Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Cédric Decarpigny | -- | 5325 | 2022-05-19 10:39:27 | | | |
| 2 | Beatrix Zheng | -1 word(s) | 5324 | 2022-05-20 04:17:07 | | | | |
| 3 | Beatrix Zheng | Meta information modification | 5324 | 2022-05-20 04:20:07 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Decarpigny, C.; Froidevaux, R.; , .; Dhulster, P.; Millares, M. Purification of Biodiesel Glycerol from Waste Oils. Encyclopedia. Available online: https://encyclopedia.pub/entry/23115 (accessed on 17 July 2026).
Decarpigny C, Froidevaux R, , Dhulster P, Millares M. Purification of Biodiesel Glycerol from Waste Oils. Encyclopedia. Available at: https://encyclopedia.pub/entry/23115. Accessed July 17, 2026.
Decarpigny, Cédric, Rénato Froidevaux, , Pascal Dhulster, Michel Millares. "Purification of Biodiesel Glycerol from Waste Oils" Encyclopedia, https://encyclopedia.pub/entry/23115 (accessed July 17, 2026).
Decarpigny, C., Froidevaux, R., , ., Dhulster, P., & Millares, M. (2022, May 19). Purification of Biodiesel Glycerol from Waste Oils. In Encyclopedia. https://encyclopedia.pub/entry/23115
Decarpigny, Cédric, et al. "Purification of Biodiesel Glycerol from Waste Oils." Encyclopedia. Web. 19 May, 2022.
Copy Citation
To facilitate the glycerol purification, it is important to know the composition of glycerol from the biodiesel obtained from waste oils and how these oils and the type of biodiesel synthesis influence the glycerol composition. First, different glycerol impurities were studied based on the oil origin and the used catalysts. Thus, the glycerol impurities are detailed to show their influence on the glycerol or on its transformation in other products. Different glycerol characterization techniques were used to determine the purity level and properties of glycerol. The main interest of this part is to describe different methods to purify glycerol and to understand its composition and its utilization.
biodiesel
bioprocesses
waste oils
crude glycerol
purification
valorization
1. Purity of Glycerol and Influence of Its Impurities
The composition of crude glycerol will depend on the feedstock used for biodiesel production, as well as the type of catalysis applied in the conversion reaction. Four different compositions will be compared (Figure 1), according to the glycerol obtained from the enzymatic or basic transformation of virgin oil or waste oil. The values of the graphs are indicative; the glycerol composition may vary according to the oil composition and the applied reaction conditions. Acid catalysis is not presented here because it is very rarely used; moreover, the glycerol composition is close to enzymatic catalysis. By comparing enzymatic catalysis to basic catalysis [1], a higher degree of glycerol purity will be obtained using enzymes, because the free fatty acids will be transformed into biodiesel, whereas in the case of basic catalysis, they will be transformed into soap, which is found with the glycerol.
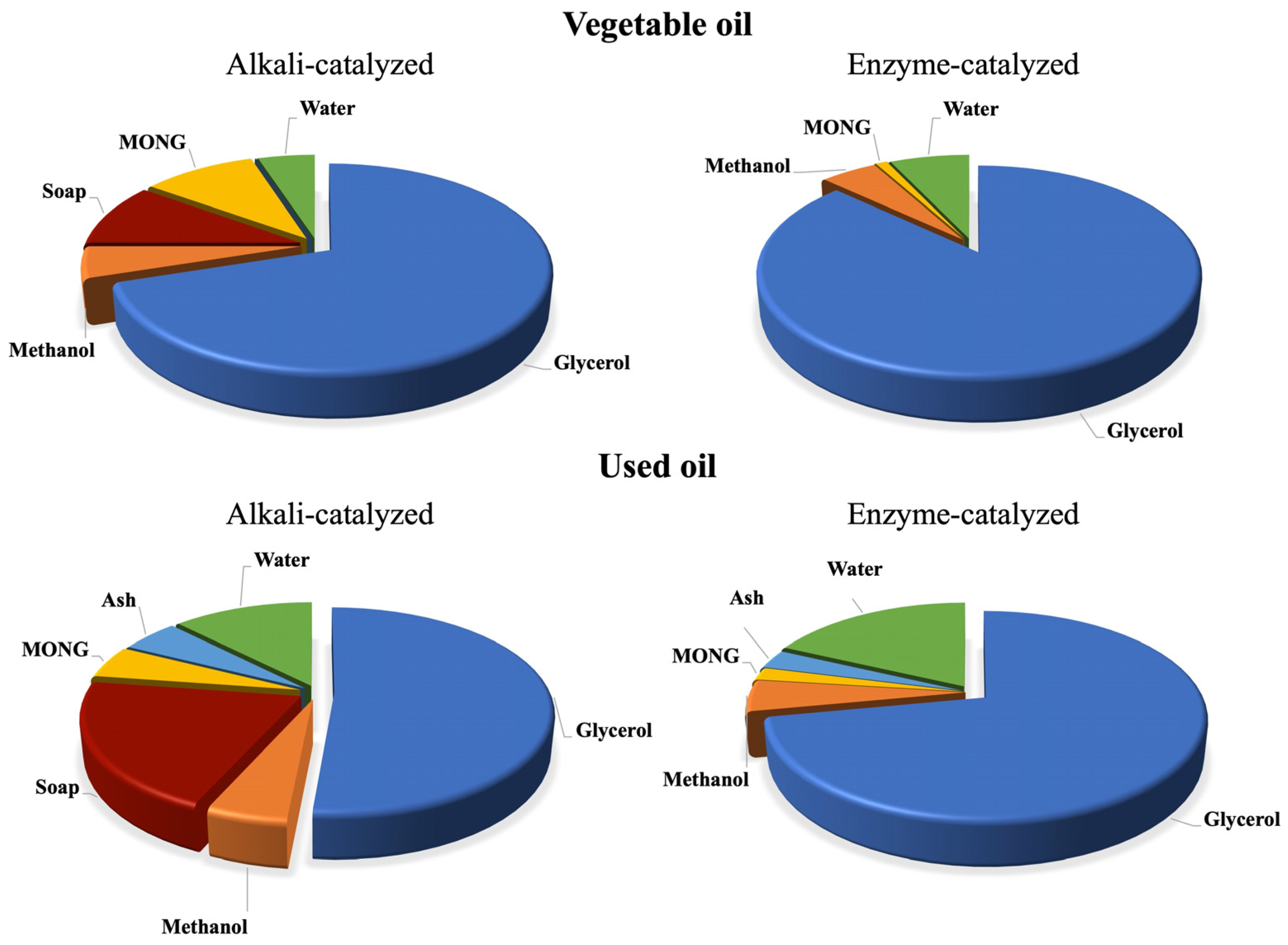
Figure 1. Composition of glycerol according to different feedstocks and different types of catalysis.
In addition, the recovery of enzyme catalyst is much easier in comparison with basic catalyst because a certain amount of basic catalyst could be found with glycerol. For the oil type, the waste oil will generate a higher number of impurities compared to edible vegetable oil. In fact, among the impurities, ashes from food cooking are included in the glycerol composition; these can be up to 2%. The amount of water also increases in the waste oil because of cooking. Finally, the number of free fatty acids may be increased in the waste oil due to the presence of water and high-temperature cooking. This increase leads to an increase in the soaps found with the glycerol in the presence of basic catalyst. On balance, enzymatic catalysis is more advantageous due to higher degree of glycerol purity, which makes its use, or even its purification, simpler and cheaper.
Some impurities present with glycerol may be problematic during glycerol conversion, while others may be beneficial. Focusing on the glycerol bioconversion, many research papers reported that the presence of methanol with glycerol has an inhibitory effect on some of the microorganisms used [2]. Depending on the aim of glycerol use, Sarma et al. [3] showed that methanol had a negative effect on hydrogen production or with the production of lipids, as exposed by Yang et al. [4]. Uprety et al. [5] observed that soap and fatty acid methyl esters had a positive effect by demonstrating the role of carbon source on the production of lipids from glycerol.
2. Glycerol Characterization Techniques
2.1. Properties of Glycerol
Most methods for characterizing glycerol are standardized [6], the physical properties of glycerol involve density measurement by ASTM D50002 [7] and viscosity measurement by ASTM D445-19a [8] (Figure 2). Crude glycerol derived from waste oil will have a density of about 1.0–1.1 g/cm3 [9] compared to 1.26 g/cm3 for commercial glycerol. The viscosity is about 270 cP for pure glycerol compared to about 50 cP for the glycerol obtained by Hunsom and Autthanit [10]. In fact, impurities such as fatty acids, solvent and water decrease density as well as viscosity. To measure the acidity, the ASTM D1093-98 [11] method is used, while the calorific value is measured by the ASTM D0240-19 [12]. The pH and color measurements are simply made using pH-metry and a UV/Vis spectrophotometer.
