Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Muhammad Isa Bomoi | + 3466 word(s) | 3466 | 2022-03-15 08:50:28 | | | |
| 2 | Bruce Ren | -10 word(s) | 3456 | 2022-03-28 03:28:10 | | | | |
| 3 | Bruce Ren | Meta information modification | 3456 | 2022-03-28 06:10:12 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Bomoi, M. Measuring Grain Loss during Harvest in Paddy Field. Encyclopedia. Available online: https://encyclopedia.pub/entry/21043 (accessed on 23 July 2026).
Bomoi M. Measuring Grain Loss during Harvest in Paddy Field. Encyclopedia. Available at: https://encyclopedia.pub/entry/21043. Accessed July 23, 2026.
Bomoi, Muhammad. "Measuring Grain Loss during Harvest in Paddy Field" Encyclopedia, https://encyclopedia.pub/entry/21043 (accessed July 23, 2026).
Bomoi, M. (2022, March 25). Measuring Grain Loss during Harvest in Paddy Field. In Encyclopedia. https://encyclopedia.pub/entry/21043
Bomoi, Muhammad. "Measuring Grain Loss during Harvest in Paddy Field." Encyclopedia. Web. 25 March, 2022.
Copy Citation
A combine harvester has been widely employed for harvesting paddy in Malaysia. However, it is one of the most challenging machines to operate when harvesting grain crops. Improper handling of a combine harvester can lead to a significant amount of grain loss. Any losses during the harvesting process would result in less income for the farmers.
combine harvester
grain
paddy
losses
1. Introduction
Combine harvesters are widely utilized to harvest different kinds of grains [1]. The machine is one of the most difficult pieces of agricultural equipment to operate while harvesting grain crops [2]. Modern combines come in a variety of shapes and sizes. In a range of crop and field conditions, a combine harvester harvests and threshes all forms of grains such as rice, wheat, corn, soybeans, etc. [3]. It is important to keep combine harvester operating conditions and output high because of the urgency of farming and rice production [4]. Considering labor shortages, using a combine harvester increases labor productivity and reduces production costs. However, inappropriate crop conditions and machine settings cause adverse effects on the quantity and quality of rice grains.
In order to increase rice quality and quantity, the output of the combine harvester must be as efficient as possible in order to reduce grain losses. Combine harvesters perform the following operations when harvesting crops: stem cutting, seed detachment, threshing, separation procedures, as well as grain cleaning and collection in a tank. Among the processes involved, grain losses (such as header losses, threshing losses, separation losses, and cleaning losses) have become a major challenge [5].
One of the main obsessions in the direction of machine performance and loss control is grain losses caused by harvesting with a combine harvester [6]. After fulfilling the mechanization of harvesting, monitoring and controlling grain loss in the process of rice harvesting has become one of the most significant problems involved in intelligent harvesting [7]. Among the combine performance parameters, the grain loss rate is significant for combine harvesters [8]. During harvesting, grain losses represent a direct loss of income for the farmers [9]. Inappropriate technology and techniques result in 25–30% losses in rice yield, and to reduce these losses; the harvesting parameters need to improve for combine harvesters [10]. It is important to have reliable measures of these losses [11].
According to [12], a reasonable amount of grain losses should not reach a maximum of 3% of the total crop yield. Reference [13] reported a grain loss of 5.3 percent in the header combine harvester, exceeding the minimum limitations. As a result, more studies will be required to find characteristics and operating conditions that minimize grain loss and combine harvester loss. Reference [14] estimated 5% rice harvesting losses from the overall weight of harvested rice during combine harvesting.
One of the most important aspects of grain loss reduction is the impact of the combine harvester [15], and mechanical losses are inevitable during the working process of a combine harvester and can only be reduced in an appropriate way [16]. Inefficient harvesting by a combine harvester results in significant grain loss in the field. Importantly, inadequate control of operational parameters such as combine handling, environment, moisture, and crop physiological variables causes grain loss. The crop’s physiological maturity is one of the factors to blame for the grain losses apart from machine factors [17]. It is estimated that about 80% of grain harvest losses occur at the combine’s header, which can significantly impact the crop’s net return on the harvest [18]. Reference [19] reported a 1.39% grain loss in their study, which led to income losses of up to USD 29.26 (RM 120.55) per hectare. This demonstrates that farmers incur significant losses during harvesting operations, resulting in a lower (decreased) profit.
