Leading sugar-producing nations have been generating high volumes of sugarcane bagasse ash (SCBA) as a by-product. SCBA has the potential to be used as a partial replacement for ordinary Portland cement (OPC) in concrete, from thereby, mitigating several adverse environmental effects of cement while keeping the cost of concrete low. The majority of the microstructure of SCBA is composed of SiO2, Al2O3, and Fe2O3 compounds, which can provide pozzolanic properties to SCBA.
- carbon footprint of cement
- bagasse ash composites
- green concrete
- pozzolanic
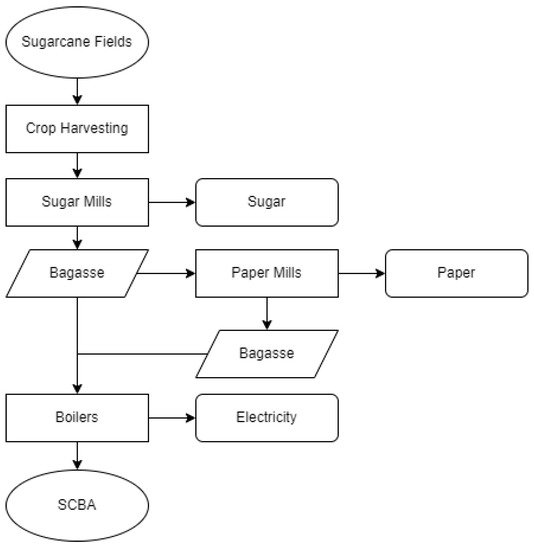
1. Sugar Manufacturing Industries
2. Sugarcane Bagasse Ash
2. Sugarcane Bagasse Ash
2.1. Physical Properties
The physical properties of SCBA are defined, starting from the soil of the sugarcane plantation all the way to the SCBA collection method. The composition of the soil on which the crops are grown supplies nutrients to these sugar plants and the heavy metals present in the soil also rest within the plant bodies. Additional nutrients that are used as fertilizer by the farmers contribute to the composition of SCBA as well. Furthermore, the sugarcane variant and growth of plantation decide the internal composition of the sugarcane bagasse [14,37].2.1. Physical Properties
If the collected bagasse contains other impurities while it is inserted inside the boiler, the properties of such impurities will affect the properties of SCBA. It is crucial to be conscious about the location of plantations and the bagasse collection method. Combustion period and temperature inside the boiler affect the SCBA’s physical properties significantly. SCBA is collected from leftover ash at the bottom of the boiler or from the air-filtration system in the plant. Finer SCBA particles are present in the filtration system with less carbon content as opposed to coarser SCBA particles collected from the bottom of the boiler. Samples from the boiler are likely to have more carbon from unburnt bagasse volumes. If the collected SCBA is milled, the physical properties can be determined based on the milling time period [28,37].2.2. Micromorphology
2.2. Micromorphology
2.3. Chemical Properties
Individual samples’ chemical compositions are different from one another and SCBA has a characteristic chemical composition to be generally categorized under class F pozzolan material based on ASTM C618-08a specification. That is, the sum weights of SiO2, Al2O3, and Fe2O3 compounds are more than 70% of the total mass of the SCBA sample [5][8][7,14].2.4. Pozzolanic Activity
It is mentioned that application of pozzolans as supplementary cementitious material can improve the mechanical and durability properties in concrete [14][22][23][24][24,29,43,56]. Pozzolanic strength in concrete is a result of the pozzolanic reaction between calcium hydroxide compounds present in cement materials from cement hydration, silicates, and/or aluminates in the chemical composition of SCBA and water in the concrete. Calcium hydroxide formation is executed during the cement hydration process where chemicals in OPC (calcium silicates and calcium aluminates) interact with water in the mix to form calcium hydroxides as one of the products. The need for calcium hydroxide is that silicates and aluminates are only soluble in highly basic media [25][26][57,58]. Calcium hydroxide molecules are then transported through water to combine with aluminum/silicates. As a result of this chemical reaction, calcium silicates and aluminum silicates are synthesized, which are responsible for the enhanced physical properties in concrete. This phenomenon occurs over longer