 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Dalia Mahmoud | + 1095 word(s) | 1095 | 2021-12-21 03:46:54 | | | |
| 2 | Nora Tang | Meta information modification | 1095 | 2021-12-21 07:35:01 | | | | |
| 3 | Nora Tang | Meta information modification | 1095 | 2021-12-21 07:38:03 | | |
Video Upload Options
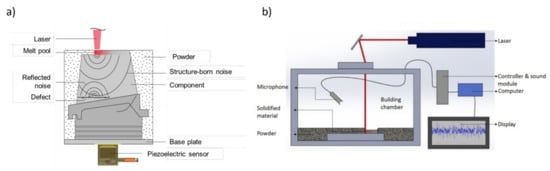
Many factors contribute to the defect generation in parts manufactured using the L-PBF process. Although, optimizing the process parameter is a promising approach to reduce the possibility of defect generation, it is costly to optimize these parameters experimentally, and computationally expensive to use numerical methods to predict defect formation. Therefore, one trending approach is to integrate in situ sensors to monitor the occurrence of these defects online. The most popular sensing strategies for defect detection in the L-PBF process include capturing photonic, electrical, sonic, and thermal signals. Commercial machines have integrated in situ sensors; however, most of them focus on data collection rather than data analysis. This section gives an overview of the most common signal monitoring sensors used in the L-PBF process. These signals can be categorized into visual signals, temperature signals, spectrum signals, and acoustic signals.
1. Acoustic Sensors
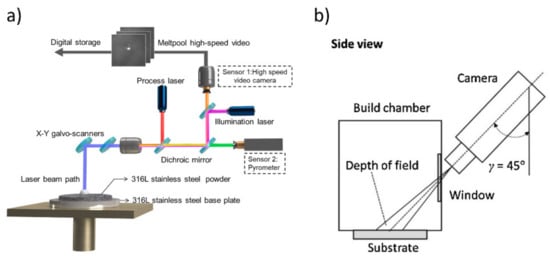
2. Vision Sensors
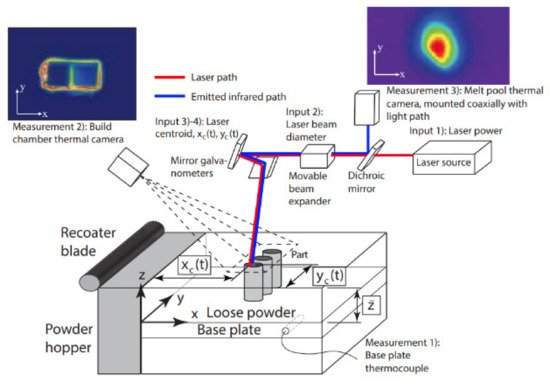
3. Temperature Sensors
References
- Ohtsu, M. Acoustic Emission and Related Non-Destructive Evaluation Techniques in the Fracture Mechanics of Concrete: Fundamentals and Applications; Woodhead Publishing: Sawston, UK, 2020; ISBN 978-0-12-823514-0.
- Sharma, A.; Junaidh, M.; Purushothaman, K.; Kotwal, C.; Paul, J.; Tripathi, S.; Pant, B.; Sankaranarayanan, A. Online Monitoring of Electron Beam Welding of TI6AL4V Alloy Through Acoustic Emission. In Proceedings of the National Seminar on Non-Destructive Evaluation, Hyderabad, India, 7–9 December 2006.
- Beattie, A. Acoustic Emission Non-Destructive Testing of Structures Using Source Location Techniques; SAND2013-7779; Sandia National Lab. (SNL-NM): Albuquerque, NM, USA, 2013; p. 1096442.
- Eschner, N.; Weiser, L.; Häfner, B.; Lanza, G. Classification of specimen density in Laser Powder Bed Fusion (L-PBF) using in-process structure-borne acoustic process emissions. Addit. Manuf. 2020, 34, 101324.
- Kageyama, K.; Murayama, H.; Ohsawa, I.; Kanai, M.; Nagata, K.; Machijima, Y.; Matsumura, F. Acoustic emission monitoring of a reinforced concrete structure by applying new fiber-optic sensors. Smart Mater. Struct. 2005, 14, S52–S59.
- Eschner, N.; Weiser, L.; Häfner, B.; Lanza, G. Development of an acoustic process monitoring system for selective laser melting (SLM). In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; pp. 13–15.
