 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Nicolas Neitzel | -- | 4830 | 2022-07-13 10:50:50 | | | |
| 2 | Amina Yu | -60 word(s) | 4770 | 2022-07-14 03:23:05 | | |
Video Upload Options
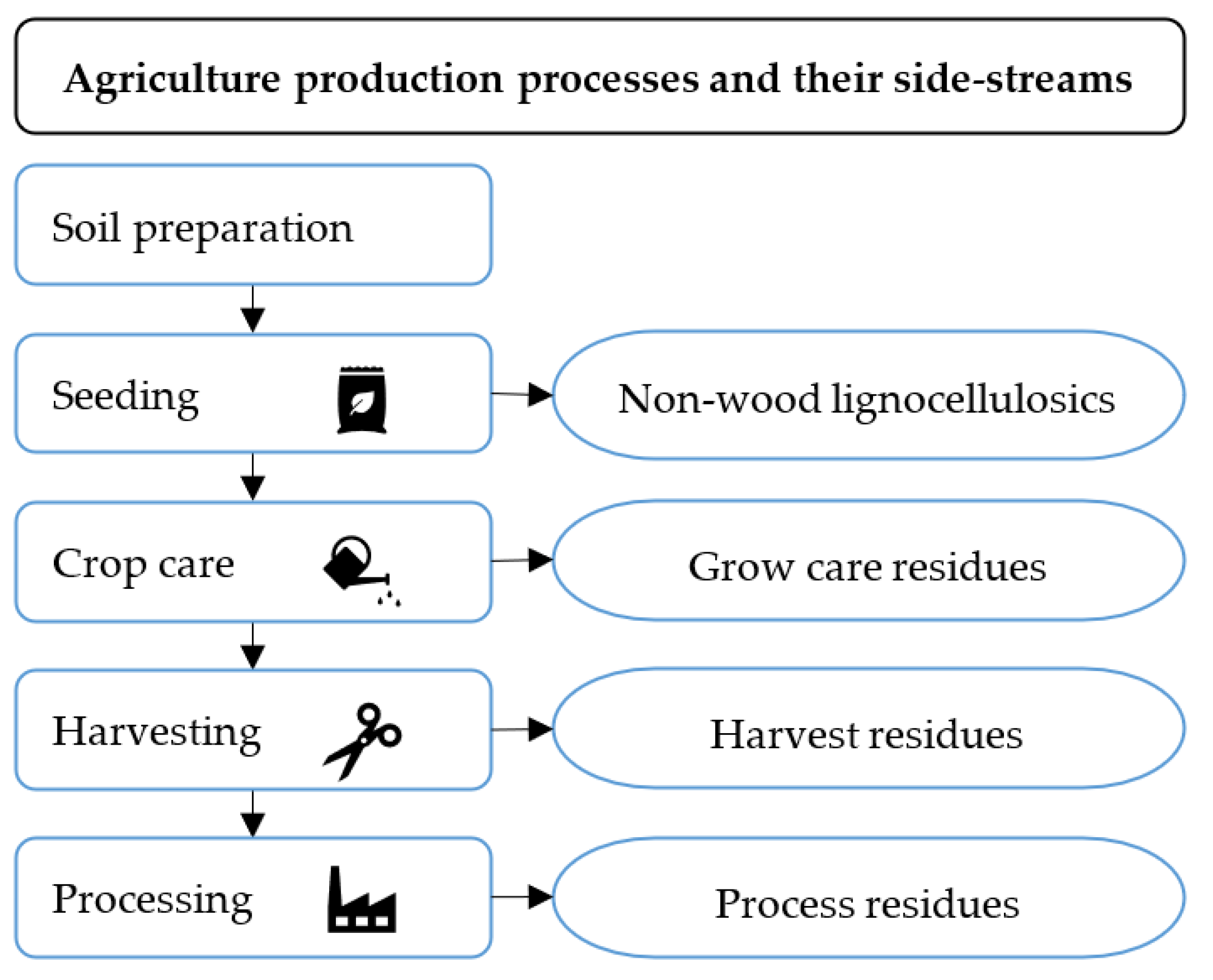
The growing demand for wood-based panels for buildings and furniture and the increasing worldwide concern for reducing the pressure on forest resources require alternatives to wood raw materials. The agricultural industry not only can provide raw materials from non-wood plants but also numerous residues and side streams. An overview of the availability was supplied, chemical composition, and fiber characteristics of non-wood lignocellulosic materials and agricultural residues, i.e., grow care residues, harvest residues, and process residues, and their relevance for use in wood panel manufacturing. During the crop harvest, there are millions of tons of residues in the form of stalks, among other things. Usually, these are only available seasonally without using storage capacity. Process residues, on the other hand, can be taken from ongoing production and processed further. Fiber characteristics and chemical composition affect the panel properties. Alternatives to wood with long fibers and high cellulose content offer sufficient mechanical strength in different panel types. In general, the addition of wood substitutes up to approximately 30% provides panels with the required strength properties. However, other parameters must be considered, such as pressing temperature, adhesive type, press levels, and pretreatments of the raw material.