periods, from months to years [25][57]. It is mentioned that curing samples at elevated temperatures within the first five hours of post-mixing enhances the reaction rates in concrete, which results in even stronger concrete [25][57]. SCBA samples with high LOI values have to be post-treated prior to using them in concrete as they do not possess acceptable pozzolanic activity. Some unburnt compounds in SCBA could be amorphous in nature and they might have the potential to enhance the reactivity of SCBA, which requires further experimentation to arrive at a conclusion [20][39].2.5. Mineral Composition
Sugarcane crops, which are grown in silicic-acid-rich water-based soil, absorb compounds into plantations and polymerization into amorphous silica occurs inside the plant cells. The combustion process converts silica to reactive amorphous silica, which is identified in SCBA. Crystalline silica in SCBA is precent due to an uncontrolled incineration process and the sand in the soil being taken inside the boiler together with sugarcane bagasse (silica from sand is 4–10% [27][61]). Therefore, high amounts of quartz are present in SCBA [5][28][6,14]. Other miner minerals that were identified via X-ray diffraction (XRD) analysis using SCBA samples are mentioned as Calcite, Corundum, Hematite, Fluorite, Halite, Bornite, etc. [29][42]. Air flow conditions during the calcination process also affect the morphology of SCBA. It was identified that calcination without controlled air flow does not break down long bagasse fibers and, as a result, the LOI value of such SCBA is relatively higher [30][62].2.6. SCBA Characterization
A wide range of characterization methods have been utilized throughout the literature to examine the microstructure and to identify the chemical compounds within SCBA, including Scanning Electron Microscopy (SEM), Energy Dispersive spectroscopy (EDS), X-ray Diffraction analysis (XRD), Thermogravimetric/Differential Thermal Analysis (TG/DTA), Energy Dispersive X-ray (EDX), and Fourier-transmission infrared (FTIR). These studies provided a better understanding of SCBA’s potential for improving concrete properties [31][4].
In Figure 23, Image (A)—[31][4] depicts pores in elongated oval-shaped particles, which absorb water and oxygen. Image (B)—[32][31] depicts unburnt, carbon-rich fibrous particles. Image (C)—[33][45] depicts filter bagasse ash prismatic particles from combustion fumes. Image (D)—[34][47] depicts well-defined burnt flakes of SCBA. Image (E)—[35][55] depicts well-burnt flakes of SCBA. Image (F)—[36][63] depicts SCBA particles with lamellar aspect of superimposed layers.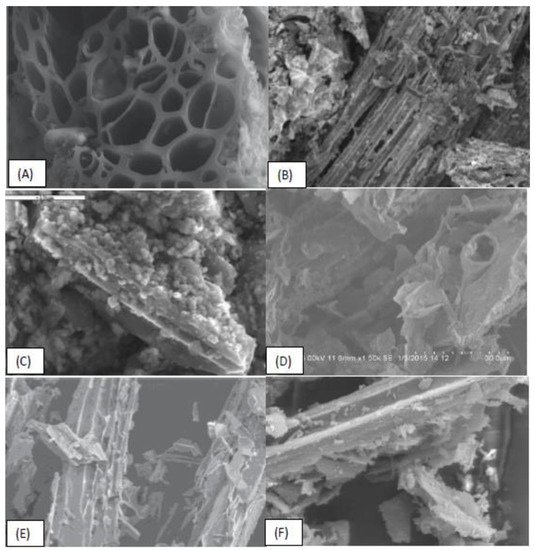
2.7. Optimization of Mechanical Properties
The ability to transport, place, compact, fill, and resistance to segregation is generally defined as the workability of concrete. The common standard methods used to conduct testing on concrete to investigate workability are (ASTM C 143), American Association of State Highway and Transportation Officials (AASHTO T 119), or British Standards (BS EN 12350-2) [37][65]. It is important that concrete possesses low flow resistance as well, because this reduces safety issues, such as “white finger syndrome”, and minimizes adverse environmental effects, including sound pollution, while concrete placement is being performed [38][15].
One of the most important characteristics in concrete is its compressive strength properties, which contribute to the load-bearing capabilities without the occurrence of failure [39][67]. ASTM C109, BS EN 196-1, or AASHTO 106-02 are considered globally accepted standard methods of testing.
