 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Nisala Prabhath Adhikari Athukoralalage | -- | 2447 | 2022-10-28 18:21:48 | | | |
| 2 | Lindsay Dong | -2 word(s) | 2445 | 2022-10-30 16:33:12 | | | | |
| 3 | Lindsay Dong | Meta information modification | 2445 | 2022-10-30 16:34:02 | | |
Video Upload Options
Leading sugar-producing nations have been generating high volumes of sugarcane bagasse ash (SCBA) as a by-product. SCBA has the potential to be used as a partial replacement for ordinary Portland cement (OPC) in concrete, from thereby, mitigating several adverse environmental effects of cement while keeping the cost of concrete low. The majority of the microstructure of SCBA is composed of SiO2, Al2O3, and Fe2O3 compounds, which can provide pozzolanic properties to SCBA.
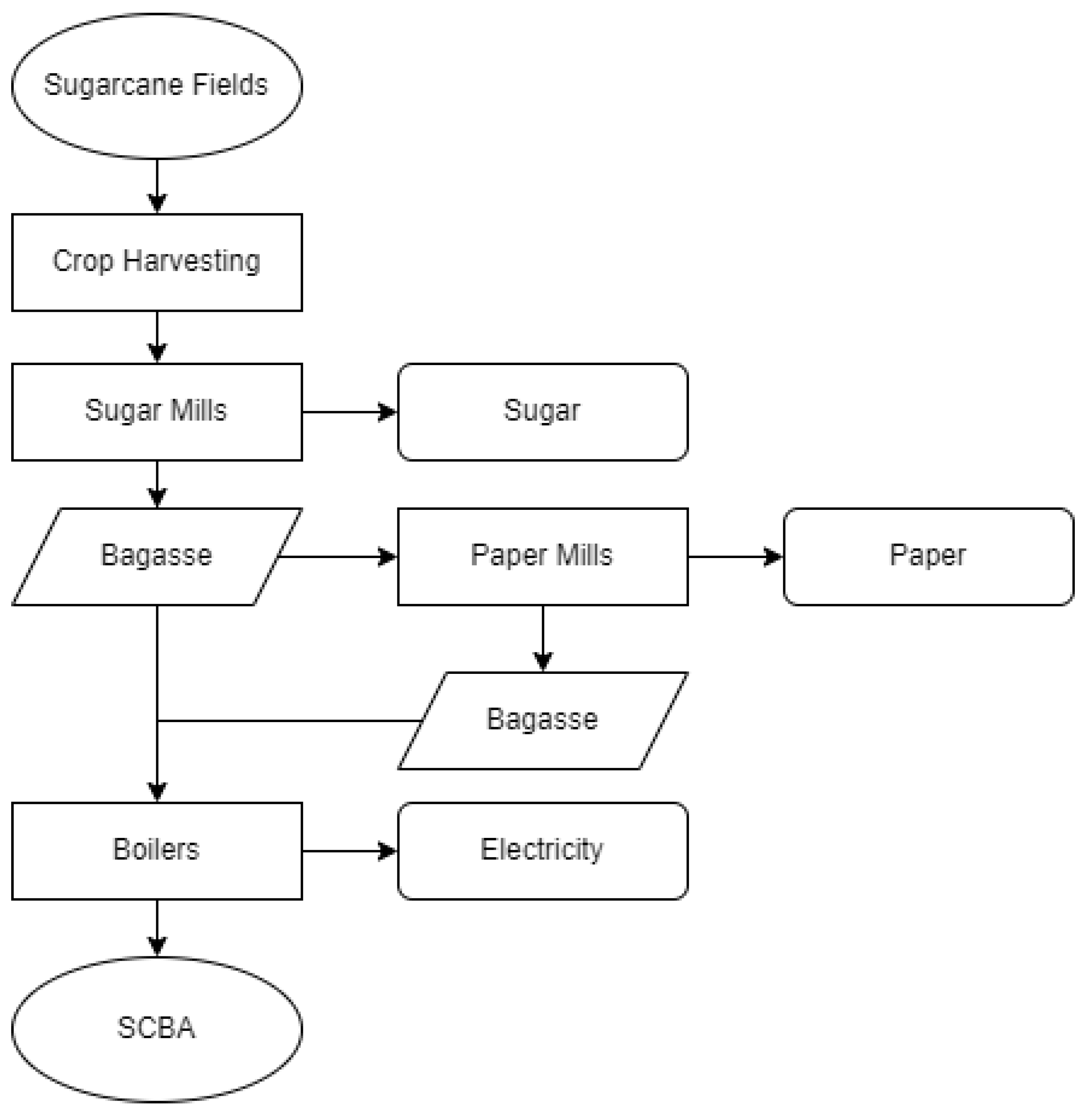
1. Sugar Manufacturing Industries
2. Sugarcane Bagasse Ash
2.1. Physical Properties
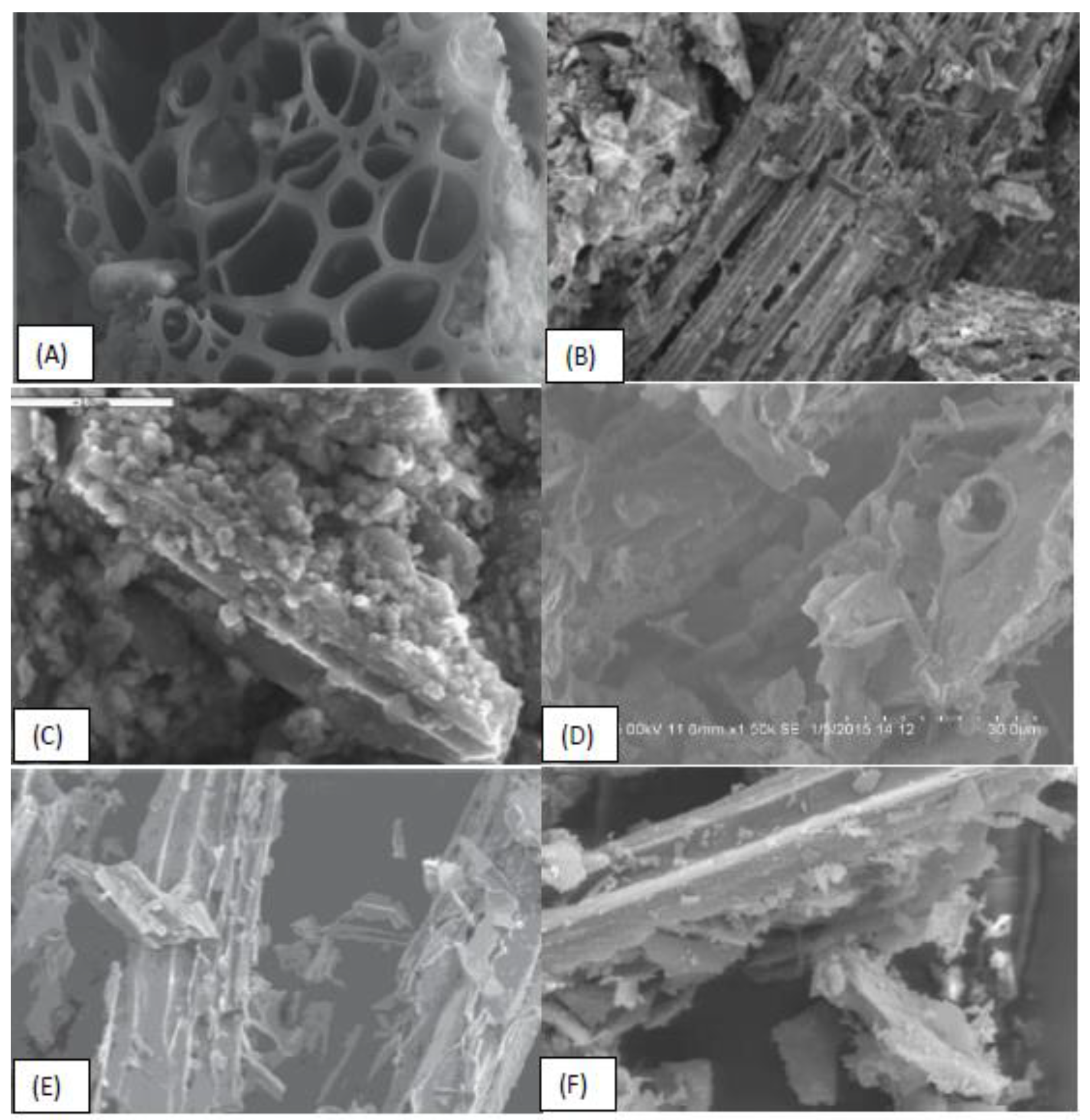
2.2. Micromorphology
2.3. Chemical Properties
2.4. Pozzolanic Activity
2.5. Mineral Composition
2.6. SCBA Characterization
A wide range of characterization methods have been utilized throughout the literature to examine the microstructure and to identify the chemical compounds within SCBA, including Scanning Electron Microscopy (SEM), Energy Dispersive spectroscopy (EDS), X-ray Diffraction analysis (XRD), Thermogravimetric/Differential Thermal Analysis (TG/DTA), Energy Dispersive X-ray (EDX), and Fourier-transmission infrared (FTIR). These studies provided a better understanding of SCBA’s potential for improving concrete properties [31].