1. Introduction
2. Categories of Different Alternative Materials
2.1. Characteristics of Alternative Materials
2.1.1. Chemical Composition of Alternative Materials
2.1.2. Fiber Characteristics of Alternative Materials
3. Utilization of Alternative Furnish Materials for Panel Manufacturing
References
- Kerle, A.; Stewart, K.; Soares, T.M.; Ankita; Karnik, N.; Shallcross, W.; Ross, K. An Eco-Wakening—Measuring Global Awareness, Engagement and Action for Nature; The Economist Intelligence Unit Limited: London, UK, 2021; p. 50.
- UNFPA. Population Data Portal. 2022. Available online: https://pdp.unfpa.org/ (accessed on 2 June 2022).
- Ceccherini, G.; Duveiller, G.; Grassi, G.; Lemoine, G.; Avitabile, V.; Pilli, R.; Cescatti, A. Abrupt increase in harvested forest area over Europe after 2015. Nature 2020, 583, 72–77.
- Moor, H.; Eggers, J.; Fabritius, H.; Forsell, N.; Henckel, L.; Bradter, U.; Mazziotta, A.; Nordén, J.; Snäll, T. Rebuilding green infrastructure in boreal production forest given future global wood demand. J. Appl. Ecol. 2022, 59, 1659–1669.
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative lignocellulosic raw materials in particleboard production: A review. Ind. Crops Prod. 2021, 174, 114162.
- Sadh, P.K.; Duhan, S.; Duhan, J.S. Agro-industrial wastes and their utilization using solid state fermentation: A review. Bioresour. Bioprocess. 2018, 5, 1.
- Sapwarobol, S.; Saphyakhajorn, W.; Astina, J. Biological Functions and Activities of Rice Bran as a Functional Ingredient: A Review. Nutr. Metab. Insights 2021, 14, 11786388211058559.
- Ren, J.; Yu, P.; Xu, X. Straw Utilization in China—Status and Recommendations. Sustainability 2019, 11, 1762.
- Cassou, E. Field Burning—Agricultural Pollution; World Bank: Washington, DC, USA, 2018.
- Sam-Brew, S.; Smith, G.D. Flax Shive and Hemp Hurd Residues as Alternative Raw Material for Particleboard Production. Bioresources 2017, 12, 5715–5735.
- Luo, P.; Yang, C.M.; Li, M.Y.; Wang, Y.Q. Manufacture of Thin Rice Straw Particleboards Bonded with Various Polymeric Methane Diphenyl Diisocyanate/Urea Formaldehyde Resin Mixtures. Bioresources 2020, 15, 935–944.
- Moreno-Anguiano, O.; Cloutier, A.; Rutiaga-Quiñones, J.G.; Wehenkel, C.; Rosales-Serna, R.; Rebolledo, P.; Hernández-Pacheco, C.E.; Carrillo-Parra, A. Use of Agave durangensis Bagasse Fibers in the Production of Wood-Based Medium Density Fiberboard (MDF). Forests 2022, 13, 271.
- Akinyemi, B.A.; Kolajo, T.E.; Adedolu, O. Blended formaldehyde adhesive bonded particleboards made from groundnut shell and rice husk wastes. Clean Technol. Environ. Policy 2022.
- Müller, C.; Schwarz, U.; Thole, V. Zur Nutzung von Agrar-Reststoffen in der Holzwerkstoffindustrie. Eur. J. Wood Wood Prod. 2011, 70, 587–594.
- Araújo, D.J.C.; Machado, A.V.; Vilarinho, M.C.L.G. Availability and Suitability of Agroindustrial Residues as Feedstock for Cellulose-Based Materials: Brazil Case Study. Waste Biomass Valorizat. 2018, 10, 2863–2878.
