Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Abid Shah | -- | 2694 | 2023-06-13 10:37:38 | | | |
| 2 | Conner Chen | Meta information modification | 2694 | 2023-06-15 05:40:38 | | | | |
| 3 | Conner Chen | -53 word(s) | 2641 | 2023-06-19 03:12:00 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Shah, A.; Aliyev, R.; Zeidler, H.; Krinke, S. Wire Arc Additive Manufacturing Process. Encyclopedia. Available online: https://encyclopedia.pub/entry/45487 (accessed on 26 July 2026).
Shah A, Aliyev R, Zeidler H, Krinke S. Wire Arc Additive Manufacturing Process. Encyclopedia. Available at: https://encyclopedia.pub/entry/45487. Accessed July 26, 2026.
Shah, Abid, Rezo Aliyev, Henning Zeidler, Stefan Krinke. "Wire Arc Additive Manufacturing Process" Encyclopedia, https://encyclopedia.pub/entry/45487 (accessed July 26, 2026).
Shah, A., Aliyev, R., Zeidler, H., & Krinke, S. (2023, June 13). Wire Arc Additive Manufacturing Process. In Encyclopedia. https://encyclopedia.pub/entry/45487
Shah, Abid, et al. "Wire Arc Additive Manufacturing Process." Encyclopedia. Web. 13 June, 2023.
Copy Citation
Wire arc additive manufacturing (WAAM) is an emerging and promising technology for producing medium-to-large-scale metallic components/structures for different industries, i.e., aerospace, automotive, shipbuilding, etc. It is now a feasible alternative to traditional manufacturing processes due to its shorter lead time, low material waste, and cost effectiveness. WAAM has been widely used to produce components using different materials, including copper-based alloy wires, in the past decades.
WAAM
copper-based alloys
CMT
3D printing
directed energy deposition
material deposition
monitoring
in-process operations
post-process operations
1. Introduction
Additive manufacturing (AM), commonly known as 3D printing [1], is the technology used to manufacture parts and objects through layer-by-layer deposition of materials. AM is considered one of the most innovative manufacturing technologies of the 21st century. It integrates the leading world technologies, e.g., digital modeling, machining, material processing, and metallurgical engineering. According to ISO/ASTM 529000:2021, AM processes can be divided into the following categories, as shown in Figure 1.

Figure 1. AM types.
AM offers significant benefits in reducing cycle time and saving raw materials by depositing material layer-by-layer under computer control. Especially, it can generate complicated geometrical features in the parts with high precision and lower dependency on cutting tools, dies, fixtures, and other complex machining processes [2][3].
Powder bed fusion (PBF) and directed energy deposition (DED) have recently attracted more attention among all available AM technologies. Although PBF can produce parts with complex geometries and high accuracy, it also has some drawbacks, including high costs (operational cost, equipment cost, material cost) and the use of metal powder, which can be very unhealthy for humans. Furthermore, a controlled environment is needed where the PBF process takes place to prevent people from inhaling the toxic powder. DED is a promising method for AM of metals to overcome the aforementioned issues. DED is an AM methodology in which focused thermal energy is utilized to melt the material as it is deposited. In DED, the wire or powder material is used as feedstock and a heat source (plasma, electric arc, laser, or electron beam) for material deposition on a substrate surface. Although there is a lower resolution in DED compared to PBF, the material deposition rate is much higher in DED. However, some studies of AM technologies also reported a few drawbacks to DED-based AM methods. These drawbacks include the utilization of large volumes of inert gases in laser-based DED, the high vacuum required in electron-based DED, etc. Furthermore, powder-based DED has lower material deposition efficiency than wire-based DED, as a minor portion of the total powder will not be melted. That is why if the wire is used as a feedstock in DED instead of metal powder, it omits the need for recycling and powder protection systems, and the cost of raw materials is reduced significantly. A comparison of different AM processes is presented below in Table 1.
