1. Introduction
Sustainable management and the use of raw materials have become increasingly important during the last decades. The global interest and online search for sustainable products have grown by over 71% since 2016 [
1]. The world population is projected to reach 8.5 billion in 2030 and increase further. This goes hand in hand with an increasing demand for living space and thus for building and furniture materials [
2]. Given the growing global demand for sustainable products, the pressure on the forestry sector as a main source of renewable raw materials is more significant than ever [
3].
Likewise, biodiversity, the quantity and quality of forests, and their protection are integral parts of current global and regional policies, for example, in the European Union Biodiversity Strategy for 2030 or the United Nations Sustainable Development Goals (SDGs) [
4]. This, together with the increasing timber prices, as well as delivery difficulties due to affected logistics, urge the wood panel industry to look for alternative raw material sources.
Non-wood lignocellulosic materials (NWLM) and agriculture residues (AR) can be promising alternative raw materials for the wood industry since they originate from renewable sources and are widely available [
5]. ARs are often burned for energy production [
6] or used as animal feed [
7] and as a natural fertilizer left in the fields. Some ARs are also partially burned in the fields since removal or mechanical incorporation into the soil is economically inviable [
8]. However, since combustion releases greenhouse gases and causes high levels of air pollution, the field burning of agricultural waste or residues is not permitted in most of the European Union’s member states, among other places [
9].
Valorizing the ARs into value-added products, such as in wood panel manufacturing (mainly particleboards and fiberboards), increases their value and brings ecological benefits. Simultaneously, it relieves the pressure on virgin forest raw materials. Although there are various studies on the utilization of NWLMs and ARs for wood-based panels [
10,
11,
12,
13] and reviews that collected and summarized the findings [
5,
14,
15,
16], there is still a lack of information about the critical requirements of these materials to serve as a partial or entire replacement of wood.
Some material properties, such as the anisotropic and hygroscopic characteristics of NWLM and ARs are similar to that of wood, while their density is generally lower [
14]. This brings an advantage for producing low-density composites. The wood particles or fibers cannot be replaced with alternative materials in a one-to-one ratio due to their low mechanical strength and high proportion of fines [
17]. Therefore, the application of alternative materials in panel manufacturing is only feasible up to a certain amount in the presence of wood. Otherwise, higher amounts of adhesives are required to meet the required mechanical strength level of the panels. Although massive amounts of NWLMs and ARs exist worldwide, the majority of those are only seasonal and not evenly available throughout the year [
18].
In the past 20 years, the production volume of wood-based panels has almost doubled from approximately 180 million m
3 in 2000 to over 361 million m
3 in 2020 [
19]. The share of oriented strand boards (OSB) and plywood production increased only slightly in the period. On the other hand, the production volume of particleboard and especially fiberboard panels has increased significantly by 32% (
Figure 1). Considering an average density of 750 kgm
−3 for each fiberboard panel, about 184 million tons of raw lignocellulosic materials are required to meet this production volume without considering the required adhesives and production losses.
2. Categories of Different Alternative Materials
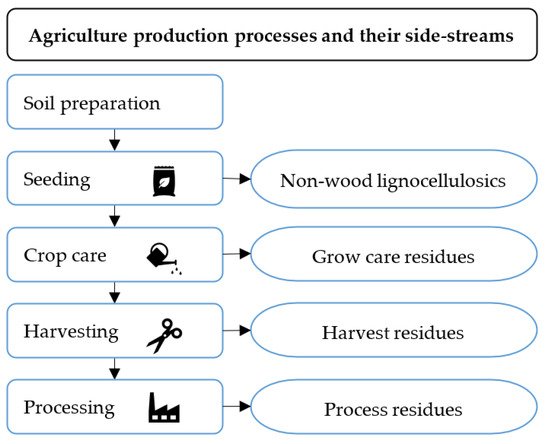
A variety of lignocellulosic materials from various sources and agricultural production processes have received attention as alternative raw materials for wood-based panel manufacturing and mainly include by-products, side streams, and residues. These materials can be further categorized as non-wood lignocellulosic materials and three types of agricultural residues, i.e., grow care residues, harvest residues, and process residues (Figure 2).
