 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Tao Yang | + 1152 word(s) | 1152 | 2020-09-24 06:17:52 | | | |
| 2 | Catherine Yang | -307 word(s) | 845 | 2020-10-23 09:00:32 | | | | |
| 3 | Catherine Yang | + 4 word(s) | 849 | 2020-11-09 08:34:37 | | |
Video Upload Options
Nowadays, polyester fibrous materials are becoming one of the most important alternatives for controlling reverberation time by absorbing unwanted sound energy in the automobile and construction fields. The polyester nonwoven structure used in noise reduction is normally in the form of panel.
1. Introduction
It has been demonstrated that polyester fibrous material is a good alternative to conventional sound absorbing material [1]. In textile industry, polyester fiber assemblies are in the form of woven, knitted and nonwoven structures. The woven structure fibrous material is made by using two or more sets of yarn interlaced to each other. Woven structure is generally more durable in comparison with knitted and nonwoven structures. However, woven structure is not widely used in noise treatment at low frequency range due to its relatively small thickness. The sound absorption of polyester woven structure determined by impedance tube and reverberant field method has been reported [2]. The single layer woven structure with a small thickness (i.e., 2.16–2.41 mm) exhibits poor sound absorption at low frequency range. Knitted structures are made of interlocking loops by using one or more yarns. Spacer fabrics, a special type of knitted structure, attracted great attention for sound absorption because of their thick structure possibility and designable appearances [3][4].
Unlike woven and knitted structures, nonwoven structure fibrous material has more advantages as a sound absorbing material, such as high porosity, economical price, light weight, recyclability, good elasticity and a large thickness range. Thus, nonwoven structure is more widely used for different noise reduction requirements. Nonwoven structure is produced in three stages: web formation, web bonding and finishing. Drylaid (i.e., carded, airlaid), wet-laid, spunmelt are the main technologies for web formation. Web bonding can be achieved through mechanical, thermal and chemical methods. The finishing aims to improve the outward appearance and the quality of the fibrous structure. Finishing methods are various according to different required specific properties. Nonwovens have an important role in sound absorption within the automotive, construction and a variety of industrial uses [5]. Nonwoven structure and its combination with other materials (such as woven structure, polyurethane foam, polypropylene foam, etc.) are used in seating area, headliners, side panels, carpets, trunks, bonnet liners for interior vehicle noise control [6]. Nonwoven structure material coupled with a hard wall can significantly reduce noise transmission and reduce the reverberation by improving the sound absorption [7][8].
2. Influence and application
The polyester nonwoven structure used in noise reduction is normally in the form of panel. The acoustic properties of polyester nonwoven panels have been well studied [9][10][11]. Kino et al. investigated the effect of various cross-sectional shapes polyester nonwoven structure on the acoustic and non-acoustic properties [10]. They concluded that cross-sectional shape has a slight effect on sound absorption, while there is a significant effect on the airflow resistivity, the thermal and viscous characteristic lengths. The accuracy of several prediction models for polyester materials was investigated by Garai and Pompoli, they recommended a new model to predict the acoustic characteristics of polyester fibrous materials [12].
The polyester fibrous panels are composed of 45 wt.% staple polyester, 30 wt.% hollow polyester and 25 wt.% bicomponent polyester. Low-melting polyester fiber consists of the sheath part of bicomponent fiber which is used to thermally bond the fiber structure. The cross-sectional images of three types of polyester fibers are shown in Figure 1. A microscope was used to measure fiber diameter, and fifty fibers were measured for each type of fiber to obtain an accurate average value. The mean diameters of the staple, hollow and bicomponent fibers are 13.19, 24.45 and 17.94 µm, respectively [12].
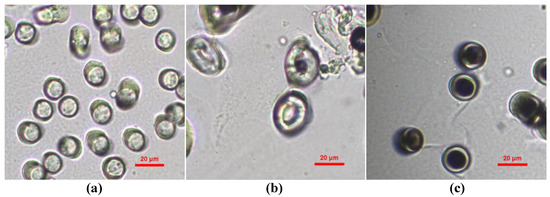
Figure 1. Cross-sectional images of fibers. (a) Staple fiber; (b) hollow fiber; (c) bicomponent fiber.
Polyester fibrous panel samples were produced by perpendicular laying technology which consists of carded and thermal bonding procedures. The carded web, consisting of a proportion of bicomponent polyester fibers in the blend, is fed onto the conveyor belt. The reciprocating forming comb and pressure bar are two main working elements used to create vertical folds. The forming comb strokes the lower part of the carded web and pushes the carded web to form a vertical fold. The reciprocating pressure bar moves the folded web along with the wire guide and the conveyor belt to the batt layer. With the movement of the pressure bar, the needles placed on the pressure bar penetrate the folded web and strengthens the folds, which improves the vertical orientation of the fibers in the nonwoven structure. The web is subsequently stabilized by melting the bonding fibers present in the fiber blend when it passes through the through-air bonding chamber. Thereafter, the nonwoven fabric is cooled. Panel thickness is controllable by setting the distance between the grid and conveyor as well as the dimension of the pressure bar. Panel density is adjusted via the velocity of the conveyor belt. By selecting proper fiber blend and adjusting the lapping device, various end products providing high absorption and insulation performance to meet a variety of applications could be achieved [13][14]. An example of a polyester fibrous panel is illustrated in Figure 2.
