 +1 credit
+1 credit
Video Upload Options
Cold expansion technology has been widely used in aviation industries as an effective method of improving the fatigue performance of fastener holes. It can improve the fatigue life several times over without adding weight, meeting the growing demand for lightweight and durable aircraft structures. In recent years, it has been extensively studied through extensive experiments and finite element simulations to analyze the residual stresses around the fastener hole. Appropriate process parameters lead to the generation of beneficial residual stresses that influence the material microstructure, thereby improving the fatigue life of the component.
1. Factors Influencing Residual Stresses
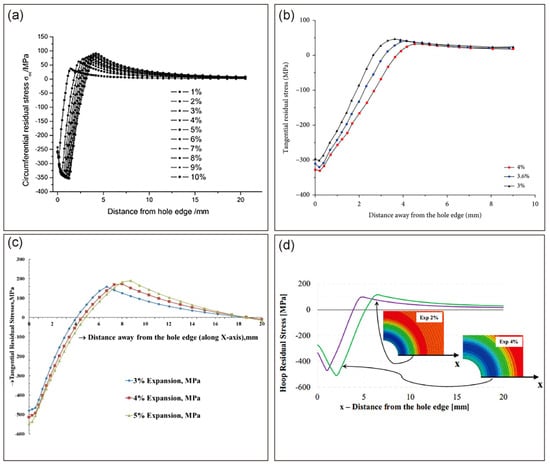
1.1. Expansion Degree
where D is major mandrel diameter, t0 is sleeve thickness and 𝐷0 is beginning hole size.
1.2. Mandrel Speed
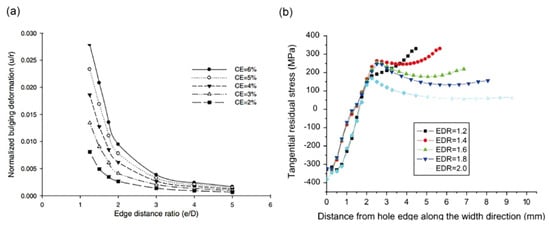
1.3. Edge Distance Ratio
1.4. Thickness
1.5. Initial Hole Diameter
1.6. Reaming
2. The Effect of Cold Expansion on Fatigue Life
2.1. Effect of Residual Compressive Stress on Fatigue Life

where A and m are materials parameters, ΔK is the stress intensity factor range and ΔKop is the crack opening stress intensity factor range. The stress intensity factor range can be calculated by [24][25]

where 𝜙 accounts for the increase in stress near the hole due to the presence of the hole, α is the fracture length determined from the hole edge, r is the radius of the hole, F is the elastic-plastic correction factor and w is the width of the plate, which can be given by

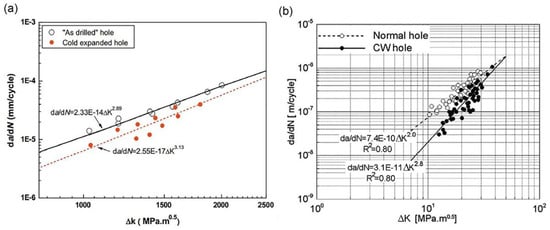


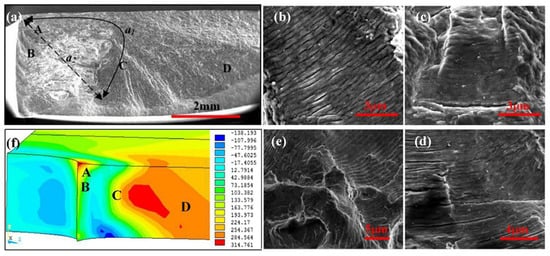
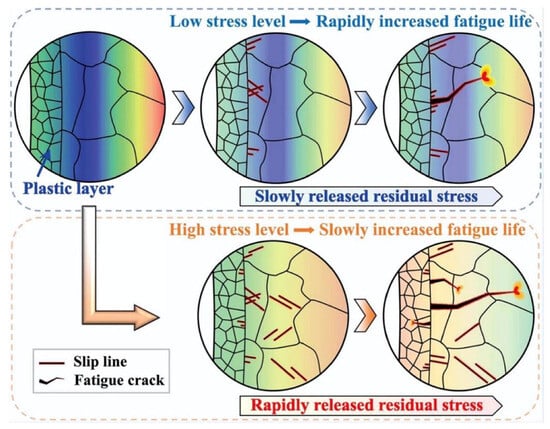
where Δσeff is the effective stress amplitude, σmax is the maximum applied stress, σop is the threshold value of crack opening stress, Δkeff is the stress intensity factor amplitude, kmax and kmin are the maximum and minimum stress intensity factors at the crack, f is a function of component geometry and crack size, a is the crack length, da/dN is the crack growth rate and C and m are material constants. It is obvious that the residual compressive stress, which is treated as a special static, means that stress could minimize the effective stress amplitude Δσeff, and then result in a decrease in the effective stress intensity factor Δkeff at the crack tip and evidently, at last, slow down the FCG rate [26]. The striation spacing reflects the FCG rate accurately under cyclic load [28]. As a general rule, a smaller striation spacing corresponds to a lower FCG rate [27][29]. However, the striation spacing is