Figure 2. Different agriculture production processes and their related available side-streams.
Non-wood lignocellulosic materials (NWLM) are derived from crops primarily cultivated for use in the food and textile industry. They can be found around the world but to a varying degree. About 1.1 million tons of fibers are produced annually from growing flax, of which 97.1% are from Europe [
19]. Due to the legislative approval and increasing interest in cannabidiol, hemp cultivation in the United States has also increased enormously since 2018 [
20]. Only in 2019, about 3.4 million tons of jute and 0.2 million tons of sisal were produced worldwide [
19].
Flax and hemp are mainly cultivated because of their seeds to produce oil in the food industry [
21,
22], while their fiber, together with kenaf and sisal, are used in textiles (clothes, mattresses, ropes, etc.) due to their high length, strength, and durability [
23,
24]. Kenaf fibers are commercially used as an insulating material in constructions. The NWLM category also includes ornamental plants that are grown for decorative purposes, such as rhododendrons or alternatives like bamboo. The fast-growing grass bamboo is used for various applications, such as construction, food, biofuel, pulp, and panel making. This diversity is mainly due to its considerable growing number annually, which is over 0.32 million km
2 worldwide [
25].
Grow care residues are the first group of agricultural residues from plant materials and arise during crop maintenance. When fruits grow, the plants are pruned to allow the fruit bodies to reach the ideal growth [
26]. There is no economic use proposed for this biomass type rather than burning, i.e., thermal use of apple and olive tree pruning [
27,
28], or an attempt to produce ethanol from it, i.e., ethanol production from olive tree pruning [
29]. There are no accurate numbers for available existing materials from grow care residues as they are not measured in most cases.
Harvest residues or primary residues are mainly stalks, straws, leaves, sticks, and roots. These materials are collected during the harvest of cereals or other crops, and they are mainly used for animal feed, bedding animals, or in pallet form as an energy source [
30]. However, most of this material type is left in the field without further application, which can sometimes lead to disposal problems for farmers [
31]. The terms stalks, straw, and sticks are named stalks hereafter. A ton of rice, wheat, oat, and rye harvest produces about 1.3–1.6 tons of stalks. These numbers for cotton and sorghum harvesting are about 3.4 and 2.4 tons, respectively [
19]. The quantity of harvest residues can be assessed by considering the residue-to-crop ratio through a ton of the produced main product, i.e., wheat grain, of a specific cultivated plant.
Process residues, including agro-industrial residues or secondary residues, are created when the plants are processed from the primary resource. Husks, hulls, peels, coir, bagasse, and skins are produced during the processing of the main product. The terms husk, shell, and hull can be used interchangeably [
32] or with different meanings [
33]. Since there is no standard terminology, all main crop’s protective surrounding materials are named husks in this work. Husk material is first produced in the field during the harvest and can also be collected during mechanical cleaning in industrial processing. Different products are obtained during the processing of cereal grain, for instance, husks, flour, and bran.
The bran is a combination of ground husks and flour. Most of these residues are used as animal feed. However, due to their high fiber content, they can also be consumed by humans and are considered to be healthy [
34]. As a food source, it is estimated that the consumption alone is about 90 million tons per year [
35]. Bagasse is a side-stream of sugarcane stalks, and it is mainly used as an energy source in factories [
36]. In addition to being used as fodder, it is also a raw material in the pulp and paper industry [
37].
However, since the annual quantities are enormous and not everything is used, there is a huge potential for creating added value from bagasse and other ARs than solely used for thermal incineration. Harvesting one ton of soybeans produces around 1.09 tons of husks. The quantities for producing a ton of coffee and rice are respectively 1.32 and 0.25 tons [
19]. The exact conversion factors can vary widely due to different influencing elements, such as soil conditions, weather, and the harvesting process [
38]. In addition, growth phases in northern regions are shorter than in regions near the equator.