- Nasir, M.; Khali, D.P.; Jawaid, M.; Tahir, P.M.; Siakeng, R.; Asim, M.; Khan, T.A. Recent development in binderless fiber-board fabrication from agricultural residues: A review. Constr. Build. Mater. 2019, 211, 502–516.
- Ye, X.P.; Julson, J.; Kuo, M.; Womac, A.; Myers, D. Properties of medium density fiberboards made from renewable biomass. Bioresour. Technol. 2007, 98, 1077–1084.
- Dizaji, H.B.; Zeng, T.; Lenz, V.; Enke, D. Valorization of Residues from Energy Conversion of Biomass for Advanced and Sustainable Material Applications. Sustainability 2022, 14, 4939.
- FAO. Food and Agriculture Organization—Database. 2022. Available online: http://www.fao.org/faostat/ (accessed on 2 June 2022).
- Zhao, X.; Wei, X.; Guo, Y.; Qiu, C.; Long, S.; Wang, Y.; Qiu, H. Industrial Hemp—An Old but Versatile Bast Fiber Crop. J. Nat. Fibers 2021, 1–14.
- Abdollahi, M.; Sefidkon, F.; Calagari, M.; Mousavi, A.; Mahomoodally, M.F. Impact of four hemp (Cannabis sativa L.) varieties and stage of plant growth on yield and composition of essential oils. Ind. Crops Prod. 2020, 155, 112793.
- Cui, Z.; Yan, B.; Gao, Y.; Wu, B.; Wang, Y.; Wang, H.; Xu, P.; Zhao, B.; Cao, Z.; Zhang, Y.; et al. Agronomic cultivation measures on productivity of oilseed flax: A review. Oil Crop Sci. 2022, 7, 53–62.
- Fednand, C.; Bigambo, P.; Mgani, Q. Modification of the Mechanical and Structural Properties of Sisal Fiber for Textile Applications. J. Nat. Fibers 2021, 1–12.
- Sheichenko, V.; Marynchenko, I.; Dudnikov, I.; Korchak, M. Development of technology for the hemp stalks preparation. Indep. J. Manag. Prod. 2019, 10, 687–701.
- Kaur, P.J. Bamboo availability and utilization potential as a building material. For. Res. Eng. Int. J. 2018, 2, 1.
- Naira, A.; Moieza, A. Summer pruning in fruit trees. Afr. J. Agric. Res. 2014, 9, 206–210.
- Spinelli, R.; Picchi, G. Industrial harvesting of olive tree pruning residue for energy biomass. Bioresour. Technol. 2010, 101, 730–735.
- San José, M.J.; Alvarez, S.; Peñas, F.J.; García, I. Thermal exploitation of fruit tree pruning wastes in a novel conical spouted bed combustor. Chem. Eng. J. 2014, 238, 227–233.
- Martín, J.F.G.; Cuevas, M.; Bravo, V.; Sánchez, S. Ethanol production from olive prunings by autohydrolysis and fermentation with Candida tropicalis. Renew. Energy 2010, 35, 1602–1608.
- Stelte, W.; Clemons, C.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B.; Sanadi, A.R. Fuel Pellets from Wheat Straw: The Effect of Lignin Glass Transition and Surface Waxes on Pelletizing Properties. BioEnergy Res. 2012, 5, 450–458.
- Barbu, M.C.; Reh, R.; Çavdar, A.D. Non-Wood Lignocellulosic Composites. In Research Developments in Wood Engineering and Technology; IGI Global: Hershey, PA, USA, 2014; pp. 281–319.
- Barbieri, V.; Gualtieri, M.L.; Siligardi, C. Wheat husk: A renewable resource for bio-based building materials. Constr. Build. Mater. 2020, 251, 118909.
- Bekalo, S.A.; Reinhardt, H.-W. Fibers of coffee husk and hulls for the production of particleboard. Mater. Struct. 2010, 43, 1049–1060.
- Cheng, W.; Sun, Y.; Fan, M.; Li, Y.; Wang, L.; Qian, H. Wheat bran, as the resource of dietary fiber: A review. Crit. Rev. Food Sci. Nutr. 2021, 1–28.
- Onipe, O.O.; Jideani, A.I.O.; Beswa, D. Composition and functionality of wheat bran and its application in some cereal food products. Int. J. Food Sci. Technol. 2015, 50, 2509–2518.
