 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Taiwo Sesay | -- | 1989 | 2022-11-23 13:20:18 | | | |
| 2 | Sirius Huang | -2 word(s) | 1987 | 2022-11-25 01:44:57 | | |
Video Upload Options
The use of recycled asphalt pavement (RAP) materials in asphalt concrete pavements (ACP) brings significant cost and environmental benefits. In practice, however, the amount of RAP readily available far exceeds the amount being utilized in ACPs, which still leaves the problem of excess RAP in the environment partially solved. Additionally, ACPs containing RAP materials (i.e., RAP-ACPs) can still be landfilled after they have reached the end of their useful life, which may restore the original environmental waste problem. To address these, researchers have demonstrated different ways to maximize the application of RAP in ACPs. Among them, the use of RAP in pavement preventive maintenance (PPM) treatments and the repeated recycling of RAP-ACPs (i.e., RnAP) are specifically discussed herein. It is envisaged that, by promoting these two practices, the application and benefits of RAP can be further maximized to improve sustainability.
1. Introduction
2. Brief Overview on the Application of RAP in Different Asphalt Pavement Layers
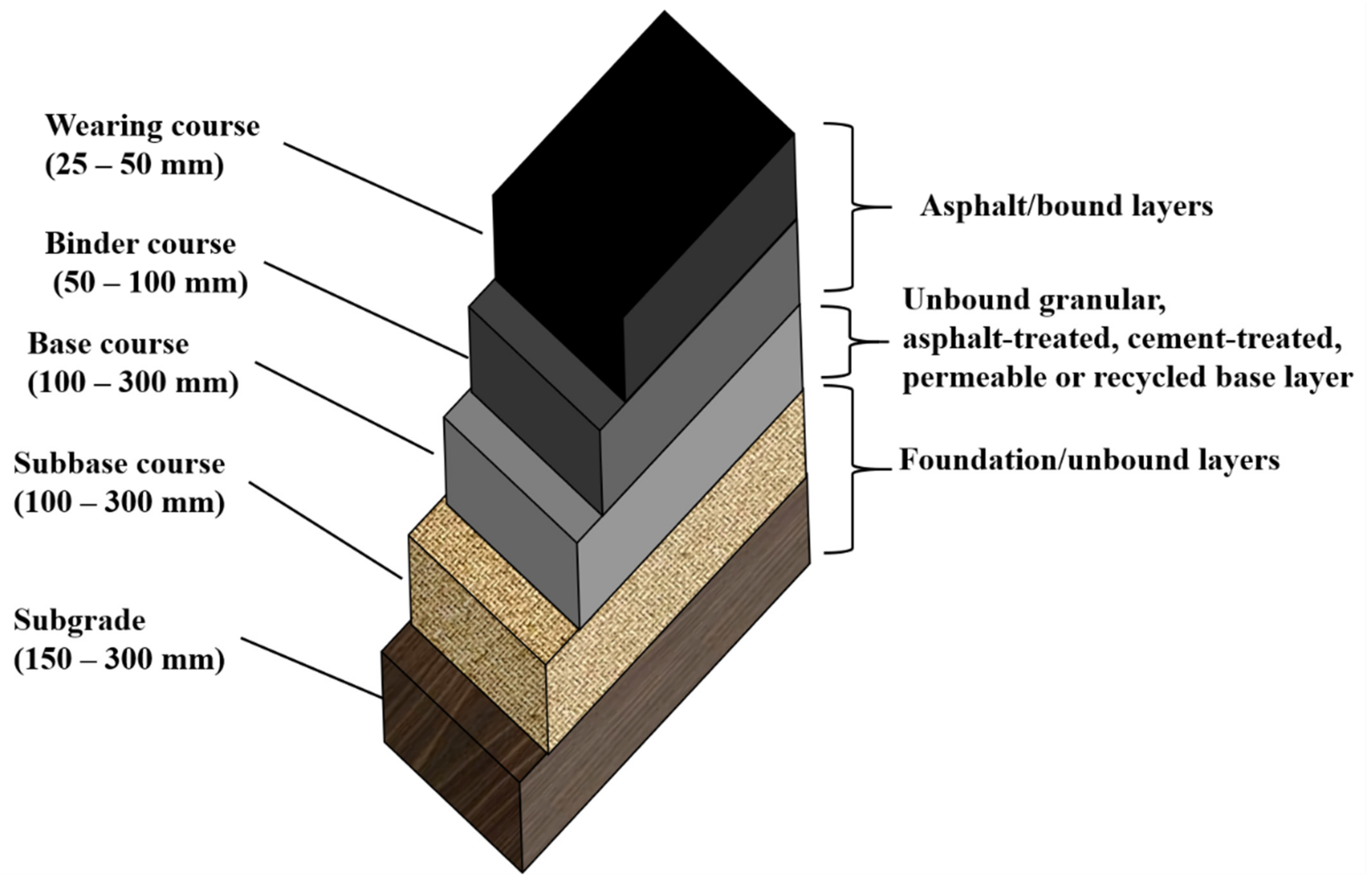
2.1. RAP Usage in the Asphalt Surface/Bound Layers
2.2. RAP Usage in the Base and Sub-Base Layers
References
- R. Blacktop. “6 Benefits of Recycling Asphalt.” Richfield Blacktop. Available online: https://www.richfieldblacktop.com/asphalt-recycling (accessed on 18 June 2022).
