 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Farihahusnah Hussin | + 4485 word(s) | 4485 | 2021-12-21 04:56:08 |
Video Upload Options
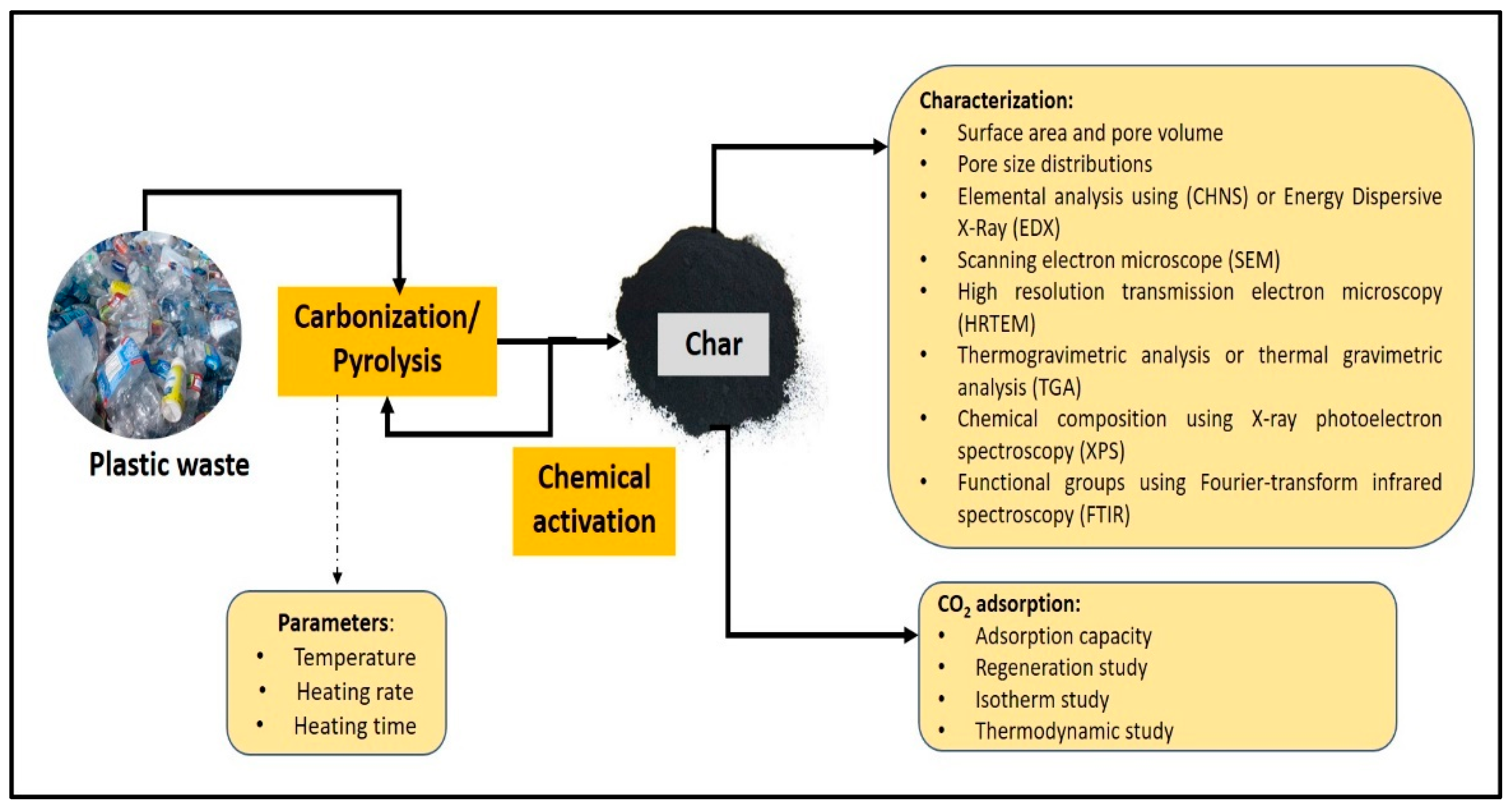
Plastic waste generation has increased dramatically every day. Indiscriminate disposal of plastic wastes can lead to several negative impacts on the environment, such as a significant increase in greenhouse gas emissions and water pollution. Products from the pyrolysis process encompassing of liquid, gas, and solid residues (char) can be turned into beneficial products, as the liquid product can be used as a commercial fuel and char can function as an excellent adsorbent. The char produced from plastic wastes could be modified to enhance carbon dioxide (CO2) adsorption performance.