non-uniform owing to complex influencing factors such as the microstructure and load applied. Thus, for an FCG rate in a particular region, an average striation spacing is usually adopted for representation. The stress value aligns with the striation spacing; the greater the stress value, the smaller the striation spacing, as shown in Figure 7. The stress distribution state of the CE specimen during a fatigue test might therefore be interpreted to have been successfully altered by the residual compressive stress produced by CE, leading to an effectively delayed FCG rate compared to the NCE specimen. Yan et al. [26] found that the SCE treatment of TC4 produced significant compressive residual stresses that retarded the rate of crack propagation, resulting in a three-fold increase in fatigue life.
2.2. The Effect of Microstructure on Fatigue Life
References
- Peretzki, E.; Lehmann, T.; Ihlemann, J. Adaption of the hole drilling method for residual stress analysis inside plastic parts. Mater. Today Proc. 2022, 62, 2523–2527.
- Ding, Z.S.; Sun, G.X.; Guo, M.X.; Jiang, X.H.; Li, B.Z.; Liang, S.Y. Effect of phase transition on micro-grinding-induced residual stress. J. Mater. Process Tech. 2019, 281, 116647.
- Liu, Y.S.; Shao, X.J.; Liu, J.; Yue, Z.F. Finite element method and experimental investigation on the residual stress fields and fatigue performance of cold expansion hole. Mater. Des. 2010, 31, 1208–1215.
- Kumar, S.A.; Babu, N.C.M. Influence of induced residual stresses on fatigue performance of cold expanded fastener holes. Mater. Today Proc. 2017, 4, 2397–2402.
- Kumar, S.A.; Bhattacharya, A.; Babu, N.C.M. Fatigue crack growth life prediction around cold expanded hole using finite. Procedia Mater. Sci. 2014, 5, 316–325.
- Ghfiri, R.; Amrouche, A.; Imad, A.; Mesmacque, G. Fatigue life estimation after crack repair in 6005 A-T6 aluminium alloy using the cold expansion hole technology. Fatigue Fract. Eng. M 2000, 23, 911–916.
- Amrouche, A.; Mesmacque, G.; Garcia, S.; Talha, A. Cold expansion effect on the initiation and the propagation of the fatigue crack. Int. J. Fatigue 2003, 25, 949–954.
- Li, Q.; Xue, Q.C.; Hu, Q.S.; Song, T.; Wang, Y.H.; Li, S.Y. Cold expansion strengthening of 7050 aluminum alloy hole: Structure, residual stress, and fatigue life. Int. J. Aerospace Eng. 2022, 2022, 17.
- Pucillo, G.P.; De Vita, G.; Fedeli, E. Fatigue crack growth rate dependency on cold expansion degree in railway steel. Procedia Struct. Integr. 2022, 39, 700–710.
- Farhangdoost, K.H.; Hosseini, A. The Effect of mandrel speed upon the residual stress distribution around cold expanded hole. Procedia Eng. 2011, 10, 2184–2189.