- Zaumanis, M.; Mallick, R.B. Review of very high-content reclaimed asphalt use in plant-produced pavements: State of the art. Int. J. Pavement Eng. 2015, 16, 39–55.
- West, R. Reclaimed asphalt pavement management: Best practices. In NCAT Draft Report; National Center for Asphalt Technology: Auburn, AL, USA, 2010.
- Al-Qadi, I.L.; Aurangzeb, Q.; Carpenter, S.H.; Pine, W.J.; Trepanier, J. Impact of High RAP Contents on Structural and Performance Properties of Asphalt Mixtures. 2012, 0197-9191. Available online: https://www.ideals.illinois.edu/bitstream/handle/2142/45810/FHWA-ICT-12-002.pdf?sequence=2 (accessed on 18 June 2022).
- Anthonissen, J.; Braet, J. Review and environmental impact assessment of green technologies for base courses in bituminous pavements. Environ. Impact Assess. Rev. 2016, 60, 139–147.
- Lopes, M.; Gabet, T.; Bernucci, L.; Mouillet, V. Durability of hot and warm asphalt mixtures containing high rates of reclaimed asphalt at laboratory scale. Mater. Struct. 2015, 48, 3937–3948.
- Zhao, S.; Huang, B.; Shu, X.; Woods, M. Comparative evaluation of warm mix asphalt containing high percentages of reclaimed asphalt pavement. Constr. Build. Mater. 2013, 44, 92–100.
- Colbert, B.; You, Z. The determination of mechanical performance of laboratory produced hot mix asphalt mixtures using controlled RAP and virgin aggregate size fractions. Constr. Build. Mater. 2012, 26, 655–662.
- Apeagyei, A.K.; Diefenderfer, B.K.; Diefenderfer, S.D. Rutting resistance of asphalt concrete mixtures that contain recycled asphalt pavement. Transp. Res. Rec. 2011, 2208, 9–16.
- Margaritis, A.; Blom, J.; van den Bergh, W. Evaluating the mechanical performance of Flemish bituminous mixtures containing RA by statistical analysis. Road Mater. Pavement Des. 2019, 20 (Suppl. 2), S725–S739.
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245.
- McDaniel, R.; Shah, A.; Huber, G.; Gallivan, V. Investigation of properties of plant-produced RAP mixtures. Transp. Res. Rec. J. Transp. Res. Board 1998, 2007, 103–111.
- McDaniel, R.S.; Soleymani, H.; Anderson, R.M.; Turner, P.; Peterson, R. Recommended use of reclaimed asphalt pavement in the Superpave mix design method. In NCHRP Web Document 30; Transportation Research Board: Washington, DC, USA, 2000.
- Shu, X.; Huang, B.; Vukosavljevic, D. Laboratory evaluation of fatigue characteristics of recycled asphalt mixture. Constr. Build. Mater. 2008, 22, 1323–1330.