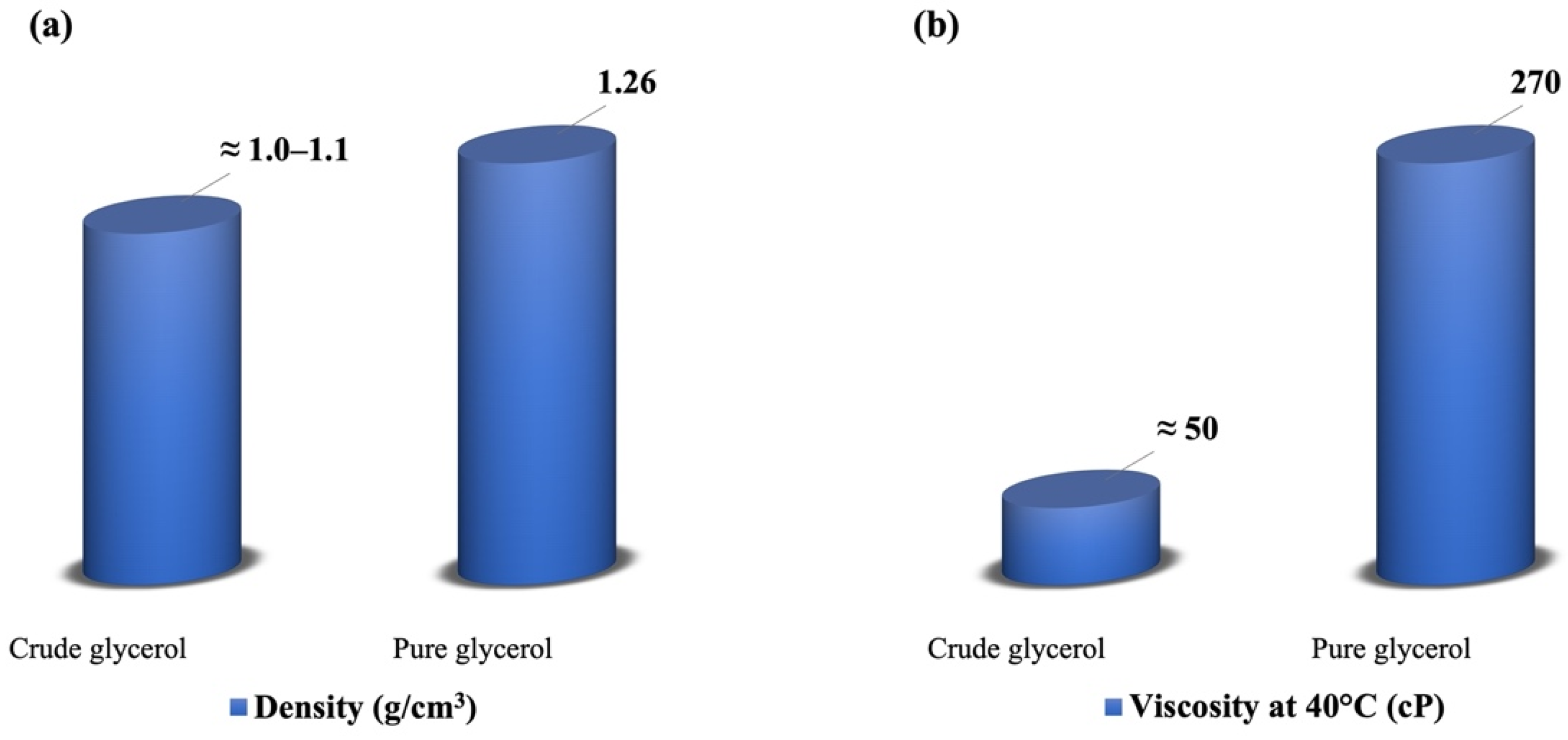
Figure 2. Density of crude glycerol compared to commercial glycerol (a). Viscosity of crude glycerol compared to commercial glycerol (b).
2.2. Purity of Glycerol
The measurement of glycerol purity is carried out by the Pharmacopeia standard method (USP 26), which also serves as a reference when glycerol is used in fields such as pharmacology or food. The glycerol purity must be greater than 99.7%. For technical grade, the glycerol purity must be higher than 98%. This is the most used glycerol for all applications except in pharmacology, personal care and food (Figure 3). Glycerol purity can also be measured using simple analytical techniques such as liquid or gas chromatography or NMR spectroscopy.
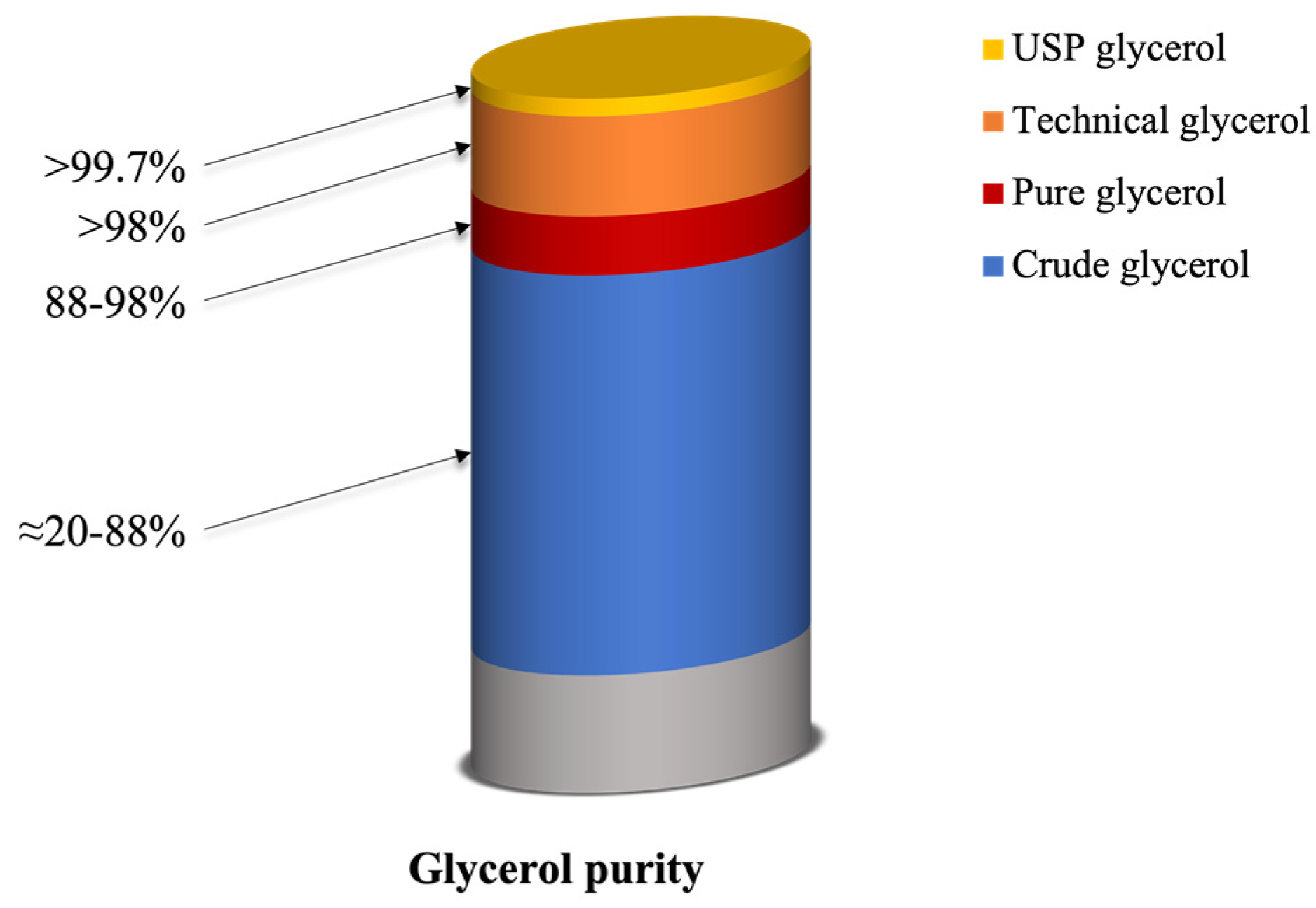
Figure 3. Qualifying label for glycerol according to its purity grade.
2.3. Impurities Measurement
Among the various impurities, characterization techniques are also standardized. Firstly, for the measurement of residual ashes that may be present during the cooking of the oil, the ASTM D0482-03 [13] method is used, mold is also part of the residue from waste oil, therefore the ASTM D4377-00e01 [14] method is used. The amount of solvent can be measured by chromatographic methods, while the amount of water is measured by Karl Fischer titration according to the ASTM D4017-02 [15] method. The amount of MONG (Non-Glycerol Organic Matter), which soaps often include, is measured by a simple Equation (1) [16].