- Farhangdoost, K.H.; Hosseini, A. Finite element modeling of mandrel speed in cold expansion process. Int. J. Struct. Integr. 2012, 3, 441–456.
- Liu, J.; Wu, H.G.; Yang, J.J.; Yue, Z.F. Effect of edge distance ratio on residual stresses induced by cold expansion and fatigue life of TC4 plates. Eng. Fract. Mech. 2013, 109, 130–137.
- Restis, J.; Reid, L. FTI Process Specification 8101D: Cold Expansion of Holes Using the Standard Split Sleeve System and Countersink Cold Expansion; Fatigue Technology Inc.: Seattle, WA, USA, 2002.
- Ayatollahi, M.R.; Nik, M.A. Edge distance effects on residual stress distribution around a cold expanded hole in Al 2024 alloy. Comput. Mater. Sci. 2009, 45, 1134–1141.
- De Matos, P.F.P.; Moreira, P.M.G.P.; Camanho, P.P.; De Castro, P.M.S.T. Numerical simulation of cold working of rivet holes. Finite Elem. Anal. Des. 2005, 41, 989–1007.
- Babu, N.C.M.; Jagadish, T.; Ramachandra, K.; Sridhara, S.N. A simplified 3-D finite element simulation of cold expansion of a circular hole to capture through thickness variation of residual stresses. Eng. Fail. Anal. 2008, 15, 339–348.
- Stuart, D.H.; Hill, M.R.; Newman, J.J. Correlation of one-dimensional fatigue crack growth at cold-expanded holes using linear fracture mechanics and superposition. Eng. Fract. Mech. 2011, 7, 1389–1406.
- Ozdemir, A.T.; Hermann, R. Effect of expansion technique and plate thickness on near-hole residual stresses and fatigue life of cold expanded holes. J. Mater. Sci. 1999, 34, 1243–1252.
- Yasniy, P.; Glado, S.; Lashii, V. Lifetime of aircraft alloy plates with cold expanded holes. Int. J. Fatigue 2017, 104, 112–119.
- Huang, H.; Zhao, Q.Y.; Liu, F.L. Effect of strengthened hole on residual stress of 7050 aluminum alloy. Aeronaut. Manuf. Tech. 2016, 59, 80–82. (In Chinese)
- Liu, K.Y.; Yang, X.S.; Li, Z.; Li, M.; Zhu, W.J. Numerical investigation of the effect of hole reaming on fatigue life by cold expansion. Trans. Can. Soc. Mech. Eng. 2021, 46, 400–411.
- Moreira, P.M.G.P.; De Matos, P.F.P.; Pinho, S.T.; Pastrama, S.D.; Camanho, P.P.; De Castro, P.M.S.T. The residual stress intensity factors for cold worked cracked holes: A technical note. Fatigue Fract. Eng. M 2004, 27, 879–886.
- Pucillo, G.P. The effects of the cold expansion degree on fatigue crack growth rate in rail steel. Int. J. Fatigue 2022, 164, 107130.
- Murakami, Y.; Keer, L.M. Stress Intensity Factors Handbook; British Energy Generation Limited: London, UK, 1993; Volume 3.
- Tada, H.; Paris, P.C.; Irwin, G.R. The Stress Analysis of Cracks Handbook; ASME Press: New York, NY, USA, 2000.
- Yan, W.Z.; Wang, X.S.; Gao, H.S.; Yue, Z.F. Effect of split sleeve cold expansion on cracking behaviors of titanium alloy TC4 holes. Eng. Fract. Mech. 2012, 88, 79–89.
- De Matos, P.F.P.; McEvily, A.J.; Moreira, P.M.G.P.; De Castro, P.M.S.T. Analysis of the effect of cold-working of rivet holes on the fatigue life of an aluminum alloy. Int. J. Fatigue 2007, 29, 575–586.
- De Matos, P.F.P.; Moreira, P.M.G.P.; Pina, J.C.P.; Dias, A.M.; De Castro, P.M.S.T. Residual stress effect on fatigue striation spacing in a cold-worked rivet hole. Theor. Appl. Fract. Mech. 2004, 42, 139–148.
