Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Simon Kettelmann | + 3585 word(s) | 3585 | 2022-03-03 03:40:34 | | | |
| 2 | Vivi Li | + 20 word(s) | 3605 | 2022-03-22 03:03:53 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Kettelmann, S. Ecological Planning of Manufacturing Process Chains. Encyclopedia. Available online: https://encyclopedia.pub/entry/20816 (accessed on 19 June 2026).
Kettelmann S. Ecological Planning of Manufacturing Process Chains. Encyclopedia. Available at: https://encyclopedia.pub/entry/20816. Accessed June 19, 2026.
Kettelmann, Simon. "Ecological Planning of Manufacturing Process Chains" Encyclopedia, https://encyclopedia.pub/entry/20816 (accessed June 19, 2026).
Kettelmann, S. (2022, March 21). Ecological Planning of Manufacturing Process Chains. In Encyclopedia. https://encyclopedia.pub/entry/20816
Kettelmann, Simon. "Ecological Planning of Manufacturing Process Chains." Encyclopedia. Web. 21 March, 2022.
Copy Citation
Production planning is a critical step for the implementation of sustainable production. It is necessary to consider energy and resource efficiency in all planning phases to promote sustainable production.
sustainable production
process chain
process planning
digital transformation
environmental impact assessment
1. State of the Art
1.1. Assessment of Resource Consumption in Production
While the term ‘resource’ is broad, it can be defined in the context of production. Here, inputs and outputs of a production system are considered. Inputs can include raw materials, supplies, and energy. Outputs can be products, semi-finished products, or waste [1]. The environmental assessment of resource consumption is closely linked to Life Cycle Analysis (LCA) analysis. LCA consists of four phases (Goal and Scope, Life Cycle Inventory, Life Cycle Impact Assessment, interpretation) [2]. In the first phase, the goal and scope are formulated. System boundaries and assumptions are also addressed. In the Life Cycle Inventory phase, energy and material flows are collected and processed. The third phase focuses on the impact assessment on ecology and human health resulting from resource consumption. The final phase includes an interpretation of the results. In the further course, the first two phases are of importance. Here, the system boundaries and the forecast of energy and material flows are considered. As part of the Life Cycle Inventory phase, calculation approaches can be used to aggregate consumption data.
For this data aggregation, all used resources in a production process can be converted into the indirect energy equivalent [3]. Various approaches can be used to quantitatively evaluate the environmental sustainability of produced goods or production processes. A common indicator is the cumulative energy demand, which summarizes the energy to produce, use, and dispose of economic goods. However, since the use phase is not part of resource-efficient process planning, this aspect is ignored. The embodied energy approach does not consider the use phase of a produced good [4]. For this reason, this approach will be used in the following.
The extent of consumed resources is strongly dependent on system boundaries. System boundaries define the framework under consideration [5]. This determines which resource and energy consumptions are accounted to calculate the embodied energy. If the required energy to recycle production waste is considered in the system boundaries, the embodied energy will be higher than if recycling is not considered. This requires a systematic set of system limits for the use case. The systematic setting of system boundaries will be addressed further in the paper in resource-efficient process planning.
1.2. Energy and Resource-Efficient Production
In production technology, considerable savings in energy consumption can be achieved by technological approaches. Thiede shows that savings of up to 27% are possible by using direct drives or optimizing power transmission [6]. Standby measures (during downtime) and twin production can also contribute to lower energy demand of machine tools [7][8]. In addition, when selecting machines, reductions of up to 10% can be made possible by avoiding oversizing, provided that downsizing is possible [9].