1. Introduction
|
Month |
Global CO2 Concentration (Year, 2020) |
Global CO2 Concentration (Year, 2021) |
|---|---|---|
|
January |
412.43 |
414.77 |
|
February |
412.95 |
415.27 |
|
March |
413.44 |
415.60 |
|
April |
413.86 |
415.92 |
|
May |
413.81 |
416.11 |
|
June |
412.88 |
415.35 |
|
July |
411.17 |
416.96 |
|
August |
409.73 |
414.77 |
|
September |
410.00 |
413.30 |
|
October |
411.66 |
413.93 |
|
November |
413.25 |
414.26 |
2. Overview of Plastic
3. Method for Management and Reducing Plastic Waste
3.1. Conversion of Plastic Waste into a Carbon-Based Material
3.2. Pyrolysis of Plastic Waste
|
Type of Plastic |
Reactor |
Pyrolysis Temperature (°C) |
Catalyst |
Crude Oil(wt%) |
Solid Residue (wt%) |
Gas (wt%) |
Reference |
|---|---|---|---|---|---|---|---|
|
PE |
Parr mini bench top |
500 |
None |
93 |
0 |
7 |
|
|
PP |
95 |
5 |
5 |
||||
|
PS |
71 |
27 |
2 |
||||
|
PET |
15 |
53 |
32 |
||||
|
Mixed |
90 |
5 |
5 |
||||
|
PE |
Activated carbon bed |
515–795 |
None |
88–96 |
5.5 |
2 |
|
|
LDPE |
Fixed-bed tubular flow reactor |
425 |
HZSM-5 SiO2-Al2O3 |
||||
|
HDPE |
Continuous reactor |
520 |
HZSM-5 |
||||
|
PET |
Fixed bed |
500 |
- |
23.1 |
0 |
76.9 |
[51] |
3.3. Modification of Plastic Wastes for CO2 Capture
3.4. CO2 Adsorption Performance
|
Type of Plastic |
Activating Agent |
Characterization |
Surface Area, m2/g |
CO2 Adsorption Capacity, mmol/ g |
Optimum Operating Condition |
References |
|---|---|---|---|---|---|---|
|
Polyethylene terephthalate (PET) |
KOH |
CHN, FTIR, XRD, SEM, HRTEM, BET and XPS techniques |
1690 |
1.31 |
Temperature, 30 °C and 12.5% CO2 concentration |
[19] |
|
PET |
KOH or NaOH |
XRD, SEM, HRTEM, BET and XPS techniques |
1812 |
4.42 |
Temperature, 25 °C |
[18] |
|
PET |
KOH |
BET, XPS, FTIR, and EDX analysis |
1690 |
1.35 |
Temperature, 30 °C and 12.5% CO2 concentration |
[81] |
|
PET |
KOH |
BET, XPS, SEM, HRTEM, TPD and CHN analysis |
1690 |
2.31 |
Temperature, 30 °C and 12.5% CO2 concentration |
[82] |
|
WEPS (waste expanded polystyrene) |
- |
BET, XPS, SEM, HRTEM, TPD and CHN analysis |
777 |
2.52 |
Temperature, 30 °C |
[83] |
|
PET |
KOH |
BET, XPS, SEM, HRTEM, FTIR analysis |
1165 |
4.58 |
Temperature, 25 °C |
[78] |
|
PET |
KOH |
BET, XPS, HRTEM, FTIR analysis |
- |
1.25 |
Temperature, 25 °C |
[75] |
References
- IEA. After Steep Drop in Early 2020, Global Carbon Dioxide Emissions Have Rebounded Strongly. 2021. Available online: https://www.iea.org/news/after-steep-drop-in-early-2020-global-carbon-dioxide-emissions-have-rebounded-strongly (accessed on 1 August 2021).