2.7. Optimization of Mechanical Properties
The ability to transport, place, compact, fill, and resistance to segregation is generally defined as the workability of concrete. The common standard methods used to conduct testing on concrete to investigate workability are (ASTM C 143), American Association of State Highway and Transportation Officials (AASHTO T 119), or British Standards (BS EN 12350-2) [37]. It is important that concrete possesses low flow resistance as well, because this reduces safety issues, such as “white finger syndrome”, and minimizes adverse environmental effects, including sound pollution, while concrete placement is being performed [38].
One of the most important characteristics in concrete is its compressive strength properties, which contribute to the load-bearing capabilities without the occurrence of failure [39]. ASTM C109, BS EN 196-1, or AASHTO 106-02 are considered globally accepted standard methods of testing.
Tensile strength investigations of mortars from diametral compression were carried out by Pamela Camargo Macedo et al. [19]. It was identified that 3% replacement of OPC with SCBA was to be the optimal replacement content for enhanced tensile strength. Samples with SBCA content above 3% had lower tensile strengths than the control sample.
2.8. Cost Optimization
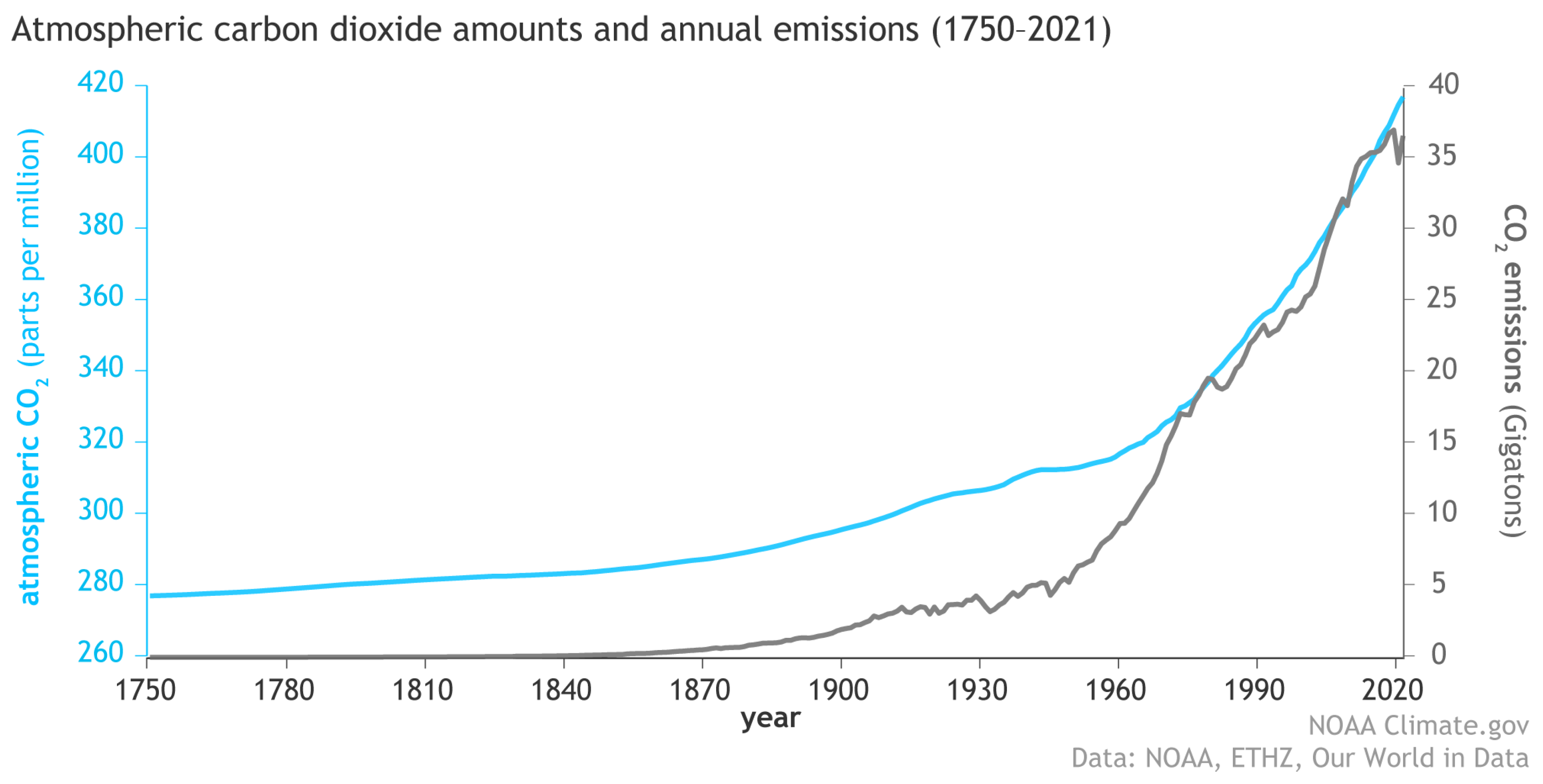
2.9. Carbon Footprint Analysis
3. Conclusions
-
There are a number of factors that define the microstructural properties of SCBA, including sugarcane variety, soil in the sugarcane fields, fertilizer, sugarcane collection method, bagasse burning process, and bagasse ash collection method. In order to obtain SCBA samples with sufficient pozzolanic activity, the burning process can be controlled within the boilers.
-
Post-treatment methods, such as grinding, sieving, and post heating, positively affect the pozzolanic properties in SCBA and the parameters of such processes are directly related to the quality of the final SCBA.
-
Greenhouse gas emissions during OPC production can be reduced by utilizing SCBA with suitable proportions in concrete. Since bagasse burning is generally conducted while electricity generation is performed using bagasse as a biofuel, neither any additional CO2 emission nor extra energy consumption is required during SCBA synthesis. Controlled burning would reduce emissions and energy consumption even further.