In addition to purely technological approaches, there are also opportunities for minimizing energy and resource consumption in the planning of manufacturing process chains. This view has found its way into production planning and control [10][11]. Various approaches exist for considering individual ecological factors in the planning of manufacturing processes. Schrems et al. [12] have developed a modeling approach to account for the subsequent energy demand of the process chain within process chain planning. In this manner, different manufacturing processes can be weighed against each other in terms of energy. Finally, the resulting total energy demand of the process chain can be predicted. Using process models, which depict the main influencing variables of the subsequent energy demand, the energy demand for the individual processes of the process chain can be predicted. Despite uncertainty about later process conditions within the process planning, extensive knowledge about the respective process conditions is already required for the application of the method. Weinert et al. [13] presented another method for planning and controlling energy-efficient production systems. The methodology is based on the representation of production processes as segments of the specific energy consumption for each operating state of the production equipment. By arranging segments according to the production program, individual process chains can be modeled. The modeling of energy demand is limited only to the electrical energy demand of production facilities. Klocke et al. [14] provided another approach for determining the resource requirements of a process chain. To evaluate the ecological consequences of a process chain in addition to the economic evaluation, Klocke et al. used data from each process step regarding the electrical energy and the energy requirements of the used materials. In this manner, particularly energy-intensive processes in a process chain can be traced and, if necessary, relocated. Mousavi et al. [15] also presented an approach to improve the energy efficiency of process chains, proposing two different levels: the process and machine level and the process chain and factory level. The selection of a machine tool occurs based on its energetic productivity. Subsequently, a determination of the energetically optimal batch size takes place. Other energy requirements, such as gas or compressed air, are not considered.
Some approaches link the consideration of environmental sustainability to other process planning targets. Here, costs are considered. This can be achieved by integrating active management of electrical energy demand by reducing energy costs by reducing peak loads [16][17]. Liang et al. [18] proposed an approach to energy-efficient process planning and control with the selection of process technology and energy cost, which can be achieved with a fix-and-optimize solution. Other approaches in production scheduling and lot-sizing under energy-efficient targets can be found in the work of Biel and Glock [19].
In addition to costs, other targets are also considered. This makes multi-objective optimization necessary. Cheng et al. [20] addressed the problem of an energy-saving production schedule for periodic forging heating furnaces in production systems. For this purpose, a general energy consumption model was established. On this basis, the optimization models for energy consumption cost, time cost minimization, and furnace tolerance minimization in the single machine process planning process for the heating furnace are proposed. A heuristic genetic algorithm was used to solve the multivariable optimization problem. Weyand et al. [21] developed a method for increasing resource efficiency in manufacturing. By using their approach, it is possible to identify energy hotspots in production and take appropriate measures to increase resource efficiency. In addition to the electrical energy of the machine tool, other resource requirements such as compressed air and waste heat are considered. In additive manufacturing, there are also efforts to plan the process to be as sustainable as possible. Verma and Rai [22] addressed this task by minimizing material waste, part build error, and the processing energy of the system. They solved this optimization problem by opposing target variables using heuristic-based optimization approaches.
2. Digital Transformation as an Enabler for Ecological Production Planning
The developed approach for including ecological factors in the planning of process chains includes forecasting energy and resource consumption. For this to be efficiently integrated into the planning of process chains, prediction must be automated. This forecast requires sufficient process knowledge, which can only be generated by collecting and analyzing process data. With an increasing degree of digitization in manufacturing, knowledge about manufacturing processes can be generated by using process models. Currently, different data sources are available for the creation of process models and allow automated data collection. For example, data can be read out directly from the machine control system (e.g., process parameters and the resulting power of the spindle and axis). External sensors can be used to include the resource consumption (e.g., amount of the consumed cooling lubricant) of the process or data can be generated by using process simulations (e.g., material removal simulations) to determine the amount of removed material. Today, the possibilities of automated data acquisition facilitate the use of process models and enable a reaction (e.g., post-control) of production in almost real-time. Recorded data from different sources (e.g., control data, sensor data, and simulation data) can be stored, synchronized, and aggregated in databases. Based on collected data, regression methods can be used to calculate the effects of input variables and process parameters on the output variables of the process, such as energy demand.
The structure of a process model can be illustrated using a milling process. The process model is intended to provide a prediction of the embodied energy demand depending on relevant input variables and process parameters. In milling processes, the properties of the machine tool (e.g., machine tool type, size, and power requirements) represent input variables. Furthermore, the process parameters feed rate and cutting speed can be identified as relevant process parameters. Output variables are the resulting energy and resource consumption (e.g., electrical energy or worn tools).
The process models are available for use within various levels of planning of production processes. Activities in process planning can be divided into categories that differ in their level of detail. The main categories are as follows [23]:
-
Selection and sequencing of manufacturing operations;
-
Resource selection (raw material, machines, tools, and auxiliary devices);
-
Selection of suitable process parameters.