- Kouprianoff, D.; Luwes, N.; Yadroitsava, I.; Yadroitsev, I. Acoustic Emission Technique for Online Detection of Fusion Defects for Single Tracks during Metal Laser Powder Bed Fusion. In Proceedings of the 2018 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; p. 10.
- Kwon, O.; Kim, H.G.; Ham, M.J.; Kim, W.; Kim, G.-H.; Cho, J.-H.; Kim, N.I.; Kim, K. A deep neural network for classification of melt-pool images in metal additive manufacturing. J. Intell. Manuf. 2020, 31, 375–386.
- Ye, D.; Hsi Fuh, J.Y.; Zhang, Y.; Hong, G.S.; Zhu, K. In situ monitoring of selective laser melting using plume and spatter signatures by deep belief networks. ISA Trans. 2018, 81, 96–104.
- Nakamura, J. Image Sensors and Signal Processing for Digital Still Cameras; CRC Press: Boca Raton, FL, USA, 2017; ISBN 978-1-4200-2685-6.
- Gobert, C.; Reutzel, E.W.; Petrich, J.; Nassar, A.R.; Phoha, S. Application of supervised machine learning for defect detection during metallic powder bed fusion additive manufacturing using high resolution imaging. Addit. Manuf. 2018, 21, 517–528.
- Repossini, G.; Laguzza, V.; Grasso, M.; Colosimo, B.M. On the use of spatter signature for in-situ monitoring of Laser Powder Bed Fusion. Addit. Manuf. 2017, 16, 35–48.
- Caltanissetta, F.; Grasso, M.; Petrò, S.; Colosimo, B.M. Characterization of in-situ measurements based on layerwise imaging in laser powder bed fusion. Addit. Manuf. 2018, 24, 183–199.
- Masoomi, M.; Thompson, S.M.; Shamsaei, N. Laser powder bed fusion of Ti-6Al-4V parts: Thermal modeling and mechanical implications. Int. J. Mach. Tools Manuf. 2017, 118–119, 73–90.
- Paulson, N.H.; Gould, B.; Wolff, S.J.; Stan, M.; Greco, A.C. Correlations between thermal history and keyhole porosity in laser powder bed fusion. Addit. Manuf. 2020, 34, 101213.
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559.
- Wood, N.; Hoelzle, D. Temperature states in Powder Bed Fusion additive manufacturing are structurally controllable and observable. arXiv 2020, arXiv:2001.02519.
- Craeghs, T.; Clijsters, S.; Kruth, J.-P.; Bechmann, F.; Ebert, M.-C. Detection of Process Failures in Layerwise Laser Melting with Optical Process Monitoring. Phys. Procedia 2012, 39, 753–759.
- Kruth, J.-P.; Duflou, J.; Mercelis, P.; Van Vaerenbergh, J.; Craeghs, T.; De Keuster, J. On-line monitoring and process control in selective laser melting and laser cutting. In Proceedings of the 5th Lane Conference, Laser Assisted Net Shape Engineering, Erlangen, Germany, 25–28 September 2007; Volume 1, pp. 23–37.
- Lane, B.; Whitenton, E.; Moylan, S. Multiple sensor detection of process phenomena in laser powder bed fusion. In Proceedings of the Thermosense: Thermal Infrared Applications XXXVIII, Baltimore, MD, USA, 18–24 April 2016; International Society for Optics and Photonics: Bellingham, WA, USA, 2016; Volume 9861, p. 986104.
- Lough, C.S.; Escano, L.I.; Qu, M.; Smith, C.C.; Landers, R.G.; Bristow, D.A.; Chen, L.; Kinzel, E.C. In-situ optical emission spectroscopy of selective laser melting. J. Manuf. Process. 2020, 53, 336–341.
- Dunbar, A.J.; Nassar, A.R. Assessment of optical emission analysis for in-process monitoring of powder bed fusion additive manufacturing. Virtual Phys. Prototyp. 2018, 13, 14–19.
- Piili, H.; Lehti, A.; Taimisto, L.; Salminen, A.; Nyrhilä, O. Evaluation of Different Monitoring Methods of Laser Assisted Additive Manufacturing of Stainless Steel. In Proceedings of the 12th Conference of the European Ceramic Society, Stockholm, Sweden, 19–23 June 2011.

