1. Introduction
In the past few decades, synthetic fiber (glass fiber, carbon fiber, etc.) reinforced polymer matrix composites have been used in various industries. However, most synthetic fibers have non-renewable and non-biodegradable properties, which affect the natural environment and promote the gradual replacement of elements of synthetic fiber composites by plant fiber composites
[1][2][1,2]. Compared with synthetic fiber composites, plant fiber composites also have certain limitations, such as significant poor interfacial adhesion between plant fibers and polymers, mainly due to the interaction between the polarity and hydrophilicity of plant fibers and the non-polarity and hydrophobicity of polymers. Therefore, it there is an urgent need to improve the adhesion between plant fibers and polymers and reduce the hygroscopicity of plant fiber composite materials. The most efficient measure to improve the moisture absorption of plant fibers is to modify their surface through physical/chemical methods
[3][4][5][6][7][3,4,5,6,7]. Chemical methods have mainly used chemical reagents to treat hemicellulose, lignin, and amorphous areas of plant fibers, which are the main sources of moisture absorption. In addition to using chemical treatment methods, polymer coatings have been added to the surface of plant fibers
[8][9][10][8,9,10]. Physical methods such as fiber blending are also important methods for reducing the moisture absorption properties of plant fibers
[11][12][13][14][15][16][17][11,12,13,14,15,16,17].
2. Methods for Reducing the Water Absorption of Composite Materials
In order to address the adverse effects of natural fiber moisture absorption on the mechanical properties and dimensional stability of composite materials, researchers have modified fibers through various chemical and physical methods. The various methods to reduce the water absorption of composite materials are introduced in this section, such as fiber surface chemical treatment, the use of compatibilizers, fiber mixing, nanofillers, and polymer coatings.
2.1. Chemical Methods
2.1.1. Alkali Treatment
Alkali treatment is one of the most common chemical modification methods, that works mainly by breaking the plant fiber OH group and reacting with water molecules to remove it from the plant fiber structure. It can also eliminate hemicellulose, lignin, and wax in plant fibers. This method can increase the surface roughness of plant fibers and improve the adhesion strength between fibers and polymers to minimize the water absorption of composite materials. Gunti Rajesh et al.
[18][47] modified short sisal fibers with 10% NaOH and H
2O
2 (hydrogen peroxide), and prepared modified and unmodified short sisal fiber reinforced polylactic acid (PLA). The composite material showed a sharp increase in the first 24 h, followed by a stable trend, and the water absorption rate of the composite material gradually increased with the increase of plant fiber content. Compared with the unmodified short sisal fiber composite material, the water absorption rate of the modified composite material was much lower.
2.1.2. Benzoylation
Benzoyl chloride in benzoylation mainly reduces the hydrophilicity of plant fibers and enhances the adhesion strength between plant fibers and polymers, where hydroxyl groups remove water absorbing substances such as wax and lignin through the fiber surface. Sreekumar, P.A. et al.
[19][48] used various chemical methods to treat fibers, such as 100 °C heat treatment, potassium permanganate treatment, benzoylation treatment, silane treatment, and sodium hydroxide treatment, and prepared composite materials using resin transfer molding (RTM). After modification, the water absorption rate of the fiber reinforced polyester matrix composite material was greatly reduced. As the impregnation temperature increases, the adsorption coefficient of the composite material also continuously increases, leading to a decrease in the bonding strength of the fiber matrix interface and the formation of microcracks and voids in the composite material. This greatly increases the water absorption saturation of the composite material. Therefore, the change in temperature greatly affects the water absorption efficiency of fibers and the water storage capacity of composite materials. The order of water absorption of modified composite materials was as follows: unmodified > 100 °C heat treatment > silane treatment > permanganate treatment > sodium hydroxide treatment > benzoylation treatment.
2.1.3. Silane Coupling Agent
Silane coupling agent modification is one of the most effective methods to improve the interfacial adhesion of plant fiber composite materials. Cui, Y.H. et al.