It is very important to determine total grain losses qualitatively and quantitatively as well as the quality of harvested mass in a rice combine harvester, not only for economic calculation, determination of total yield, and the effects of the harvester but also for global food security concerns because any amount of grain losses could affect the world’s feeding population [9]. Thus, the adoption of technology will benefit operators by facilitating proper machine handling to minimize grain losses during harvesting.
Typical grain loss sensors are made up of piezoelectric films and piezoelectric ceramics, which convert the impact of materials into an electrical signal. Different materials produce different response signals, and those raw electrical signals are processed through a series of steps, including amplification, filtration, wave rectification, envelope dithering, and amplification [20]. When utilized appropriately, grain loss sensors may be one of the most effective instruments for assisting an operator in determining how effectively his combine is functioning [21]. Improvements in the display of grain loss sensor signal data in meaningful units of absolute grain loss will assist operators and farm managers to make better economic choices and manage grain loss throughout the harvest season, respectively [22].
Specifically, the researchers examine the need and potential for grain loss control and describe the capabilities of emerging sensor technologies for grain loss measurement. Here is to identify and discuss the parameters that contribute to grain losses in combine harvesters and conventional methods of measuring grain losses, as well as the various types of sensors used to measure and monitor grain losses, and issues concerning the design, operation, and limitations of sensing technology used in combine harvesting operations.
2. Major Losses in Combine Harvester Operation
A combine harvester is a complex, self-propelled farm machine that performs multiple tasks. Before making any changes or adjustments to reduce losses, it is helpful to understand the processes that occur in the combine. The operation of a combine harvester as highlighted in Figure 1 begins at the header unit, where cutting and gathering of the grains takes place. The material is subsequently carried into a threshing unit, where it is processed, cleaned, and separated (straw walker). The clean grain is transported to the storage tank while the straw and chaff are discharged onto the field. When the grain tank is filled, the grain is further discharged by an auger into a trailer or truck.
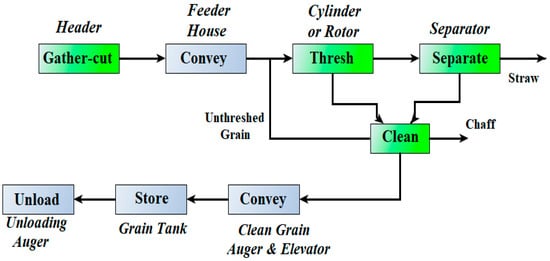
Figure 1. Combine harvester operation procedure highlighting where losses typically occur.
The loss of grain in the field caused by harvesters is classified into header losses (losses at the front of a harvester) and combining losses (losses at threshing, separation, and cleaning units) or gathering losses and processing losses. The following are different types of grain losses in the field before and during the combining of crops during harvesting operations:
2.1. Header Losses
Header losses occur during the gathering, which is the process of feeding the crop into the machine header prior to threshing [18]. Header losses can be expressed as kg/ha or as a percentage of the crop yield [23]. The losses caused by the cutter bar are considered important, as the header unit is the component that vigorously hits the panicles. The factors that affect header loss during the combine harvesting operation include reel height, cutter/header height, distance from the blade bar to the reel center, and the reel speed relative to the machine speed. The height at which the rice crop is cut at harvest plays a major role in determining the grain yield, ensuring optimum performance in minimizing grain losses and optimizing grain quality [24]. Reference [25] also utilizes the following four parameters: reel index, the cutting height of the crop, the horizontal distance of reel from the cutter bar, and vertical distance of reel from the cutter bar, as factors influencing combine harvester header losses as stated in Figure 2. Combine harvester header loss results from cutter bar strokes, the height of the reel, reel peripheral speed, travel speed, the width of harvest, the height of cutting, crop moisture, height and density of crop, feed rate of the crop [26].