| AM Type | Sub-Types/Techniques | Binding Mechanism | Feedstock | Activation Source |
|---|---|---|---|---|
| Powder bed fusion (PBF) | Direct metal laser sintering Selective laser sintering Electron beam melting Selective laser melting |
Thermal reaction | Powder | Thermal energy in the form of laser, infrared light, or electron beam |
| Directed energy deposition (DED) | Laser-engineered net shaping Electron beam freeform fabrication Laser consolidation Wire arc additive manufacturing (WAAM) Directed light fabrication |
Thermal reaction | Powder or wire | Laser, arc or plasma beam, electron beam |
| Binder jetting (BJ) | Chemical or thermal reaction | Liquid binder or powder | Liquid binder | |
| Sheet lamination (SL) | Ultrasonic consolidation Laminated object manufacturing |
Ultrasonic connection or thermal or chemical reaction | Sheet | Thermal, chemical reaction, or ultrasonic transducer |
| Material jetting (MJ) | Curing or chemical reaction | Molten wax or liquid-photosensitive resin | Temperature field or radiation source | |
| Material extrusion (MEX) | Chemical or thermal reaction | Wire or paste | Ultrasonic, heat, or chemical reaction | |
| Vat photo-polymerization (VPP) |
Stereolithography (SLA) Digital Light Processing (DLP) Continuous Digital Light Processing/Continuous Liquid Interface Production (CDLP/CLIP) |
Chemical reaction curing | Photosensitive resin | Ultraviolet light |
2. WAAM Process
2.1. Introduction to WAAM
The wire arc additive manufacturing (WAAM) process has become a renowned AM process in the recent decade, and it is one of the DED technologies. WAAM has been derived from classical arc welding technology [9][10][11]. In WAAM process, the wire is melted through heating by using an electric arc and then transferred to the molten metal pool. Later, it solidifies at the melt pool boundary and produces the part layer-by-layer [12]. A typical WAAM process is shown in Figure 2 below.
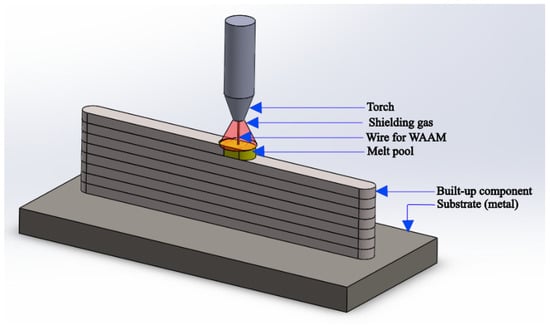
Figure 2. WAAM process.
WAAM process has the potential to develop structures that can be extended to tens of meters and can fabricate fully dense parts with large dimensions, along with higher manufacturing efficiency and low production costs. It is also suitable for repairing and maintaining damaged parts and components. Generally, the direct cost of metal wire used in WAAM process is roughly 10% of the metal powder having the same weight [12]. A comparison of the material deposition rate in WAAM process with other AM processes is presented below in Table 2.
| Type of AM Process | SLM Process | EBM Process | LMD Process | WAAM Process |
|---|---|---|---|---|
| Material deposition rate (g/h) | 40–100 | 100–300 | 150–2400 | 500–10,000 |
WAAM process can be divided into three major categories depending on the type of arc-based welding technology used to melt the feed wire and generate a 3D object/structure layer by layer [15][16][17][18]. These three different types include gas tungsten arc welding (GTAW), plasma arc welding (PAW), and gas metal arc welding (GMAW), as shown in Figure 3.
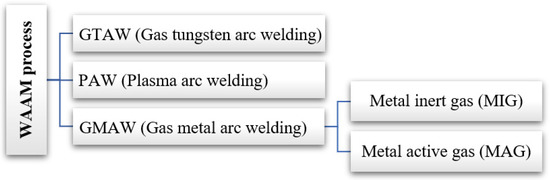
Figure 3. Types of WAAM process.
In GTAW-based WAAM, an electric arc is generated between a non-consumable tungsten electrode and the substrate material for heat generation, as shown in Figure 4a below. A filler wire is fed from the side, which melts due to the arc’s heat and deposits on the substrate’s surface to get the desired geometry (width, height, cross-section, etc.) and mechanical properties. The PAW process is similar to GTAW in that a non-consumable electrode is used in both methods. However, PAW differs from GTAW in welding torch construction and is more efficient than GTAW because the plasma arc is constricted in a nozzle. In PAW, an arc is generated between the tungsten electrode and the water-cooled nozzle, as shown below in Figure 4b. The inert gas flowing through the arcing zone of the torch gets ionized, i.e., the gas turns into a plasma state. This plasma jet is then transferred through a small orifice to the substrate. This plasma jet turns the filler wire into molten form due to the high heat. In addition, shielding gas is used to protect the molten pool from contamination. But the initial cost of PAW is very high compared to GMAW and GTAW. GMAW is widely used for WAAM process nowadays compared to other WAAM processes due to its higher material deposition rate, high material utilization, and shorter lead time. In GMAW, the wire works as a consumable electrode, as shown in Figure 4c below. The arc generated between the wire and the workpiece melts the wire material and deposits the molten material on the substrate’s surface.