[20][49] studied the modification of wood fibers with silane coupling agents and prepared wood fiber/recycled polypropylene (rPP) composite materials. Compared with untreated wood fiber composite materials, they found that the water absorption of the treated composite materials decreased, mainly due to the hydrolysis, condensation, and bonding stages of the fibers during the silane coupling agent treatment process. During the hydrolysis stage, silane forms silane alcohol in the presence of fiber moisture, one end of the silane alcohol reacts with the matrix functional group, and the other end reacts with the cellulose hydroxyl group. This stage prevented the fibers from expanding into the hydrocarbon chains in the matrix and resulted in molecular continuity at the interface of the composite material and, ultimately, improved the adhesion between the fibers and the matrix.
2.1.4. Maleic Anhydride
Maleic anhydride treatment of plant fibers mainly reacts with—OH groups present in the amorphous region of the fiber cell wall, and reduces the hydrophilicity of plant fibers by forming a long polymer chain coating. Maleic anhydride grafted polypropylene (MAPP) has been used to treat loofah fiber (LF)/polypropylene composite materials
[21][50]. The study showed that the addition of maleic anhydride grafted polypropylene improved the interface between fibers and polymers, not only limiting the diffusion of water molecules in the composite material, but also reacting with—OH groups present in the amorphous region of the fiber cell wall. This eliminated—OH from the fiber, reduced the hydrophilicity of plant fibers, and reduced the water absorption of composite materials.
2.1.5. Acetylation
Acetylation treatment is used to change the structure of fibers, and is also known as the esterification method. In acetylation treatment, a reaction occurs between the acetyl group (-CH
3C0) and hydroxyl group (-OH) of the fiber to eliminate water. Bledzki, A.K. et al.
[22][51] used acetylation treatment on flax fiber and found that the interfacial adhesion of flax fiber/polypropylene composite material was enhanced. The acetylation treatment of flax fiber changed the structure of cellulose and caused a reaction between the acetyl group (CH300) and hydroxyl group (-OH) of the fiber to eliminate water, thereby reducing the hydrophilicity of the fiber and enhancing the moisture resistance of the composite material. Various chemical reagents have been used to modify the surface of plant fibers, mainly to maximize the treatment of hemicellulose, lignin, and cellulose parts of plant fibers. These substances reduced the water absorption of composite materials after it was treated with chemical reagents.
2.1.6. Sodium Bicarbonate
Roy, J.K. et al.
[23][52] used sodium bicarbonate (NaHCO
3) to modify short jute fibers and prepared short jute fiber reinforced polypropylene composites. The study found that the water absorption of the composite material significantly decreased after NaHCO
3 modification of short jute fibers. Fiore, V. et al.
[24][53] prepared epoxy resin based composites by treating sisal fibers with 10 wt% sodium bicarbonate solution at room temperature. Their study found that the interface adhesion strength and mechanical properties of the composite materials were best when treated with sisal fibers for 120 h. With a longer treatment time, the surface roughness of sisal fibers significantly increased, a large amount of impurities in the fibers were eliminated, and the diameter of all treated fibers significantly decreased. Due to the release of lignin and hemicellulose from the fibers, their internal structure was caused to rearrange, form high-density dense structures, and fibers with lower moisture absorption.
2.2. Fiber Hybrids
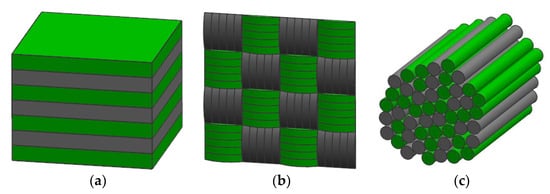
Fiber hybrid reinforced polymer composites are composite materials with two or more different fiber reinforced polymers. The main purpose of introducing another fiber type into a single composite material is to maintain the advantages of the two hybrid fibers and reduce the disadvantages of a single fiber. As shown in the
Figure 1, there are three types of fiber hybrid structures.
Figure 1a shows the compression of single fibers into blocks and cross placement,
Figure 1b shows the cross weaving of two fibers, and
Figure 1c shows the direct mixing of the two fibers. Plant fiber hybrid reinforced polymer composites are mainly divided into two types, plant fiber hybrid and plant fiber and synthetic fiber hybrid
[25][54].