- Daniel, J.S.; Pochily, J.L.; Boisvert, D.M. Can more reclaimed asphalt pavement be added? Study of extracted binder properties from plant-produced mixtures with up to 25% reclaimed asphalt pavement. Transp. Res. Rec. 2010, 2180, 19–29.
- West, R.C.; Willis, J.R.; Marasteanu, M.O. Improved mix design, evaluation, and materials management practices for hot mix asphalt with high reclaimed asphalt pavement content. Transp. Res. Board. 2013, 752, 1–132.
- Willis, J.R.; Turner, P.; Padula, F.d.; Tran, N.; Julian, G. Effects of changing virgin binder grade and content on high reclaimed asphalt pavement mixture properties. Transp. Res. Rec. 2013, 2371, 66–73.
- Reyes-Ortiz, O.; Berardinelli, E.; Alvarez, A.E.; Carvajal-Muñoz, J.; Fuentes, L. Evaluation of hot mix asphalt mixtures with replacement of aggregates by reclaimed asphalt pavement (RAP) material. Procedia-Soc. Behav. Sci. 2012, 53, 379–388.
- Costa, J.O.; Borges, P.H.; Santos, F.A.d.; Bezerra, A.C.S.; Blom, J. Cementitious binders and reclaimed asphalt aggregates for sustainable pavement base layers: Potential, challenges and research needs. Constr. Build. Mater. 2020, 265, 120325.
- Recycling, A.; Association, R.; Dunn, L. Basic Asphalt Recycling Manual; Asphalt Recycling and Reclaiming Association: Glen Ellyn, IL, USA, 2001.
- Ma, Y.; Polaczyk, P.; Park, H.; Jiang, X.; Hu, W.; Huang, B. Performance evaluation of temperature effect on hot in-place recycling asphalt mixtures. J. Clean. Prod. 2020, 277, 124093.
- Ma, Y.; Polaczyk, P.; Hu, W.; Zhang, M.; Huang, B. Quantifying the effective mobilized RAP content during hot in-place recycling techniques. J. Clean. Prod. 2021, 314, 127953.
- Ma, Y.; Polaczyk, P.; Xiao, R.; Jiang, X.; Zhang, M.; Liu, Y.; Huang, B. Influence of mobilized RAP content on the effective binder quality and performance of 100% hot in-place recycled asphalt mixtures. Constr. Build. Mater. 2022, 342, 127941.
- Su, N.; Xiao, F.; Wang, J.; Amirkhanian, S. Characterizations of base and subbase layers for Mechanistic-Empirical Pavement Design. Constr. Build. Mater. 2017, 152, 731–745.
- Nie, Y. Pavement performance of asphalt surface course containing reclaimed asphalt pavement (RAP). J. Test. Eval. 2012, 40, 1162–1168.
- West, R.C.; Copeland, A. High RAP Asphalt Pavements: Japan Practice-Lesson Learned; NAPA: Lanham, MD, USA, 2015.
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review. Materials 2020, 13, 4052.
- Kowalski, K.J.; McDaniel, R.S.; Olek, J. Influence of reclaimed asphalt pavement (RAP) on surface friction. In Proceedings of the Transportation Research Board 89th Annual Meeting, Washington, DC, USA, 14–10 January 2010.
- Chen, D.-H.; Lin, D.-F.; Daleiden, J. Lessons Learned from LTPP and several recycled sections in Texas. In Proceedings of the Transportation Research Board 2002 Annual Meeting, Kansas City, MO, USA, 31 October–1 November 2003; pp. 35–37.
- EAPA. ASPHALT IN FIGURES 2020. European Asphalt Pavement Association. Available online: https://eapa.org/asphalt-in-figures/ (accessed on 10 June 2022).
- Lee, J.; Denneman, E.; Choi, Y. Maximising the Re-Use of Reclaimed Asphalt Pavement: Outcomes of Year Two: RAP Mix Design 1925294048; Austroads: Sydney, Australia, 2015.
- Xu, J.; Huang, S.; Qin, Y. Asphalt Pavement Recycling in Mainland China. In Application of Reclaimed Asphalt Pavement and Recycled Asphalt Shingles in Hot-Mix Asphalt 51; Transportation Research Board: Washington, DC, USA, 2014; p. 2014.
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; United States. Federal Highway Administration. Office of Research: Washington, DC, USA, 2011.