- Daily CO2. Available online: https://www.co2.earth/daily-co2 (accessed on 12 October 2021).
- NOAA. Trends in Atmospheric Carbon Dioxide. Global Monitoring Laboratory Earth System Research Laboratories. National Oceanic & Atmospheric Administration (NOAA Research). 2021. Available online: https://gml.noaa.gov/ccgg/trends/ (accessed on 6 November 2021).
- Lisbona, P.; Bailera, M.; Peña, B.; Romeo, L.M. Chapter 22—Integration of CO2 capture and conversion. In Advances in Carbon Capture; Rahimpour, M.R., Farsi, M., Makarem, M.A., Eds.; Woodhead Publishing: Sawston, UK, 2020; pp. 503–522.
- Leung, D.Y.C.; Caramanna, G.; Maroto-Valer, M.M. An overview of current status of carbon dioxide capture and storage technologies. Renew. Sustain. Energy Rev. 2014, 39, 426–443.
- Dissanayake, P.D.; You, S.; Igalavithana, A.D.; Xia, Y.; Bhatnagar, A.; Gupta, S.; Kua, H.W.; Kim, S.; Kwon, J.H.; Tsang, D.C.W.; et al. Biochar-based adsorbents for carbon dioxide capture: A critical review. Renew. Sustain. Energy Rev. 2020, 119, 109582.
- Mallesh, D.; Anbarasan, J.; Mahesh Kumar, P.; Upendar, K.; Chandrashekar, P.; Rao, B.V.S.K.; Lingaiah, N. Synthesis, characterization of carbon adsorbents derived from waste biomass and its application to CO2 capture. Appl. Surf. Sci. 2020, 530, 147226.
- Qasem, N.A.A.; Ben-Mansour, R. Adsorption breakthrough and cycling stability of carbon dioxide separation from CO2/N2/H2O mixture under ambient conditions using 13X and Mg-MOF-74. Appl. Energy 2018, 230, 1093–1107.
- Davarpanah, E.; Armandi, M.; Hernández, S.; Fino, D.; Arletti, R.; Bensaid, S.; Piumetti, M. CO2 capture on natural zeolite clinoptilolite: Effect of temperature and role of the adsorption sites. J. Environ. Manag. 2020, 275, 111229.
- Xu, C.; Yu, G.; Yuan, J.; Strømme, M.; Hedin, N. Microporous organic polymers as CO2 adsorbents: Advances and challenges. Mater. Today Adv. 2020, 6, 100052.
- Zhao, P.; Yin, Y.; Cheng, W.; Xu, X.; Yang, D.; Yuan, W. Development of facile synthesized mesoporous carbon composite adsorbent for efficient CO2 capture. J. CO2 Util. 2021, 50, 101612.
- Chen, C.; Bhattacharjee, S. Trimodal nanoporous silica as a support for amine-based CO2 adsorbents: Improvement in adsorption capacity and kinetics. Appl. Surf. Sci. 2017, 396, 1515–1519.
- Rahimi, K.; Riahi, S.; Abbasi, M.; Fakhroueian, Z. Modification of multi-walled carbon nanotubes by 1,3-diaminopropane to increase CO2 adsorption capacity. J. Environ. Manag. 2019, 242, 81–89.
- Kamran, U.; Park, S.J. Chemically modified carbonaceous adsorbents for enhanced CO2 capture: A review. J. Clean. Prod. 2021, 290, 125776.
- Petrovic, B.; Gorbounov, M.; Masoudi Soltani, S. Influence of surface modification on selective CO2 adsorption: A technical review on mechanisms and methods. Microporous Mesoporous Mater. 2021, 312, 110751.