- Tyagi, S.; Lee, K.-J.; Mulla, S.I.; Garg, N.; Chae, J.-C. Chapter 2—Production of Bioethanol From Sugarcane Bagasse: Current Approaches and Perspectives. In Applied Microbiology and Bioengineering; Shukla, P., Ed.; Academic Press: Cambridge, MA, USA, 2019; pp. 21–42.
- Nagpal, R.; Bhardwaj, N.K.; Mahajan, R. Eco-friendly bleaching of sugarcane bagasse with crude xylanase and pectinase enzymes to reduce the bleaching effluent toxicity. Environ. Sci. Pollut. Res. 2021, 28, 42990–42998.
- García-Condado, S.; López-Lozano, R.; Panarello, L.; Cerrani, I.; Nisini, L.; Zucchini, A.; Van der Velde, M.; Baruth, B. Assessing lignocellulosic biomass production from crop residues in the European Union: Modelling, analysis of the current scenario and drivers of interannual variability. GCB Bioenergy 2019, 11, 809–831.
- Rowell, R.M. Handbook of Wood Chemistry and Wood Composites, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2013.
- Lohmann, U. Holzlexikon, 4th ed.; Nikol Verlagsgesellschaft mbH & Co. KG: Hamburg, Germany, 2015.
- Baharoğlu, M.; Nemli, G.; Sarı, B.; Birtürk, T.; Bardak, S. Effects of anatomical and chemical properties of wood on the quality of particleboard. Compos. Part B Eng. 2013, 52, 282–285.
- Bardak, S.; Nemli, G.; Tiryaki, S. The influence of raw material growth region, anatomical structure and chemical composition of wood on the quality properties of particleboards. Maderas. Cienc. Tecnol. 2017, 19, 363–372.
- Roffael, E. Significance of wood extractives for wood bonding. Appl. Microbiol. Biotechnol. 2016, 100, 1589–1596.
- Li, X.; Cai, Z.; Winandy, J.E.; Basta, A.H. Selected properties of particleboard panels manufactured from rice straws of different geometries. Bioresour. Technol. 2010, 101, 4662–4666.
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596.
- Jawaid, M.; Khalil, H.P.S.A. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18.
- Brosse, N.; Dufour, A.; Meng, X.; Sun, Q.; Ragauskas, A. Miscanthus: A fast-growing crop for biofuels and chemicals production. Biofuels Bioprod. Biorefining 2012, 6, 580–598.
- Fu, J.J.; Zhang, X.Q.; Yu, C.W.; Guebitz, G.M.; Cavaco-Paulo, A. Bioprocessing of Bamboo Materials. Fibres Text. East Eur. 2012, 20, 13–19.
- Liu, D.; Song, J.; Anderson, D.P.; Chang, P.R.; Hua, Y. Bamboo fiber and its reinforced composites: Structure and properties. Cellulose 2012, 19, 1449–1480.
- Vaisanen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73.
- Ntalos, G.A.; Grigoriou, A.H. Characterization and utilisation of vine prunings as a wood substitute for particleboard production. Ind. Crops Prod. 2002, 16, 59–68.
- Spinelli, R.; Magagnotti, N.; Nati, C. Harvesting vineyard pruning residues for energy use. Biosyst. Eng. 2010, 105, 316–322.
- Gencer, A. The utilization of kiwi (Actinidia deliciosa) pruning waste for kraft paper production and the effect of the bark on paper properties. Drewno 2015, 58, 103–113.
- Jimenez, L.; Perez, A.; Delatorre, M.; Moral, A.; Serrano, L. Characterization of vine shoots, cotton stalks, Leucaena leucocephala and Chamaecytisus proliferus, and of their ethyleneglycol pulps. Bioresour. Technol. 2007, 98, 3487–3490.
- Reddy, N.; Yang, Y. Biofibers from agricultural byproducts for industrial applications. Trends Biotechnol. 2005, 23, 22–27.
- Lu, X.; Xi, B.; Zhang, Y.; Angelidaki, I. Microwave pretreatment of rape straw for bioethanol production: Focus on energy efficiency. Bioresour. Technol. 2011, 102, 7937–7940.
- Cardoen, D.; Joshi, P.; Diels, L.; Sarma, P.M.; Pant, D. Agriculture biomass in India: Part 1. Estimation and characterization. Resour. Conserv. Recycl. 2015, 102, 39–48.
