Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Adeel Hassan | -- | 2210 | 2023-04-08 08:42:26 | | | |
| 2 | Rita Xu | Meta information modification | 2210 | 2023-04-10 04:10:35 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Hassan, A.; Pedapati, S.R.; Awang, M.; Soomro, I.A. Friction Stir Additive Manufacturing. Encyclopedia. Available online: https://encyclopedia.pub/entry/42881 (accessed on 08 July 2026).
Hassan A, Pedapati SR, Awang M, Soomro IA. Friction Stir Additive Manufacturing. Encyclopedia. Available at: https://encyclopedia.pub/entry/42881. Accessed July 08, 2026.
Hassan, Adeel, Srinivasa Rao Pedapati, Mokhtar Awang, Imtiaz Ali Soomro. "Friction Stir Additive Manufacturing" Encyclopedia, https://encyclopedia.pub/entry/42881 (accessed July 08, 2026).
Hassan, A., Pedapati, S.R., Awang, M., & Soomro, I.A. (2023, April 08). Friction Stir Additive Manufacturing. In Encyclopedia. https://encyclopedia.pub/entry/42881
Hassan, Adeel, et al. "Friction Stir Additive Manufacturing." Encyclopedia. Web. 08 April, 2023.
Copy Citation
Additive manufacturing is a key component of the fourth industrial revolution (IR4.0) that has received increased attention over the last three decades. Metal additive manufacturing is broadly classified into two types: melting-based additive manufacturing and solid-state additive manufacturing. Friction stir additive manufacturing (FSAM) is a subset of solid-state additive manufacturing that produces big area multi-layered components through plate addition fashion using the friction stir welding (FSW) concept.
metal additive manufacturing
friction stir additive manufacturing
metallic laminates
1. Introduction
Prior to the industrial revolutions, agriculture, and handicrafts were the main drivers of economies. This trend was altered by the industrial revolution, which turned them into manufacturing-based economies. Industrial revolution is historically catalogued into four sessions illustrated in Figure 1. Before 1830, shifting of manual production to the machinery-based production was known as the first industrial revolution. The era of 1840–1940 is called second industry revolution, which involved the advancement of large-scale energy (electricity, petroleum) and material production. In the automobile and aircraft manufacturing industry, the production rate drastically increased to the mass production [1]. The third industrial revolution is named as digital manufacturing and it began in 1945. In this revolution, the technology moved from analog, mechanical, and electronic systems to the highly connected digital technology [2]. The fourth revolution is direct digital manufacturing and it was introduced by the German government in 2011 [3]. As a new phase, it embraces future technologies such as cyber systems, internet of things (IOT), the internet of services (IOS), robotics, big data, cloud manufacturing, and augmented reality, and has a great impact on the economy as well [4][5]. Currently, we are living in the fourth industrial revolution epoch which is commonly known as IR4.0.
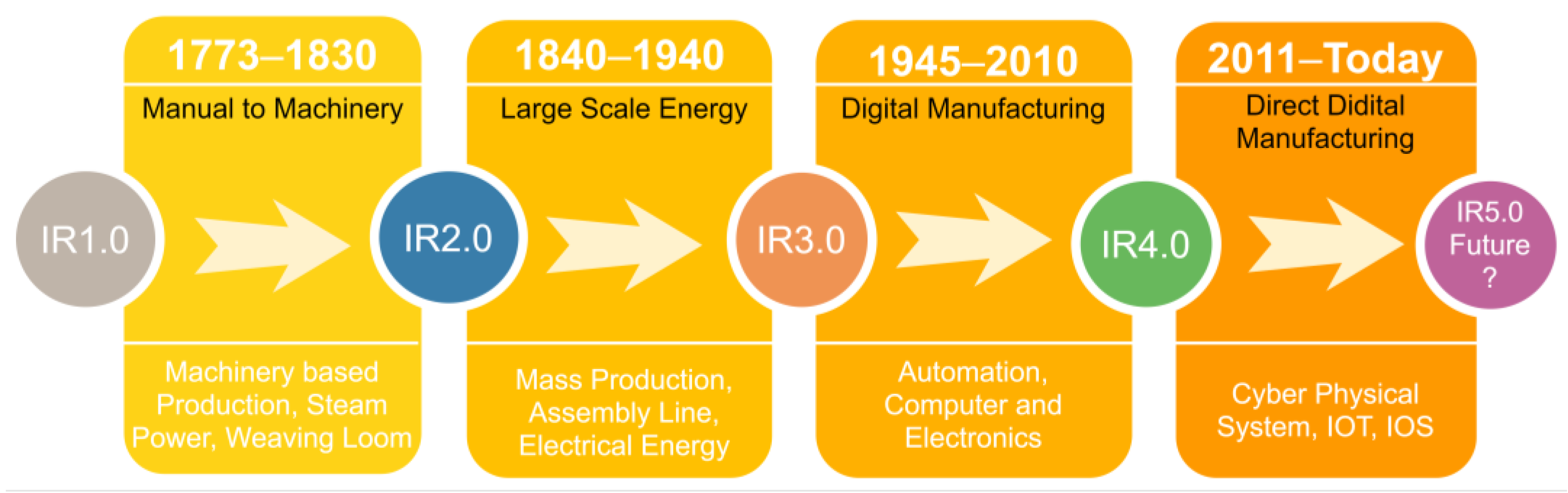
Figure 1. Chronological outline of industrial revolutions.