Figure 1.
The main hybrid composites configurations: (
a
) interlayer (
b
) intralayer and (
c
) intrayarn.
2.2.1. Plant Fiber Hybrid
Maslinda, A.B. et al. prepared hybrid composite materials with different plant fibers, and found that the tensile strength and bending strength of the composite materials decreased significantly after moisture absorption. The moisture absorption rate of different plant fiber hybrid composite materials mainly depends on the moisture absorption rate of different plant fibers
[26][36].
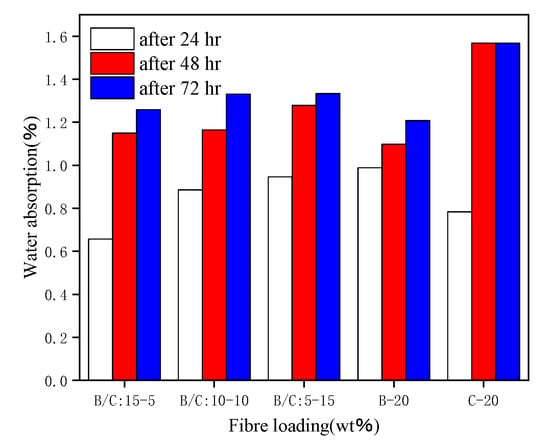
Gunturu, B. et al.
[27][55] studied the effects of banana fiber (BF), coconut shell fiber (coir), and hybrid fibers on the water absorption of composite material, as shown in
Figure 2. They found that coconut shell fiber reinforced polypropylene composite material had the highest water absorption, and the water absorption of the composite material increased significantly in the first 24 h. Vallejos, M.E. et al.
[28][56] tested the water absorption of composite materials by immersing the fibers in distilled water and placing them in an environment with a relative humidity of 50%. They found that the higher the mass fraction of hemp fiber, the stronger the water absorption ability. The composite material soaked in distilled water reached water absorption saturation after 25 days, and the composite material soaked in 50% relative humidity reached water absorption saturation after 40 days. Hernández Jiménez, J.A. et al.
[29][57] studied the water absorption of wood fiber reinforced polypropylene composites and found that the composite had the highest water absorption when the wood fiber particles were fifty mesh. Rotich Gideon et al.
[30][58] studied the moisture absorption properties of jute/palm leaf fiber (palm) hybrid composites and demonstrated that the higher the mass fraction of jute fiber, the stronger the water absorption ability of the composite. From the perspective of water absorption, different fiber blends can improve the water resistance of the composite material, and it can be seen that palm leaf fiber has a lower water absorption rate, and the composite material can improve moisture resistance.
Figure 2.
Comparison of water absorption at different times.
2.2.2. Synthetic Fiber Hybrid
Mixing natural fibers with synthetic fibers (such as glass fibers and carbon fibers) are an effective method to solve the water absorption of composite materials. Mixing carbon fibers and glass fibers into plant fibers can improve the water resistance and mechanical properties of composite materials
[31][32][33][34][35][59,60,61,62,63]. Therefore, an increase of hydrophobic fibers can reduce the moisture content and absorption rate of the composite material
[36][37][38][39][40][41][43,64,65,66,67,68]. Hassan et al.
[42][69] produced a mixed composite material of jute fiber and glass fiber through manual stacking method. Research has found that with the intervention of glass fibers, fiber hybridization improves the tensile and bending strength of composite materials and, as the proportion of glass fibers continues to increase, the water absorption performance of the composite material continues to decrease. This is mainly because the water absorption and mechanical properties of synthetic fibers are much better than those of plant fibers. Increasing the proportion of synthetic fibers in fiber mixing leads to a continuous decrease in the water absorption performance and improvement in the mechanical properties of composite materials. Thwe, M.M. et al.
[15] used MAPP to hybrid modify glass fiber/bamboo fiber to enhance PP composite material. The composite material was immersed in water for 1200 h and, compared with the unmixed composite material, the water absorption rate of the hybrid fiber composite material decreased by 4%. Panthapulakkal, S. et al.
[43][25] found that the mixing of hemp fiber and glass fiber significantly reduced the water absorption of the composite material.