- Machado, N.C.F.; de Jesus, L.A.M.; Pinto, P.S.; de Paula, F.G.F.; Alves, M.O.; Mendes, K.H.A.; Mambrini, R.V.; Barrreda, D.; Rocha, V.; Santamaría, R.; et al. Waste-polystyrene foams-derived magnetic carbon material for adsorption and redox supercapacitor applications. J. Clean. Prod. 2021, 313, 127903.
- Ilyas, M.; Ahmad, W.; Khan, H. Utilization of activated carbon derived from waste plastic for decontamination of polycyclic aromatic hydrocarbons laden wastewater. Water Sci. Technol. 2021, 84, 609–631.
- Yuan, X.; Lee, J.G.; Yun, H.; Deng, S.; Kim, Y.J.; Lee, J.E.; Kwak, S.K.; Lee, K.B. Solving two environmental issues simultaneously: Waste polyethylene terephthalate plastic bottle-derived microporous carbons for capturing CO2. Chem. Eng. J. 2020, 397, 125350.
- Kaur, B.; Gupta, R.K.; Bhunia, H. Chemically activated nanoporous carbon adsorbents from waste plastic for CO2 capture: Breakthrough adsorption study. Microporous Mesoporous Mater. 2019, 282, 146–158.
- Minakshi, M.; Meyrick, D.; Appadoo, D. Maricite (NaMn1/3Ni1/3Co1/3PO4)/activated carbon: Hybrid capacitor. Energy Fuels 2013, 27, 3516–3522.
- Sajjadi, B.; Chen, W.Y.; Egiebor, N.O. A comprehensive review on physical activation of biochar for energy and environmental applications. Rev. Chem. Eng. 2019, 35, 735–776.
- Wickramaarachchi, W.A.M.K.P.; Minakshi, M.; Gao, X.; Dabare, R.; Wong, K.W. Hierarchical porous carbon from mango seed husk for electro-chemical energy storage. Chem. Eng. J. Adv. 2021, 8, 100158.
- Shrivastava, A. 7—Environmental aspects of plastics. In Introduction to Plastics Engineering; Shrivastava, A., Ed.; William Andrew Publishing: Burlington, MA, USA, 2018; pp. 207–232.
- Shrivastava, A. 3—Plastic properties and testing. In Introduction to Plastics Engineering; Shrivastava, A., Ed.; William Andrew Publishing: Burlington, MA, USA, 2018; pp. 49–110.
- Flores-Tlacuahuac, A.; Saldívar-Guerra, E.; Guerrero-Santos, R. Dynamic modelling, nonlinear parameter fitting and sensitivity analysis of a living free-radical polymerization reactor. In Computer Aided Chemical Engineering; Asprey, S.P., Macchietto, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2003; pp. 21–39.
- Evode, N.; Qamar, S.A.; Bilal, M.; Barceló, D.; Iqbal, H.M.N. Plastic waste and its management strategies for environmental sustainability. Case Stud. Chem. Environ. Eng. 2021, 4, 100142.
- Tuladhar, R.; Yin, S. 21—Sustainability of using recycled plastic fiber in concrete. In Use of Recycled Plastics in Eco-efficient Concrete; Pacheco-Torgal, F., Khatib, J., Colangelo, F., Tuladhar, R., Eds.; Woodhead Publishing: Burlington, MA, USA, 2019; pp. 441–460.
- UN. Our Planet Is Drowning in Plastic Pollution, UN Environment. 2018. Available online: https://www.unep.org/interactive/beat-plastic-pollution/ (accessed on 1 September 2021).
- Szaky, T. Outsmart Waste: The Modern Idea of Garbage and How to Think Our Way Out of It; Berrett-Koehler Publishers: Oakland, CA, USA, 2014; p. 168.
- Thiounn, T.; Smith, R.C. Advances and approaches for chemical recycling of plastic waste. J. Polym. Sci. 2020, 58, 1347–1364.
- Williams, P.T.; Slaney, E. Analysis of products from the pyrolysis and liquefaction of single plastics and waste plastic mixtures. Resour. Conserv. Recycl. 2007, 51, 754–769.