-
The cost of concrete in large-scale construction can be minimized by replacing OPC with suitable SCBA amounts while maintaining the required standards and specifications.
-
From the information available in the literature, it can be concluded that SCBA has the potential to be used as a partial replacement for OPC. The performance of concrete can be enhanced while reducing the cost of cement as SCBA is available in high volumes.
-
Future research can be conducted to identify other cement replacement materials, which can be used together with SCBA in concrete. Their properties and mix design parameters have to be major focus areas to develop low-cost, high-performance concrete.
-
SCBA from an individual source possesses unique chemical and physical properties. Research can be carried out utilizing SCBA samples from various sugar manufacturing plants inside Sri Lanka to identify their potential to be used as a cement replacement material.
References
- James, J.; Pandian, P.K. A Short Review on the Valorisation of Sugarcane Bagasse Ash in the Manufacture of Stabilized/Sintered Earth Blocks and Tiles. Adv. Mater. Sci. Eng. 2017, 2017, 1706893.
- Sousa, L.N.; Figueiredo, P.F.; França, S.; de Moura Solar Silva, M.V.; Borges, P.H.R.; Bezerra, A.C.D.S. Effect of Non-Calcined Sugarcane Bagasse Ash as an Alternative Precursor on the Properties of Alkali-Activated Pastes. Molecules 2022, 27, 1185.
- Solomon, S.; Li, Y.-R. Editorial-The Sugar Industry of Asian Region. Sugar Tech 2016, 18, 557–558.
- Trivedi, M.V.; Shrivastava, P.L.P. A study on geo polymer concrete using sugarcane bagasse ash: A Brief Review. IJRTI 2020, 5, 27–30. Available online: www.ijrti.org (accessed on 28 March 2022).
- Xu, Q.; Ji, T.; Gao, S.-J.; Yang, Z.; Wu, N. Characteristics and Applications of Sugar Cane Bagasse Ash Waste in Cementitious Materials. Materials 2018, 12, 39.
- Modani, P.O.; Vyawahare, M. Utilization of Bagasse Ash as a Partial Replacement of Fine Aggregate in Concrete. Procedia Eng. 2013, 51, 25–29.
- Kishore, D.; Kotteswaran, S. Review on bagasse ash an effective replacement in fly ash bricks. Int. Res. J. Eng. Technol. 2018, 5, 176–179. Available online: www.irjet.net (accessed on 2 April 2022).