2.3. Polymer Coating
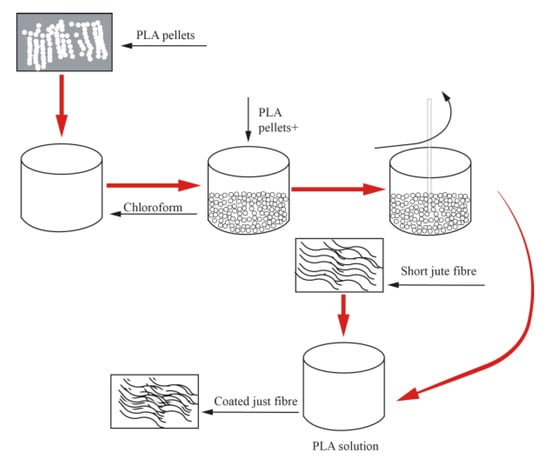
Some researchers have attempted to coat polymers on the surface of fibers to improve the water resistance of composite materials, enhance interfacial bonding ability, and reduce the water absorption of composite materials. Rodriguez et al.
[8] used a combination of alkali treatment and polyhydroxybutyrate (PHB) coating treatment on jute fibers and found that the treated jute fiber composite material had higher mechanical properties and water resistance. The alkali treatment and coating treatment overcame the limitations of jute fiber modified composite materials, and this new method maximized the water resistance of the composite material. As shown in
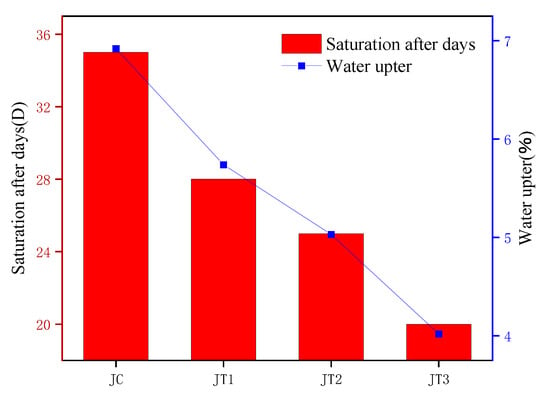
Figure 3 and
Figure 4, Gupta, M.K. et al.
[10] used alkali treatment, polylactic acid coating treatment, and mixed treatment to enhance the water absorption of polyester composite materials on the surface of jute fibers. They compared the water absorption of treated and untreated jute fiber composite materials and found that the water absorption of jute fiber mixed treatment composite materials was lower, at 4.02%.
Figure 3.
Surface coating treatment of jute fiber with polylactic acid.
Figure 4.
Comparison of the effects of different treatment methods on the water absorption performance of composite materials.
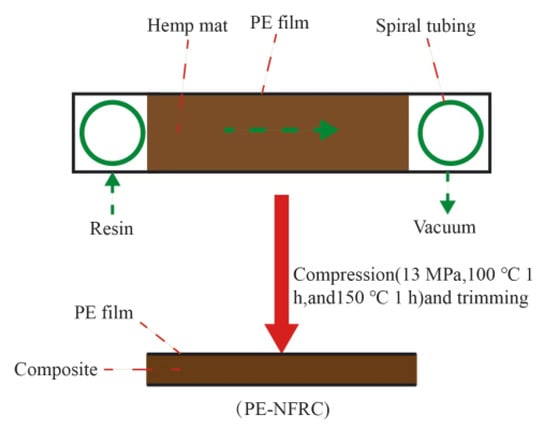
Wu, Y. et al.
[44][70] used the Walli process to in situ adhere polyethylene (PE) film to the surface of hemp fiber composite materials, as shown in
Figure 5. This technology used PE film instead of traditional vacuum bags to further produce polyethylene plant fiber composite materials (PE–NFRC). Compared with untreated composite materials, the water absorption of PE–NFRC was significantly reduced by 88.5%, 84.8%, and 68.67% at 2, 24, and 120 h, respectively. The results showed that the surface coating of PE film significantly improved the water resistance of the composite material.
Figure 5.