- Mogawer, W.; Bennert, T.; Daniel, J.S.; Bonaquist, R.; Austerman, A.; Booshehrian, A. Performance characteristics of plant produced high RAP mixtures. Road Mater. Pavement Des. 2012, 13 (Suppl. 1), 183–208.
- West, R.; Timm, D.; Willis, J.R.; Powell, R.B.; Tran, N.; Watson, D.; Sakhaeifar, M.; Robbins, M.; Brown, R.; Vargas-Nordcbeck, A.; et al. Phase IV NCAT Pavement Test Track Findings: Draft Report; Transportation Research Board: Washington, DC, USA, 2012.
- Behnood, A. Application of rejuvenators to improve the rheological and mechanical properties of asphalt binders and mixtures: A review. J. Clean. Prod. 2019, 231, 171–182.
- Guo, M.; Liu, H.; Jiao, Y.; Mo, L.; Tan, Y.; Wang, D.; Liang, M. Effect of WMA-RAP technology on pavement performance of asphalt mixture: A state-of-the-art review. J. Clean. Prod. 2020, 266, 121704.
- Moghaddam, T.B.; Baaj, H. The use of rejuvenating agents in production of recycled hot mix asphalt: A systematic review. Constr. Build. Mater. 2016, 114, 805–816.
- Al-Saffar, Z.H.; Yaacob, H.; Satar, M.K.I.M.; Saleem, M.K.; Lai, J.C.; Jaya, R.P. A review on rejuvenating materials used with reclaimed hot mix asphalt. Can. J. Civ. Eng. 2021, 48, 233–249.
- Hoppe, E.J.; Lane, D.S.; Fitch, G.M.; Shetty, S. Feasibility of Reclaimed Asphalt Pavement (RAP) Use as Road Base and Subbase Material; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2015.
- Arulrajah, A.; Piratheepan, J.; Aatheesan, T.; Bo, M. Geotechnical properties of recycled crushed brick in pavement applications. J. Mater. Civ. Eng. 2011, 23, 1444–1452.
- Dong, Q.; Huang, B. Laboratory evaluation on resilient modulus and rate dependencies of RAP used as unbound base material. J. Mater. Civ. Eng. 2014, 26, 379–383.
- Kim, W.; Labuz, J.F.; Dai, S. Resilient modulus of base course containing recycled asphalt pavement. Transp. Res. Rec. 2005, 1, 27–35.
- Wen, H.; Warner, J.; Edil, T.; Wang, G. Laboratory comparison of crushed aggregate and recycled pavement material with and without high carbon fly ash. Geotech. Geol. Eng. 2010, 28, 405–411.
- Thakur, J.K.; Han, J.; Pokharel, S.K.; Parsons, R.L. Performance of geocell-reinforced recycled asphalt pavement (RAP) bases over weak subgrade under cyclic plate loading. Geotext. Geomembr. 2012, 35, 14–24.
- Plati, C.; Cliatt, B. A Sustainability Perspective for Unbound Reclaimed Asphalt Pavement (RAP) as a Pavement Base Material. Sustainability 2019, 11, 78.
- Singh, S.; Monu, K.; Ransinchung, R.N.G.D. Laboratory investigation of RAP for various layers of flexible and concrete pavement. Int. J. Pavement Eng. 2020, 21, 1780–1793.
- Cliatt, B.; Plati, C.; Loizos, A. Investigating Resilient Modulus Interdependence to Moisture for Reclaimed Asphalt Pavement Aggregates. Procedia Eng. 2016, 143, 244–251.
- Ullah, S.; Tanyu, B.F. Methodology to develop design guidelines to construct unbound base course with reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2019, 223, 463–476.
- Yuan, D.; Nazarian, S.; Hoyos, L.R.; Puppala, A.J. Evaluation and Mix Design of Cement-Treated Base Materials with High Content of Reclaimed Asphalt Pavement. Transp. Res. Rec. 2011, 2212, 110–119.
- Chhabra, R.S.; Ransinchung, G.D.R.N.; Islam, S.S. Performance analysis of cement treated base layer by incorporating reclaimed asphalt pavement material and chemical stabilizer. Constr. Build. Mater. 2021, 298, 123866.


