 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Quan Wang | -- | 2781 | 2023-10-26 09:53:28 | | | |
| 2 | Alfred Zheng | Meta information modification | 2781 | 2023-10-27 03:37:27 | | |
Video Upload Options
Plant fiber reinforced polymer matrix composites have attracted much attention in many industries due to their abundant resources, low cost, biodegradability, and lightweight properties. Compared with synthetic fibers, various plant fibers are easy to obtain and have different characteristics, making them a substitute for synthetic fiber composite materials. In order to address the adverse effects of natural fiber moisture absorption on the mechanical properties and dimensional stability of composite materials, researchers have modified fibers through various chemical and physical methods. The various methods to reduce the water absorption of composite materials such as fiber surface chemical treatment, the use of compatibilizers, fiber mixing, nanofillers, and polymer coatings.
1. Introduction
2. Methods for Reducing the Water Absorption of Composite Materials
2.1. Chemical Methods
2.1.1. Alkali Treatment
2.1.2. Benzoylation
2.1.3. Silane Coupling Agent
2.1.4. Maleic Anhydride
2.1.5. Acetylation
2.1.6. Sodium Bicarbonate
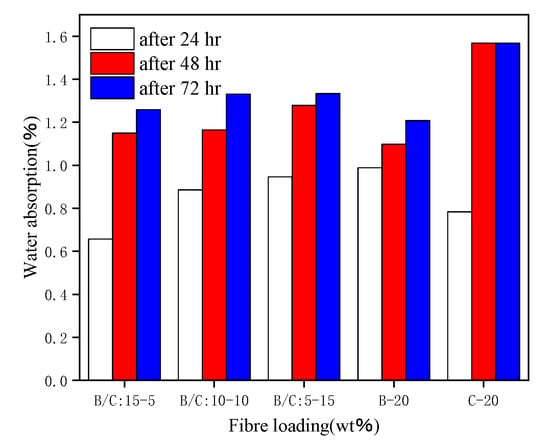
2.2. Fiber Hybrids
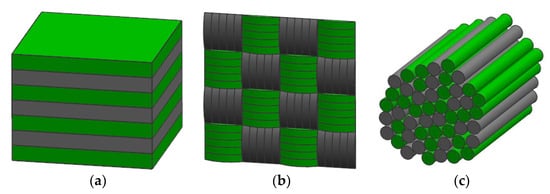
2.2.1. Plant Fiber Hybrid
2.2.2. Synthetic Fiber Hybrid
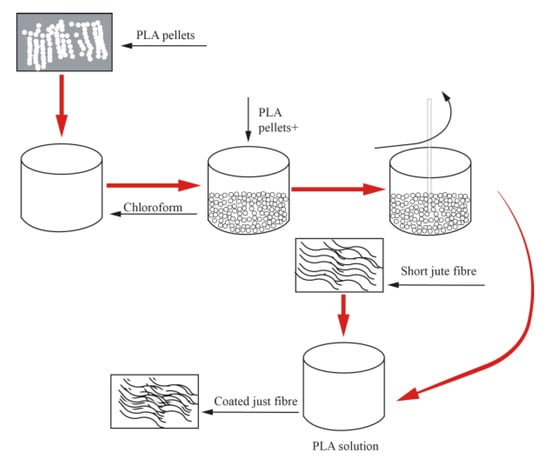
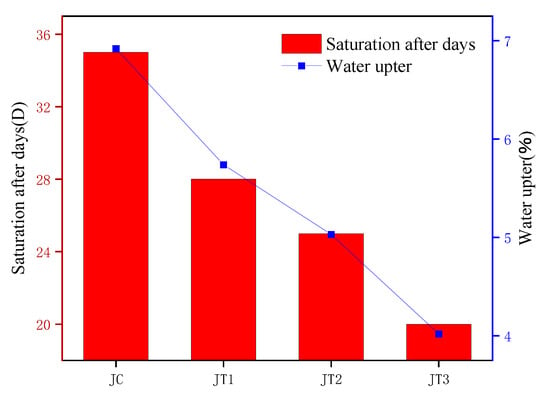
2.3. Polymer Coating
2.4. Nanofillers
References
- Athijayamani, A.; Thiruchitrambalam, M.; Natarajan, U.; Pazhanivel, B. Effect of moisture absorption on the mechanical properties of randomly oriented natural fibers/polyester hybrid composite. Mater. Sci. Eng. A 2009, 517, 344–353.