Additive manufacturing (AM) is the vital part of the IR4.0, which is defined as to convert 3D CAD data to produce physical parts by joining material (metal, ceramic, or polymer) in layer-by-layer fashion [6]. This technology has been at the forefront from the last 30 years, and since from past one decade, it has entered in the mainstream industrialized field [7]. AM process is advantageous over conventional manufacturing such as low material waste [8], excellent part accuracy [9], less human commitment, and ecofriendly [10]. It is adopted in critical engineering fields such as the aerospace and automobile industry, but is still facing challenges to produce physical metallic components [11]. American standard for mechanical testing ASTM-F2792-12a grouped current and future AM technologies into seven families; a complete family tree of AM process is shown in Figure 2 [6]. The classification of AM techniques as per ASTM standard is: (i) binder jetting (BJ), (ii) direct energy deposition (DED), (iii) material extrusion (ME), (iv) material jetting (MJ), (v) powder bed fusion (PBF), (vi) sheet lamination (SL), (vii) and vat photopolymerization (VP). Broadly, material is classified into three classes such as metal, polymer, and ceramic, and AM technologies mainly depend on the class of candidate material [12]. Binder jetting is an AM technique of joining powder particles selectively by using a liquid-based binding agent. Metallic, ceramic, and polymer powder as feed materials are used in this process. Consequently, steel parts with excellent mechanical properties are produced with this process. No support structure is required; however, high level part shrinkage is the key challenge of this method [13]. Direct energy deposition additive manufacturing (DED-AM) is the process of fabrication physical part by depositing metallic powder or feed wire simultaneously in moving substrate under a vacuum or protective atmosphere of inert gas [14], and it is also used for metallic repair work [15]. In comparison to binder jetting, binder jetting yields better grain structure than DED-AM because of lower working temperature [16]. In material extrusion AM, the polymer or thermoplastic composites in wire or powder form as a feed material becomes softened and driven out through the orifice and is stacked to make a physical 3D standard component easily and cheaply as compared to the other AM processes [17][18]. Another commonly used AM technique in the field of polymer printing is material jetting AM. The droplets of build material are deposited and high-quality thin-walled featured parts with less staircase effect are produced, as compared to the other polymer printing process [19][20]. In powder bed fusion (PBF) AM, the build material in the form of powder pre-deposited on the bed is selectively diffused by high-source thermal energy to produce dense parts [6]. Since the past 20 years of progress, PBF-AM is still suffering from poor process repeatability [21][22] and lower deposition rate as compared to the DED-AM-AM [23]. Next, categorization is sheet lamination SL-AM, it is one of the most primitive commercialized AM processes and also known as lamination object manufacturing (LOM). The input material is cut into the desired shape, stacked, and bonded together to form a bulky objects, and the reuse of wrong pasted material is normally discarded [24]. Vat photopolymerization involves hardening of liquid resin that polymerizes when exposed to the light source of specific wavelength [25]. This technique is widely opted by the dental industry [26]. Among these classes, DED-AM, PBF-AM, SL-AM, and BJ-AM have promising potential for production of metallic functional parts of industrial applications [23]. From a variety of feed stock materials of current AM processes, if someone chooses the metallic material, only then AM processes arise into two factions such as melting or beam-based AM, and solid-state or non-beam-based AM.