- Han, G.; Deng, J.; Zhang, S.; Bicho, P.; Wu, Q. Effect of steam explosion treatment on characteristics of wheat straw. Ind. Crops Prod. 2010, 31, 28–33.
- Valdebenito, F.; Pereira, M.; Ciudad, G.; Azocar, L.; Briones, R.; Chinga-Carrasco, G. On the nanofibrillation of corn husks and oat hulls fibres. Ind. Crops Prod. 2017, 95, 528–534.
- Pandey, A.; Soccol, C.R.; Nigam, P.; Soccol, V.T. Biotechnological potential of agro-industrial residues. I: Sugarcane bagasse. Bioresour. Technol. 2000, 74, 69–80.
- Stubbs, T.L.; Kennedy, A.C.; Reisenauer, P.E.; Burns, J.W. Chemical Composition of Residue from Cereal Crops and Cultivars in Dryland Ecosystems. Agron. J. 2009, 101, 538–545.
- Müller, C.; Deetz, R.; Schwarz, U.; Thole, V. Agricultural residues in panel production—Impact of silica particle content and morphology on tool wear. Wood Mater. Sci. Eng. 2012, 7, 217–224.
- Ciannamea, E.M.; Stefani, P.M.; Ruseckaite, R.A. Medium-density particleboards from modified rice husks and soybean protein concentrate-based adhesives. Bioresour. Technol. 2010, 101, 818–825.
- Beh, J.H.; Yew, M.C.; Saw, L.H.; Yew, M.K. Fire Resistance and Mechanical Properties of Intumescent Coating Using Novel BioAsh for Steel. Coatings 2020, 10, 1117.
- Lee, S.; Shupe, T.F.; Hse, C.Y. Mechanical and physical properties of agro-based fiberboard. Holz Als Roh-Und Werkst. 2005, 64, 74–79.
- Suchsland, O.; Woodson, G.E. Fiberboard Manufacturing Practices in the United States; US Department of Agriculture, Forest Service: Missoula, MT, USA, 1987.
- Olesen, P.; Plackett, D. Perspectives on the perfomrance of natural plant fibres. In Proceedings of the Natural Fibres Performance Forum, Copenhagen, Denmark, 27–28 May 1999.
- Jajcinovic, M.; Fischer, W.J.; Hirn, U.; Bauer, W. Strength of individual hardwood fibres and fibre to fibre joints. Cellulose 2016, 23, 2049–2060.
- Kellogg, R.M.; Wangaard, F.F. Variation in the cell-wall density of wood. Wood Fiber Sci. 1969, 1, 180–204.
- Ververis, C.; Georghiou, K.; Christodoulakis, N.; Santas, P.; Santas, R. Fiber dimensions, lignin and cellulose content of various plant materials and their suitability for paper production. Ind. Crops Prod. 2004, 19, 245–254.
- Singh, S.; Dutt, D.; Tyagi, C.H. Complete Characterization of Wheat Straw (Triticum aestivum Pbw-343 L. Emend. Fiori & Paol.)—A Renewable Source of Fibres for Pulp and Paper Making. Bioresources 2011, 6, 154–177.
- Khazaeian, A.; Ashori, A.; Dizaj, M.Y. Suitability of sorghum stalk fibers for production of particleboard. Carbohydr. Polym. 2015, 120, 15–21.
- Yousefi, H. Canola straw as a bio-waste resource for medium density fiberboard (MDF) manufacture. Waste Manag. 2009, 29, 2644–2648.
- Ashori, A.; Nourbakhsh, A. Bio-based composites from waste agricultural residues. Waste Manag. 2010, 30, 680–684.
- Khristova, P.; Gabir, S.; Bentcheva, S.; Dafalla, S. Soda-anthraquinone pulping of sunflower stalks. Ind. Crop. Prod. 1998, 9, 9–17.
- Pengelly, J.J.; Kwasny, S.; Bala, S.; Evans, J.R.; Voznesenskaya, E.V.; Koteyeva, N.K.; Edwards, G.E.; Furbank, R.T.; von Caemmerer, S. Functional analysis of corn husk photosynthesis. Plant Physiol. 2011, 156, 503–513.
- Ghori, W.; Saba, N.; Jawaid, M.; Asim, M. A review on date palm (Phoenix dactylifera) fibers and its polymer composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 368, 012009.
- Johar, N.; Ahmad, I.; Dufresne, A. Extraction, preparation and characterization of cellulose fibres and nanocrystals from rice husk. Ind. Crops Prod. 2012, 37, 93–99.