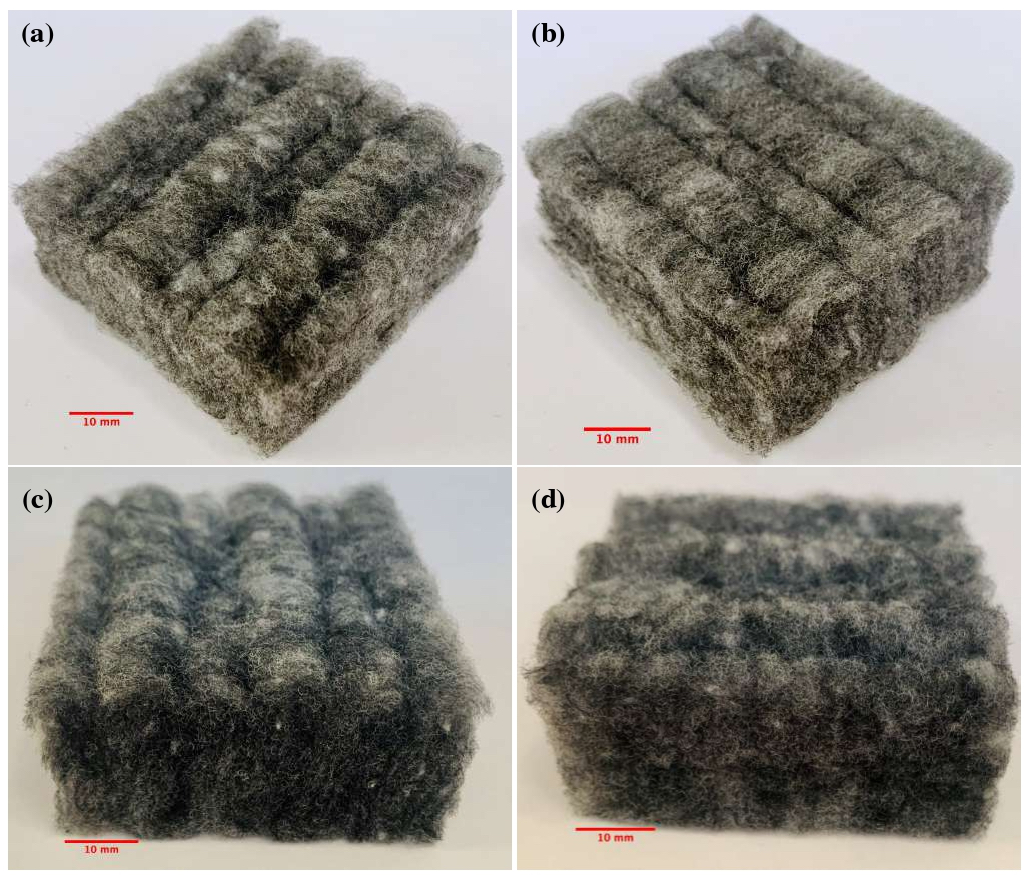
Figure 2. Example of manufactured polyester fibrous panel. Images are taken from different directions: (a, b) top view, and (c, d) side view.
References
- Narang, P.P. Material parameter selection in polyester fibre insulation for sound transmission and absorption. Acoust. 1995, 45, 335–358.
- Kang, Y.A.; Lee, E.N.; Lee, K.C.; Choi, S.M.; Shin, E.J. Acoustic properties of sound-absorbing polyester fabrics woven with thick staple and thin draw textured yarn for use in interior decoration. Text. Inst. 2019, 110, 202–210.
- Liu, Y.; Hu, H. Sound Absorption Behavior of Knitted Spacer Fabrics, Res. J. 2010, 80, 1949–1957.
- Arumugam, V.; Mishra, R.; Militky, J.; Novak, J. Thermo-acoustic behaviour of 3D knitted spacer fabrics. Fibers Polym. 2015, 16, 2467–2476.
- Çelikel, D.C.; Babaarslan, O. Acoustic Insulation Behavior of Composite Nonwoven. In Engineered Fabrics; IntechOpen: London, UK, 2019.
- Arenas, J.P. Applications of Acoustic Textiles in Automotive/Transportation. In Acoustic Textiles;
- Setunge, S.; Gamage, N. Application of acoustic materials in civil Engineering. In Acoustic Textiles; Springer: Singapore, 2016; 165–183.
- Patnaik, A.; Mvubu, M.; Muniyasamy, S.; Botha, A.; Anandjiwala, R.D. Thermal and sound insulation materials from waste wool and recycled polyester fibers and their biodegradation studies. Energy Build. 2015, 92, 161–169.
- Yang, T.; Saati, F.; Horoshenkov, K.V.; Xiong, X.; Yang, K.; Mishra, R.; Marburg, S.; Militký, J. Study on the sound absorption behavior of multi-component polyester nonwovens: Experimental and numerical methods. Res. J. 2019, 89, 3342–3361.
- Kino, N.; Ueno, T. Evaluation of acoustical and non-acoustical properties of sound absorbing materials made of polyester fibres of various cross-sectional shapes. Acoust. 2008, 69, 575–582.
- Shoshani, Y.; Yakubov, Y. Numerical assessment of maximal absorption coefficients for nonwoven fiberwebs. Acoust. 2000, 59, 77–87.
- Garai, M.; Pompoli, F. A simple empirical model of polyester fibre materials for acoustical applications. Acoust. 2005, 66, 1383–1398.
- Yang, T.; Ferina, S.; Groby, J-P. ; Xiong, X.; Petrů, M.; Mishra, R.; Militký, J.; Marburg, S. Characterization on Polyester Fibrous Panels and Their Homogeneity Assessment. Polymers. 2020, 1–13.
- Xiong, X.; Venkataraman, M.; Jašíková, D.; Yang, T.; Mishra, R.; Militký, J.; Petrů, M. An Experimental Evaluation of Convective Heat Transfer in Multi-Layered Fibrous Materials Composed by Different Middle Layer Structures. J. Ind. Text., 2019. DOI: 10.1177/1528083719878845.