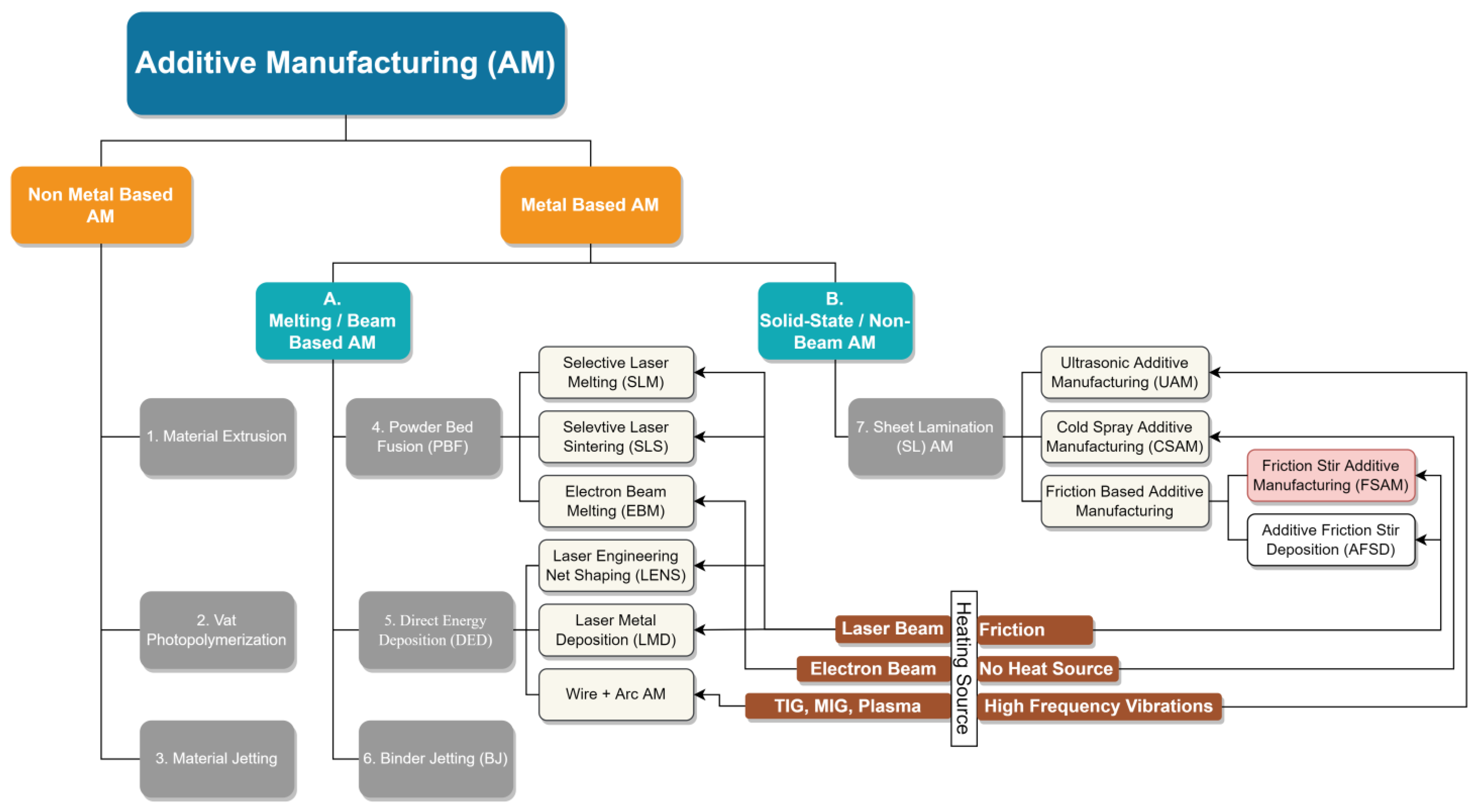
Figure 2. Family tree of current and future additive manufacturing processes-ASTM F2792.
1.1. Melting Based Additive Manufacturing
High energy laser/electron beam or electric arc is used to melt the feed metallic material (wire/powder pre-deposited on bed or feed through nozzle). Powder bed fusion (PBF) and direct energy deposition (DED) are the well-renowned beam-based additive manufacturing processes to produce metallic parts [27]. When high-energy beams interact with feed material, the complicated physical phenomenon of melting of feed material, flow of melting pool, and subsequently solidification occur [28][29]. Metal vaporization, excessive splashing, and larger heat affected zone (HAZ) involves when high energy beam comes into contact with feed material [30]. In the solidification phase: rapid cooling (103–107 Ks−1), due to the high thermal gradient and complex thermal cycles that might cause partial re-melting of the earlier deposited layer and epitaxial growth. Partial remelting of the already deposited layer plays a role of eradication agent of developed equiaxed grains on the top of the melt pool [31], which promotes textured columnar grain structure. The final mechanical and structural properties of produced parts are intensely affected by the microstructure/grain structure of the part. Most of the researchers reported that parts produced through existing fusion-based additive manufacturing techniques reveals anisotropic behavior and hence, non-uniform microstructure and inferior mechanical properties to the base material [11][30][32][33][34]. To encapsulate, the methodological framework of the current beam-based AM processes is melting and depositing one thin layer at a time, and it mimics micro-casting or micro-welding. Each melting based AM processes have their own set of advantages, such as good to reasonable surface finish, the ability to print complex geometries [35] with low material wastage, and flexibility in part customization [36]. However, some remarkable challenges, such as inability to process a wide range of non-weldable alloys (Aluminum 2xxx and 7xxx series), extremely high feed material costs, the presence of solidification defects (internal porosity and cavities [37], hot cracking and shrinkage [38], inclusions and high residual stresses [39] etc.) caused by liquid–solid phase transformation, low production volume, high operating costs, and less structural efficiency [33][40], currently limit the widespread acceptance of melting-based AM. Among these, priority of aerospace and automobile industries is high mechanical and structural efficiency with high production rate. So, these ongoing limitations could be overcome by adopting solid-state AM.
1.2. Solid-State Additive Manufacturing
To avoid the liquid-solid transformation defects, solid-state additive manufacturing is the substitute of existing beam-based AM. Being a solid-state process, there is no melting and no high-energy beam entailed, and input material is joined below its melting temperature. Consequently, solidification defects could be easily eliminated, which further harvests better microstructure along with improved mechanical properties. Ultrasonic additive manufacturing (UAM), cold spray additive manufacturing (CSAM) [41], friction stir additive manufacturing (FSAM), and additive friction stir deposition (AFSD) [42] are sub-classes of solid-state AM process.