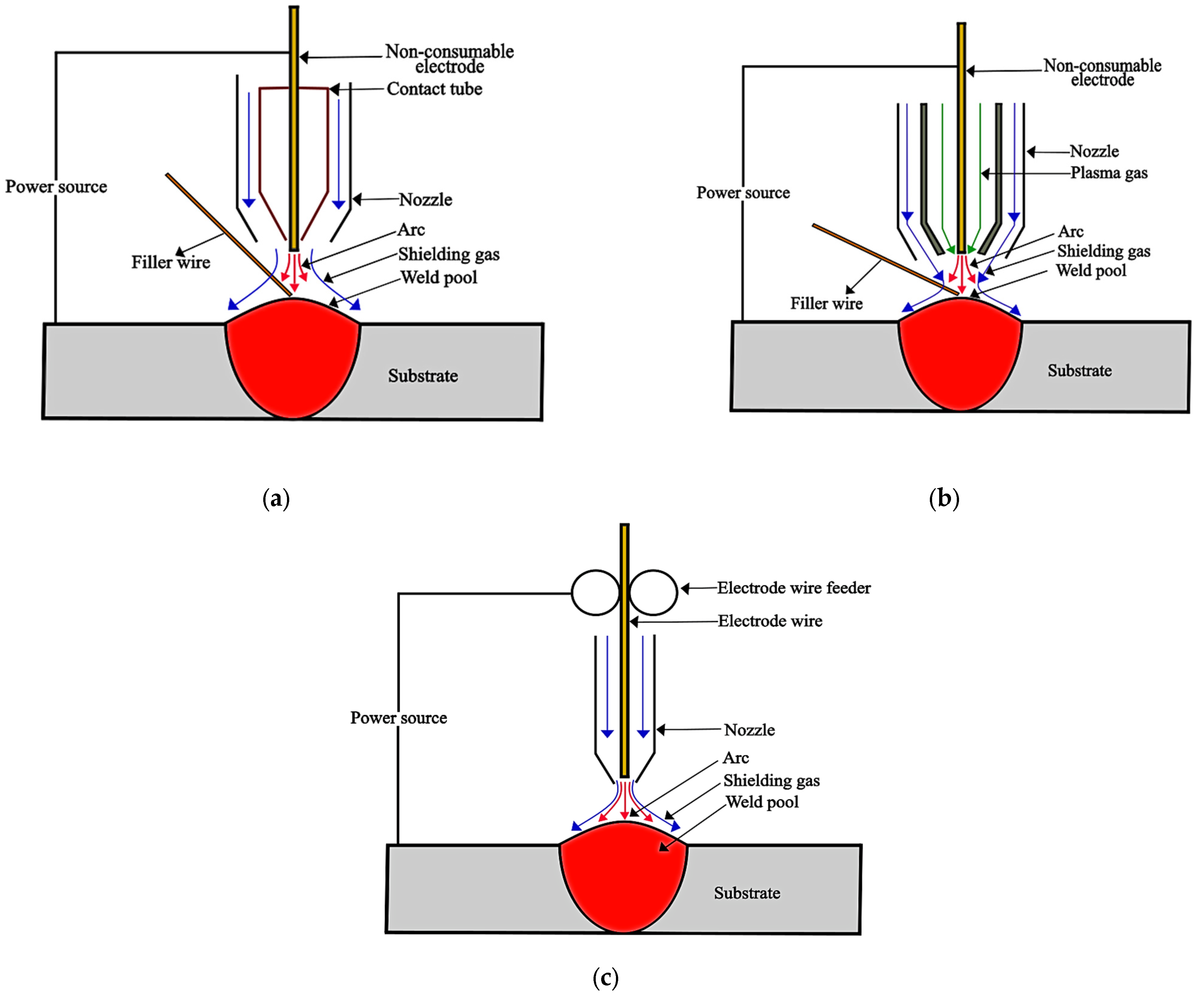
Figure 4. Types of WAAM processes. (a) GTAW; (b) PAW; (c) GMAW.