2.1. Characteristics of Alternative Materials
The performance of composite panels depends greatly on the characteristics of their constituents. The chemical composition and fiber morphology of lignocellulosic materials from the agricultural industry vary considerably with the plant species, age, climate, and soil conditions. The individual species in a plant family can also show different chemical composition and fiber morphology. There are, for example, many different types of bamboo or rice and sunflower varieties. In order not to list each species individually, plant families were grouped and a range of their chemical constituents and fiber morphology is given (Table 3 and Table 4).
2.1.1. Chemical Composition of Alternative Materials
As an organic material, wood is mainly composed of cellulose, hemicelluloses, lignin, extractives, and some minerals [
39]. Hardwoods consist of 42–49% cellulose, 24–30% hemicelluloses, 25–30% lignin, 2–9% extractives, and 0.2–0.8% minerals/ ash. In contrast, softwoods contain 42–51% cellulose, 27–40% hemicelluloses, 18–24% lignin, 1–10% extractives, and 0.2–0.8% ash [
40]. The chemical composition of different alternative furnish materials is summarized in
Table 3. For classic wood-based panels, it has been well described previously how the chemical composition of the raw material influences the properties of the manufactured panels. Cellulose and hemicelluloses are the skeleton and backbone of the wood. Accordingly, a high level of strength is achieved with a high cellulose content [
41]. At the same time, hemicelluloses lead to water absorption because of their hydrophilic properties.
Lignin and extractives tend to be more hydrophobic in nature. It reduces water absorption of the panels and thickness swelling [
42]. Extractives can also have various other impacts on the panel properties. Depending on the extractive type and share, they can influence the bonding behavior of common synthetic adhesives, lead to low or higher formaldehyde emissions or even improve the bonding behavior (i.e., tannins) in the panel [
43]. The amount of ash also influences the bond quality. Ash components have no wettability, which can cause poor adhesive distribution [
44].
Although the NWLMs contain similar components as wood, their proportion varies. For instance, flax and hemp have a considerably higher cellulose content than wood, i.e., the respective cellulose contents in flax and hemp are 65–85% and 60–68%, while their lignin content is obviously lower, i.e., flax has 1–4% lignin, and hemp has 3–10% [
45,
67]. Miscanthus, however, has a similar chemical composition to wood by having 40–60% cellulose, 20–40% hemicelluloses, 10–30% lignin, and 2.2–4.9% ash content [
49]. This is also valid for different types of bamboo grasses [
45,
46,
47,
48].
The grow care residues from pruning and trimmings mostly have similar properties compared to their fruit plants [
54,
68]. As an example, kiwi pruning composes of 38.3% cellulose, 35.2% hemicelluloses, and 25.5% lignin while vine pruning contain 41.4% cellulose, 26% hemicelluloses, and 20.3% to 21.0% lignin [
51,
54,
55].
The cellulose and lignin contents of harvest residues, such as canola, corn, or wheat stalks, are lower than that of wood, i.e., the cellulose content of cereal stalks is approximately between 27% to 38%, and their lignin amount is generally between 12% to 31%. However, their hemicelluloses content is approximately 19% to 38%, which is in the range of wood [
45,
55,
56,
57,
58]. Stalk materials commonly contain high levels of extractives such as waxes, fats, terpenes, and phenols [
39,
69]. Their ash content is up to ten times higher than wood [
58]. For example, the ash content of wheat stalks is 6–8% [
45]. The harvest residues generally have a significant amount of inorganic elements. In some cases, like tomato stalks, the ash content can reach up to 20% of their composition [
48,
58,
64]. Canola stalks with 4.7–6.7% and barley stalks with 2–9% also have a significantly higher ash content than wood [
56,
57].
Among different types of process residues, sugarcane bagasse has a closer amount of hemicellulose, lignin, and ash content to that of wood, while its cellulose content is considerably higher. Pandey et al. [
66] and Faruk et al. [
45] reported that sugarcane bagasse has 50–55% cellulose, 16.8–25% hemicellulose, 24–26.3% lignin, and 1.4–3.4% ash. The chemical composition of process residues is mainly influenced by annual growth conditions and regions [
70].