2. Friction Stir Additive Manufacturing (FSAM)
Friction stir additive manufacturing is an emerging AM technique and falls in the category of sheet lamination AM (already discussed in the introduction para). Friction stir welding as an additive technique was first introduced by White [43] in 2002 by filing a patent. The proposed technique adopted commercially by Airbus in 2006 to produce wing ribs of Al-Li 2025 [44], and witnessed the excellent inter bonding of layers with more environmentally and greater production rate along with minimum material waste [45]. Unlikely, this could not gain much attention among the industrial and research community due to the lack of terminology and insufficient research, which hindered the further progress. Dilip et al. [46] used friction surfacing and friction welding as potential techniques for AM, and they called this friction stir deposition (FSD). Following that, Boeing in 2012 [47] evaluated the technique and nominated FSAM as a building tool for energy efficient structure developments. Curiously, after Airbus and Boeing’s works, there was no publication on FSAM until the work of Palanivel et al. [32][48] in 2015. Research works of Palanivel et al. have successfully created newer avenues in FSAM area. The timeline and development of FSAM is demonstrated in Figure 3.
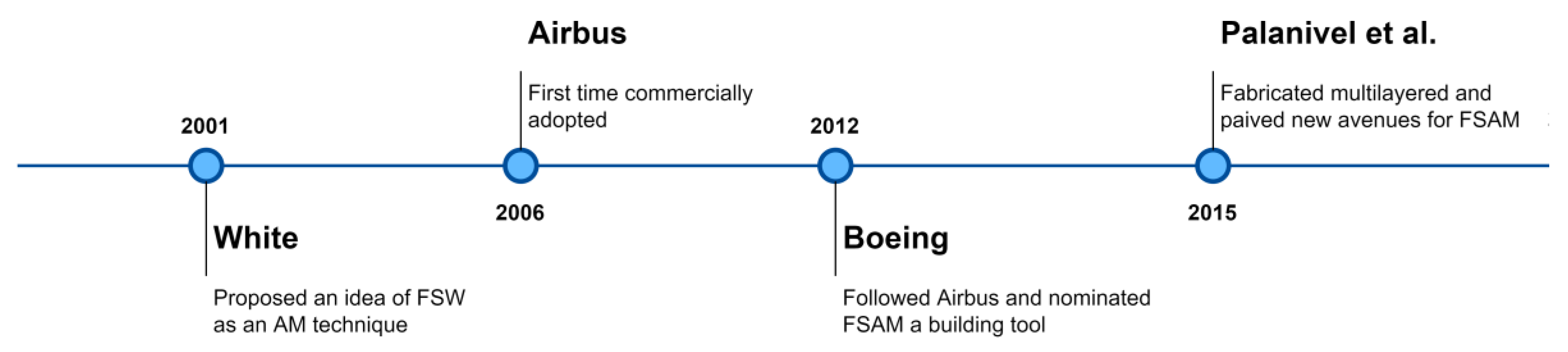
Figure 3. Timeline and development of FSAM.
Basic working principal of FSAM is similar to the friction stir lap welding (FSLW), but the internal physic is slightly changed due to the addition of multiple laps step-by-step rather than once, which involves reheating and sintering [49][50]. The process of two layers addition via FSLW with single pass consists of four stages such as, plunging stage, dwelling stage, welding, and retracting stage, as shown in Figure 4. In the plunging stage, the non-consumable tool with constant rotation speed is plunged under axial force through the starting point until the tool shoulder touches the plates surface. The deformation process launches at this stage. In the dwelling stage, the rotating tool under axial force is dwelled for 5–10 s (depends upon the material nature and thickness) in time of contacting the shoulder to the surface to produce sufficient heat and plasticized workpiece. In the welding stage, the rotating tool that contains the plasticized volume beneath the shoulder travels along the second layer’s top joining line, which is known as the shoulder driven zone (SDZ). The plastic material agitated around the tool pin from advancing side (AS) to the retreating side (RS) in the “pin driven zone (PDZ)” at the bottom of the second layer and the top of the first layer. The shoulder forges the material behind the pin and fills the cavity effectively formed by the pin’s forward motion. Two layers successfully joined because of material intermixing, atomic diffusion due to the temperature and pressure. At the last stage of retracting, when the tool is reaching the end point of the weld, the tool is withdrawn from the deposited layer and leaves the layers to cool down [51]. The same steps are repeated until the desired height achieved. The build height depends on the thickness of each plate [30]. The complete FSAM method along with final build achieved is graphically demonstrated in Figure 5.