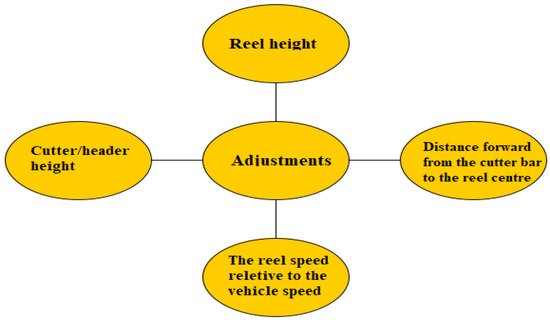
Figure 2. Machine parameters that affect/reduce combine header loss.
2.2. Threshing Losses
The term “threshing loss” refers to unthreshed grain that is left behind by the combine head and transported to the machine’s rear via a straw rack. Mechanical threshing loss refers to grain loss caused by an inefficient rubbing action between the cylinder and the concave. Grain losses due to threshing are significantly influenced by the performance of the combine threshing [23]. Impact and rubbing in a combine dislodge grain kernels from the plant head. The speed of the rotor or cylinder, the type and spacing of the concave, and the hardware parameters all affect threshing. Typically, mechanical grain loss occurs due to grain threshing operations [27]. Combine threshing loss is dependent on feed rate, cylinder/rotor speeds, and concave clearance as depicted in Figure 3, which is affected by crop moisture [28].
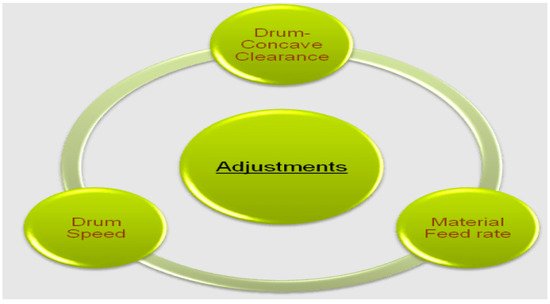
Figure 3. Machine parameters that affect threshing and separation losses.
2.3. Separation Losses
When evaluating a combine harvester’s performance, grain separation losses are a critical parameter to consider [29]. Losses due to separation are the quantity of free grain that does not pass through the grates of the separation section in an axial flow [5]. Some changes that increase threshing efficiency will negatively affect separation efficiency. When the moisture content of the straw is low, the cylinder breaks the straw finely, allowing more material to pass through the sieve resulting in a separation problem. Additionally, Crop conditions, machine settings, and operator choices that affect separation efficiency have much in common with the threshing system.
2.4. Cleaning Loss
Cleaning losses refer to the number of grains mixed in the screenings of a combine harvester, which is generally measured by the rate of cleaning loss [30]. Grains are blown out by airflow during the cleaning process, and the loss during cleaning is unavoidable [7]. Cleaning systems in combines utilize a combination of air blast to lift off chaff and straw and a shaking action to draw grain downward through the sieves while moving larger particles to the rear. Again, the moisture content of the harvested grain is a crop condition factor that will influence performance [31]. Machine settings that most affect cleaning system losses include fan speed and sieve opening as highlighted in Figure 4.

Figure 4. Machine parameters that affect grain cleaning losses.
2.5. Parameters That Contributes to Grain Losses on Combine Harvester
Determining appropriate harvesting parameters is an essential factor to consider a successful combine operation to minimize grain losses and enhance grain quantity and quality. Improper cutting height, combine forward speed, concave clearance, drum speed, fan speed, sieve opening, crop moisture content, reel speed, and horizontal and vertical distance of the reel from the cutter bar are all factors in combine grain losses. These factors affect the machine settings, field efficiency, and theoretical and effective field capacity.
According to [32], the following reasons contribute to the grain loss of this machine: improper cutting height, inconsistent placement of reel in respect to cutting bar, improper kinematic Index ratio, and inappropriate velocity of cutting bar or damaged blades. Reference [33] utilizes the combine forward speed; drum speed, crop moisture content at harvest, length of harvesting area, specific area for the harvested crop, and effective width as factors to estimate grain loss while operating a combine harvester. The results show that the drum speed substantially influences combine processing loss.