Schematic diagram of the Walli process.
2.4. Nanofillers
Nanofillers such as nanoclay and nano silicon carbide can be added to natural fiber composite materials to improve the water absorption and mechanical properties of the composite material in humid environments. A nanoclay layer forms an impermeable medium to prevent the flow of water molecules, allowing for longer diffusion time of water molecules, and reduces the water absorption of the composite material. Azam, F.A. et al.
[45][71] found that the water absorption of kenaf fiber/polypropylene composites without the addition of nanomaterials was lower than that of composites with the addition of multi walled carbon nanotubes (MWCNTs). Majeed, K. et al.
[46][72] studied the effect of maleic anhydride grafted polypropylene (PP–g–MAH) and nano montmorillonite (MMT) on the water absorption of rice husk fiber (RH)/polypropylene composite materials. They found that the addition of PP-g–MAH and MMT can reduce the water absorption of the composite material. On the one hand, PP–g–MAH improved the compatibility of the composite material, reduced micropores in the composite material, and reduced the water absorption of the composite material. On the other hand, MMT is a waterproof nanomaterial, and the addition of PP–g–MAH and MMT simultaneously exhibited the lowest water absorption.
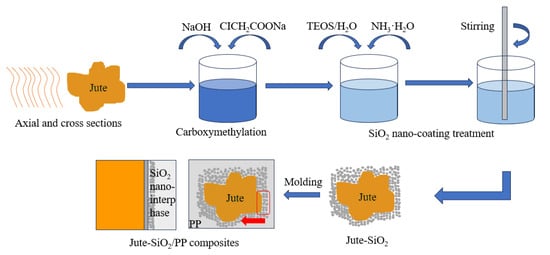
Liu, Y. et al. prepared a SiO
2/jute fiber/polypropylene composite through melt gel technology and compression molding, as shown in
Figure 6 [47][73]. The influence of SiO
2 on the moisture absorption and interface failure of the composite were studied. Through molecular dynamics simulation, it was found that SiO
2 effectively protected the composite from the influence of water diffusion by strong molecular chain interlocking on the interface of jute fiber/polypropylene composite, The water resistance and dimensional stability of the composite material were improved, and the water absorption rate and thickness expansion rate of the composite material were reduced by 3.6% and 3.0%, respectively.
Figure 6.
Schematic of the synthesis procedures for jute–SiO
2
/PP composites via the sol-gel technique and compression molding.
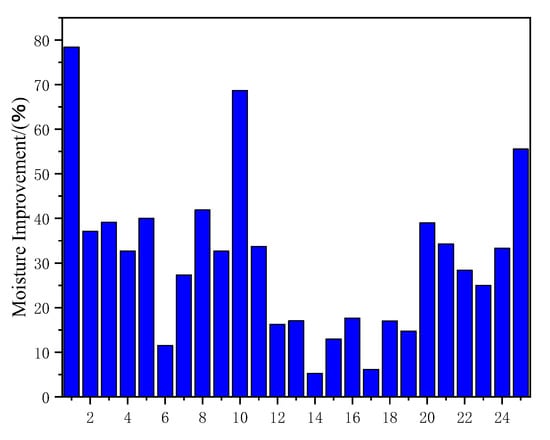
As shown in Figure 7, it was found that the water resistance of composite materials prepared by mixing plant fibers and synthetic fibers was higher than that of composite materials prepared by mixing two types of plant fibers. Moreover, polymer coating on the fiber surface greatly improved the water resistance of the composite material, which was much higher than that of chemically modified plant fiber composite materials. Compared with PLA coated composite materials, the water resistance of PE film composite materials prepared by the Vary process was higher. Compared with chemically modified composite materials, the water resistance of composite materials prepared by mixing chemical modification and nanomaterials was higher. The three best methods for water resistance were: mixing plant fibers with synthetic fibers to prepare composite materials, preparing PE membrane composite materials using the Walli process, and preparing composite materials using chemical modification and nanofillers. Generally, the water resistance of composite materials prepared by mixing the two processes was higher than that prepared by a single process.
Figure 7.
Improving water absorption performance of composite materials with different treatment methods.