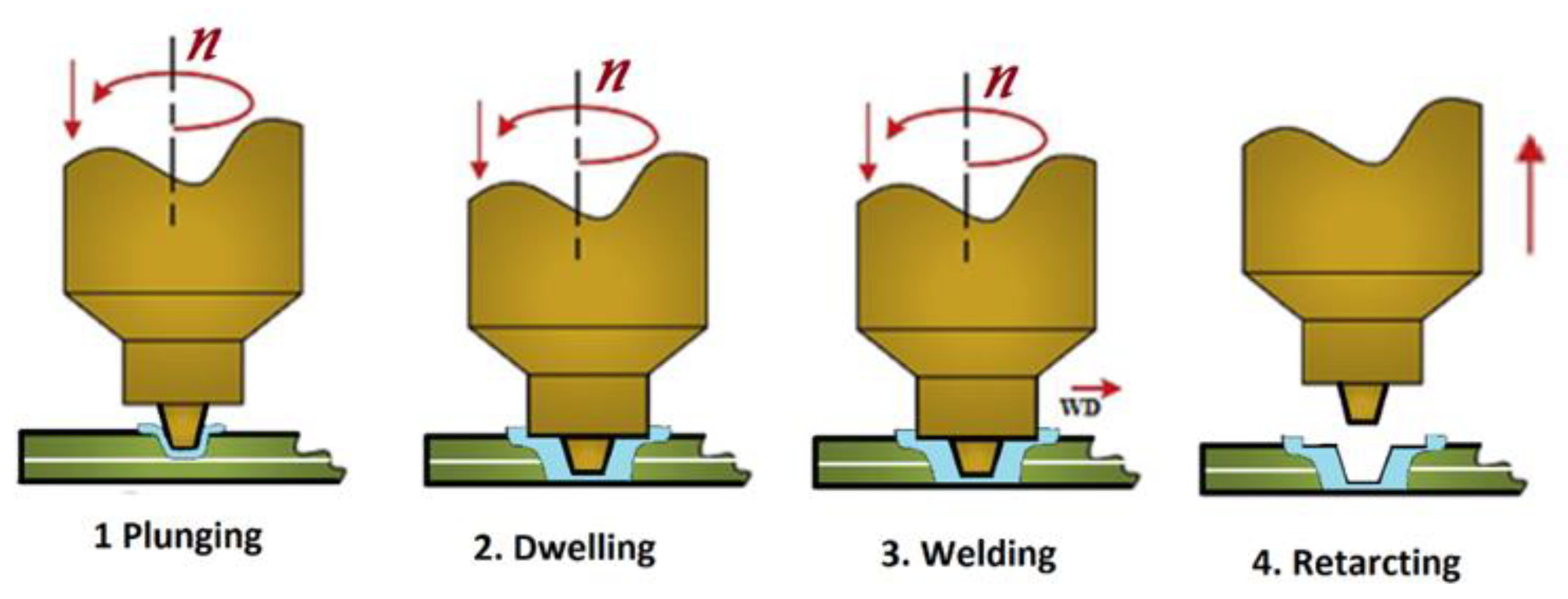
Figure 4. Stages involved in two layer joining (FSLW).
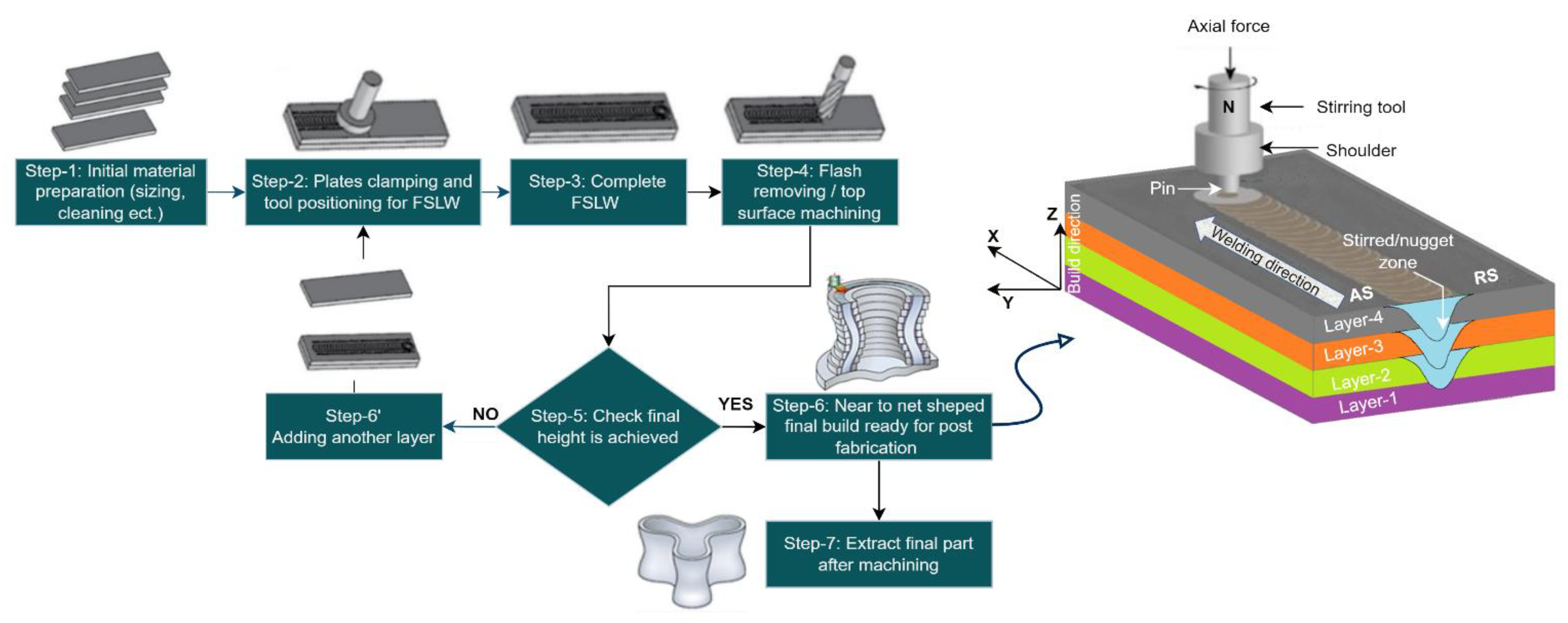
Figure 5. FSAM schematic illustration and final four-layered build obtained.