While there are numerous opportunities to include process models in the planning of processes and process chains in the age of Industry 4.0, the prevalence in practice varies. Studies show that the use of digital tools in process planning strongly depends on the characteristics of the respective company. For example, the size of a company has a major influence on the spread of digital tools in process planning.
Process models that predict embodied energy consequently allow sustainable planning of production process chains. Manually, this is a challenge because ecological sustainability cannot be observed directly (unlike quality criteria of workpieces). Thus, planning based on empirical values is difficult. By predicting energy and resource consumptions, a suitable process chain can be selected. As part of detailed planning, process parameters that lead to low consumption can be selected. The approach to sustainable planning of process chains, which uses process models, is described in more detail in the following chapter.
3. Approach for Resource-Efficient Process Planning
Various approaches exist for the ecological assessment and optimization of existing process chains or production systems. These show high savings potentials [9][15][24]. A much greater contribution to achieving ecological goals can be reached if an ecological assessment of various alternative process chains is carried out from an early stage of planning of process chains [12].
Thus, the issue of sustainability should not only be included in detailed planning of process chains but also in a rough assessment. This entry, therefore, presents a consistent approach to ecological planning of process chains, divided into two levels (see Figure 1). At each level, process models are used as a digital representation of the processes. The first stage within sustainable planning consists of rough planning. The aim is to predict the energy requirements of alternative process chains in the design stage. After a successful rough assessment, sufficient knowledge about the later energy demand is already available before detailed process planning. This means that an initial preselection of process chains can be made under environmental assessment criteria as early as the process chain design stage. The result of the rough assessment is then passed onto detailed planning. Here, process steps and process parameters of the respective process chain are ecologically planned to ensure high energy and resource efficiency in production.
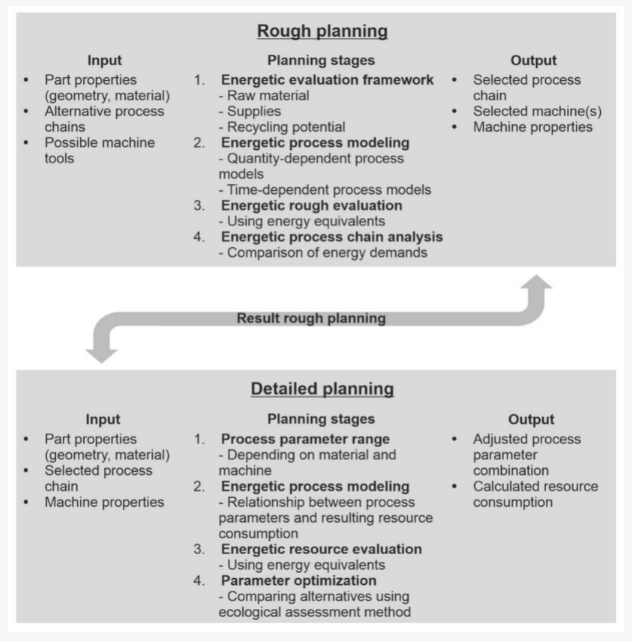
Figure 1. Integrated sustainable planning approach for process chains.
Input variables for rough planning include information on the product to be manufactured (e.g., geometry and material information) and the technically possible process chains. Another input variable is the possible machines. These result from the possible process chains and available machines of a company. In the course of rough planning, all resources that are used in the processes are first identified. For those resources, it is then checked which recycling share is achievable in practice. This share is, therefore, a fixed percentage and is not dependent on process planning. Process models are then created that are quantity or time dependent. The process is roughly mapped here, and resource consumption is predicted depending on the duration of the process or the quantity of resources used. For all alternatives, the calculated resource consumption is then converted into an energy equivalent and compared. Since process models represent a comparably rough view of a process chain, the uncertainties of the models are included. The process chain with the lowest calculated consumption is now selected. The selected process chain and information on the associated machines are passed on to the detailed planning.
In detailed planning, it is first determined which process parameters are to be adjusted and in which range they lie. This ensures stable process performance. Then, process models are created that show the relationships between process parameters and the resulting resource consumption. These are, therefore, no longer only time dependent or quantity dependent. An example of this is the relationship between process parameters and tool wear in milling: As cutting speed increases, so does tool wear. In addition to the effects on direct resource consumption, the effect of the process parameters on the recyclability of the used resources is also mapped. An example of this is the raw material titanium: Depending on the process parameters, the chemical composition of chips changes and, thus, also the recyclability of these chips. In the recycling process, this increases the consumption of energy and resources. All predicted resource consumption is converted into an energy equivalent. Subsequently, all alternatives of the detailed process planning (i.e., combinations of values of the process parameters) are evaluated and compared with the help of the process models. The process parameter combination with the lowest calculated energy consumption is selected.
