end-of-life tire as asphalt binder modifier. J. Rubber Res. 2020, 23, 203–216.
- Babalghaith, A.M.; Koting, S.; Sulong, N.H.R.; Khan, M.Z.H.; Milad, A.; Yusoff, N.I.M.; Ibrahim, M.R.; Mohamed, A.H.B.N. A systematic review of the utilization of waste materials as aggregate replacement in stone matrix asphalt mixes. Environ. Sci. Pollut. Res. 2022, 29, 35557–35582.
- US Geological Survey. 2015 Minerals Yearbook (MALAYSIA); US Geological Survey: Washington, DC, USA, 2018.
- US Geological Survey. Mineral Commodity Summaries 2020; US Geological Survey: Washington, DC, USA, 2020.
- Aghbashlo, M.; Mobli, H.; Rafiee, S.; Madadlou, A. A review on exergy analysis of drying processes and systems. Renew. Sustain. Energy Rev. 2013, 22, 1–22.
- Peng, B.; Tong, X.; Cao, S.; Li, W.; Xu, G. Carbon emission calculation method and low-carbon technology for use in expressway construction. Sustainability 2020, 12, 3219.
- Stotko, O. Energy and related carbon emission reduction technologies for hot mix asphalt plants. In Proceedings of the 10th conference on asphalt pavements for Southern Africa—CAPSA, Winterton, South Africa, 11–14 September 2011; pp. 11–14.
- Peinado, D.; de Vega, M.; García-Hernando, N.; Marugán-Cruz, C. Energy and exergy analysis in an asphalt plant’s rotary dryer. Appl. Therm. Eng. 2011, 31, 1039–1049.
- Bueche, N.; Dumont, A.G. Energy in warm mix asphalt. In Proceedings of the 5th Eurasphalt & Eurobitume Congress, Istanbul, Turkey, 13–15 June 2012.
- Hamzah, M.O.; Jamshidi, A.; Shahadan, Z. Evaluation of the potential of Sasobit® to reduce required heat energy and CO2 emission in the asphalt industry. J. Clean. Prod. 2010, 18, 1859–1865.
- Jamshidi, A.; Kurumisawa, K.; Nawa, T.; Mao, J.; Li, B. Characterization of effects of thermal property of aggregate on the carbon footprint of asphalt industries in China. J. Traffic Transp. Eng. (Engl. Ed.) 2017, 4, 118–130.
- Feng, L.; Shi-lin, W.; Jian, X.; Xiao-pei, S.; Ting-gang, L.; Wei, Z. Investigation And Analysis on The Two-Year Energy Consumption on Asphalt Pavement in Lu’an City in China. In Proceedings of the International Symposium on Pavement Life Cycle Assessment, Davis, CA, USA, 14–16 October 2014.
- Boundy, B.; Diegel, S.; Wright, L.; Davis, S. Appendix A: Lower and higher heating values of gas, liquid and solid fuels. In Biomass Energy Data Book; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2011.
More
Information
Subjects:
Engineering, Civil
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
3.3K
Revisions:
2 times
(View History)
Update Date:
22 Dec 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No