GMAW consists of metal inert gas (MIG) and metal active gas (MAG). In MIG, a non-reactive (inert) gas, i.e., helium or argon, is used. MIG is mainly used for non-ferrous metals. MAG uses carbon dioxide or a mixture of inert gases, i.e., a trimix of Ar + CO2 + O2, for shielding purposes. MAG is primarily used for ferrous metals. The material deposition rate of the GMAW process is higher as compared to other WAAM processes, and this comparison is presented below in Table 3.
| Type of AM Process | GTAW | PAW | GMAW |
|---|---|---|---|
| Material deposition rate (kg/h) | 1–2 | 2–4 | 7.8 |
GMAW has four metal transfer modes: short-circuiting, globular, spray, and pulsed spray. Each metal transfer method has distinctive characteristics related to the welding current, equipment, and electrode type [21]. In the conventional GMAW welding process, during standard short-circuiting transfer (dip transfer) mode, when the welding electrode comes in contact with molten pool and immerses in it, short-circuiting occurs, and an enormous current flows through it. Thus, it results in the abrupt melting of the electrode wire, so droplet transfer happens via the surface tension of the molten metal pool. The arc re-ignites, and the hot process after the completion of the metal transfer process continues. A significant improvement in WAAM was achieved when the CMT (cold metal transfer) welding process was introduced. CMT is an improved version of GMAW and is based on the short-circuit transfer mode. The Austrian company “Fronius” developed the CMT method, a renowned method for generating meager heat input and high arc stability using an innovative wire feeding setup with a digital control system [22]. When the wire electrode tip comes in contact with the molten metal pool, the “robacter drive” servomotor reverses the filler wire via digital process control. Hence, it results in causing the wire to withdraw, producing droplet cutting, while the welding current quickly decreases to a near-zero value [23]. Thus, it causes lower heat input and less spatter during the material deposition. CMT can be divided into four types, i.e., CMT-conventional, CMT-advanced, CMT-pulse, and CMT-advanced pulse. Each mode has its unique features and characteristics.
2.2. General Steps Involved in WAAM Process
The main steps involved in WAAM process, as reported by literature [2][24], are presented below in Figure 5.
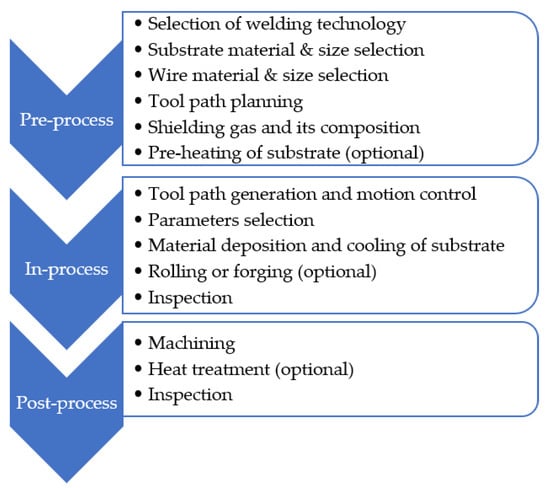
Figure 5. Steps involved in WAAM process.
2.3. Process Parameters Used in WAAM Process
2.3.1. Introduction to Different WAAM Process Parameters
The process parameters used in WAAM process vary according to the type of WAAM process and the wire material. In WAAM process, material deposition is based on melting a wire using an arc as a heat source for fabricating or repairing a component. During material deposition, the inter-pass temperature between layers increases due to the heat accumulation as further layers are added. The process parameters are crucial for producing a good-quality part, i.e., a defect-free structure with excellent mechanical properties. These process parameters include welding current, voltage, torch travel speed, wire feed speed, interlayer temperature, interlayer dwell time, shielding gas composition and flow rate, torch and substrate angle, electrode diameter, heat input, and contact tip-to-work distance (CTWD). These parameters affect the properties of WAAM product differently, and a suitable combination of these parameters is needed for specific objectives, i.e., high mechanical strength, lower surface roughness, etc.
Wire Feed Speed
Yildiz et al. [25] studied the effect of the WFS (wire feed speed) to TS (torch speed) ratio on the weld bead geometry and mechanical properties. This study showed that the WFS/TS ratio is the most crucial parameter in WAAM process for controlling heat input. Heat input is linearly correlated with the characteristic weld bead geometry, including the weld bead height, width, penetration, penetration area, and reinforcement area, for the analyzed parameter range. An inverse relationship was observed between heat input and hardness in single weld beads. Wang et al. [26] studied the effect of wire feed speed and other parameters on the weld bead geometry. This study showed that as the wire feed speed increases in GTAW-based WAAM of 4043 Al-alloy, the weld bead height increases while its width decreases. It was also reported that the arc energy required to melt the wire increases as the wire feed speed increases. Thus, it may lead to a lack of fusion and a decrease in the width of the bead. Different features of a typical weld bead are presented below in Figure 6.