Reference [25] stated that the real index, the cutting height (mm), the horizontal distance of the reel from the cutter bar (mm), and the vertical distance of the reel from the cutter bar are all factors that affect header losses on combine harvesters. The combine harvesters reduce the amount and quality of rice grains, resulting in significant agricultural yield reduction. Concerning crop conditions and machine ground speeds, the biggest losses are generated by machines that have not been properly adjusted. Throughout the harvesting season, losses in rice output attributable to the usage of inappropriate machinery and procedures are estimated to be between 25% to 30% [10].
The results obtained during field experiments, according to [34], revealed that combine harvester performance is dependent on the cutter bar operating width, grain yield, and on the forward speed of the combine harvester, which is controlled by field conditions. The combine harvester’s field speed is another element that affects grain losses and results in excessive grain loss during harvesting. According to [35], the most critical aspect in optimizing the performance of a combine harvester is field speed. It was reported by [36] that the incorrect travel speed of the combine harvester employed during the harvesting process was a contributing factor to paddy harvesting losses. Additionally, [37] state that the machine’s forward speed is the primary element affecting the combine harvester’s performance.
According to [38], farmer satisfaction with automated rice harvesting in Malaysian paddy fields was significantly influenced by the combine harvester’s field speed. As a result, one of the major concerns during mechanical harvesting in Malaysian paddy fields is the field speed of the combine harvester.
From the research conducted by [38] at rice granaries in Bagan Serai, Perak state, Malaysia, the operator’s daily field speed of the rice combine harvester was measured. Its impact on grain loss in paddy fields was also assessed. The study revealed that combine harvester field speeds ranged from 3.87 to 6.11 km/h in Malaysian paddy fields. The best field speed was 3.87 km/h, resulting in 0.67% grain loss. The results are consistent with those obtained by [38], and the values are within the range of 3.0–6.5 km/h anticipated by the combined field speed (ASABE, 2011). Field speed is also correlated with grain loss. With a decrease in the forward speed, the amount of grain loss was significantly reduced. When a combine harvester’s field speed is set too high, it increases field efficiency but decreases material capacity due to grain spill out on the ground. Because of this, optimum combine field speed can help prevent grain loss [38].
The major loss is focused on automatic harvesting with incorrect adjustment and calibration of the harvester’s components. So the farmer ignores the relevance of these factors; also, a set of interaction factors that reduce harvester performance efficiency include the field type, crop variety, maturity, and angle of inclination [5].
3. Conventional Methods of Grain Loss Measurement
A variety of measurement methods exists to determine grain losses in combine harvesters. The existing conventional methods have a certain percentage of accuracy, but these methods are time-consuming, tedious, and labor-intensive. From the literature, header losses are collected from the portion of ground protected from combine efflux by using rolls of cloth. The loose grains and complete and incomplete ear heads that fall on the marked area of the rice field after the harvesting operation by the combine are collected manually. This loss is due to an inappropriate cutter bar operation. To measure the threshing and separation losses, the straw and chaff efflux is collected separately by the two rolls of cloth, 30 m in length and one-and-a-half times the width of the straw/chaff outlet [29]. As the sheet of the roll cloth unrolled, one sheet retained or collected the threshing loss and the other one from the sieve, 20 m run length, collected the separation loss. The unrolling operation starts in advance and terminates 5 m before the end of the swath. According to [18], the combine was stopped during harvesting and moved back up to 15–20 ft. A quadrant (1 ft2) was laid out in at least four places at random along the header. The grains collected from those places are measured as “header losses”. A similar method can also be used for measuring threshing losses behind the combine.
Reference [9] measured the harvest losses (threshing and separation) randomly selected within the harvested area at twelve different places. The area was 0.5 m in the direction of combined travel, using a 50 cm × 50 cm wooden frame. All the threshed and unthreshed grain that fell into the frame after the machine ran over it was picked up manually. All the grains and panicles inside the frame were collected and weighed as grain losses.