Since FSAM build consists of several lap joints, there would be more stir zones with greater degree of complexity. Complexity begins during the second pass of FSAM. Top of second layer is already shoulder and pin driven, thus when third layer will be added, the already existing SD and PD zones transform into SD + PDZ and PD + PD zones. The SD + PD region that denotes material flow is governed initially by the shoulder, and then by the pin. Similarly, the PDZ + PDZ zone indicates that this region of the material flow is governed by the tool pin twice. Same sequence of stir zone transformation is repeated until targeted height is not reached. Thus, different layers experience different thermal exposure from bottom to top layer of final build which leads to convoluted microstructural advancement of parts fabricated. These zones are graphically represented in Figure 6 [50].
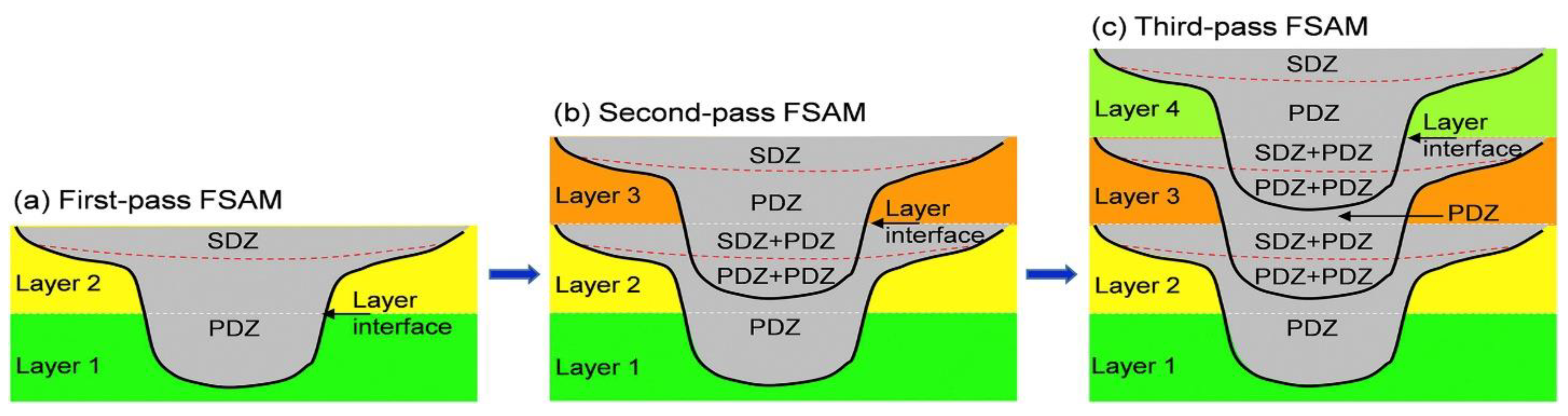
Figure 6. Schematic of stir zones of the FSAM build: (a) first pass FSAM; (b) second pass FSAM; and (c) third pass FSAM.
To summarize the FSAM method, without the use of lasers, melting, or binders, the material is plasticized because of frictional heat. During processing, the peak temperature reaches in shoulder driven zone (SDZ) [50] and ranges between 60 and 90% of the melting point of feed material [52]. Parts with tailored microstructure and mechanical properties could be produced, but some sort of post processing in the form of machining or grinding is required [53]. Merits and some limitations of said manufacturing process are contrasted in Table 1.
| Merits | Limitations |
|---|---|
| Homogeneous, equiaxed ultrafine microstructure. | Incompetence to fabricate intricate shapes/complex geometry. |
| High structural integrity with superior mechanical properties. | Tool wear and workpiece clamping dilemmas. |
| Solidification defects are negligible. | Considerable residual stresses. |
| High production rate and volume as no vacuum/inert gas chamber required. | Prior layer flash removing necessary before adding next layer. |
| Less energy consumption (~2.5% of fusion-based process). | Some post processing needed to obtain net shape. |
| There is no powder related restriction as feed material is in plate form. | |
| Smaller heat affected zone (HAZ). | |
| More sustainable due to fumeless process or very less of greenhouse gases. | |
| Non-welded high-strength alloys and dissimilar alloys in graded fashion can be processed. |
References
- Crafts, N.F.R.; Harley, C.K. Output growth and the British industrial revolution: A restatement of the Crafts-Harley view. Econ. Hist. Rev. 1992, 45, 703–730.
- Holmström, J.; Holweg, M.; Khajavi, S.H.; Partanen, J. The direct digital manufacturing (r) evolution: Definition of a research agenda. Oper. Manag. Res. 2016, 9, 1–10.
- Abdullah, Q.; Humaidi, N.; Shahrom, M. Industry revolution 4.0: The readiness of graduates of higher education institutions for fulfilling job demands. Rom. J. Inf. Technol. Autom. Control 2020, 30, 15–26.