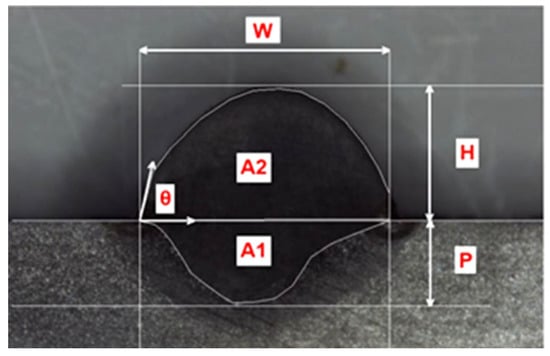
Figure 6. Schematic diagram of different weld bead features (material: ER120S-G), copyright Springer Nature, reproduced with permission [25]. where: W = Width; P = Penetration; H = Height; A1 = Penetration area; A2 = Reinforcement area; Θ = Angle of contact.
Torch Travel Speed
Dinovitzer et al. [27] examined the effect of torch travel speed and other parameters on microstructure and bead geometry in WAAM of Hastelloy X alloy. In this study, statistical tools, i.e., Taguchi and ANOVA (analysis of variance), were used to determine the effect of process parameters (wire feed, travel speed, current, and argon flow rate) on the bead’s microstructure and geometry (bead shape and size, roughness, melt through depth, and oxidation level). This research revealed that current and travel speed significantly affect the weld bead’s microstructure and geometry. It was revealed that torch travel speed is inversely related to the heat input in WAAM process. In WAAM process, WAAM component’s microstructure depends on the heat input; hence, the part’s microstructure also relies on the torch’s travel speed. Furthermore, the effect of torch travel speed on the width of the weld bead was significant compared to its impact on the bead height because the travel speed affects the angle of contact (wetting angle).
Heat Input
Heat input is very critical in WAAM process. Multiple fusion and solidification cycles produce irregular heat propagation in the as-manufactured part. This non-uniform heat input accumulation and distribution defines the part’s formation (shape and volume of the bead), mechanical properties, and microstructure obtained via WAAM process [28][29]. Heat input in WAAM process affects internal defect formation, phase transformation, residual stresses, and distortion [30].
Heat input control is vital for alloys subjected to liquation cracking. As with increasing heat input, the quantity of liquated material increases, hence the chances of cracking. As WAAM process involves partial melting of the previous layer/bead, improper control of heat input will assist in partial liquation at the fusion zone [31].
Moreover, an increase in heat input will affect the cooling rates of WAAM components and, hence, the part’s microstructure. As microstructure affects the part’s mechanical properties, heat input indirectly affects the mechanical properties of WAAM component. Sometimes, residual stresses also arise in the part produced through WAAM process due to high heat input; in fact, that part experiences thermal stress with the deposition of each weld bead. Thus, appropriate welding technology, interlayer dwell time, and path strategy are needed to mitigate this effect.
Substrate Temperature
The substrate’s pre-heat temperature defines the shape of the deposited material. As the pre-heat temperature increases, the deposited bead’s width increases, whereas its height decreases [31][32]. Thus, pre-heating the substrate leads to smooth material deposition and, in return, also improves the surface deformation of the metal deposited.
Interlayer Temperature
The inter-layer temperature is crucial for obtaining the desired shape of the end product in the multi-layer WAAM process. Proper inter-layer temperature is essential for obtaining a smooth and stable surface while depositing material. Hence, properly controlling the workpiece temperature will improve its surface finish, reduce residual stress, and improve its mechanical properties [33][34]. Therefore, adequate interlayer cooling time (dwell time) is needed to get the desired interlayer temperature. This time should be chosen based on the trade-off between desired product features and production time. The idle waiting time will increase for lower inter-layer temperatures, resulting in a loss of useful production time [35].
Electrode Extension or Electrode Stick-Out
Electrode extension, or electrode stick-out, is the distance between the end part of the contact tip and the wire end, as shown in Figure 7 below. Electrical resistance increases with an increase in electrode extension. Thus, it influences the melting of the wire, and in return, it affects the weld bead geometry.