Reference [10] measures header losses during harvesting by allowing the combine harvesters to move forward for 50 m before stopping. The header unit was raised, and the machine was backed 5 m. The grains and panicles were manually picked up from the 1 m2 quadrate placed in front of the parked machine as shown in Figure 5. The header losses were determined by weighing the fallen grains and panicle grains collected.

Figure 5. Manual grain loss sample collection [10].
Using the method of three-quarter square frames as indicated in Figure 6, the losses are taken with frames (50 cm × 50 cm) of a quarter square meter. When placing the frames, the crop divider trace is found first. The frames are placed at the location of the trace to determine the harvest losses. To find the losses, all the ears collected from inside the frames are measured and recorded as grain losses [10].
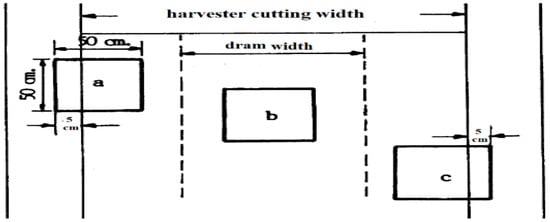
Figure 6. Frame sampling location for three quarter square frame [10].
A frame was placed over each row behind the combine as indicated in Figure 7, and the number of loose grains on the ground within the frame was collected. The number of grains that are still attached to the threshed cobs is measured as “cylinder loss”. The frame was also placed in front of the combine where the separator had not passed, and the loose grains collected inside the frame were counted as header loss [16].
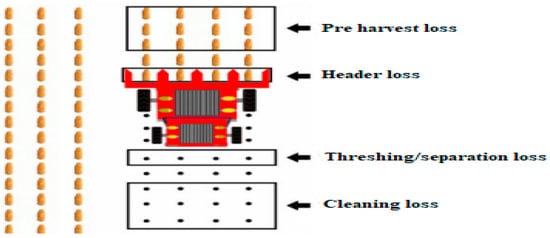
Figure 7. Measurement methods of grain harvest loss [16].
In a study by [28], the combine harvester losses were measured using the Embrapa method, where losses behind the combine were measured when the machine was running in the field at full capacity and at normal operating speed. The losses were measured across the full width of the combine header in a rectangular pattern of sufficient length to provide a 2.0 m2 area as shown in Figure 8. All the losses on the ground were picked up and the grain attached to the stalk. The collected grains were weighed and measured as grain losses.

Figure 8. Picking grain losses in a 2-m2 area [28].
In a study by [38], grain loss was specified as the total field harvesting losses due to combine harvester movement on the fields. A sampling process was conducted in the said sub-plots to measure the grain loss. Five quadrats with an area of 1 m × 1 m were placed randomly inside each sub-plot. Prior to collecting the grain loss, the sampled areas were marked. The sampled areas were cleaned from natural grain loss before the machine entered the field. The average grain loss per plot was measured and calculated.
A combine harvester header was lifted and reversed after reaching steady state speed under full load conditions. A quadrant frame (1 m × 1 m) was randomly placed along the cut swath in front of the machine, and grains were manually collected from within the frame and weighed as header loss [24]. The combine harvester was stopped during harvesting 100 feet from the row ends. A wooden frame or four wooden stakes and strings were placed along the 100-foot swath width. The combine was backed up 20 feet, and the kernels in the 10 square foot plots over each row in front of the combine were counted as displayed in Figure 9. The collected grains on the field were measured as combined field operation grain losses [39].
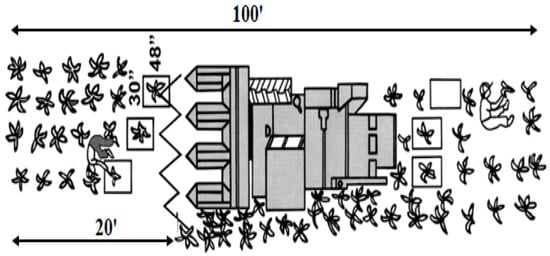
Figure 9. Measurement of grain loss by backing up 20 feet in a 10 square foot frame [39].