- Chandawanich, N.; Sharpe, J.W. An experimental study of fatigue crack initiation and growth from coldworked holes. Eng. Frac. Mech. 1979, 11, 609–620.
- Wang, Y.L.; Zhu, Y.L.; Hou, S.; Sun, H.X.; Zhou, Y. Investigation on fatigue performance of cold expansion holes of 6061-T6 aluminum alloy. Int. J. Fatigue 2017, 95, 216–228.
- Liu, J.; Xu, H.L.; Zhai, H.B.; Yue, Z.F. Effect of detail design on fatigue performance of fastener hole. Mater. Des. 2010, 31, 976–980.
- Wang, C.G.; Zou, F.; Zhou, E.T.; Fan, Z.L.; Ge, E.D.; An, Q.L.; Ming, W.W.; Chen, M. Effect of split sleeve cold expansion on microstructure and fatigue performance of 7075-T6 aluminum alloy holes. Int. J. Fatigue 2023, 167, 107339.
- Kattoura, M.; Telang, A.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Effect of ultrasonic nanocrystal surface modification on residual stress, microstructure and fatigue behavior of ATI 718Plus alloy. Mater. Sci. Eng. A 2018, 711, 364–377.
- Li, K.S.; Wang, R.Z.; Zhang, X.C.; Yao, S.L.; Cheng, L.Y.; Lei, X.L.; Tu, S.T. Process-performance-prediction integration for fatigue life improvement technologies: An implementation in cold expansion of hole structures. Int. J. Fatigue 2023, 170, 107507.
- Faghih, S.; Shaha, S.K.; Behravesh, S.B.; Jahed, H. Split sleeve cold expansion of AZ31B sheet: Microstructure, texture and residual stress. Mater. Des. 2020, 186, 108213.
- Reddy, G.V.P.; Robertson, C.; Depres, C.; Fivel, M. Effect of grain disorientation on early fatigue crack propagation in face-centred-cubic polycrystals: A three-dimensional dislocation dynamics investigation. Acta Mater. 2013, 61, 5300–5310.
- Schaef, W.; Marx, M.; Vehoff, H.; Heckl, A.; Randelzhofer, P. A 3-D view on the mechanisms of short fatigue cracks interacting with grain boundaries. Acta Mater. 2011, 59, 1849–1861.
- Pasta, S. Fatigue crack propagation from a cold-worked hole. Eng. Fract. Mech. 2007, 74, 1525–1538.
- Jamali, A.; Ma, A.X.; Lorca, J.L. Influence of grain size and grain boundary misorientation on the fatigue crack initiation mechanisms of textured AZ31 Mg alloy. Sripta Mater. 2022, 207, 114304.
- Su, R.; Li, J.Y.; Liu, W.G.; Xu, C.Z.; Gao, L.J.; Liang, X.Z.; Wu, D.Y.; Huang, X.; Dong, H.C.; Ma, H.K. Investigation on fatigue failure of split-sleeve cold expansion holes of 7075-T651 aluminum alloy. Mater. Today Commun. 2023, 35, 106290.
- Tandon, R.; Mehta, K.K.; Manna, R.; Mandal, R.K. Effect of tensile straining on the precipitation and dislocation behavior of AA7075T7352 aluminum alloy. J. Alloy. Compd. 2022, 904, 163942.
- Li, X.; Sun, B.H.; Guan, B.; Jia, Y.F.; Gong, C.Y.; Zhang, X.C.; Tu, S.T. Elucidating the effect of gradient structure on strengthening mechanisms and fatigue behavior of pure titanium. Int. J. Fatigue 2021, 146, 106142.
- Chen, D.M.; Liu, J.Y.; Chen, D.H.; Li, R.W.; Ma, C.; Wang, M.; Dong, P.; Lang, D.M.; Hu, Y.; Liu, K.Z. Influence of ultrasonic surface rolling process on surface characteristics and micro-mechanical properties of uranium. Mater. Chem. Phys. 2022, 279, 125741.