MONG = 100 − (% Glycerol content + % ash content + % water content)
3. Glycerol Purification Methods
This section will present the glycerol purification techniques currently used. Figure 4 brings together these techniques and shows how these purification methods can be applied, and which paths are conductive. This diagram shows that these purification pathways usually involve a beginning, i.e., acidification, and an end, adsorption on activated charcoal. Although each of these techniques can be used independently, it can be seen that it is almost essential to begin and end with acidification and adsorption on activated carbon, respectively. The purification methods may also be applied or not and alone or in combination.
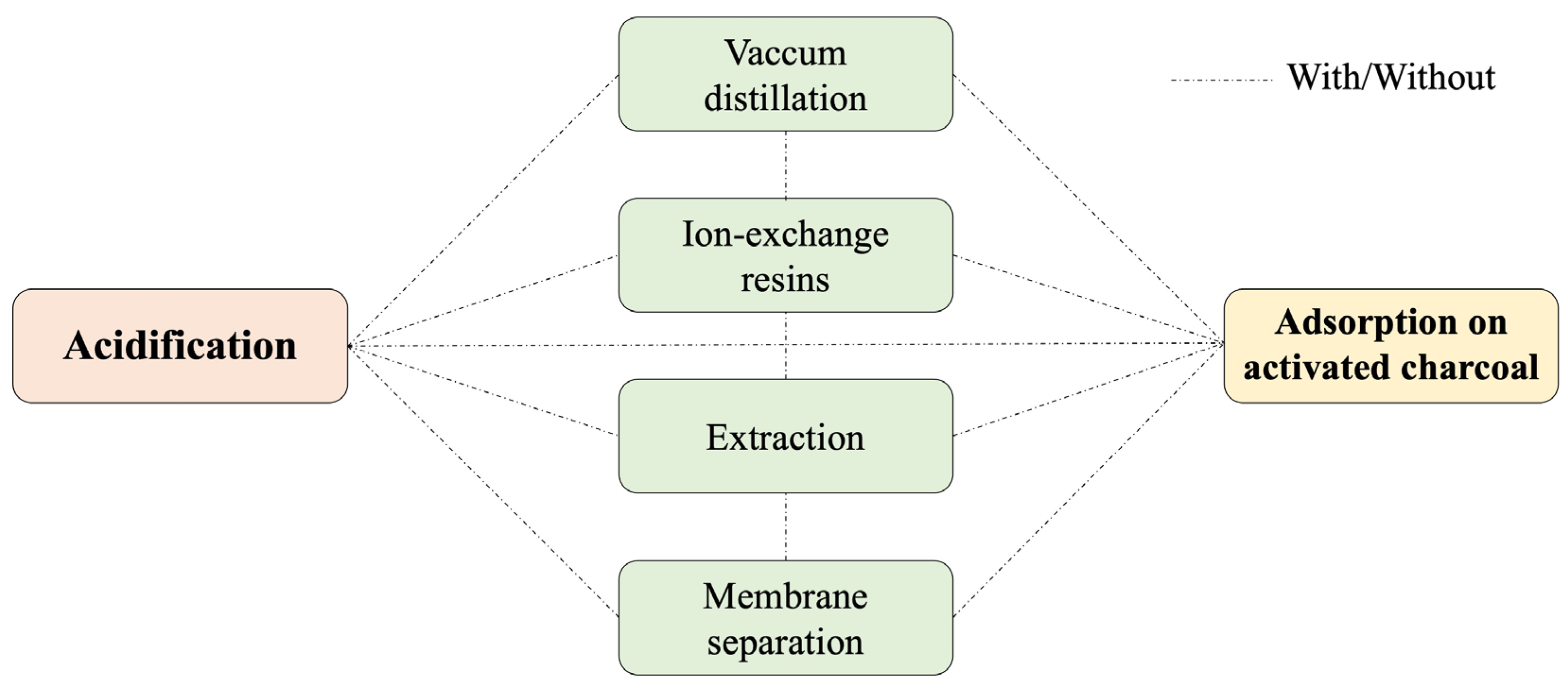
Figure 4. Glycerol purification methods and possible pathways between these methods.
3.1. Acidification/Neutralization
This purification method is the most used for crude glycerol. It is applied mainly for the pretreatment of glycerol and is often followed by a second purification method. The process involves catalyst removal (basic catalyst) and soap [17]. It is important to differentiate between acidification and neutralization, although both processes involve the use of a strong acid and lead to a very similar result. During acidification, the medium is brought to a pH of 1–2, separating the crude glycerol into three phases: the fatty acids at the top, the glycerol-rich phase at the middle and the organic salts at the bottom [18]. Neutralization, as its name suggests, is used to remove the basic catalyst involved in the transesterification of oils, bringing the pH close to neutrality, and obtaining two phases, the organic salts from the catalyst and the phase rich in glycerol and some free fatty acids when soaps are present, sometimes leading to the formation of three phases. Whatever the process, acidification or neutralization, the use of a strong acid is required. In a study by Hájek et al. [19], glycerol was derived from the biodiesel produced from virgin vegetable oil. This research aimed to compare three different acids: sulfuric acid, hydrochloric acid and phosphoric acid. The results showed that phosphoric acid had the better efficiency, leading to about 86% purity of glycerol, with an initial amount of glycerol between 50 and 60%. Thus, most studies have used phosphoric acid for this purification process. The low pH obtained after acidification requires neutralization with KOH or NaOH. This purification method is very effective but is still insufficient, so the further treatment of crude glycerol is necessary. It is possible to use this process alone; for this, the crude glycerol must have a high initial purity, as is the case in the research of Gil et al. [20]. In this research, the glycerol obtained via transesterification of rapeseed oil resulted in a high purity of 95.5% glycerol. For purification, after evaporation of methanol and water, leading to a purity of 96.4%, the neutralization step was performed by adding hydrochloric acid to remove the catalyst and the formed soap. Purification resulted in a final purity of 97.1%. The same process was applied in the study reported by Velázquez-Hernández et al. [21]; the virgin vegetable oils used for the synthesis of glycerol allowed high purity. Thus, the glycerol composition reached 95% after sulfuric acid treatment (pH = 2) followed by KOH neutralization of the glycerol-rich phase.
3.2. Vacuum Distillation
Distillation is the most explored method. For many years, it was used alone to remove methanol, leaving glycerol with other impurities such as ashes, non-glycerol organic matter (MONG), water and soap; hence, there is a need for pretreatment [6]. The distillation efficiency depends on the temperature between 120 and 126 °C and the pressure between 4.0.10-1 and 4.0.10-2 mbar. This technique has largely proven itself but is still sensitive to unwanted reactions such as polymerization, dehydration, or oxidation. Posada et al. [22] pretreated crude glycerol by neutralization step with hydrochloric acid, hence the initial composition of glycerol was 60.05%. The combination with distillation resulted in a purity of 98%. Evaporation steps for methanol and water were applied during the purification process. The work of Skrzyńska et al. [23] is based on four-step purification process: catalyst neutralization, methanol distillation, water evaporation and glycerol distillation, allowing a purity of 98.2% compared to an initial purity of 40.3%. Each step attests to its effectiveness in terms of the quantities obtained for each step (neutralization: 47.4%, methanol distillation: 58.2%, evaporation: 92.8%, distillation: 98.2%). The obtained purity depends on the initial composition of crude glycerol. Remón et al. [24] have chosen to neutralize glycerol with a purity of 63.17% with acetic acid for an optimum pH of 6. Once the second distillation stage was completed, a maximum purity of 85.25% was obtained. This research showed the influence of pH during the neutralization step for optimal purification, with pH values of 5, 6 and 7 being tested. Another work [25] reported glycerol synthesized through biodiesel production from waste frying oils. This research involved pretreatment during the purification process of glycerol, which has an initial purity of 15.4%. Thus, the crude glycerol was acidified by means of phosphoric acid to reach a pH of 2. In this case, two phases were obtained: the phase rich in free fatty acids above, and the glycerol-rich phase. The glycerol-rich phase with a pH of 2 was then neutralized with KOH. The second stage, distillation, resulted in a purity of 75.1%. Concretely, for glycerol with initial purity less than 50%, it becomes necessary to accumulate several purification processes.