In addition, the ear and head losses were measured ahead of and behind the combine harvester in 1/100 of an acre for a given row spacing and swath width by placing a rectangular frame or marking with a stick and string as described in Figure 10. After the combine passes across the mark areas, the grains collected in those areas are the ear and header losses.
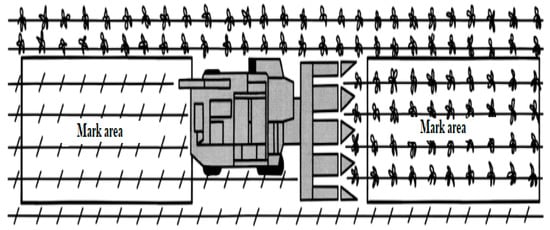
Figure 10. Measurement of ear and header losses from the end and front of the combine [39].
After the combine had passed, a 4 m2 steel frame was placed at ten different locations in the field. The shattered grains and exited material from the combine were gathered from the enclosed area of the frame. The samples so gathered were threshed, winnowed, cleaned, weighed, and recorded as harvesting and threshing losses by combine [40].
Reference [41] employed the continuous method of combine harvester grain loss assessment described by [42]. In this method, two woven plastic sacks were fitted at the rear of the machine in such a position that one sack caught the concave efflux and the other straw walker efflux as presented in Figure 11. The sacks were fixed at the start of 20 m distance; at the end of the swath distance, the sacks were removed, and the machine was stopped. The grains were separated from the chaff and straw manually. The grains from the concave efflux are the threshing loss, while those collected at the straw walker are measured as the separation loss.

Figure 11. Collection of grain losses in a woven sack at the rear and concave of the machine [41].
In order to measure the losses at the header of the combine, the machine was driven in the field and, after achieving a steady-state condition, it was stopped. Then the combine was back up a distance equal to the longitudinal distance between the cutter bar and the discharge chute. The sample area was marked off in front of the combine, and the losses collected from the area were weighed as the header loss [43].
References
- Adam, N.S.; El Pebrian, D. Factors affecting farmers’ satisfactions with mechanized rice harvesting in Malaysian paddy fields: A case study of hiring custom operators. Agric. Eng. Int. CIGR J. 2017, 19, 120–128.
- Yin, Y.; Zhang, Y.; Meng, Z.; Du, C.; Qin, W.; Guo, S. Design and Experiment of Multi-information Collection System for Grain Combine Harvesters. IFAC-PapersOnLine 2018, 51, 855–860.
- Chaab, R.K.; Karparvarfard, S.H.; Rahmanian-Koushkaki, H.; Mortezaei, A.; Mohammadi, M. Predicting header wheat loss in a combine harvester, a new approach. J. Saudi Soc. Agric. Sci. 2020, 19, 179–184.
- Elsoragaby, S.; Yahya, A.; Mahadi, M.R.; Nawi, N.M. Comparative fi eld performances between conventional combine and mid-size combine in wetland rice cultivation. Heliyon 2019, 5, e01427.
- Al-Sammarraie, M.A.J.; Alhadithi, S.A. Determination of Grain Losses on Combine Harvester. J. Sci. Eng. Res. 2021, 8, 196–202.
- Hassani, H.S.; Jafari, A.; Mohtasebi, S.S.; Setayesh, A.M. Investigation on Grain Losses of the JD 1165 Combine Harvester Equipped with Variable Pulley and Belt for Forward Travel. Am. J. Food Technol. 2011, 6, 314–321.
- Lian, Y.; Chen, J.; Guan, Z.; Song, J. Development of a monitoring system for grain loss of paddy rice based on a decision tree algorithm. Int. J. Agric. Biol. Eng. 2021, 14, 224–229.
- Hou, L.; Wang, K.; Wang, Y.; Li, L.; Ming, B.; Xie, R.; Li, S. In-field harvest loss of mechanically-harvested maize grain and affecting factors in China. Int. J. Agric. Biol. Eng. 2021, 14, 29–37.