- Tröger, F.; Wegener, G.; Seemann, C. Miscanthus and flax as raw material for reinforced particleboards. Ind. Crops Prod. 1998, 8, 113–121.
- Papadopoulos, A.N.; Hague, J.R.B. The potential for using flax (Linum usitatissimum L.) shiv as a lignocellulosic raw material for particleboard. Ind. Crops Prod. 2003, 17, 143–147.
- Hiziroglu, S.; Jarusombuti, S.; Fueangvivat, V.; Bauchongkol, P.; Soontonbura, W.; Darapak, T. Properties of bamboo-rice straw-eucalyptus composite panels. For. Prod. J. 2005, 55, 221–225.
- Nikvash, N.; Kraft, R.; Kharazipour, A.; Euring, M. Comparative properties of bagasse, canola and hemp particle boards. Eur. J. Wood Wood Prod. 2010, 68, 323–327.
- Fiorelli, J.; Bueno, S.B.; Cabral, M.R. Assessment of multilayer particleboards produced with green coconut and sugarcane bagasse fibers. Constr. Build. Mater. 2019, 205, 1–9.
- Klímek, P.; Wimmer, R.; Meinlschmidt, P.; Kúdela, J. Utilizing Miscanthus stalks as raw material for particleboards. Ind. Crops Prod. 2018, 111, 270–276.
- Nicolao, E.S.; Leiva, P.; Chalapud, M.C.; Ruseckaite, R.A.; Ciannamea, E.M.; Stefani, P.M. Flexural and tensile properties of biobased rice husk-jute-soybean protein particleboards. J. Build. Eng. 2020, 30, 101261.
- Farag, E.; Alshebani, M.; Elhrari, W.; Klash, A.; Shebani, A. Production of particleboard using olive stone waste for interior design. J. Build. Eng. 2020, 29, 101119.
- Akgül, M.; Çamlibel, O. Manufacture of medium density fiberboard (MDF) panels from rhododendron (R. ponticum L.) biomass. Build. Environ. 2008, 43, 438–443.
- Yushada, A.; Nurjannah, S.; Rasidi, R.; Siti, N.; Ishak, W.M.F. Mechanical Properties of Particleboard from Seaweed (Kappaphycus alvarezii). In Green Design and Manufacture: Advanced and Emerging Applications; Abdullah, M., Rahim, S., Saad, M.N.B., BinGhazli, M.F., Ahmad, R., Tahir, M.F.B., Jamaludin, L.B., Eds.; AIP Publishing LLC: Melville, NY, USA, 2018; Volume 2030.
- Balducci, F.; Harper, C.; Meinlschmidt, P.; Dix, B.; Sanasi, A. Development of Innovative Particleboard Panels. Drv. Ind. 2008, 59, 131–136.
- Ferrandez-Villena, M.; Ferrandez-Garcia, C.E.; Garcia-Ortuno, T.; Ferrandez-Garcia, A.; Ferrandez-Garcia, M.T. Analysis of the Thermal Insulation and Fire-Resistance Capacity of Particleboards Made from Vine (Vitis vinifera L.) Prunings. Polymers 2020, 12, 1147.
- Nemli, G.; Kirci, H.; Serdar, B.; Ay, N. Suitability of kiwi (Actinidia sinensis Planch.) prunings for particleboard manufacturing. Ind. Crops Prod. 2003, 17, 39–46.
- Ayrilmis, N.; Buyuksari, U.; Avci, E.; Koc, E. Utilization of pine (Pinus pinea L.) cone in manufacture of wood based composite. For. Ecol. Manag. 2009, 259, 65–70.
- Grigoriou, A.H.; Ntalos, G.A. The potential use of Ricinus communis L. (Castor) stalks as a lignocellulosic resource for particleboards. Ind. Crop. Prod. 2001, 13, 209–218.
- Guler, C.; Ozen, R. Some properties of particleboards made from cotton stalks (Gossypium hirsitum L.). Holz Als Roh Werkst. 2004, 62, 40–43.
- Guntekin, E.; Karakus, B. Feasibility of using eggplant (Solanum melongena) stalks in the production of experimental particleboard. Ind. Crops Prod. 2008, 27, 354–358.
- Oh, Y.S.; Yoo, J.Y. Properties of Particleboard Made from Chili Pepper Stalks. J. Trop. Sci. 2011, 23, 473–477.