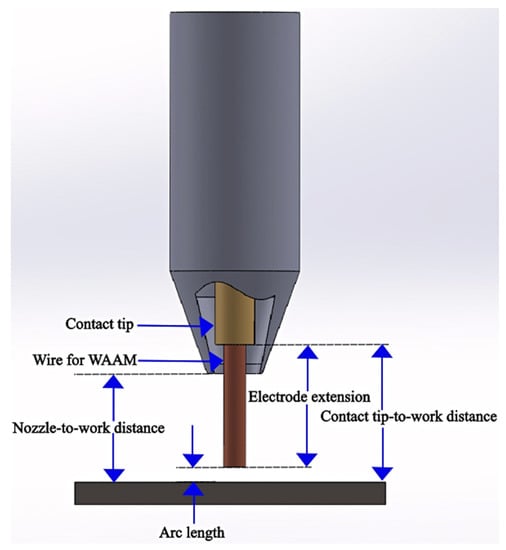
Figure 7. Electrode to work distance, arc length, and other features in MIG.
Extended electrode extension causes the pre-heating of the electrode wire. If the electrode extension is insufficient, the electrode will not get sufficiently pre-heated. Increasing the electrode extension while keeping the arc length constant enlarges the electrical resistance. More material has to be deposited due to an increment in the electrode extension but with low heat energy provided by the arc produced due to a rise in electrical resistance. In return, it will result in slight penetration and steep-crowned weld bead geometry.
Arc Length
The arc length is the distance between the welding wire tip and the substrate, as shown in Figure 7 above. The roughness of the deposited layer can be reduced by efficient control of the arc length [32].
References
- Karakurt, I.; Lin, L. 3D Printing Technologies: Techniques, Materials, and Post-Processing. Curr. Opin. Chem. Eng. 2020, 28, 134–143.
- Raut, L.P.; Taiwade, R.V. Wire Arc Additive Manufacturing: A Comprehensive Review and Research Directions. J. Mater. Eng. Perform. 2021, 30, 4768–4791.
- Li, Y.; Su, C.; Zhu, J. Comprehensive Review of Wire Arc Additive Manufacturing: Hardware System, Physical Process, Monitoring, Property Characterization, Application and Future Prospects. Results Eng. 2021, 13, 100330.
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598.
- Alfattni, R. Comprehensive Study on Materials Used in Different Types of Additive Manufacturing and Their Applications. Int. J. Math. Eng. Manag. Sci. 2022, 7, 92.
- Lv, X.; Ye, F.; Cheng, L.; Fan, S.; Liu, Y. Binder Jetting of Ceramics: Powders, Binders, Printing Parameters, Equipment, and Post-Treatment. Ceram. Int. 2019, 45, 12609–12624.
- Gülcan, O.; Günaydın, K.; Tamer, A. The State of the Art of Material Jetting—A Critical Review. Polymers 2021, 13, 2829.
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; Volume 17.
- Thapliyal, S. Challenges Associated with the Wire Arc Additive Manufacturing (WAAM) of Aluminum Alloys. Mater. Res. Express 2019, 6, 112006.
- Lehmann, T.; Rose, D.; Ranjbar, E.; Ghasri-Khouzani, M.; Tavakoli, M.; Henein, H.; Wolfe, T.; Jawad Qureshi, A. Large-Scale Metal Additive Manufacturing: A Holistic Review of the State of the Art and Challenges. Int. Mater. Rev. 2022, 67, 410–459.
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295.
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928.
- Zhai, W.; Wu, N.; Zhou, W. Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire. Metals 2022, 12, 212.
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121.
- Zhang, Y.M.; Li, P.; Chen, Y.; Male, A.T. Automated System for Welding-Based Rapid Prototyping. Mechatronics 2002, 12, 37–53.
- Zhang, Y.; Chen, Y.; Li, P.; Male, A.T. Weld Deposition-Based Rapid Prototyping: A Preliminary Study. J. Mater. Process. Technol. 2003, 135, 347–357.
- Xiong, J.; Zhang, G. Adaptive Control of Deposited Height in GMAW-Based Layer Additive Manufacturing. J. Mater. Process. Technol. 2014, 214, 962–968.
- Ahn, D.-G. Direct Metal Additive Manufacturing Processes and Their Sustainable Applications for Green Technology: A Review. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 381–395.