- Ellen MacArthur Foundation. The New Plastics Economy, Rethinking the Future of Plastics. Available online: http://www3.weforum.org/docs/WEF_The_New_Plastics_Economy.pdf (accessed on 1 September 2021).
- Kosior, E.; Crescenzi, I. Chapter 16—Solutions to the plastic waste problem on land and in the oceans. In Plastic Waste and Recycling; Letcher, T.M., Ed.; Academic Press: Cambridge, MA, USA, 2020; pp. 415–446.
- Asmuni, S.; Hussin, N.B.; Khalili, J.M.; Zain, Z.M. Public participation and effectiveness of the no plastic bag day program in Malaysia. Procedia Soc. Behav. Sci. 2015, 168, 328–340.
- Merrington, A. 9—Recycling of Plastics. In Applied Plastics Engineering Handbook, 2nd ed.; Kutz, M., Ed.; William Andrew Publishing: Burlington, MA, USA, 2017; pp. 167–189.
- Bernardo, C.A.; Simões, C.L.; Pinto, L.M.C. Environmental and economic life cycle analysis of plastic waste management options: A review. AIP Conf. Proc. 2016, 1779, 140001.
- Khoo, H.H. LCA of plastic waste recovery into recycled materials, energy and fuels in Singapore. Resour. Conserv. Recycl. 2019, 145, 67–77.
- Barbara, U.O.C.-S. Plastic’s Carbon Footprint: Researchers Conduct First Global Assessment of the Life Cycle Greenhouse Gas Emissions from Plastics; ScienceDaily: Rockville, MD, USA, 2019.
- Jayaraman, K.; Haron, H.; Sung, G.B.; Lin, S.K. Consumer reflections on the usage of plastic bags to parcel hot edible items: An empirical study in Malaysia. J. Clean. Prod. 2011, 19, 1527–1535.
- Bujak, J.W. Thermal utilization (treatment) of plastic waste. Energy 2015, 90, 1468–1477.
- Quesada, L.; Calero, M.; Martín-Lara, M.A.; Pérez, A.; Blázquez, G. Characterization of fuel produced by pyrolysis of plastic film obtained of municipal solid waste. Energy 2019, 186, 115874.
- Scalenghe, R. Resource or waste? A perspective of plastics degradation in soil with a focus on end-of-life options. Heliyon 2018, 4, e00941.
- Thahir, R.; Altway, A.; Susianto, S.R.J. Production of liquid fuel from plastic waste using integrated pyrolysis method with refinery distillation bubble cap plate column. Energy Rep. 2019, 5, 70–77.
- Abdel-Shafy, H.I.; Mansour, M.S.M. Solid waste issue: Sources, composition, disposal, recycling, and valorization. Egypt. J. Pet. 2018, 27, 1275–1290.
- Hannah, R.; Max, R. Plastic Pollution. 2018. Available online: https://ourworldindata.org/plastic-pollution (accessed on 10 September 2021).
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. The valorization of plastic solid waste (PSW) by primary to quaternary routes: From re-use to energy and chemicals. Prog. Energy Combust. Sci. 2010, 36, 103–129.
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B: Eng. 2017, 115, 409–422.
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643.
- Awasthi, A.; Shivashankar, M.; Majumder, S. Plastic solid waste utilization technologies: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2017, 263, 022024.
- Tulashie, S.K.; Boadu, E.K.; Kotoka, F.; Mensah, D. Plastic wastes to pavement blocks: A significant alternative way to reducing plastic wastes generation and accumulation in Ghana. Constr. Build. Mater. 2020, 241, 118044.
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic waste. Energy Convers. Manag. 2016, 115, 308–326.
- Abnisa, F.; Wan Daud, W.M.A. A review on co-pyrolysis of biomass: An optional technique to obtain a high-grade pyrolysis oil. Energy Convers. Manag. 2014, 87, 71–85.
- Dillikannan, D.; Gopal, R.B.K.; Poures, M.; Sethuramasamyraja, B. Utilization of waste plastic oil in diesel engines: A review. Rev. Environ. Sci. Bio/Technol. 2019, 18, 681–697.