The husks of cereals usually have low cellulose content, i.e., the respective cellulose content in corn, oat, and rice husks are 18%, 38.7%, and 25–45%, and vary with the growth conditions. Nevertheless, the ash content is generally higher than wood, which may cause some limitations for their processing by reducing the service life of machinery, i.e., tool wear, cutting or grinding machines [
14,
71,
72]. A high ash content might be advantageous for specific applications. Beh et al. [
73] showed recently that the use of wood ash in a coating of steel beams increases fire resistance.
2.1.2. Fiber Characteristics of Alternative Materials
The morphology of the fibers is essentially relevant for their application in fiber form in relevant wood-based panels (i.e., fiberboards). However, if NWLM or ARs are used in particle form, the particle properties are also influenced by the fiber structure. For the production of fiberboards, long fibers with a higher aspect ratio are preferred [
42]. Long fibers provide a larger surface area, allowing the adhesive to spread more evenly.
At the same time, it allows for more contact surfaces and overlaps between the fibers [
74]. Also, long fibers, compared to short ones, tend to arrange themselves horizontally in the mat during panel production rather than vertically. This has a positive effect on the bending behavior of the panels. Fiber diameter and density are closely related to the cell-wall thickness. A thin cell wall allows the fiber to deform more flexible without breaking.
This, in turn, leads to more contact areas with other fibers within the panel. Thick cell walls, therefore, tend to reduce the bending properties [
75]. The fibers from NWLMs are generally longer than wood fibers and therefore have a higher surface area. For instance, the respective length of flax and hemp fibers are 10–65 mm [
67] and 5–55 mm [
76], while the fiber lengths in softwoods and hardwoods are approximately 2.8–7.2 mm [
77] and 0.3–2.5 mm [
76], respectively. The densities of flax and hemp fibers are approximately 1.4–1.5 gcm
−3 [
48], which is similar to that of wood fibers [
78]. With a similar density of 1.45 gcm
−3 to wood, sisal also has comparable fiber lengths of 0.8–8 mm [
67]. In contrast, bamboo fibers with a length of 1.5–4.4 mm and diameter of 7–27 µm have a density of 0.6–1.1 gcm
−3. The length of bamboo fibers is comparable to miscanthus fibers, with a length of 0.81–1.05 mm [
79].
There is limited data available on fiber dimensions from grow care residues. Ntalos and Grigoriou [
54] reported that the anatomical and chemical components of the grow care residues correspond to those of the main plant. In comparison with wood and NWLMs, the harvest residues have noticeably shorter fibers, as their fiber lengths are mainly ranged from 1.1 mm for wheat stalks [
95] to 1.8 mm for sorghum stalks [
91], which is about half of wood fibers. The fiber diameter is, on average, approximately 30% smaller than wood [
83,
84,
92]. The fiber morphology of harvest residues could, therefore, have a negative impact on the bending properties.
As with the chemical composition, the fiber dimensions of process residues are also varied due to growth and processing conditions and some individual settings. However, since these materials are collected after the processing of the crops, their fibers are generally shorter than wood fibers [
100]. The length of fibers from different husks, such as coffee husks or oil palm fruit husks, ranges from 0.05 to 0.99 mm [
33,
56,
67]. With 15 µm, 10–20 µm, and 19.1–25 µm, the fiber diameters of coffee, corn, and oil palm fruit husks is roughly half that of wood fibers [
33,
56,
67]. Due to the clearly shorter dimensions, the length-width ratio of process residues differs from wood fibers, as they have a cubic form. For example, coconut coir and rice husks have with their large fiber diameters of 10–460 µm and approximately 170 µm in length relatively short fiber geometries [
81,
98]. The integration of process residues in wood-based panels could therefore be a challenge.
3. Utilization of Alternative Furnish Materials for Panel Manufacturing
The application of NWLM and other alternative furnish materials solely or mixed with wood fibers or chips in panel production has been extensively studied during the last decades.
Tröger et al. [
80] reported that the addition of long flax fibers by 20% in the surface layer (SL) increased the bending properties and decreased the IB values in three-layer particleboards. Papadopoulos and Hague [
106] mixed industrial wood chips and flax fibers (0%, 10%, and 30%) in single-layer particleboards by using a 13% urea-formaldehyde (UF) resin binder. Panels with a 30% flax share met the European Standard of P3 particleboard requirements in terms of MOR, IB, and TS. However, the mechanical strength of panels made from 100% wood was always higher. Particleboards made with 100% flax fibers had an insufficient IB strength but an acceptable MOR for P2 boards. The authors attribute the low IB to the relatively thin cell walls of flax.