- Pereira, A.C.; Romero, F. A review of the meanings and the implications of the Industry 4.0 concept. Procedia Manuf. 2017, 13, 1206–1214.
- Kazancoglu, Y.; Ozkan-Ozen, Y.D. Analyzing Workforce 4.0 in the Fourth Industrial Revolution and proposing a road map from operations management perspective with fuzzy DEMATEL. J. Enterp. Inf. Manag. 2018, 31, 891–907.
- ISO/ASTM52900; Additive Manufacturing—General Principles Terminology. Rapid Manufacturing Association. ISO: Geneva, Switzerland, 2013.
- Harun, W.S.W.; Kamariah, M.S.I.N.; Muhamad, N.; Ghani, S.A.C.; Ahmad, F.; Mohamed, Z. A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol. 2018, 327, 128–151.
- Anderson, I.E.; White, E.M.H.; Dehoff, R. Feedstock powder processing research needs for additive manufacturing development. Curr. Opin. Solid State Mater. Sci. 2018, 22, 8–15.
- Lee, P.-H.; Chung, H.; Lee, S.W.; Yoo, J.; Ko, J. Dimensional accuracy in additive manufacturing processes. In Proceedings of the International Manufacturing Science and Engineering Conference, Detroit, MI, USA, 9–13 June 2014; Volume 45806, p. V001T04A045.
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203.
- Srivastava, A.K.; Kumar, N.; Dixit, A.R. Friction stir additive manufacturing–An innovative tool to enhance mechanical and microstructural properties. Mater. Sci. Eng. B 2021, 263, 114832.
- Mishra, R.S.; Haridas, R.S.; Agrawal, P. Friction stir-based additive manufacturing. Sci. Technol. Weld. Join. 2022, 27, 141–165.
- Li, M.; Du, W.; Elwany, A.; Pei, Z.; Ma, C. Metal binder jetting additive manufacturing: A literature review. J. Manuf. Sci. Eng. Trans. ASME 2020, 142, 090801.
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62.
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371.
- Nandwana, P.; Elliott, A.M.; Siddel, D.; Merriman, A.; Peter, W.H.; Babu, S.S. Powder bed binder jet 3D printing of Inconel 718: Densification, microstructural evolution and challenges. Curr. Opin. Solid State Mater. Sci. 2017, 21, 207–218.
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: A review and future perspectives. Materials 2018, 11, 840.
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89.
- Gülcan, O.; Günaydın, K.; Tamer, A. The state of the art of material jetting—A critical review. Polymers 2021, 13, 2829.
- Mirzaali, M.J.; Edens, M.E.; de la Nava, A.H.; Janbaz, S.; Vena, P.; Doubrovski, E.L.; Zadpoor, A.A. Length-Scale Dependency of Biomimetic Hard-Soft Composites; Nature Publishing Group: Berlin, Germany, 2018; Volume 8.
- Malekipour, E.; El-Mounayri, H. Common defects and contributing parameters in powder bed fusion AM process and their classification for online monitoring and control: A review. Int. J. Adv. Manuf. Technol. 2018, 95, 527–550.
- Dowling, L.; Kennedy, J.; O’Shaughnessy, S.; Trimble, D. A review of critical repeatability and reproducibility issues in powder bed fusion. Mater. Des. 2020, 186, 108346.
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. J. Manuf. Syst. 2019, 53, 124–149.
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Sheet lamination. In Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; pp. 253–283. ISBN 978-3-030-56126-0.
- Bagheri, A.; Jin, J. Photopolymerization in 3D printing. ACS Appl. Polym. Mater. 2019, 1, 593–611.
- Revilla-León, M.; Sánchez-Rubio, J.L.; Besné-Torre, A.; Özcan, M. A report on a diagnostic digital workflow for esthetic dental rehabilitation using additive manufacturing technologies. Int. J. Esthet. Dent. 2018, 13, 184–196.
- Agrawal, P.; Thapliyal, S.; Nene, S.S.; Mishra, R.S.; McWilliams, B.A.; Cho, K.C. Excellent strength-ductility synergy in metastable high entropy alloy by laser powder bed additive manufacturing. Addit. Manuf. 2020, 32, 101098.
- Raghavan, N.; Dehoff, R.; Pannala, S.; Simunovic, S.; Kirka, M.; Turner, J.; Carlson, N.; Babu, S.S. Numerical modeling of heat-transfer and the influence of process parameters on tailoring the grain morphology of IN718 in electron beam additive manufacturing. Acta Mater. 2016, 112, 303–314.
- Vilaro, T.; Colin, C.; Bartout, J.-D.; Nazé, L.; Sennour, M. Microstructural and mechanical approaches of the selective laser melting process applied to a nickel-base superalloy. Mater. Sci. Eng. A 2012, 534, 446–451.
- Gao, H.; Li, H. Friction additive manufacturing technology: A state-of-the-art survey. Adv. Mech. Eng. 2021, 13, 16878140211034431.
- Zhang, D.; Prasad, A.; Bermingham, M.J.; Todaro, C.J.; Benoit, M.J.; Patel, M.N.; Qiu, D.; StJohn, D.H.; Qian, M.; Easton, M.A. Grain Refinement of Alloys in Fusion-Based Additive Manufacturing Processes. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 4341–4359.