- Iswanto, A.H.; Azhar, I.; Susilowati, A.; Supriyanto; Ginting, A. Effect of Wood Shaving to Improve the Properties of Particleboard Made from Sorghum Bagasse. Int. J. Mater. Sci. Appl. 2016, 5, 113.
- Khristova, P.; Yossifov, N.; Gabir, S. Particle board from sunflower stalks: Preliminary trials. Bioresour. Technol. 1996, 58, 319–321.
- Guntekin, E.; Uner, B.; Karakus, B. Chemical composition of tomato (Solanum lycopersicum) stalk and suitability in the particleboard production. J. Env. Biol. 2009, 30, 731–734.
- Halvarsson, S.; Edlund, H.; Norgren, M. Properties of medium-density fibreboard (MDF) based on wheat straw and melamine modified urea formaldehyde (UMF) resin. Ind. Crop. Prod. 2008, 28, 37–46.
- Dukarska, D.; Łęcka, J.; Szafoni, K. Straw of white mustard (Sinapis alba) as an alternative raw material in the production of particle boards resinated with UF resin. Acta Sci. Pol. Silvarum Colendarum Ratio Ind. Lignaria 2011, 10, 1.
- Mirski, R.; Dziurka, D.; Banaszak, A. Properties of Particleboards Produced from Various Lignocellulosic Particles. Bioresources 2018, 13, 7758–7765.
- Nemli, G.; Kalaycioglu, H.; Alp, T. Suitability of date palm (Phoenix dactyliferia) branches for particleboard production. Holz Roh Werkst. 2001, 59, 411–412.
- Khalil, H.P.S.A.; Fazita, M.R.N.; Bhat, A.H.; Jawaid, M.; Fuad, N.A.N. Development and material properties of new hybrid plywood from oil palm biomass. Mater. Des. 2010, 31, 417–424.
- Hashim, R.; Said, N.; Lamaming, J.; Baskaran, M.; Sulaiman, O.; Sato, M.; Hiziroglu, S.; Sugimoto, T. Influence of press temperature on the properties of binderless particleboard made from oil palm trunk. Mater. Des. 2011, 32, 2520–2525.
- Pirayesh, H.; Khazaeian, A. Using almond (Prunus amygdalus L.) shell as a bio-waste resource in wood based composite. Compos. Part B Eng. 2012, 43, 1475–1479.
- Çöpür, Y.; Guler, C.; Tascioglu, C.; Tozluoglu, A. Incorporation of hazelnut shell and husk in MDF production. Bioresour. Technol. 2008, 99, 7402–7406.
- Borysiuk, P.; Jenczyk-Tolloczko, I.; Auriga, R.; Kordzikowski, M. Sugar beet pulp as raw material for particleboard production. Ind. Crops Prod. 2019, 141, 111829.
- Ferrandez-Villena, M.; Ferrandez-Garcia, C.E.; Garcia Ortuño, T.; Ferrandez-Garcia, A.; Ferrandez-Garcia, M.T. Study of the Utilisation of Almond Residues for Low-Cost Panels. Agronomy 2019, 9, 811.
- Guler, C.; Copur, Y.; Tascioglu, C. The manufacture of particleboards using mixture of peanut hull (Arachis hypoqaea L.) and European Black pine (Pinus nigra Arnold) wood chips. Bioresour. Technol. 2008, 99, 2893–2897.
- Varanda, L.D.; Nascimento, M.F.D.; Christoforo, A.L.; Silva, D.A.L.; Lahr, F.A.R. Oat hulls as addition to high density panels production. Mater. Res. 2013, 16, 1355–1361.
- Melo, R.R.D.; Stangerlin, D.M.; Santana, R.R.C.; Pedrosa, T.D. Physical and mechanical properties of particleboard manufactured from wood, bamboo and rice husk. Mater. Res. 2014, 17, 682–686.
- Faria, D.L.; Guimarães, I.L.; Sousa, T.B.; Protásio, T.D.P.; Mendes, L.M.; Guimarães, J.B., Jr. Technological properties of medium density particleboard produced with soybean pod husk and Eucalyptus wood. Sci. For. 2020, 48, 126.
- Khedari, J.; Nankongnab, N.; Hirunlabh, J.; Teekasap, S. New low-cost insulation particleboards from mixture of durian peel and coconut coir. Build. Environ. 2004, 39, 59–65.