- Budsaereechai, S.; Hunt, A.; Ngernyen, Y. Catalytic pyrolysis of plastic waste for the production of liquid fuels for engines. RSC Adv. 2019, 9, 5844–5857.
- Liu, J.; Chen, X.; Jiang, Z.; Wen, X.; Mijowska, E.; Tang, T. Converting real-world mixed waste plastics into porous carbon nanosheets with excellent performance in the adsorption of an organic dye from wastewater. J. Mater. Chem. A: Mater. Energy Sustain. 2015, 3, 341–351.
- Mishra, R.K.; Maria, H.J.; Joseph, K.; Thomas, S. 1—Basic structural and properties relationship of recyclable microfibrillar composite materials from immiscible plastics blends: An introduction. In Micro and Nano Fibrillar Composites (MFCs and NFCs) from Polymer Blends; Mishra, R.K., Thomas, S., Kalarikkal, N., Eds.; Woodhead Publishing: Burlington, MA, USA, 2017; pp. 1–25.
- Parra, J.B.; Ania, C.O.; Arenillas, A.; Rubiera, F.; Pis, J.J. High value carbon materials from PET recycling. Appl. Surf. Sci. 2004, 238, 304–308.
- Wankasi, D.; Dikio, E.D. Polyvinyl chloride waste as an adsorbent for the sorption of from aqueous solution. J. Chem. 2014, 2014, 817527.
- Zhang, H.; Pap, S.; Taggart, M.A.; Boyd, K.G.; James, N.A.; Gibb, S.W. A review of the potential utilisation of plastic waste as adsorbent for removal of hazardous priority contaminants from aqueous environments. Environ. Pollut. 2020, 258, 113698.
- Yuliusman, Y.; Nasruddin, N.; Sanal, A.; Bernama, A.; Haris, F.; Ramadhan, I.T. Preparation of activated carbon from waste plastics polyethylene terephthalate as adsorbent in natural gas storage. IOP Conf. Ser. Mater. Sci. Eng. 2017, 176, 012055.
- Utetiwabo, W.; Yang, L.; Tufail, M.K.; Zhou, L.; Chen, R.; Lian, Y.; Yang, W. Electrode materials derived from plastic wastes and other industrial wastes for supercapacitors. Chin. Chem. Lett. 2020, 31, 1474–1489.
- Gong, J.; Michalkiewicz, B.; Chen, X.; Mijowska, E.; Liu, J.; Jiang, Z.; Wen, X.; Tang, T. Sustainable conversion of mixed plastics into porous carbon nanosheets with high performances in uptake of carbon dioxide and storage of hydrogen. ACS Sustain. Chem. Eng. 2014, 2, 2837–2844.
- Singh, T.S.; Verma, T.N.; Singh, H.N. A lab scale waste to energy conversion study for pyrolysis of plastic with and without catalyst: Engine emissions testing study. Fuel 2020, 277, 118176.
- Roberts, K.G.; Gloy, B.A.; Joseph, S.; Scott, N.R.; Lehmann, J. Life cycle assessment of biochar systems: Estimating the energetic, economic, and climate change potential. Environ. Sci. Technol. 2010, 44, 827–833.
- Scott, D.S.; Czernik, S.R.; Piskorz, J.; Radlein, D.S.A.G. Fast pyrolysis of plastic waste. Energy Fuels 1990, 4, 407–411.
- Miskolczi, N.; Angyal, A.; Bartha, L.; Valkai, I. Fuels by pyrolysis of waste plastics from agricultural and packaging sectors in a pilot scale reactor. Fuel Process. Technol. 2009, 90, 1032–1040.
- Fakhrhoseini, S.; Dastanian, M. Predicting pyrolysis products of PE, PP, and PET using NRTL activity coefficient model. J. Chem. 2013, 2013, 487676.
- Caldwell, S.J.; Al-Duri, B.; Sun, N.; Sun, C.G.; Snape, C.E.; Li, K.; Wood, J. Carbon dioxide separation from nitrogen/hydrogen mixtures over activated carbon beads: Adsorption isotherms and breakthrough studies. Energy Fuels 2015, 29, 3796–3807.