- Musthaq, M.A.; Dhakal, H.N.; Zhang, Z.; Barouni, A.; Zahari, R. The Effect of Various Environmental Conditions on the Impact Damage Behaviour of Natural-Fibre-Reinforced Composites (NFRCs)—A Critical Review. Polymers 2023, 15, 1229.
- Leman, A.Z.; Sapuan, A.S.M.; Saifol, A.A.M.; Maleque, B.M.A.; Ahmad, M.M.H.M. Moisture absorption behavior of sugar palm fiber reinforced epoxy composites—ScienceDirect. Mater. Des. 2008, 29, 1666–1670.
- Bessadok, A.; Marais, S.; Gouanve, F.; Colasse, L.; Zimmerlin, I.; Roudesli, S.; Metayer, M. Effect of chemical treatments of Alfa (Stipatenacissima) fibres on water-sorption properties. Compos. Sci. Technol. 2007, 67, 685–697.
- Gupta, M.K.; Gond, R.K.; Bharti, A. Effects of treatments on the properties of polyester based hemp composite. Indian J. Fibre Text. 2018, 43, 313–319.
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Milite, H.; Mai, C. Silane coupling agents used for natural fibre/polymer composites: A review. Compos. Part. A Appl. S 2010, 41, 806–819.
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical coupling in wood fibre and polymer composites: A review of coupling agents and treatments. Wood Fiber Sci. 2007, 32, 88–104.
- Rodriguez, E.; Francucci, G. PHB coating on jute fibers and its effect on natural fibre composites performance. J. Compos. Mater. 2016, 50, 2047–2058.
- Gupta, M.K.S.R. PLA coated sisal fibre-reinforced polyester composite: Water absorption, static and dynamic mechanical properties. J. Compos. Mater. 2019, 53, 65–72.
- Gupta, M.K. Investigations on jute fibre-reinforced polyester composites: Effect of alkali treatment and poly (lactic acid) coating. J. Ind. Text. 2020, 49, 923–942.
- Mokhothu, T.H.; John, M.J. Bio-based coatings for reducing water sorption in natural fibre reinforced composites. Sci. Rep. UK 2017, 7, 13335.
- Akil, H.M.; Santulli, C.; Sarasini, F.; Tirillo, J.; Valente, T. Environmental effects on the mechanical behaviour of pultruded jute/glass fibre-reinforced polyester hybrid composites. Compos. Sci. Technol. 2014, 94, 62–70.
- Gupta, M.K.; Srivastava, R.K. Mechanical, thermal and water absorption properties of hybrid sisal/jute fibre reinforced polymer composite. Indian J. Eng. Mater. S 2016, 23, 231–238.
- Gupta, M.K.; Deep, V. Effect of water absorption and stacking sequences on properties of hybrid sisal/glass fibre reinforced polyester composite. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Applw. 2019, 233, 2045–2056.
- Thwe, M.M.; Liao, K. Effects of environmental aging on the mechanical properties of bamboo–glass fibre reinforced polymer matrix hybrid composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 43–52.
- Pothan, L.A.; Thomas, S. Effect of hybridization and chemical modification on the water-absorption behavior of banana fibre-reinforced polyester composites. J. Appl. Polym. Sci. 2004, 91, 3856–3865.
- Mishra, S.; Mohanty, A.; Drzal, L.; Misra, M.; Parija, S.; Nayak, S.K.; Tripathy, S.S. Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites. Compos. Sci. Technol. 2003, 63, 1377–1385.
- Rajesh, G.; Prasad, A.R.; Gupta, A. Mechanical and degradation properties of successive alkali treated completely biodegradable sisal fiber reinforced poly lactic acid composites. J. Reinf. Plast. Comp. 2015, 34, 951–961.
- Sreekumar, P.A.; Thomas, S.P.; Saiter, J.M.; Joseph, K.; Unnikrishnan, G.; Thomas, S. Effect of fiber surface modification on the mechanical and water absorption characteristics of sisal/polyester composites fabricated by resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1777–1784.
- Cui, Y.H.; Wang, X.X.; Xu, Q. Research on moisture absorption behavior of recycled polypropylene matrix wood plastic composites. J. Thermoplast. Compos. 2011, 24, 65–82.