- Mairghany, M.; Yahya, A.; Adam, N.M.; Suhaizi, A.; Su, M.; Elsoragaby, S. Quality of Performance and Grain Losses of Two Type of Rice Combine Harvesters. Agric. Res. Technol. Open Access J. 2018, 19, 556085.
- Esgici, R.; Sessiz, A.; Bayhanm, Y. the Relationship Between the Age of Combine Harvester and Grain Losses for paddy. Mech. Agric. Conserv. Resour. 2016, 2, 49–52.
- Aulakh, J.; Regmi, A.; Fulton, J.; Alexander, C. Estimating Post-Harvest Food Losses: Developing a Consistent Global Estimation Framework. In Proceedings of the 2013 Annual Meeting, Washington, DC, USA, 4–6 August 2013.
- Bhardwaj, M.; Dogra, R.; Javed, M.; Singh, M.; Dogra, B. Optimization of Conventional Combine Harvester to Reduce Combine Losses for Basmati Rice (Oryza Sativa). Agric. Sci. 2021, 12, 259–272.
- Astanakulov, K.; Shovazov, K.; Borotov, A.; Turdibekov, A. Wheat harvesting by combine with GPS receiver and grain sensor. E3S Web Conf. 2021, 227, 07001.
- Hodges, R.J.; Buzby, J.C.; Bennett, A.B. Postharvest losses and waste in developed and less developed countries: Opportunities to improve resource use. J. Agric. Sci. 2011, 149, 37–45.
- Mirasi, A.; Asoodar, M.A.; Kamran, E. The Evaluation of wheat losses harvesting in two conventional combine (John Deere 1165,955) in Iran. Int. J. Adv. Biol. Biomed. Res. 2014, 2, 1417–1425.
- Wang, K.; Xie, R.; Ming, B.; Hou, P.; Xue, J.; Li, S. Review of combine harvester losses for maize and influencing factors. Int. J. Agric. Biol. Eng. 2021, 14, 1–10.
- Johari, N.A.A.; El Pebrian, D.; Mokhtor, S.A.; Mohammad, R.; Ahmad, A.H. Modelling the effect of some operational parameters on grain loss in mechanised rice harvesting: A case study in Malaysian paddy fields. Int. J. Agric. Resour. Gov. Ecol. 2020, 16, 23–32.
- Tkachuk, C. Reducing Soybean Harvest Losses in Manitoba. In The Bean Report; The Manitoba Pulse & Soybean Growers (MPSG): Carman, MB, Canada, 2017.
- Sharifuddin, M.N.Z.; Mustaffha, S. Preliminary assessment of grain losses for paddy combine harvester in koperasi felcra Seberang Perak, Malaysia. IOP Conf. Ser. Earth Environ. Sci. 2021, 757, 1–5.
- Sun, Y.; Yu, Y.; Tian, H.; Wang, J. Design and modeling of grain impact sensor utilizing two crossed polyvinylidene fluoride films. In Proceedings of the 2017 ASABE Annual International Meeting, Washington, DC, USA, 16–19 July 2017; pp. 1–9.
- Liang, Z. Selecting the proper material for a grain loss sensor based on DEM simulation and structure optimization to improve monitoring ability. Precis. Agric. 2021, 22, 1120–1133.
- Fleury, D. Lost in Translation: Converting Grain Loss Signal into Grain Loss Rate. 2019. Available online: https://www.topcropmanager.com/converting-grain-loss-signal-into-grain-loss-rate/ (accessed on 25 January 2022).
- Khir, R.; Atungulu, G.; Chao, D.; Pan, Z. Influences of harvester and weather conditions on field loss and milling quality of rough rice. Int. J. Agric. Biol. Eng. 2017, 10, 216–223.
- Bawatharani, R.; Bandara, M.H.M.A.; Senevirathne, D.I. Influence of Cutting Height and Forward Speed on Header Losses in Rice Harvesting. Int. J. Agric. For. Plant. 2016, 4, 1–9.
- Zareei, S.; Abdollahpour, S. Modeling the optimal factors affecting combine harvester header losses. Agric. Eng. Int. CIGR J. 2016, 18, 60–65.