Within the developed approach, it becomes clear that the topic of sustainability in planning of process chains must find its way into both rough and detailed planning to ensure efficient and sustainable planning. Under industrial conditions, the production planner cannot design various process chains and examine their energy and resource efficiency as part of detailed planning. Instead, a preliminary assessment of various process chains is already required as part of the rough assessment to ensure efficient planning.
A major influence on the ecological assessment of a production process is the chosen system boundaries. This is closely related to phases one and two of LCA analysis. They influence the extent to which a used resource affects the total energy input. This approach to resource-efficient detailed process planning distinguishes between four states of resources used in production processes:
-
Retention in the system—usable for the process;
-
Discharge from the system—usable;
-
Exit from the system—usable for the process after resetting to the initial state;
-
Disposal—no longer usable for the process.
The four states that resources can assume after they have been used in a process are illustrated in Figure 2 using the example of a machine tool. Resources in the first state remain within the system boundaries of the process and can be reused immediately. An example for this is cooling lubricant, which is collected and returned to the process. Resources of the second state have a usable state and leave the system boundaries of the process and the ecological assessment. An example of this includes manufactured components of a process or auxiliary and operating materials that do not wear out. Resources of the third state can be used again for the process after use but only after a reprocessing process (transfer to the initial state). An example of this includes chips, which can be returned to the process after being remelted into solid material [25]. Since reprocessing processes generally also lead to energy and resource consumption, these are included in the environmental assessment. As previously described, the choice of process parameters in detailed planning can influence the recyclability of resources and, thus, energy and resource consumption in the recycling process. Resources in the fourth state can no longer be used for the process and must be disposed of. An example of this includes indexable inserts, which are generally not reprocessed and are considered as a disposable product.
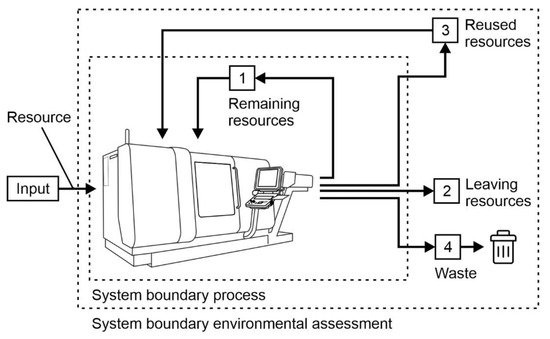
Figure 2. States of resources used in production processes.
Since the disposal of goods and reprocessing cause resource and energy consumption, these are also included in the ecological assessment. It is important to note that resources cannot necessarily be assigned to only one state. For example, in the case of cooling lubricant, a large portion is returned to the process as described, but a portion is removed from the system boundaries of the process by adhesion to chips and is thereby subsequently disposed of.
In the first step of the ecological process assessment within the framework of detailed planning, the embodied energy of all used resources is calculated. Subsequently, this value is adjusted. For certain categories, energy values are “credited” due to the possibility of reuse:
-
Category 1 (E1): Resources that do not leave the system boundary of the process can be reused directly. Consequently, no energy is expended.
-
Category 3 (E3): Resources that can be reused in the process after reprocessing. The value for the resource itself is deducted. However, the required energy to prepare the resource (E3,rec) is added.
For ecological assessment in detailed planning, the following formula is obtained.
(1)
For the correct calculation, it should be noted that a resource can be assigned in parts to different categories. This can be illustrated by the example of cooling lubricant in machining processes: Normally, there is a cycle in which used cooling lubricant can be collected and returned to the process. However, a small part leaves the system boundaries, for example, due to adhesion to chips.
3.1. Sustainable Rough Planning of Process Chains
Conventional rough planning includes decisions about investments, production technologies, and process chains based on a defined production plan. By applying the developed method for sustainable rough assessment, the energy impact of alternative process chains can be determined despite an existing information deficit. The decisions to be made are taken under conditions of uncertainty, since at this planning stage only limited information is available on the respective process conditions and, thus, on the target variables of planning.