Bamboo particles as raw material for particleboards bond with 8% UF resin were examined by Hiziroglu et al. [
103]. The single-layer panels of 100% bamboo, or combined with rice stalks or
Eucalyptus, showed acceptable strength to meet the standard requirements of EN 312:2003. Nikvash et al. [
107] investigated three-layer particleboards with different combinations of industrial wood chips and bagasse, canola, or hemp in the core layer (CL). A UF adhesive dosing of 10% in the surface layer and 8% in the core layer was used as a binder in all panels. The results were compared with the control boards made from 100% industrial wood chips.
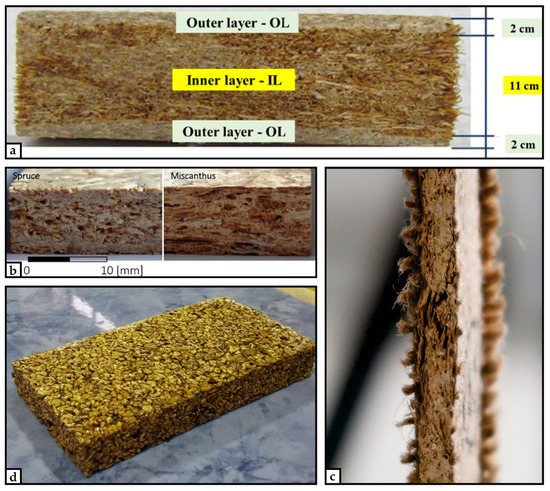
It was shown that particleboards with 50% bagasse or hemp in the core layer fulfilled the standard requirements for IB, MOR, and TS. The IB strength of the panels with 50% canola share was considerably low. However, the panels with a 30% canola share also met the IB requirements (EN 312:2003). Three-layer particleboards with bagasse in the core and coconut fiber in the surface layer bonded with 15% (SL) and 12% (CL) polyurethane (PUR) resin were examined by Fiorelli et al. [
155]. The boards met all the ANSI A20.1-1999 requirements for interior particleboards (
Figure 3a).
Figure 3. (
a) three-layer particleboard with green coconut fibers in the outer layer and sugarcane bagasse in the inner layer [
155], (
b) spruce vs. miscanthus single-layer particleboards [
156], (
c) three-layer particleboard with rice husk core and a jute surface layer bonded by soybean protein [
157], the (
d) olive stone particleboard [
148].
Akgül and Çamlibel [
102] and Yushada et al. [
110] considered the use of the rather unusual non-wood lignocellulosic materials rhododendron and seaweed for the production of MDF (medium density fiberboard) and particleboards. MDF panels produced with 100% rhododendron fibers and 11% UF met the minimum requirements of IB, MOR, and MOE for indoor application according to the EN 622-3:2004 standard.
Single-layer particleboards produced with seaweed and different level of adhesive loads (25%, 28%, and 30% UF) showed acceptable IB strength by reaching the standard level (Japanese Industrial Standard JIS A 5908). In comparison, the measured MOR and MOE values were significantly below the minimum requirements of the standard, even at the highest adhesive load of 30% UF. The low values could be explained by incomplete curing of the UF adhesive with the seaweed particles [
110].
Balducci et al. [
109] studied the performance of one-layer particleboards made with miscanthus and 6% polymeric diphenylmethane diisocyanate (pMDI) or an unknown amount of UF resin. The pMDI-bonded boards met the standard for all properties (IB, MOE, MOE), while the UF-bonded ones did not meet the minimum requirements for IB (EN 312:2003). Compared to single-layer boards, three-layer particleboards bonded with an undefined amount of UF adhesive had a lower IB but higher MOR, MOE, and TS values. An example of one-layer particleboards from miscanthus compared to a spruce particleboard is given in
Figure 3b.