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R.S. Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Mater. Des. 2015, 65, 934–952.
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Noor Siddiquee, A.; Kundra, T.K. A review on recent progress in solid state friction based metal additive manufacturing: Friction stir additive techniques. Crit. Rev. Solid State Mater. Sci. 2019, 44, 345–377.
- Sun, S.-H.; Koizumi, Y.; Kurosu, S.; Li, Y.-P.; Chiba, A. Phase and grain size inhomogeneity and their influences on creep behavior of Co–Cr–Mo alloy additive manufactured by electron beam melting. Acta Mater. 2015, 86, 305–318.
- Panchagnula, J.S.; Simhambhatla, S. Additive manufacturing of complex shapes through weld-deposition and feature based slicing. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 13–19 November 2015; Volume 57359, p. V02AT02A004.
- Paoletti, I. Mass customization with additive manufacturing: New perspectives for multi performative building components in architecture. Procedia Eng. 2017, 180, 1150–1159.
- du Plessis, A.; le Roux, S.G.; Booysen, G.; Els, J. Directionality of cavities and porosity formation in powder-bed laser additive manufacturing of metal components investigated using X-ray tomography. 3D Print. Addit. Manuf. 2016, 3, 48–55.
- Spoerk, M.; Sapkota, J.; Weingrill, G.; Fischinger, T.; Arbeiter, F.; Holzer, C. Shrinkage and warpage optimization of expanded-perlite-filled polypropylene composites in extrusion-based additive manufacturing. Macromol. Mater. Eng. 2017, 302, 1700143.
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1, 87–98.
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. Mater. Des. 2016, 95, 431–445.
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650.
- Rathee, S.; Srivastava, M.; Pandey, P.M.; Mahawar, A.; Shukla, S. Metal additive manufacturing using friction stir engineering: A review on microstructural evolution, tooling and design strategies. CIRP J. Manuf. Sci. Technol. 2021, 35, 560–588.
- White, D. Object Consolidation Employing Friction Joining. U.S. Patent 6,457,629 B1, 1 October 2002.
- Palanivel, S.; Mishra, R.S. Building without melting: A short review of friction-based additive manufacturing techniques. Int. J. Addit. Subtractive Mater. Manuf. 2017, 1, 82–103.
- Lequeu, P.; Muzzolini, R.; Ehrstrom, J.C.; Bron, F.; Maziarz, R. High-Performance friction stir welded structures using advanced alloys. In Proceedings of the Aeromat Conference, Seattle, WA, USA, 15–18 May 2006.
- Dilip, J.J.S.; Janaki Ram, G.D.; Stucker, B.E. Additive manufacturing with friction welding and friction deposition processes. Int. J. Rapid Manuf. 2012, 3, 56–69.
- Baumann, J.A. Production of Energy Efficient Preform Structures (PEEPS); The Boeing Company: Arlington, VA, USA, 2012.
- Palanivel, S.; Sidhar, H.; Mishra, R.S. Friction Stir Additive Manufacturing: Route to High Structural Performance. JOM 2015, 67, 616–621.
- Zhang, Z.; Tan, Z.J.; Li, J.Y.; Zu, Y.F.; Liu, W.W.; Sha, J.J. Experimental and numerical studies of re-stirring and re-heating effects on mechanical properties in friction stir additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 104, 767–784.
- Li, Y.; He, C.; Wei, J.; Zhang, Z.; Qin, G.; Zhao, X. Correlation of local microstructures and mechanical properties of Al–Zn–Mg–Cu alloy build fabricated via underwater friction stir additive manufacturing. Mater. Sci. Eng. A 2021, 805, 140590.
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction stir based welding and processing technologies—Processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38.
- Rivera, O.G.; Allison, P.G.; Jordon, J.B.; Rodriguez, O.L.; Brewer, L.N.; McClelland, Z.; Whittington, W.R.; Francis, D.; Su, J.; Martens, R.L.; et al. Microstructures and mechanical behavior of Inconel 625 fabricated by solid-state additive manufacturing. Mater. Sci. Eng. A 2017, 694, 1–9.
- Khodabakhshi, F.; Gerlich, A.P. Potentials and strategies of solid-state additive friction-stir manufacturing technology: A critical review. J. Manuf. Process. 2018, 36, 77–92.
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.D.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224.
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928.
- Slotwinski, J.A.; Garboczi, E.J.; Stutzman, P.E.; Ferraris, C.F.; Watson, S.S.; Peltz, M.A. Characterization of metal powders used for additive manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 460.
- Edgar, J.; Tint, S. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Johnson Matthey: London, UK, 2015; Volume 59.
- Phillips, B.J.; Avery, D.Z.; Liu, T.; Rodriguez, O.L.; Mason, C.J.T.; Jordon, J.B.; Brewer, L.N.; Allison, P.G. Microstructure-deformation relationship of additive friction stir-deposition Al–Mg–Si. Materialia 2019, 7, 100387.
More
Information
Subjects:
Engineering, Manufacturing
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.9K
Revisions:
2 times
(View History)
Update Date:
10 Apr 2023
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No