A preliminary requirement for carrying out a rough energy rating is knowledge of the workpiece and of alternative process chains for manufacturing the workpiece. The first planning phase begins by clarifying the energy rating framework. Here, an energetic assessment of the material has to be carried out. Depending on the production method or process chain, an energy assessment of the cooling lubricant must also be conducted and the recycling potential has to be considered. This is necessary when comparing alternative process chains. For example, a closed material loop can save a large amount of primary energy demand compared to process chains with no or lower energy demand. This saving potential can be offset in the form of an energy credit.
In a second step, the energetic process modeling is performed by creating energetic process models considering uncertainties. Two different methods are feasible for this, depending on the manufacturing process. On the one hand, the process models can be set up as a function of the material (e.g., kWh/kg). For this purpose, an empirical energetic database must be set up for each manufacturing process. In order to determine minimum and maximum energy requirements, 95% confidence intervals of the determined energy requirements shall be generated. On the other hand, process models can be set up as time-dependent (e.g., W). The expected minimum and maximum process conditions (e.g., process-related process parameters) are used to predict the process duration for each manufacturing process. In a third step, the material efficiency of various manufacturing processes is investigated. The ratio of input to output quantity can be determined from empirical study data. The material efficiency determined is then added to the weight of the workpiece blank. For example, with a material efficiency of 75% and a raw workpiece weight of 1 kg, a raw material using1 kg/0.75 = 1.33 kg is included in the energy assessment. This can have a significant influence on the resource efficiency of a process chain. Subsequently, the predicted total energy demand of the process chain is determined. By comparing respective energy requirements under uncertainties, the relevant process chain is selected, which is finally specified within detailed planning.
3.2. Sustainable Detailed Planning of Process Chains
The starting point of detailed planning is different than the starting point of rough planning. In contrast to rough planning, the product manufacturing steps and the manufacturing technologies are already determined. From this information base, the process parameters of the individual processes are to be determined. Based on this, the process parameters of the individual processes have to be determined. This applies to a wide variety of processes, such as machining or additive manufacturing as well as forming. For this purpose, the processes are considered in greater detail. The calculation is no longer based on average values for machines but on the properties of specific machines. Resource-efficient detailed process planning aims to minimize the resource requirements of the individual processes. This optimization also considers the condition of all resources after their use in the process; thus, the limits of the regarded system differ from those of rough planning.
Previously, the selection of system boundaries for the use case was described. Here, it is considered that used resources can have different states, which can influence the environmental sustainability of the process by different degrees. The described ecological assessment of production processes makes it possible to find an optimum from the point of view of resource efficiency. By process models, various scenarios can be analyzed and the most favorable one selected. Detailed planning considers that the shares of the different states can change depending on the process’s execution.
References
- Westkämper, E. Einführung in Die Organisation der Produktion; Springer: Berlin/Heidelberg, Germany, 2006.
- EN ISO 14040; Environmental Management–Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2021.
- VDI Society Energy and Environment. Cumulative energy demand (KEA)—Terms, definitions, methods of calculation. VDI 2012, 4600, 22.
- Hannon, B. The structure of ecosystems. J. Theor. Biol. 1973, 41, 535–546.
- Kellens, K.; Dewulf, W.; Overcash, M.; Hauschild, M.; Duflou, J. Methodology for systematic analysis and improvement of manufacturing unit process life-cycle inventory (UPCLI)—CO2PE! Initiative (cooperative effort on process emissions in manufacturing). Part 1: Methodology description. Int. J. Life Cycle Assess. 2011, 17, 69–78.
- Thiede, S. Energy Efficiency in Manufacturing Systems; Springer: Berlin/Heidelberg, Germany, 2012.
- Hülsemeyer, L. Energieeffizienz Spanender Werkzeugmaschinen und bedarfsgerechter Betrieb am Beispiel der inneren Kühlschmierstoffzufuhr. Ph.D. Thesis, Leibniz Universität Hannover, Leibniz, Germany, 2016.
- Braun, S.; Maier, W.; Zirkelbach, S. Intelligent Produzieren; Springer: Berlin/Heidelberg, Germany, 2010.