- Mulye, P. Experimental Study on Use of Sugar Cane Bagasse Ash in Concrete by Partially Replacement with Cement. Int. J. Res. Appl. Sci. Eng. Technol. 2021, 9, 616–635.
- Zhang, P.; Liao, W.; Kumar, A.; Zhang, Q.; Ma, H. Characterization of sugarcane bagasse ash as a potential supplementary cementitious material: Comparison with coal combustion fly ash. J. Clean. Prod. 2020, 277, 123834.
- Patil, C.; Kalburgi, P.B.; Patil, M.B.; Prakash, K.B. SEM-EDS Analysis of Portland Cement and Sugarcane Bagasse Ash Collected from Different Boilers of Sugar Industry. Int. J. Sci. Eng. Res. 2018, 9, 632–637. Available online: http://www.ijser.org (accessed on 2 April 2022).
- Vijerathna, M.P.G.; Wijesekara, I.; Perera, R.; Maralanda, S.M.T.A.; Jayasinghe, M.; Wickramasinghe, I. Physico-chemical Characterization of Cookies Supplemented with Sugarcane Bagasse Fibres. Vidyodaya J. Sci. 2019, 22, 29.
- Kent, G.A. Issues Associated with Using Trash as a Cogeneration Fuel. Sugar Tech 2013, 16, 227–234.
- Solomon, S. Sugarcane By-Products Based Industries in India. Sugar Tech 2011, 13, 408–416.
- Santhanam, M.; Bahurudeen, A.; Vaisakh, K.S. Availability of Sugarcane Bagasse Ash and Potential for Use as a Supplementary Cementitious Material in Concrete. Available online: https://www.researchgate.net/publication/280100729 (accessed on 4 April 2022).
- Arachchige, U.; Singhapurage, H.; Udakumbura, P.; Peiris, I.; Bandara, A.M.P.A.; Nishantha, P.G.U.; Anjalee, S.W.S.; Ruvishani, L.S.; Jinasoma, N.; Pathirana, N.M.H.; et al. Sugar Production Process in Sri Lanka Boiler Operation and Maintainance View project Impacts of Air Pollution in Sri Lanka View project Sugar Production Process in Sri Lanka. J. Res. Technol. Eng. 2020, 1, 38–45. Available online: https://www.researchgate.net/publication/338791293 (accessed on 4 April 2022).
- Tiwari, R.N.; Gandharv, C.A.; Dharamvir, K.; Kumar, S.; Verma, G. Scale Minimization in Sugar Industry Evaporators using Nanoporous Industrial Bio-solid Waste Bagasse Fly Ash. Sugar Tech 2018, 21, 301–311.
- Sewwandi, M.N.; Ariyawansha, S.; Kumara, B.S.; Maralanda, A. Optimizing pre liming ph for efficient juice clarification process in Sri Lankan sugar factories. Int. J. Eng. Appl. Sci. Technol. 2021, 6, 14–20.
- Olu, O.O.; Aminu, N.; Sabo, L.N. The Effect of Sugarcane Bagasse Ash on the Properties of Portland Limestone Cement. Am. J. Constr. Build. Mater. 2020, 4, 77.
- Macedo, P.C.; Pereira, A.M.; Akasaki, J.L.; Fioriti, C.F.; Payá, J.; Pinheiro, J.L. Performance of mortars produced with the incorporation of sugar cane bagasse ash. Rev. Ing. Constr. 2014, 29, 187–199.
- Maldonado-García, M.A.; Montes-García, P.; Valdez-Tamez, P.L. A Review of the Use of Sugarcane Bagasse Ash with a High LOI Content to Produce Sustainable Cement Composites. Acad. J. Civ. Eng. 2017, 35, 597–603.
- Cordeiro, G.; Filho, R.T.; Fairbairn, E. Effect of calcination temperature on the pozzolanic activity of sugar cane bagasse ash. Constr. Build. Mater. 2009, 23, 3301–3303.
- Vikram, V.; Soundararajan, A.S. Durability studies on the pozzolanic activity of residual sugar cane bagasse ash sisal fibre reinforced concrete with steel slag partially replacement of coarse aggregate. Caribb. J. Sci. 2021, 53, 326–344.
- Srinivasan, R.; Sathiya, K. Experimental Study on Bagasse Ash in Concrete. Int. J. Serv. Learn. Eng. 2010, 5, 60–66.