3.3. Ion-Exchange Resins
More recently, the use of ion-exchange resins has shown great interest because, compared to the conventional distillation process, a better quality of purified glycerol up to a level of 99% is obtained thanks to this technique [26]. This process involves passing the crude glycerol through one or two chromatographic columns in which are placed either a cationic resin and anionic resin or a mixed resin (cationic and anionic). This process can be performed with or without pretreatment, as compared by Nasir et al. [27]. Firstly, a single column was loaded with a cationic resin, Amberlite IRN-78, with an anionic resin, Amberlite 200 C, silica beads were added to remove any mold that might be present. The pretreatment process includes the neutralization of glycerol by phosphoric acid followed by filtration. Subsequently, glycerol is placed in the chromatographic column, followed by methanol evaporation without pretreatment. The results showed a direct influence of glycerol composition depending on the type of reaction for biodiesel and the used source. Thus, both methods yielded a purity of up to 99.58%. Following a similar protocol, Isahak et al. [28] pretreated crude glycerol, with a purity of 77.4%, through a neutralization step involving phosphoric acid, followed by filtration, then the pretreated glycerol was purified by two resins, Amberlite IRN-78 and Amberlite 200C. A high purity of glycerol was obtained, reaching 99.4%. A disadvantage of using resins is that they need to be regenerated after use. In this research, Amberlite IRN-78 was regenerated by washing under a stream of dilute sodium hydroxide, while Amberlite 200C was regenerated from dilute sodium chloride. The work of Abdul Raman et al. [29] is based on the use of a highly cationic resin only, Amberlite 15, to purify glycerol preceded by phosphoric acidification pretreatment. The pretreatment purified glycerol from 35.60 to 77.42%, while the resin purified glycerol up to 98.20%. At present, the application of resins for glycerol purification is the most effective method, resulting in very high purity. Recently, Lopes et al. [30] developed a new glycerol pretreatment method based on the use of a cationic tannin with flocculation/coagulation capacity to reduce the amount of chloride and metals. This method therefore replaces the conventional pretreatment, acidification/neutralization. The authors used a glycerol synthesized from waste oils, the purity of which was determined to be 59.3%. This new pretreatment or pre-purification process significantly increased the purity to 77.3%. Subsequently, the application of cationic resin, Amberlite IRA120 Na, followed by anionic resin, Amberlite IRA410 Cl, increased the purity to 94.5%.
3.4. Adsorption on Activated Charcoal
Adsorption on activated charcoal is a simple method of purification. This process is mainly aimed at attenuating color and adsorbing small molecules such as lauric and myristic acids [31]. However, the use of activated charcoal alone remains insufficient to achieve high glycerol purity. Hunsom and Autthanit worked on the glycerol obtained from waste oils [10], initially pretreated with phosphoric acid to recover the glycerol-rich phase later neutralized by NaOH. This research was to purify glycerol with a sludge-derived activated charcoal prepared by activating different chemical agents such as H3PO4, K2CO3 and KOH. KOH-impregnated activated charcoal carbonized at 800 °C (KOH-800AC) resulted in a glycerol purity of 93.0%.
3.5. Extraction
Extraction is a physical process combined with a chemical process, acidification. As has been shown previously, acidification will provide two or three phases. The phase of free fatty acids can thus be eliminated by decantation or extraction [32]. The work of Kongjao et al. [33] is based on the combination of chemical and physical treatment of glycerol of waste oils (27–30% (w/w)), whereas in this case the extraction step was performed using a solvent on the glycerol-rich phase. Firstly, acidification by sulfuric acid resulted in three phases: the upper phase rich in free fatty acids, which was decanted, and the middle phase rich in glycerol in the medium. The lower phase was rich in organic salts. After neutralization with NaOH, the glycerol-rich phase was extracted with ethanol to encourage salt precipitation, followed by further filtration leading to an acceptable purity of 93.34%. Demaman Oro et al. [34] reported a study on the extraction of glycerol using different solvents (methanol, ethanol, chloroform and dichloromethane). This research showed that methanol was the most effective solvent for the extraction of organic phase with excellent quality and yield of salts. Xiao et al. [35] used two solvents in series for glycerol extraction. Initially, the saponification phenomenon was amplified by adding NaOH to reach a pH of 11, which was then acidified with hydrochloric acid to bring the pH down to 1, followed by extraction with petroleum ether and then extraction with anhydrous ethanol. These different purification stages are separated by stages of filtration and evaporation of impurities. The purity of obtained glycerol increased from 74.5% to 95.6%.
3.6. Membrane Separation
Membranes are used for processes such as reverse osmosis, ultrafiltration, microfiltration, gas separation, dialysis, pervaporation, electrolysis and electrodialysis [36]. Currently, they are widely used for water purification or gas or protein separation [37]. This separation process is already used for biodiesel purification. The use of membranes generates lower costs and lower energy consumption [38]. Nevertheless, the use of membranes has a big issue: their stability. This is mainly due to the addition of aggressive organic solvents. Thus, this is an interesting research topic to work on to improve the stability of membranes in particular on the chemical structure of membranes [39]. The general strategy to improve the structural stability of traditional polymer membranes is crosslinking. In the case of glycerol purification, membranes remove salts, fatty acids and triglycerides. A patent filed by EET Corporation [40] exposes glycerol purification technology combining electrodialysis and nanofiltration. The HEEPMTM (High Electro-Pressure Membrane) system can operate in batch, semi-batch or continuous flow. This technology designed for industry allows 99.9% salt removal. The obtained glycerol approaches USP-grade purity. Indok Nurul Hasyimah et al. [41] looked at the retention efficiency of polymeric membranes on a glycerol rich in triglycerides. The membranes used, polyether sulfone (PES) and polyvinylidene fluoride (PVDF), have a molecular weight cut-off (MWCO) of 25,000 and 30,000 Da, respectively. The effects of membrane surface chemistry, the solution-pH on the permeation flux and the ability to retain triglycerides were investigated. PVDF membranes were shown to provide higher permeation fluxes and lower triglyceride release rates (81%) than PES membranes (91%). In the same context, Mah et al. [42] studied the ability of ultrafiltration to remove palm oil and oleic acid present in glycerol solutions. A GE PVDF (GE Osmonics) membrane with a molecular-weight cut-off value of 30 kDa was used, and the effects of different concentrations of palm oil, oleic acid and blends of palm oil and oleic acid were investigated, as well as the effects of pH on membrane flow and discharge capacity. This work demonstrated that ultrafiltration was able to remove palm oil, oleic acid and blends of palm oil and oleic acid from glycerol solutions at 87.00, 98.59 and 95.60%, respectively. Another patent filed by Jeromin et al. [43] also offers membrane ultrafiltration to remove unreacted oils or fats from the hydrolysis reaction. The purification process takes place continuously during the hydrolysis reaction. Fats with a larger diameter of 100 μm are separated from the aqueous phase by a plate allowing phase separation and redirected to the hydrolysis process. Thus, the pre-purified aqueous phase passes through an ultrafiltration membrane and the concentrate returns to the inlet of the phase separation plate. Vadthya et al. [44] found a method for the glycerol purification by electrodialysis to separate the salts from the crude glycerol. Two ion exchange membranes, cationic (CMI-7000) and anionic (AMI-7001), were used in batch and this process revealed that electrodialysis could remove salts to a percentage greater than 95%. This research also showed that this process is economical, with an estimated membrane and energy cost of USD 0.09/m3. Kalafatakis et al. [45] used the direct osmosis process to recover glycerol water from the Aquaporin InsideTM direct osmosis system to achieve water flows of 10.5 L/m2/h. This approach allows the recovery of water without further purification and an increase in the glycerol concentration in solution. A second strategy is the use of hybrid membranes, which have shown an improvement in membrane performance. Combining the properties of organic and inorganic materials increased mechanical and thermal properties [46]. Hybrid materials could be mixtures of polymethyl methacrylate (PMMA)/SiO2 or cellulose/SiO2) [47]. For example, Shaari and Rahman [48] used a composite thin-film membrane combined with a hybrid membrane. The membranes consisted of polyvinyl alcohol, sulfone resin pellet, polyethylene glycol and tetraorthosilicate. They showed that the addition of glycerol as a membrane preparation additive improved the purification of crude glycerol, resulting in a NaCl rejection rate of 48.02%. Finally, another emerging technology in terms of membrane separation is the use of membrane distillation. Membrane distillation is a combination of fluid stream and thermally conductive membrane, which allows the vapors to pass through a hydrophobic membrane [49]. Shirazi et al. [50] studied the effectiveness of membrane distillation in removing water from different glycerol solutions with different concentrations. They used hydrophobic microporous membrane based on polytetrafluoroethylene (PTFE). For each test carried out, a rejection rate higher than 99% was obtained. Pal et al. [51] used a hydrophobic polyvinylidene fluoride (PVDF) membrane and achieved a glycerol rejection rate of 99.9%. One of the major problems with membranes is membrane fouling [52], which can be defined as “a process resulting in loss of membrane performance due to the deposition of suspended or dissolved substances on its external surfaces, at the pore opening, or within the pores”. To solve this problem, membrane cleaning using chemicals such as nitric acid, hydrochloric acid or hydrogen peroxide can be applied; however, this comes at additional cost and with accelerated deterioration of the membranes. This creates complications for industrial application.