- Demir, H.; Atikler, U.; Balkise, D.; Tihminlioglu, F. The effect of fiber surface treatments on the tensile and water sorption properties of polypropylene–luffa fiber composites. Compos. Part A Appl. Sci. Manuf. 2006, 37, 447–456.
- Bledzki, A.K. The effects of acetylation on properties of flax fibre and its polypropylene composites. Express Polym. Lett. 2008, 2, 413–422.
- Roy, J.K.; Chowdhury, A.M.S. Effect of sodium bicarbonate on the mechanical and degradation properties of short jute fibre reinforced polypropylene composite by extrusion technique. Int. J. Polym. Mater. 2012, 61, 571–586.
- Fiore, V.; Scalici, T.; Nicoletti, F.; Vitale, M.; Prestipino, M.; Valenza, A. A new eco-friendly chemical treatment of natural fibres: Effect of sodium bicarbonate on properties of sisal fibre and its epoxy composites. Compos. Part B Eng. 2016, 85, 150–160.
- Abhijit, K.; Mahesha, G.; Dayananda, P.K. Physical, thermal, mechanical, sound absorption and vibration damping characteristics of natural fiber reinforced composites and hybrid fiber reinforced composites: A review. Cogent. Eng. 2022, 9, 2107770.
- Maslinda, A.B.; Majid, M.A.; Ridzuan, M.; Afendi, M.; Gibson, A. Effect of water absorption on the mechanical properties of hybrid interwoven cellulosic-cellulosic fibre reinforced epoxy composites. Compos. Struct. 2017, 167, 227–237.
- Gunturu, B.; Vemulapalli, C.; Malkapuram, R. Investigation on Mechanical, Thermal and Water Absorption Properties of Banana/Coir Reinforced Polypropylene Hybrid Composites. Rev. Compos. Mater. Avancés 2020, 31, 123–131.
- María, E.V.; Fabiola, V.; Mendez, J.A.; Espinach, F.X.; Aguado, R.J.; Delgado-Aguilar, M.; Mutje, P. Response of Polypropylene Composites Reinforced with Natural Fibers: Impact Strength and Water-Uptake Behaviors. Polymers 2023, 15, 900.
- Hernández-Jiménez, J.A.; Jiménez-Amezcua, M.R.; Lomeli-Ramirez, M.G.; Silva-Guzman, J.A.; Torres-Rendon, J.G.; Garcia-Enriquez, S.G. Utilization of Wood Flour from White Oak Branches as Reinforcement in a Polypropylene Matrix: Physical and Mechanical Characterization. J. Compos. Sci. 2022, 6, 184.
- Gideon, R.; Atalie, D. Mechanical and Water Absorption Properties of Jute/Palm Leaf Fiber-Reinforced Recycled Polypropylene Hybrid Composites. Int. J. Polym. Sci. 2022, 2022, 4408455.
- Sanjay, M.R.; Arpitha, G.R.; Yogesha, B. Study on Mechanical Properties of Natural—Glass Fibre Reinforced Polymer Hybrid Composites: A Review. Mater. Today 2015, 2, 2959–2967.
- Otto, G.P.; Moisés, M.P.; Carvalho, G.; Rinaldi, A.W.; Garcia, J.C.; Radovanovic, E.; Fávaro, S.L. Mechanical properties of a polyurethane hybrid composite with natural lignocellulosic fibers. Compos. Part B Eng. 2017, 110, 459–465.
- Omrani, F.; Wang, P.; Soulat, D.; Ferreira, M. Mechanical properties of flax-fibre-reinforced preforms and composites: Influence of the type of yarns on multi-scale characterisations. Compos. Part A Appl. Sci. Manuf. 2017, 93, 72–81.
- Kumar, S.; Gangil, B.; Prasad, L.; Patel, V.K. A Review on Mechanical Behaviour of Bast-Glass Fibre Based Hybrid Polymer Composites. Mater. Today 2017, 4, 9576–9580.
- Hristozov, D.; Wroblewski, L.; Sadeghian, P. Long-term tensile properties of natural fibre-reinforced polymer composites: Comparison of flax and glass fibres. Compos. Part B Eng. 2016, 95, 82–95.