- Suryakumar, S.; Karunakaran, K.P.; Bernard, A.; Chandrasekhar, U.; Raghavender, N.; Sharma, D. Weld Bead Modeling and Process Optimization in Hybrid Layered Manufacturing. Comput.-Aided Des. 2011, 43, 331–344.
- Liu, J.; Xu, Y.; Ge, Y.; Hou, Z.; Chen, S. Wire and Arc Additive Manufacturing of Metal Components: A Review of Recent Research Developments. Int. J. Adv. Manuf. Technol. 2020, 111, 149–198.
- Tawfik, M.M.; Nemat-Alla, M.M.; Dewidar, M.M. Enhancing the Properties of Aluminum Alloys Fabricated Using Wire+ Arc Additive Manufacturing Technique—A Review. J. Mater. Res. Technol. 2021, 13, 754–768.
- Tian, C.L.; Chen, J.L.; Dong, P.; He, J.W.; Wang, Y.J. Current State and Future Development of the Wire Arc Additive Manufacture Technology Abroad. Aerosp. Manuf. Technol. 2015, 2, 57–60.
- Furukawa, K. New CMT Arc Welding Process–Welding of Steel to Aluminium Dissimilar Metals and Welding of Super-Thin Aluminium Sheets. Weld. Int. 2006, 20, 440–445.
- Taşdemir, A.; Nohut, S. An Overview of Wire Arc Additive Manufacturing (WAAM) in Shipbuilding Industry. Ships Offshore Struct. 2021, 16, 797–814.
- Yildiz, A.S.; Davut, K.; Koc, B.; Yilmaz, O. Wire Arc Additive Manufacturing of High-Strength Low Alloy Steels: Study of Process Parameters and Their Influence on the Bead Geometry and Mechanical Characteristics. Int. J. Adv. Manuf. Technol. 2020, 108, 3391–3404.
- Wang, H.; Jiang, W.; Ouyang, J.; Kovacevic, R. Rapid Prototyping of 4043 Al-Alloy Parts by VP-GTAW. J. Mater. Process. Technol. 2004, 148, 93–102.
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of Wire and Arc Additive Manufacturing (WAAM) Process Parameters on Bead Geometry and Microstructure. Addit. Manuf. 2019, 26, 138–146.
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of Heat Accumulation on Microstructure and Mechanical Properties of Ti6Al4V Alloy Deposited by Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 23, 151–160.
- Suryakumar, S.; Karunakaran, K.P.; Chandrasekhar, U.; Somashekara, M.A. A Study of the Mechanical Properties of Objects Built through Weld-Deposition. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1138–1147.
- Oliveira, J.P.; Santos, T.G.; Miranda, R.M. Revisiting Fundamental Welding Concepts to Improve Additive Manufacturing: From Theory to Practice. Prog. Mater. Sci. 2020, 107, 100590.
- Abe, T.; Kaneko, J.; Sasahara, H. Thermal Sensing and Heat Input Control for Thin-Walled Structure Building Based on Numerical Simulation for Wire and Arc Additive Manufacturing. Addit. Manuf. 2020, 35, 101357.
- Ouyang, J.H.; Wang, H.; Kovacevic, R. Rapid Prototyping of 5356-Aluminum Alloy Based on Variable Polarity Gas Tungsten Arc Welding: Process Control and Microstructure. Mater. Manuf. Process. 2002, 17, 103–124.
- Qi, K.; Li, R.; Hu, Z.; Bi, X.; Li, T.; Yue, H.; Zhang, B. Forming Appearance Analysis of 2205 Duplex Stainless Steel Fabricated by Cold Metal Transfer (CMT) Based Wire and Arc Additive Manufacture (WAAM) Process. J. Mater. Eng. Perform. 2022, 31, 4631–4641.
- Spencer, J.D.; Dickens, P.M.; Wykes, C.M. Rapid Prototyping of Metal Parts by Three-Dimensional Welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1998, 212, 175–182.
- da Silva, L.J.; Souza, D.M.; de Araújo, D.B.; Reis, R.P.; Scotti, A. Concept and Validation of an Active Cooling Technique to Mitigate Heat Accumulation in WAAM. Int. J. Adv. Manuf. Technol. 2020, 107, 2513–2523.
More
Information
Subjects:
Engineering, Manufacturing
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
3.2K
Revisions:
3 times
(View History)
Update Date:
19 Jun 2023
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No