The research on using grow care residues for panel manufacturing is rather scarce (
Table 6). Three-layer particleboards prepared by replacement of wood chips with 50% vine pruning particles in the core layer showed comparable mechanical properties to panels made with 100% wood chips. Those panels used 12% and 8% UF resin in the surface and core layers, respectively. A negative effect on the mechanical properties of the panels was observed with the increased content of vine pruning particles. Similar performance reduction was also observed when vine pruning particles were used in one-layer particleboards [
54].
According to the authors, the reduction is due to the lower length to thickness ratio compared to wood particles, as well as the certain amount of pith particles in the material. With single-layer particleboards from vine pruning waste and 9% UF, Ferrandez-Villena et al. [
116] showed that it is even possible to reach the minimum requirements for furniture manufacturing. However, with a high panel density of approximately 865 kgm
−3. Nemli et al. [
113] investigated different versions of three-layer particleboards with kiwi pruning particles in the core layer. An industrial UF resin was used with 11% and 8% in surface and core layers, respectively.
An increase of kiwi pruning particles in the core layer negatively affected the panel properties. The reduction is also justified by the proportion of pith and bark in the kiwi pruning material. Panels containing up to 50% kiwi pruning particles exceeded the minimum requirements of MOR according to EN 312:2003 for general purposes. The mechanical strength of the panels was improved slightly by increasing the adhesive content by 1% for each panel version.
Ayrilmis et al. [
111] used ground pinecones from 0 to 50% to replace wood fibers in MDF panels bonded with 10% of UF adhesive. The authors reported that the water resistance of MDF panels was improved by increasing the pinecone content up to 10%. The mechanical properties of the MDF panels, however, decreased with increasing the amount of pinecone. It was assumed that the pinecone material acted more as a formaldehyde scavenger than as a strength provider since the formaldehyde emissions decreased with increasing the pinecone content.
In the case of harvest residues, particleboard panels were studied more than any other panel type (
Table 7). Harvest residues from castor [
158], cotton [
124], eggplant [
128], pepper [
132], canola [
83], rice [
44], sorghum [
159], sunflower [
135], tomato [
138], wheat [
120], and mustard stalks [
129] processing were used in a series of combinations with industrial wood chips and UF adhesive for the production of single and three-layer particleboards. A maximum of 30% replacement of wood chips with canola stalks in the core layer of three-layer particleboards, with 10% UF resin in the surface layer and 8% in the core layer, showed comparable IB strength to the standard requirements [
107].
Grigoriou and Ntalos [
158] quoted that a 50% share of castor stalks was the optimum amount to reach an acceptable MOR and IB strength in single-layer particleboard panels using 8% UF adhesive. Application of corn, triticale, or rye stalks in the surface layer of three-layer particleboard panels together with 4% pMDI resulted in higher MOR and MOE than the control panels prepared with sole pine chips. Panels with reed stalks in the surface layer, on the other hand, had lower MOR and IB than the controls. All prepared panels fulfilled the standard requirements for MOR and MOE; however, only the ones made with corn stalks met the minimum requirements for IB strength [
134].
Compared to the control panels, TS was lower in all experimental panels. Panels made from rye had 15% less TS than controls. The authors reported that the reduction in TS of the particleboards could be attributed to the hydrophobic nature of the rye stalks. Single-layer particleboard panels made with different mixing ratios of hardwood and pepper stalk particles and 8% of UF resin, showed decreasing mechanical properties with an increased amount of pepper stalk particles [
132]. According to Khristova et al. [
135], and Grigoriou and Ntalos [
158], the utilization of pith from sunflower stalks is not recommended as it negatively affects the mechanical strength and water-related properties of particleboards.
Palm tree wood was used with UF adhesive for the production of particleboard and plywood panels [
127,
160], and the results showed that three-layer particleboards made from 100% palm particles, and a respective adhesive load of 11% and 9% in the surface and core layers, met the minimum requirements for interior fitments in IB, MOR, and TS (EN 312:2003). Hashim et al. [
130] studied the performance of binderless single-layer particleboards made with oil palm wood and reported that the panels achieved the minimum requirements for IB but not for MOR according to the Japanese Industrial Standard (JIS A-5908 Type-8). The low MOR is explained by the lack of an adhesive.