3.7. Multi-Step Methods
The use of several successive processes may be applied where a very high purity of glycerol is sought, or where the initial purity of glycerol is low and requires more extensive processing, in particular for glycerol obtained from the transesterification of waste oils. A list of different studies using multi-step purification is presented in Table 1. As shown in Figure 4, most methods apply acidification and adsorption on activated charcoal to begin and finish the purification of glycerol. Manosak et al. [53] purified the glycerol with an initial purity of 36.7%, obtained by the biodiesel production from waste oils. Initially, the acidification step was performed using different acids at different pHs, as reported by Hájek et al. [19]. They found that phosphoric acid was the most effective at pH 2.5. In the second step, solvent extraction, three types of polar solvents were tested: methanol, ethanol and propanol. They concluded that propanol was the most suitable for extraction. The extraction efficiency depends on the polarity and solubility of the solvent. Hunsom et al. [54] showed that n-butanol was a better solvent than hexane because it is a polar solvent, and it has better solubility in water. These first two steps allowed to achieve a purity of 95.74%. Finally, to reduce the glycerol color, it was adsorbed on activated charcoal, which also showed that some fatty acids were removed during this step, resulting in a final purity of 96.2%. The process added between acidification and adsorption on activated charcoal evolves with time. Distillation used to be one of the most applied methods, but the use of this process decreases over time because it is expensive and energy-consuming. Recently, extraction and membrane filtration were revealed to be better methods. It is also important to consider multi-step methods for industrial scale, such as the study by Pitt et al. [55] which compared the conventional process on waste oil at laboratory and industrial scales. The purification process includes acidification with phosphoric acid, followed by distillation and adsorption on activated charcoal. At the laboratory level, the obtained glycerol had a purity of 51.88% to 78.72% after purification, while at the industrial level, the purity obtained was 29.99% to 60.6%. Glycerol obtained from the industrial process was found to be denser, and therefore had more impurities; mass losses were also higher, resulting in lower purity. The conclusion is that it is essential to think about a purification process suitable for the industrial scale.
Table 1. Purification of glycerol by multi-step methods according to different authors.
| Type of Oil | Purification Techniques | Glycerol (%) | Purified Glycerol (%) | Ref. |
|---|---|---|---|---|
| Waste oil |
|
36.7 | 96.2 | [53] |
| Waste oil |
|
29.8 | 99.0 | [54] |
| Waste oil (lab. scale) |
|
51.88 | 78.72 | [55] |
| Waste oil (ind. scale) |
|
29.99 | 60.6 | [55] |
| Waste oil |
|
40.6 | 96.08 | [56] |
| N.I. |
|
12.0 | 96 | [57] |
| Waste oil |
|
74.0 | 99.2 | [58] |
| Waste oil |
|
35.66 | 97.37 | [59] |
| N.I. |
|
40.0 | 97.5 | [60] |
| Virgin (hemp) oil |
|
51.38 | 93.89 | [61] |
| N.I. |
|
40.00 | 93.70 | [62] |
| Virgin (canola) oil |
|
N.I. | 98.1 | [63] |
| N.I. |
|
N.I. | N.I. | [64] |
N.I.—not indicated.
4. Possible Applications of Glycerol Purification Methods from Biodiesel Produced by Enzymatic Processes on Waste Oils
At present, there are no reports of a protocol for glycerol purification from waste oil or virgin oil using enzymatic catalysts. There are two possible explanations for this. The first possibility is that, glycerol obtained from enzymatic transesterification has a high degree of purity after separation from biodiesel. So, crude glycerol can be used in the state where the low impurity content does not influence the conversion of biodiesel. The second possibility is that the industries of biodiesel production apply basic catalysis, as reaction times are short, and the cost of biodiesel production is lower compared to enzyme catalysis. As a result, it is not common to obtain glycerol on an industrial scale from biodiesel produced by enzyme catalysis, and the purification protocols developed are based solely on glycerol from biodiesel produced by enzyme catalysis. However, it is acceptable to consider purification protocols and to understand the advantages of enzyme transesterification compared to basic catalysis. Firstly, as has been shown, the acidification—which is the purification method most used for the pretreatment of glycerol—involves the removal of the basic catalyst and the soaps present. However, in enzymatic way, the reaction does not result in the formation of soaps, and it is not necessary to remove the enzymatic catalyst. So, acidification is not an essential step to purify glycerol in the presence of enzyme catalysis. It is therefore highly possible to establish a single-step protocol with lower purification process cost, as outlined by R. Hobden [65]. In this case, glycerol purity can reach 80% by removing water and methanol using simple evaporation.
5. Bioconversion of Glycerol from Waste Oils to High Value-Added Products
Glycerol can be converted into high value-added products either chemically or biologically. Some products resulting from chemical reactions are shown in Figure 5 [66]. Other products such as succinic acid, citric acid, propionic acid, lactic acid or lipids can be produced from glycerol by biological tools as described by Vivek et al. [67]. In this case, the bioconversion of glycerol does not necessarily involve a purification step. However, the source used to produce biodiesel may influence the glycerol composition and how the conversion reaction will occur. For example, this section will focus on the bioconversion of glycerol from waste oils and the importance of impurities requiring purification and non-purification (Table 2).
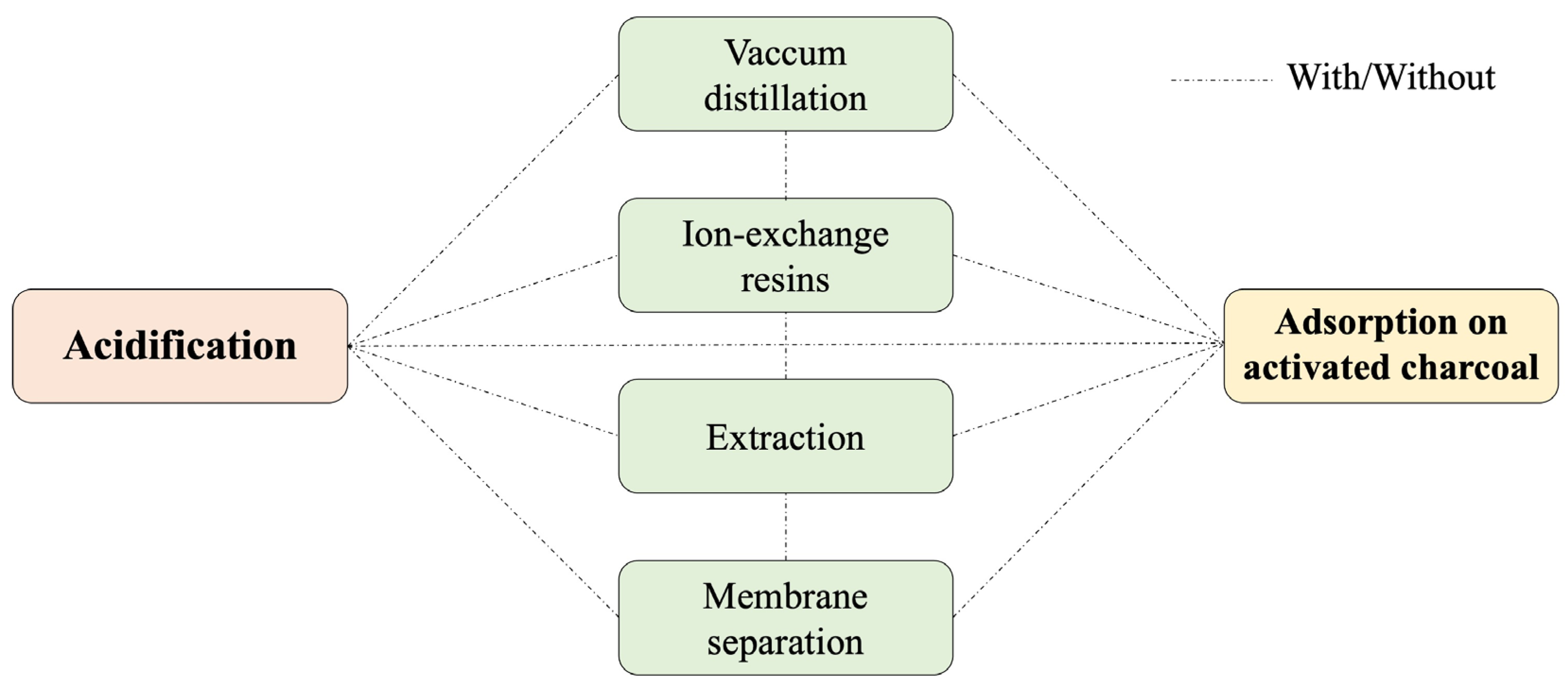
Figure 5. Reaction pathways for possible glycerol derivates. According to Monteiro et al. [66].