Tensile strength investigations of mortars from diametral compression were carried out by Pamela Camargo Macedo et al. [19][28]. It was identified that 3% replacement of OPC with SCBA was to be the optimal replacement content for enhanced tensile strength. Samples with SBCA content above 3% had lower tensile strengths than the control sample.
2.8. Cost Optimization
The economical aspect of concrete with SCBA was analyzed by Priyesh Mulye et al. [8][7] where they identified that normal concrete of grade M25 with mix design ratios 1:1.78:2.86 had a cost 12% more for 1 m3 of concrete compared to the cost of concrete with 15% OPC replacement by SCBA, with the same mix design proportions. SCBA is often produced as a byproduct of the sugar industry, which has a very low economic value. Therefore, in the above literature, the possibility of producing low-cost concrete using SCBA as a partial replacement for OPC is mentioned while the final product is capable of satisfying the standards of defined quality management systems.2.9. Carbon Footprint Analysis
The contribution of CO2 to total global greenhouse gases stands out at 77%. The Earth System Research Laboratory from the US National Oceanic and Atmospheric Administration measurements indicated that in 1980, the mean CO2 concentration was approximately 335 ppm, which later increased to 394 ppm in 2012. CO2 concentrations have risen to 414.72 ppm in 2021 (see Figure 38) [40][75]. To avoid a +3 °C temperature increase, the International Panel on Climate Change announced that the global CO2 concentration has to be maintained below the level of 450 ppm [41][76]. It is also mentioned that the average cost for CO2 capture is in an estimated range of EUR 20 to 50 per ton of CO2, without transportation and storage costs [42][77]. Several energy consumption rates and CO2 emission values are mentioned in the literature for the production of a unit mass of concrete and cement. Such data are dependent upon several factors, including the weather, production site conditions, transportation distances, types of energy sources used, and the conditions of the plant equipment. Fossil fuel energy generation, approximately, gives rise to 80 g of CO2 per 1 MJ, while natural gas based on 1 MJ only generates 55 g of CO2 [43][78].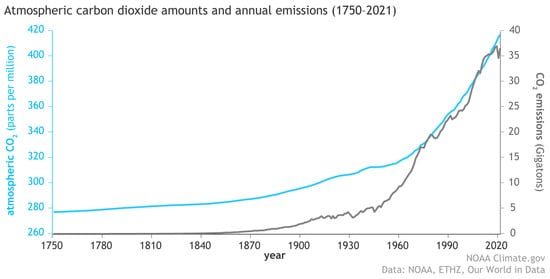
34. Conclusions
-
There are a number of factors that define the microstructural properties of SCBA, including sugarcane variety, soil in the sugarcane fields, fertilizer, sugarcane collection method, bagasse burning process, and bagasse ash collection method. In order to obtain SCBA samples with sufficient pozzolanic activity, the burning process can be controlled within the boilers.
-
Post-treatment methods, such as grinding, sieving, and post heating, positively affect the pozzolanic properties in SCBA and the parameters of such processes are directly related to the quality of the final SCBA.
-
Greenhouse gas emissions during OPC production can be reduced by utilizing SCBA with suitable proportions in concrete. Since bagasse burning is generally conducted while electricity generation is performed using bagasse as a biofuel, neither any additional CO2 emission nor extra energy consumption is required during SCBA synthesis. Controlled burning would reduce emissions and energy consumption even further.
-
The cost of concrete in large-scale construction can be minimized by replacing OPC with suitable SCBA amounts while maintaining the required standards and specifications.
-
From the information available in the literature, it can be concluded that SCBA has the potential to be used as a partial replacement for OPC. The performance of concrete can be enhanced while reducing the cost of cement as SCBA is available in high volumes.
-
Future research can be conducted to identify other cement replacement materials, which can be used together with SCBA in concrete. Their properties and mix design parameters have to be major focus areas to develop low-cost, high-performance concrete.
-
SCBA from an individual source possesses unique chemical and physical properties. Research can be carried out utilizing SCBA samples from various sugar manufacturing plants inside Sri Lanka to identify their potential to be used as a cement replacement material.