- Herrmann, C.; Thiede, S. Process chain simulation to foster energy efficiency in manufacturing. CIRP J. Manuf. Sci. Technol. 2009, 1, 221–229.
- Terbrack, H.; Frank, I.; Claus, T.; Frost, M.; Götz, M. A literature database on ecological sustainability in hierarchical production planning. AKWI 2020, 12, 36–40.
- Denkena, B.; Dittrich, M.-A.; Onken, L. Environmental evaluation of process chains. Procedia CIRP 2020, 88, 265–269.
- Schrems, S.; Eisele, C.; Abele, E. Methodology for an Energy and Resource Efficient Process Chain Design. In Glocalized Solutions for Sustainability in Manufacturing; Hesselbach, J., Herrmann, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 299–304.
- Weinert, N.; Chiotellis, S.; Seliger, G. Methodology for planning and operating energy-efficient production systems. CIRP Ann. Manuf. Technol. 2011, 60, 41–44.
- Klocke, F.; Schmitt, R.; Arntz, K.; Grosse Böckmann, M.; Gasser, A.; Alkhayat, M.; Kerkhoff, J.; Klingbeil, N.; Vollmer, T.; Wegener, M. Investigation and Assessment of Resource Consumption of Process Chains. Procedia CIRP 2015, 38, 234–238.
- Mousavi, S.; Thiede, S.; Li, W.; Kara, S.; Hermann, C. An integrated approach for improving energy efficiency of manufacturing process chains. Int. J. Sustain. Eng. 2016, 9, 11–24.
- Abele, M.; Unterberger, E.; Friedl, T.; Carda, S.; Roth, S.; Hohmann, A.; Reinhart, G. Methodology for planning and operating energy-efficient production systems. Procedia CIRP 2020, 88, 246–251.
- Bank, L.; Wenninger, S.; Köberlein, J.; Lindner, M.; Kaymakci, C.; Weigold, M.; Sauer, A.; Schilp, J. Integrating Energy Flexibility in Production Planning and Control—An Energy Flexibility Data Model-Based Approach. In Proceedings of the 2nd Conference on Production Systems and Logistics (CPSL 2021); Herberger, D., Hübner, M., Eds.; CPSL: Hannover, Germany, 2021; pp. 668–677.
- Liang, J.; Wang, Y.; Zhang, Z.-H.; Sun, Y. Energy efficient production planning and scheduling problem with processing technology selection. Comput. Ind. Eng. 2019, 132, 260–270.
- Biel, K.; Glock, C.H. Systematic literature review of decision support models for energy-efficient production planning. Comput. Ind. Eng. 2016, 101, 243–259.
- Cheng, Q.; Gong, J.; Xiao, G.; Yangf, C.; Liu, Z.; Qi, B. Research on energy-saving production planning of periodic forging restistance furnance. J. Clean. Prod. 2020, 275, 112897.
- Weyand, A.; Rommel, C.; Zeulner, J.; Sossenheimer, J.; Weigold, M.; Abele, E. Method to increase resource efficiency in production with the use of MFCA. Procedia CIRP 2021, 98, 264–269.
- Verma, A.; Rai, R. Sustainability-induced dual-level optimization of additive manufacturing process. Int. J. Adv. Manuf. Technol. 2017, 88, 1945–1959.
- ElMaraghy, H.; Nassehi, A. Computer-Aided Process Planning. In CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2019; pp. 339–345.
- Schlosser, R.; Klocke, F.; Döbbeler, B.; Riemer, B.; Hameyer, K.; Herold, T.; Zimmermann, W.; Nuding, O.; Schindler, B.A.; Niemczyk, M. Assessment of Energy and Resource Consumption of Processes and Process Chains within the Automotive Sector. In Glocalized Solutions for Sustainability in Manufacturing; Hesselbach, J., Herrmann, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 299–304.
- Denkena, B.; Helmecke, P.; Hülsemeyer, L. Energy efficient machining of Ti-6Al-4V. CIRP Ann. Manuf. Technol. 2015, 64, 61–64.
More
Information
Subjects:
Engineering, Manufacturing
Contributor
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
970
Entry Collection:
Environmental Sciences
Revisions:
2 times
(View History)
Update Date:
22 Mar 2022
Table of Contents




Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No