A study by Nuchdang et Phalakornkule [68] used glycerol to produce methane through anerobic co-digestion with pig manure. Since glycerol was highly contaminated with oils and fats and the acidification with sulfuric acid was necessary. This pretreatment resulted in a higher production of hydrogen sulfide produced during glucose digestion, so it is recommended that alternative techniques can be used to treat glycerol. Following the same principle, Siles López et al. [69] treated glycerol to neutralize the catalyst (KOH) with phosphoric acid followed by distillation to remove water and methanol from biodiesel production. The anerobic reclamation of glycerol with granular sludge successfully demonstrated 100% biodegradability. For Liu et al. [70], treatment of glycerol was not necessary due to its initial high purity of 83.41%, despite the use of waste cooking oil for biodiesel production. They therefore produced glycolipids from Ustilago maydis and showed an adverse effect of methanol above a level of 2%. Suzuki et al. [71] showed the effect of crude glycerol impurities on ethanol production by the bacterium Klebsiella variicola. They showed that the use of glycerol from biodiesel produced from waste cooking oil with a higher level of impurities improved the production of ethanol. They also showed that the optimum pH was 8–9, which is the pH of glycerol after transesterification of oil in alkaline medium. Thus, no purification process was necessary. Maru et al. [72] used microorganisms to produce hydrogen from glycerol that is unaffected by the impurities present in glycerol and thus avoids glycerol treatment. They then showed that the mixed culture of Escherichia coli and Enterobacter spH1 increased the fermentation effect on crude hydrogen glycerol. If a different microorganism, here from granular sludge, is used for hydrogen production, Rodrigues et al. [73][74] showed that the impurities in glycerol have an inhibitory effect on the biological process of hydrogen production. For example, the pretreatment with hydrochloric acid was performed to purify glycerol to be bio-converted to hydrogen. Yuwa-amornpitak et Chookietwatana [75] also concluded that the impurities present in glycerol, such as free fatty acids, had a positive effect on lactic-acid production, since free fatty acids play the role of nutrient in microbial growth. However, since glycerol is derived from waste cooking oils, a treatment to neutralize and remove some of the impurities was carried out. Since pH played an important role in the reaction, it was necessary to raise the pH of glycerol to seven by neutralizing it with hydrochloric acid. Thus, better production of lactic acid by fermentation via Rhizopus microsporus was achieved with crude glycerol compared to pure glycerol. Like Maru et al. [72], Wang et al. [76] applied Escherichia coli and Enterobacter spH1 mixed culture, which was not affected by glycerol impurities, to produce 1,3-propanediol and lactate. The fermentations were performed in batch system at 37 °C with continuous stirring at 200 rpm for 72h. Ma et al. [77] also produced 1,3-propanediol from glycerol with a purity of 69%, again from waste cooking oils. The microorganism used to produce 1,3-propanediol is Klebsiella pneumoniae. A very interesting point of this work is that the main impurities present in crude glycerol were studied to determine the impact on the production of 1,3-propanediol. In general, the impurities had no influence except for one fatty acid, linoleic acid, with a tendency to reduce cell growth. Chen et al. [78] found a method to maximize the productivity of glycerol obtained from biodiesel production. In addition, the simple purification of glycerol played a considerable role due to the large number of soaps contained in the glycerol from alkaline transesterification. Indeed, the acidification of glycerol, here by phosphoric acid, leads to the transformation of the soap into free fatty acids, which are then converted into biodiesel via the esterification process. The purified glycerol is bio-converted into lipids by the Trichosporon oleaginosus bacterium, which can then be converted into biodiesel by a conventional transesterification process. With an initial glycerol purity of 31.8% and soap concentration of 21.1%, 99.2% of these soaps were converted into free fatty acids and the glycerol purity after treatment was 54.96%. For other impurities in glycerol, such as esters, organic salts or methanol, the study by Xu et al. [79] showed that methanol could have an inhibitory effect, while other impurities showed a positive effect in lipid production. Additionally, for biodiesel production, Guerfali et al. [80] searched for a microorganism capable of converting glycerol without inhibition effect by impurities. For example, the yeast Candida viwanathii Y-E4 showed its potential for bioconversion of the glycerol into lipids and then into biodiesel. Contrary to Chen et al. [78], who treated crude glycerol with phosphoric acid, no treatment of glycerol has been carried out to transform soaps into free fatty acids. This depends on the glycerol composition. Here the percentage of soaps is 4.1%, so it is not profitable to add a step by acidifying the glycerol. More recently, Brage et al. [81] used crude glycerol as a carbon source to transform L-phenylamine to 2-phenylethanol using the strain Yarrowia lipolytica CH1/5. Crude glycerol had an initial purity of 82%, so no treatment was needed, and the remained impurities had no effect on this reaction because glycerol is not the substrate. Ripoll et al. [82] converted crude glycerol into serinol by immobilized Gluconobacter oxydans and a transaminase coupling together. The impurities in crude glycerol were not considered; the work was only based on the biocatalyst and how the immobilization allows reuse.
Table 2. Summary of studies on the conversion of glycerol according to its purity level.
| Glycerol (%) | Glycerol Treatment | Final Product | Process or Microorganism | Temperature (°C) | Time (h) | Yield | Ref. |
|---|---|---|---|---|---|---|---|
| N.I. |
|
Methane | Anerobic digestion | 25 | 2 | 54% | [68] |
| N.I. |
|
Methane | Anerobic digestion | 2 | 0.8 | 0.306 m3 CH4/kg | [69] |
| 83.41 |
|
Glycolipids | Ustilago maydis | 30 | 196.8 | 32.1 g/L | [70] |
| N.I. |
|
Ethanol | Klebsiella variicola | 25 | 24 | 9.8 g/L | [71] |
| 47.5 |
|
Hydrogen | E. coli/Enterobacter spH1 | 37 | 120 | 69.1 mM | [72] |
| 10.41 |
|
Hydrogen | Anerobic digestion | 37 | 19.1 | 2.2 mol H2 L−1 | [73][74] |
| N.I. |
|
Lactic acid | Rhizopus microsporus | 37 | 1.3 | 1.33 g/L | [75] |
| 49.30 |
|
1,3-propanediol / lactate | E. coli/Enterobacter spH1 | 37 | 1.3 | 27.77 g/L 1,3-PDO 14.68 g/L LA |
[76] |
| 69 |
|
1,3-propanediol | Klebsiella pneumoniae | 37 | 12 | 0.64 mol1,3-PDO/mol glycerol | [77] |
| 31.8 |
|
Biodiesel | Trichosporon oleaginosus | 28 | 72 | 5.24 g/L | [78] |
| 32.97 |
|
Triacylglycerols | Rhodosporidium toruloides | 30 | 160 | 13.4 g/L | [79] |
| 64.5 |
|
Biodiesel | Candida viwanathii Y-E4 | 30 | 166 | 13.6 g/L | [80] |
| 82 |
|
2-phenylethanol | Yarrowia lipolytica CH1/5 | 27 | 200 | 2.2 g/L | [81] |
| N.I. |
|
Serinol | Gluconobacter oxydans transaminase |
30 | 44 | 36 mM | [82] |
N.I.—Not indicated.
References
- Robles-Medina, A.; González-Moreno, P.A.; Esteban-Cerdán, L.; Molina-Grima, E. Biocatalysis: Towards ever greener biodiesel production. Biotechnol. Adv. 2009, 27, 398–408.
- Gao, Z.; Ma, Y.; Wang, Q.; Zhang, M.; Wang, J.; Liu, Y. Effect of crude glycerol impurities on lipid preparation by Rhodosporidium toruloides yeast 32489. Bioresour. Technol. 2016, 218, 373–379.
- Sarma, S.J.; Dhillon, G.S.; Brar, S.K.; Bihan, Y.L.; Buelna, G.; Verna, M. Investigation of the effect of different crude glycerol components on hydrogen production by Enterobacter aerogenes NRRL B-407. Renew. Energy 2013, 60, 566–571.
- Yang, X.; Jin, G.; Gong, Z.; Shen, H.; Bai, F.; Zhao, Z.K. Recycling biodiesel-derived glycerol by the oleaginous yeast Rhodosporidium toruloides Y4 through the two-stage lipid production process. Biochem. Eng. J. 2014, 91, 86–91.
- Uprety, B.K.; Samavi, M.; Rakshit, S.K. Contribution of specific impurities in crude glycerol towards improved lipid production by Rhodosporidium toruloides ATCC 10788. Bioresour. Technol. Rep. 2018, 3, 27–34.
- Isahak, W.N.R.W.; Ramli, Z.A.C.; Ismail, M.; Jahim, J.M.; Yarmo, M.A. Recovery and purification of crude glycerol from vegetable oil transesterification. Sep. Purif. Rev. 2015, 44, 250–267.
- ASTM D5002-19; Standard Test Method for Density, Relative Density, and API Gravity of Crude Oils by Digital Density Analyzer. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D445-19a; Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity). ASTM International: West Conshohocken, PA, USA, 2019. Available online: www.astm.org (accessed on 16 June 2020).
- Harabi, M.; Bouguerra, S.N.; Marrakchi, F.; Chrysikou, L.P.; Bezergianni, S.; Bouaziz, M. Biodiesel and crude glycerol from waste frying oil: Production, characterization and evaluation of biodiesel oxidative stability with diesel blends. Sustainability 2019, 11, 1937.
- Hunsom, M.; Autthanit, C. Adsorptive purification of crude glycerol by sewage sludge-derived activated carbon prepared by chemical activation with H3PO4, K2CO3 and KOH. Chem. Eng. J. 2013, 229, 334–343.
- ASTM D1093-98; Standard Test Method for Acidity of Hydrocarbon Liquids and Their Distillation Residues. ASTM International: West Conshohocken, PA, USA, 1998.