- Jarolmasjed, S.; Gundoshmian, T.M.; Ghazvini, M.A. Mathematical Modeling of Combine Harvester Header Loss using Dimensional Analysis. In Proceedings of the EFITA—WCCA—CIGR 2013 Conference, Turin, Italy, 24–27 June 2013.
- Fu, J.; Chen, Z.; Han, L.J.; Ren, L.Q. Review of grain threshing theory and technology. Int. J. Agric. Biol. Eng. 2018, 11, 12–20.
- Paulsen, M.R.; De Sena, D.G.; Zandonadi, R.S.; Ruffato, S.; Costa, A.G.; Ragagnin, V.A. Measurement of combine losses for corn and soybeans in brazil. Appl. Eng. Agric. 2014, 30, 841–855.
- Liang, Z.; Li, Y.; Zhao, Z.; Xu, L. Structure optimization of a grain impact piezoelectric sensor and its application for monitoring separation losses on tangential-axial combine harvesters. Sensors 2015, 15, 1496–1517.
- Zhan, Z.; Jing, Z. Combine Harvester; IEEE Xplore: Piscataway, NJ, USA, 2011; pp. 109–112.
- Li, Y.; Su, Z.; Liang, Z.; Li, Y. Variable-Diameter Drum with Concentric Threshing Gap and Performance Comparison Experiment. Appl. Sci. 2020, 10, 5386.
- Gundoshmian, T.M.; Ghassemzadeh, H.R.; Abdollahpour, S.; Navid, H. Application of artificial neural network in prediction of the combine harvester performance. J. Food Agric. Environ. 2010, 8, 721–724.
- Mostofi Sarkari, M.R. Field Evaluation of Grain Loss Monitoring on Combine JD 955. Adv. Environ. Biol. 2010, 4, 162–167.
- Špokas, L.; Adamčuk, V.; Bulgakov, V.; Nozdrovicḱ, L. The experimental research of combine harvesters. Res. Agric. Eng. 2016, 62, 106–112.
- Donnell Hunt, D.W. Farm Power and Machinery Management, 11th ed.; Waveland Press: Long Grove, IL, USA, 2016.
- Hamzah, B.A.; Ahmad, M.T.; Shahar, A. Post-Harvest Management of Rice for Sustainable Food Security In Malaysia Post-Harvest Management of Rice for Sustainable Food Security in Malaysia; FFTC-AP: Taipei, Taiwan, 2019; pp. 4–7.
- Jawalekar, S.B.; Shelare, S.D. Development and performance analysis of low cost combined harvester for rabi crops. Agric. Eng. Int. CIGR J. 2020, 22, 197–201.
- Ahmad, S.; El, D.; Azi, N.; Johari, A. Actual field speed of rice combine harvester and its influence on grain loss in Malaysian paddy field. J. Saudi Soc. Agric. Sci. 2020, 19, 422–425.
- Sumner, P.E.; Williams, E.J. Measuring Field Losses from Grain Combines; University of Georgia: Athens, GA, USA, 2009; pp. 1–8.
- Sattar, M.; Ali, M.; Ali, L.; Waqar, M.Q.; Ali, M.A.; Khalid, L. Grain Losses of Wheat as Affected by Different Harvesting and Threshing Techniques. Int. J. Res. Agric. For. 2015, 2, 20–26.
- Amponsah, S.K.; Addo, A.; Moreira, J.; Ndindeng, S.A. Performance Evaluation and Field Characterization of the Sifang Mini Rice Combine Harvester. Appl. Eng. Agric. 2017, 33, 479–489.
- Smith, H.P. Farm Machinery and Equipment. Soil Sci. 1981, 80, 164.
- Srivastava, A.K.; Goering, C.E.; Rohrbach, R.P.; Buckmaster, D.R. Engineering Principles of Agricultural Machines, 2nd ed.; ASABE: St. Joseph, MI, USA, 2013; pp. 1–27.
More
Information
Subjects:
Agricultural Engineering
Contributor
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
3.8K
Revisions:
3 times
(View History)
Update Date:
28 Mar 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No