- Mehdizadeh, B.; Jahandari, S.; Vessalas, K.; Miraki, H.; Rasekh, H.; Samali, B. Fresh, Mechanical, and Durability Properties of Self-Compacting Mortar Incorporating Alumina Nanoparticles and Rice Husk Ash. Materials 2021, 14, 6778.
- Sargent, P. Pozzolanic Reaction The development of alkali-activated mixtures for soil stabilisation. In Handbook of Alkali-Activated Cements, Mortars and Concretes; Woodhead Publishing: Sawston, UK, 2015; pp. 1–15.
- Ahmad Wani, T.; Kumar Sharma, P. Partial Replacement of Cement with Rice Husk Ash and its Pozzolanic Activity: A review. Int. J. Innov. Res. Technol. 2021, 7, 110–115. Available online: https://www.researchgate.net/publication/348431151 (accessed on 2 May 2022).
- Velmurugan, S. Recovery of Chemicals from Pressmud—A Sugar Industry Waste Project. Available online: https://www.researchgate.net/publication/264547627 (accessed on 2 May 2022).
- De Oliveira, D.C.G. Physical and Mechanical Performance of Mortars with Ashes from Straw and Bagasse Sugarcane, São Paulo. 2015. Available online: https://www.researchgate.net/publication/272176930 (accessed on 21 March 2022).
- Saleem, M.A.; Kazmi, S.M.S.; Abbas, S. Clay bricks prepared with sugarcane bagasse and rice husk ash—A sustainable solution. MATEC Web Conf. 2017, 120, 03001.
- Soares, M.M.N.; Poggiali, F.S.; Bezerra, A.C.S.; Figueiredo, R.B.; Aguilar, M.T.P.; Cetlin, P.R. The effect of calcination conditions on the physical and chemical characteristics of sugar cane bagasse ash. Rev. Esc. Minas 2014, 67, 33–39.
- Jagadesh, P.; Ramachandramurthy, A.; Murugesan, R.; Sarayu, K. Micro-analytical studies on sugar cane bagasse ash. Sadhana 2015, 40, 1629–1638.
- Murugesan, T.; Vidjeapriya, R.; Bahurudeen, A. Sugarcane Bagasse Ash-Blended Concrete for Effective Resource Utilization Between Sugar and Construction Industries. Sugar Tech 2020, 22, 858–869.
- Frías, M.; Villar, E.; Savastano, H. Brazilian sugar cane bagasse ashes from the cogeneration industry as active pozzolans for cement manufacture. Cem. Concr. Compos. 2011, 33, 490–496.
- James, J.; Pandian, P.K. Chemical, Mineral and Microstructural Characterization of Solid Wastes for use as Auxiliary Additives in Soil Stabilization. J. Solid Waste Technol. Manag. 2018, 44, 270–280.
- James, J.; Pandian, P.K. Valorisation of Sugarcane Bagasse Ash in the Manufacture of Lime-Stabilized Blocks. Slovak J. Civ. Eng. 2016, 24, 7–15.
- Sales, A.; Lima, S.A. Use of Brazilian sugarcane bagasse ash in concrete as sand replacement. Waste Manag. 2010, 30, 1114–1122.
- ICTAD-Document-of-Roads-and-Bridges-Construction-and-Maintenance. Colombo, SCA/5. 2009. Available online: https://www.cida.gov.lk/pages_e.php?id=47 (accessed on 4 May 2022).
- Sua-Iam, G.; Makul, N. Use of increasing amounts of bagasse ash waste to produce self-compacting concrete by adding limestone powder waste. J. Clean. Prod. 2013, 57, 308–319.
- Mangi, S.A.; Jamaluddin, N.; Ibrahim, M.H.W.; Abdullah, A.H.; Awal, A.S.M.A.; Sohu, S.; Ali, N. Utilization of sugarcane bagasse ash in concrete as partial replacement of cement. IOP Conf. Ser. Mater. Sci. Eng. 2017, 271, 012001.
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—present and future. Cem. Concr. Res. 2011, 41, 642–650.
- Shi, C.; Jimenez, A.F.; Palomo, A. New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 2011, 41, 750–763.
- Nielsen, C.V. Carbon Footprint of Concrete Buildings Seen in the Life Cycle Perspective. Available online: https://www.researchgate.net/publication/268008020 (accessed on 2 June 2022).
- Sebastin, S.; Priya, A.K.; Karthick, A.; Sathyamurthy, R.; Ghosh, A. Agro Waste Sugarcane Bagasse as a Cementitious Material for Reactive Powder Concrete. Clean Technol. 2020, 2, 476–491.