- ASTM D240-19; Standard Test Method for Heat of Combustion of Liquid Hydrocarbon Fuels by Bomb Calorimeter. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D482-03; Standard Test Method for Ash from Petroleum Products. ASTM International: West Conshohocken, PA, USA, 2003.
- ASTM D4377-00e1; Standard Test Method for Water in Crude Oils by Potentiometric Karl Fischer Titration. ASTM International: West Conshohocken, PA, USA, 2000.
- ASTM D4017-02(2015); Standard Test Method for Water in Paints and Paint Materials by Karl Fischer Method. ASTM International: West Conshohocken, PA, USA, 2015.
- Cocks, L.V.; Devine, J.; Gibbs, F.B. Determination of MONG in place of organic residue for glycerine analysis. Analyst 1970, 95, 278–283.
- Ardi, M.S.; Aroua, M.K.; Hashim, N.A. Progress, prospect and challenges in glycerol purification process: A review. Renew. Sustain. Energy Rev. 2015, 42, 1164–1173.
- Kumar, L.R.; Yellapu, S.K.; Tyagi, R.D.; Zhang, X. A review on variation in crude glycerol composition, bio-valorization of crude and purified glycerol as carbon source for lipid production. Bioresour. Technol. 2019, 293, 1221555.
- Hájek, M.; Skopal, F. Treatment of glycerol phase formed by biodiesel. Bioresour. Technol. 2010, 101, 3242–3245.
- Gil, S.; Marchena, M.; Fernández, C.M.; Sánchez-Silva, L.; Romero, A.; Valverde, J.L. Catalytic oxidation of crude glycerol using catalysts based on Au supported on carbonaceous materials. Appl. Catal. A Gen. 2013, 450, 189–203.
- Velázquez-Hernández, I.; Zamudio, E.; Rodríguez-Valadez, F.J.; García-Gómez, N.A.; Álvarez-Contreras, L.; Guerra-Balcázar, M.; Arjona, N. Electrochemical valorization of crude glycerol in alkaline medium energy conversion using Pd, Au and PdAu nanomaterials. Fuel 2020, 262, 116556.
- Posada, J.A.; Naranjo, J.M.; López, J.A.; Higuita, J.C.; Cardona, C.A. Design and analysis of poly-3-hydroxybutyrate processes from crude glycerol. Process Biochem. 2011, 46, 310–317.
- Skrzyńska, E.; Wondolowska-Grabowska, A.; Capron, M.; Dumeignil, F. Crude glycerol as a raw material for the liquid phase oxidation reaction. Appl. Catal. A Gen. 2014, 482, 245–257.
- Remón, J.; Jarauta-Córdoba, C.; García, L.; Arauzo, J. Analysis and optimization of H2 production from crude glycerol by steam reforming using a novel two step process. Fuel Process. Technol. 2016, 145, 130–147.
- Valerio, O.; Horvath, T.; Pond, C.; Misra, M.; Mohanty, A. Improved utilization of crude glycerol from biodiesel industries: Synthesis and characterization of sustainable biobased polyesters. Ind. Crops Prod. 2015, 78, 141–147.
- Luo, X.; Ge, X.; Cui, S.; Li, Y. Value-added processing of crude glycerol into chemicals and polymers. Bioresour. Technol. 2016, 215, 144–154.
- Nasir, N.F.; Mirus, M.F.; Ismail, M. Purification of crude glycerol from transesterification reaction of palm oil using direct method and multistep method. IOP Conf. Ser. Mater. Sci. Eng. 2017, 243, 012015.
- Isahak, W.N.R.W.; Jahim, J.M.; Ismail, M.; Nasir, N.F.; Ba-Abbad, M.M.; Yarmo, M.A. Purification of crude glycerol from industrial waste: Experimental and simulation studies. J. Eng. Sci. Technol. 2016, 11, 1056–1072.
- Abdul Raman, A.A.; Tan, H.W.; Buthiyappan, A. Two-step purification of glycerol as a value added by product from the biodiesel production process. Front. Chem. 2019, 7, 774–782.
- Lopes, A.P.; Souza, P.R.; Bonafé, E.G.; Visentainer, J.V.; Martins, A.F.; Canesin, E.A. Purified glycerol is produced from the frying oil transesterification by combining a pre-purification strategy performed with condensed tannin polymer derivative followed by ionic exchange. Fuel Process. Technol. 2019, 187, 73–83.
- Rodrigues, A.; Bordado, J.C.; dos Santos, R.G. Upgrading the glycerol from biodiesel production as source of energy carriers and chemicals-A technological review for three chemical pathways. Energies 2017, 10, 1817.
- Tan, H.W.; Abdul Aziz, A.R.; Aroua, M.K. Glycerol production and its application as a raw material: A review. Renew. Sustain. Energy Rev. 2013, 27, 118–127.
- Kongjao, S.; Damronglerd, S.; Hunsom, M. Purification of crude glycerol derived from waste used-oil methyl ester plant. Korean J. Chem. Eng. 2010, 27, 944–949.
- Demaman Oro, C.E.; Bonato, M.; Oliveira, J.V.; Tres, M.V.; Mignoni, M.L.; Dallago, R.M. A new approach for salts removal from crude glycerin coming from industrial biodiesel production unit. J. Environ. Chem. Eng. 2019, 7, 102883.
- Xiao, Y.; Xiao, G.; Varma, A. A universal procedure for crude glycerol purification from different feedstocks in biodiesel production: Experimental and simulation study. Ind. Eng. Res. 2013, 52, 14291–14296.
- Strathmann, H. Membrane separation processes: Current relevance and future opportunities. AIChE J. 2001, 47, 1077–1087.
- Gomes, M.C.S.; Pereirra, N.C.; de Barros, S.T.D. Separation of biodiesel and glycerol using ceramic membranes. J. Membr. Sci. 2010, 352, 271–276.
- Sdrula, N. A study using classical or membrane separation in the biodiesel process. Desalination 2010, 250, 1070–1072.
- Liang, B.; He, X.; Hou, J.; Li, L.; Tang, Z. Membrane separation in organic liquid: Technologies, achievements, and opportunities. Adv. Mater. 2018, 1806090.
- 2007 EET Corp., Web Information; HEEPMTM Technology: Harriman, TN, USA, 2007.
- Indok Nurul Hasyimah, M.A.; Mohammad, A.W.; Markom, M. Influence of triglycerides on fouling of glycerol-Water with ultrafiltration membranes. Ind. Eng. Chem. Res. 2011, 50, 7520–7526.
- Mah, S.K.; Leo, C.P.; Wu, T.Y.; Chai, S.P. A feasibility investigation on ultrafiltration of palm oil and oleic acid removal from glycerin solutions: Flux decline, fouling pattern, rejection and membrane characterizations. J. Membr. Sci. 2012, 389, 245–256.
- Jeromin, L.; Johannisbauer, W.; Blum, S.; Sedelies, R.; Moormann, H.; Holforth, B.; Plachenka, J. Process for the Purification of Crude Glycerol Water. U.S. Patent 5,527,974 A, 18 June 1996.
- Vadthya, P.; Kumari, A.; Sumana, C.; Sridhar, S. Electrodialysis aided desalination of crude glycerol in the production of biodiesel from oil feed stock. Desalination 2015, 362, 133–140.
- Kalafatakis, S.; Braekevelt, S.; Carlsen, V.; Lange, L.; Skiadas, I.V.; Gavala, H.N. On a novel strategy for water recovery and recirculation in biorefineries through application of forward osmosis membranes. Chem. Eng. J. 2017, 311, 209–216.
- Zulfikar, M.A.; Mohammad, A.W.; Hilal, N. Preparation and characterization of novel porous PMMA-SiO2 hybrid membranes. Desalination 2006, 192, 262–270.
- Xie, K.; Yu, Y.; Shi, Y. Synthesis and characterization of cellulose/silica hybrid materials with chemical crosslinking. Carbohydr. Polym. 2009, 78, 799–805.
- Shaari, N.Z.K.; Rahman, N.A. Performance of Thin Film Composite in the Purification of Crude Glycerol; IEEE Business Engineering and Industrial Applications Colloquium (BEIAC): Langkawi, Malaysia, 2013.
- Siyal, M.I.; Lee, C.K.; Park, C.; Khan, A.A.; Kim, J.O. A review of membrane development in membrane distillation for emulsified industrial or shale gas wastewater treatments with feed containing hybrid impurities. J. Environ. Manag. 2019, 243, 45–66.
- Shirazi, M.M.A.; Kargari, A.; Tabatabaei, M.; Ismail, A.F.; Matsuura, T. Concentration of glycerol wastewater using sweeping gas membrane distillation. Chem. Eng. Process. Process Intensif. 2014, 78, 58–66.
- Pal, P.; Chaurasia, S.P.; Upadhyaya, S.; Agarwal, M.; Sridhar, S. Glycerol purification using membrane technology. In Membrane Processes; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2018; pp. 431–463.