- Aishwarya, K.N.; Sindhu, N. Microwave assisted pyrolysis of plastic waste. Procedia Technol. 2016, 25, 990–997.
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198.
- Lehmann, J.; Gaunt, J.; Rondon, M. Bio-char sequestration in terrestrial ecosystems—A review. Mitig. Adapt. Strateg. Glob. Chang. 2006, 11, 403–427.
- Yang, J.; Yue, L.; Hu, X.; Wang, L.; Zhao, Y.; Lin, Y.; Sun, Y.; DaCosta, H.; Guo, L. Efficient CO2 capture by porous carbons derived from coconut shell. Energy Fuels 2017, 31, 4287–4293.
- Kunwar, B.; Cheng, H.N.; Chandrashekaran, S.R.; Sharma, B.K. Plastics to fuel: A review. Renew. Sustain. Energy Rev. 2016, 54, 421–428.
- Uemichi, Y.; Nakamura, J.; Itoh, T.; Sugioka, M.; Garforth, A.A.; Dwyer, J. Conversion of Polyethylene into Gasoline-Range Fuels by Two-Stage Catalytic Degradation using silica−alumina and HZSM-5 zeolite. Ind. Eng. Chem. Res. 1999, 38, 385–390.
- Arenillas, A.; Rubiera, F.; Parra, J.B.; Ania, C.O.; Pis, J.J. Surface modification of low-cost carbons for their application in the environmental protection. Appl. Surf. Sci. 2005, 252, 619–624.
- Adibfar, M.; Kaghazchi, T.; Asasian, N.; Soleimani, M. Conversion of Poly (Ethylene Terephthalate) waste into activated carbon: Chemical activation and characterization. Chem. Eng. Technol. 2014, 37, 979–986.
- Moura, P.A.S.; Vilarrasa-Garcia, E.; Maia, D.A.S.; Bastos-Neto, M.; Ania, C.O.; Parra, J.B.; Azevedo, D.S.C. Assessing the potential of nanoporous carbon adsorbents from polyethylene terephthalate (PET) to separate CO2 from flue gas. Adsorption 2018, 24, 279–291.
- Parra, J.B.; Ania, C.O.; Arenillas, A.; Pis, J.J. Textural characterisation of activated carbons obtained from poly (ethylene terephthalate) by carbon dioxide activation. In Studies in Surface Science and Catalysis; Rodriguez-Reinoso, F., McEnaney, B., Rouquerol, J., Unger, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2002; pp. 537–543.
- Cen, Q.; Fang, M.; Wang, T.; Majchrzak-Kucęba, I.; Wawrzyńczak, D.; Luo, Z. Thermodynamics and regeneration studies of CO2 adsorption on activated carbon. Greenh. Gases: Sci. Technol. 2016, 6, 787–796.
- Mukherjee, S.; Kumar, A.; Zaworotko, M.J. 2—Metal-organic framework-based carbon capture and purification technologies for clean environment. In Metal-Organic Frameworks (MOFs) for Environmental Applications; Ghosh, S.K., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 5–61.
- Yuan, X.; Li, S.; Jeon, S.; Deng, S.; Zhao, L.; Lee, K.B. Valorization of waste polyethylene terephthalate plastic into N-doped microporous carbon for CO2 capture through a one-pot synthesis. J. Hazard. Mater. 2020, 399, 123010.
- Kaur, B.; Singh, J.; Gupta, R.K.; Bhunia, H. Porous carbons derived from polyethylene terephthalate (PET) waste for CO2 capture studies. J. Environ. Manag. 2019, 242, 68–80.
- Fu, Z.; Mohamed, I.M.A.; Li, J.; Liu, C. Novel adsorbents derived from recycled waste polystyrene via cross-linking reaction for enhanced adsorption capacity and separation selectivity of CO2. J. Taiwan Inst. Chem. Eng. 2019, 97, 381–388.