- Ridzuan, M.; Majid, M.; Afendi, M.; Afendi, M.; Azduwin, K.; Amin, N.; Zahri, J.; Gibson, A. Moisture absorption and mechanical degradation of hybrid Pennisetum purpureum/glass-epoxy composites. Compos. Struct. 2016, 141, 110–116.
- Pan, Y.; Zheng, Z. The effect of hybridization on moisture absorption and mechanical degradation of natural fiber composites: An analytical approach. Compos. Sci. Technol. 2015, 110, 132–137.
- Manteghi, S.; Mahboob, Z.; Fawaz, Z.; Bougherare, H. Investigation of the mechanical properties and failure modes of hybrid natural fiber composites for potential bone fracture fixation plates. J. Mech. Behav. Biomed. 2017, 65, 306–316.
- Yu, H.; Zhou, C. Sandwich diffusion model for moisture absorption of flax/glass fiber reinforced hybrid composite. Compos. Struct. 2017, 188, 1–6.
- Chaichanawong, J.; Thongchuea, C.; Areerat, S. Effect of moisture on the mechanical properties of glass fiber reinforced polyamide composites. Adv. Powder Technol. 2016, 27, 898–902.
- Assarar, M.; Scida, D.; Mahi, A.E.; Poilane, C.; Ayad, R. Influence of water ageing on mechanical properties and damage events of two reinforced composite materials: Flax–fibres and glass–fibres. Mater. Des. 2011, 32, 788–795.
- Hassan, M.R.; Gafur, M.; Rana, A.; Qadir, S.M.; Masum, S.M.; Chowdhury, A.S.; Karim, M. Characterization of jute and glass fiber reinforced polyester based hybrid composite In this research. Bangladesh J. Sci. Ind. Res. 2016, 51, 81–88.
- Panthapulakkal, S.; Sain, M. Studies on the water absorption properties of short hemp–glass fibre hybrid polypropylene composites. J. Compos. Mater. 2007, 41, 1871–1883.
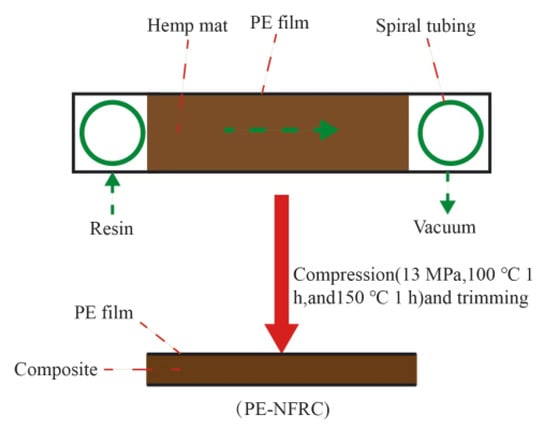
- Wu, Y.; Xia, C.; Cai, L.; Sheldon, Q.S.; Cheng, J. Water-resistant hemp fiber-reinforced composites: In-situ surface protection by polyethylene film. Ind. Crop. Prod. 2018, 112, 210–216.
- Azam, F.A.; Razak, Z.; Radzi, M.K.F.M.; Muhamad, N.; Sulong, A.B. Influence of Multiwalled Carbon Nanotubes on the Rheological Behavior and Physical Properties of Kenaf Fiber-Reinforced Polypropylene Composites. Polymers 2020, 12, 2083.
- Majeed, K.; Ahmed, A.; Bakar, M.S.A.; Mahlia, T.M.I.; Ali, Z. Mechanical and Thermal Properties of Montmorillonite-Reinforced Polypropylene/Rice Husk Hybrid Nanocomposites. Polymers 2019, 11, 1557.
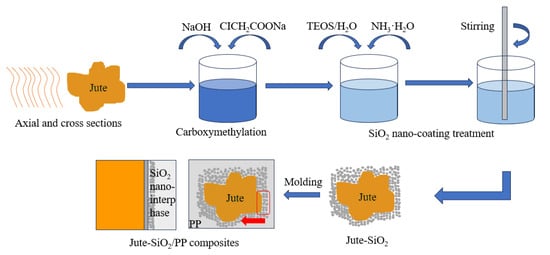
- Xuan, L.; Yue, F.; Hanyu, G. Effect of SiO2 nano-interphase on the water absorption mechanism of natural fiber reinforced composites: A multi-scale study. Appl. Surf. Sci. 2023, 637, 157942.