- Yalcinkaya, F.; Boyraz, E.; Maryska, J.; Kucerova, K. A review on membrane technology and chemical surface modification for the oily wastewater treatment. Materials 2020, 13, 493.
- Manosak, R.; Limpattayanate, S.; Hunsom, M. Sequential-refining of crude glycerol derived from waste used-oil methyl ester plant via a combined process of chemical and adsorption. Fuel Process. Technol. 2011, 92, 92–99.
- Hunsom, M.; Saila, P.; Chaiyakam, P.; Kositnan, W. Comparison and combination of solvent extraction and adsorption for crude glycerol enrichment. Int. J. Renew. Energy Res. 2013, 3, 364–371.
- Pitt, F.D.; Domingos, A.M.; Chivanga Barros, A.A. Purification of residual glycerol recovered from biodiesel production. S. Afr. J. Chem. Eng. 2019, 29, 42–51.
- Javani, A.; Hasheminejad, M.; Tahvildari, K.; Tabatabaei, M. High quality potassium phosphate production through step-by-step glycerol purification: A strategy to economize biodiesel production. Bioresour. Technol. 2012, 104, 788–790.
- Nanda, M.R.; Yuan, Z.; Qin, W.; Poirier, M.A.; Chunbao, X. Purification of crude glycerol using acidification: Effects of acid types and product characterization. Austin J. Chem. Eng. 2014, 1, 7–13.
- Contreras-Andrade, I.; Avella-Moreno, E.; Sierra-Cantor, J.F.; Guerrero-Fajardo, C.A.; Sodré, J.R. Purification of glycerol from biodiesel production by sequential extraction monitored by 1H NMR. Fuel Process. Technol. 2015, 132, 99–104.
- Muniru, O.S.; Ezeanyanaso, C.S.; Fagbemigun, T.K.; Akubueze, E.U.; Oyewole, A.O.; Okunola, O.J.; Asieba, G.; Shifatu, A.O.; Igwe, C.C.; Elemo, G.N. Valorization of biodiesel production: Focus on crude glycerine refining/purification. J. Sci. Res. Rep. 2016, 11, 1–8.
- Dhabhai, R.; Ahmadifeijani, E.; Dalai, A.K.; Reaney, M. Purification of crude glycerol using a sequential physico-chemical treatment, membrane filtration, and activated charcoal adsorption. Sep. Purif. Technol. 2016, 168, 101–106.
- Sadhukhan, S.; Sarkar, U. Production of purified glycerol using sequential desalination and extraction of crude glycerol obtained during trans-esterification of Crotalaria juncea oil. Energy Convers. Manag. 2016, 118, 450–458.
- Chol, C.G.; Dhabhai, R.; Dalai, A.K.; Reaney, M. Purification of crude glycerol derived from biodiesel production process: Experimental studies and techno-economic analyses. Fuel Process. Technol. 2018, 178, 78–87.
- Sidhu, M.S.; Roy, M.M.; Wang, W. Glycerine emulsions of diesel-biodiesel blends and their performance and emissions in a diesel engine. Appl. Energy 2018, 230, 148–159.
- de Farias, B.S.; Vidal, É.M.; Ribeiro, N.T.; da Silveiro, N., Jr.; da Silva Vaz, B.; Kuntzler, S.G.; de Morais, M.G.; Cadaval, T.R.S., Jr.; de Almeida Pinto, L.A. Electrospun chitosan/poly(ethylene oxide) nanofibers applied for the removal of impurities from biodiesel production by biosorption. J. Mol. Liq. 2018, 268, 365–370.
- Hobden, R. Commercializing enzymatic biodiesel production. Biodiesel Mag. 2014, 11, 34–37.
- Monteiro, M.R.; Kugelmeier, C.L.; Pinheiro, R.S.; Batalha, M.O.; da Silva César, A. Glycerol from biodiesel production: Technological paths for sustainability. Renew. Sustain. Energy Rev. 2018, 88, 109–122.
- Vivek, N.; Sindhu, R.; Madhavan, A.; Anju, A.J.; Castro, E.; Faraco, V.; Pandey, A.; Binod, P. Recent advances in the production of value added chemicals and lipids utilizing biodiesel industry generated crude glycerol as a substrate–Metabolic aspects, challenges and possibilities: A overview. Bioresour. Technol. 2017, 239, 507–517.
- Nuchdang, S.; Phalakornkule, C. Anaerobic digestion of glycerol and co-digestion of glycerol and pig manure. J. Environ. Manag. 2012, 101, 164–172.
- Siles López, J.Á.; de los Ángeles Martín Santos, M.; Chica Pérez, A.F.; Martín, A.M. Anaerobic digestion of glycerol derived from biodiesel manufacturing. Bioresour. Technol. 2009, 100, 5609–5615.
- Liu, Y.; Koh, C.M.J.; Ji, L. Bioconversion of crude glycerol to glycolipids in Ustilago maydis. Bioresour. Technol. 2011, 102, 3927–3933.
- Suzuki, T.; Nishikawa, C.; Seta, K.; Shigeno, T.; Nakajima-Kambe, T. Ethanol production from glycerol-containing biodiesel waste by Klebsiella variicola shows maximum productivity under alkaline conditions. New Biotechnol. 2014, 31, 246–253.
- Maru, B.T.; López, F.; Kengen, S.W.M.; Constantí, M.; Medina, F. Dark fermentative hydrogen and ethanol production from biodiesel waste glycerol using a co-culture of Escherichia coli and Enterobacter sp. Fuel 2016, 186, 375–384.
- Rodrigues, C.V.; Santana, K.O.; Nespeca, M.G.; de Oliveira, J.E.; Maintinguer, S.I. Crude glycerol by transesterification process from used cooking oils: Characterization and potentialities on hydrogen bioproduction. Int. J. Hydrogen Energy 2016, 41, 14641–14651.
- Rodrigues, C.V.; Nespeca, M.G.; Sakamoto, I.K.; de Oliveira, J.E.; Amâncio Varesche, M.B.; Maintinguer, S.I. Bioconversion of crude glycerol from waste cooking oils into hydrogen by sub-tropical mixed and pure cultures. Int. J. Hydrogen Energy 2019, 44, 144–154.
- Yuwa-amornpitak, T.; Chookietwatana, K. Bioconversion of waste cooking oil glycerol from cabbage extract to lactic acid by Rhizopus microsporus. Braz. J. Microbiol. 2018, 49, 178–184.
- Wang, X.L.; Zhou, J.J.; Sun, Y.Q.; Xiu, Z.L. Bioconversion of raw glycerol from waste cooking-oil-based biodiesel production to 1,3-propanediol and lactate by a microbial consortium. Front. Bioeng. Biotechnol. 2019, 7, 14.
- Ma, J.; Jiang, H.; Hector, S.B.; Xiao, Z.; Li, J.; Liu, R.; Li, C.; Zeng, B.; Liu, G.-Q.; Zhu, Y. Adaptability of Klebsiella pneumoniae 2e, a newly isolated 1,3-propanediol-producing strain, to crude glycerol as revealed by genomic profiling. Appl. Environ. Microbiol. 2019, 85, e00254-19.
- Chen, J.; Yan, S.; Zhang, X.; Tyagi, R.D.; Surampalli, R.Y.; Valéro, J.R. Chemical and biological conversion of crude glycerol derived from waste cooking oil to biodiesel. Waste Manag. 2018, 71, 164–175.
- Xu, J.; Zhao, X.; Wang, W.; Du, W.; Liu, D. Microbial conversion of biodiesel byproduct glycerol to triacylglycerols by oleaginous yeast Rhodosporidium toruloides and the individual effect of some impurities on lipid production. Biochem. Eng. J. 2012, 65, 30–36.
- Guerfali, M.; Ayadi, I.; Sassi, H.E.; Belhassen, A.; Gargouri, A.; Belghith, H. Biodiesel-derived crude glycerol as alternative feedstock for single cell oil production by the oleaginous yeast Candida viwanathii Y-E4. Ind. Crops Prod. 2020, 145, 112103.
- Braga, A.; Freitas, B.; Cordeiro, A.; Belo, I. Valorization of crude glycerol as carbon source for the bioconversion of L-phenylamine to 2-penylethanol by Yarrowia species. J. Chem. Technol. Biotechnol. 2021, 96, 2940–2949.
- Ripoll, M.; Velasco-Lozano, S.; Jackson, E.; Diamanti, E.; Betancor, L.; López-Gallego, F. One-pot biotransformation of glycerol into serinol catalyzed by biocatalytic composites made of whole cells and immobilised enzymes. Green Chem. 2021, 23, 1140–1146.
- Dobson, R.; Gray, V.; Rumbold, K. Microbial utilization of crude glycerol for the production of value-added products. J. Ind. Microbiol. Biotechnol. 2012, 39, 217–226.
More
Information
Subjects:
Green & Sustainable Science & Technology
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
5.1K
Revisions:
3 times
(View History)
Update Date:
20 May 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No