Among the side streams from the agricultural industry, process residues and industrial food residues have received the most attention for panel production recently (
Table 8). Pirayesh and Khazaeian [
61] reported that three-layer particleboards manufactured with almond husks, 9% UF resin in the core layer, and 11% in the surface layer, met the minimum requirements for MOR and IB (EN 312:2003) at a maximum level of 30% replacement of wood chips.
With a higher proportion of husks, the generally poorer bonding of the resin and the almond husks lead to significantly reduced mechanical properties. 30% was also given as the highest proportion in fiberboard panels with hazelnut husk [
141] and particleboard panels with sugar beet pulp [
150]. Binderless single-layer particleboards from almond husk pressed at low temperature (120 °C) for 30 min met the minimum requirements for panels for interior use. The achieved strength has been attributed to the high sugar content. After such long pressing time, the sugar acted as a binder between the particles [
143]. Guler et al. [
63] studied the performance of three-layer particleboards using peanut husks and UF resin (10% surface layer and 8% core layer).
They suggested 25% peanut husks as the optimum level to achieve the standard requirements for boards in interior applications. The MOR and MOE values, in particular, decreased with a higher proportion of peanut husks. The panels with 100% peanut husks, on the other hand, showed lower TS than the ones with 25% husks. High density (>940 kgm
−3) one-layer particleboards made with 15%, 30%, and 100% oat husks and 10% polyurethane resin reached the acceptable level of the EN 312:2003 standard for general purpose in MOR and IB [
161].
Recently, Farag et al. [
148] used olive stones together with an unsaturated polyester liquid resin for preparing single-layer particleboard panels, and they found that the panels fulfilled the MOR requirements for general purpose (EN 312:2003) at 20% adhesive load (
Figure 3d). However, the maximum permitted values mentioned in the EN 312:2003 standard for the wet condition in TS were slightly exceeded. Single-layer particleboard panels from rice husks and 8% UF were tested by Melo et al. [
105]. The rice husk panels showed significantly lower MOR, MOE, IB, and higher TS than the reference panels from industrial wood particles.
The authors report that one reason may be the cylindrical and hollow structure of the hole rice husk particles, which could act as a barrier during gluing. Likewise, a lower permeability of the husks for the resin could have a negative effect on an even distribution of the adhesive. Faria et al. [
149] investigated three-layer particleboards from
Eucalyptus wood, different proportion of soybean husks in the CL and 10% UF. Panels with 100% soybean husks in the core layer did not meet any standard requirements.
However, a high MOR was observed with a 1:1 ratio of
Eucalyptus wood and soybean husks. The MOR increase was attributed to various factors, such as a higher interaction of the particles due to the increase of the compression ratio and better adhesive distribution on the particles. A combination of raw materials from non-wood lignocellulosic and agricultural sources was also used for panel preparation [
160].
Khedari et al. [
62] reported particleboards with low thermal conductivity using coconut coir and durian peel and combinations thereof, bonded with 12% UF resin. They found that a 90:10 mix ratio of coconut coir and durian peel was the optimum to fulfill the minimum requirements for IB values according to the Japanese Industrial Standard (JIS A-5908 Type-8).
Nicolao et al. [
157] developed particleboard from a combination of rice husks and jute fibers. The three-layer panel consisted of a rice husk core and different numbers of jute fiber surface layers bonded with 10% soybean protein adhesive (
Figure 3c). With MOR from 12.6 to 27.9 Nmm
−2, the bending properties improved with an increased number of jute surface layers.
In addition to the classic panel types, fiberboard, and particleboard, investigations were also conducted with plywood or special panels but to a lesser extent. Abdul Khalil et al. [
160] tested five-layer plywood with UF or PF from oil palm wood (500 gm
−2), as well as five-layer hybrid plywood with two layers consisting of oil palm empty fruit bunch fibers. The hybrid plywood achieved higher MOR and MOE than the oil palm wood plywood. It was attributed to the higher density of the hybrid panel.
This entry is adapted from the peer-reviewed paper 10.3390/ma15134542