Many factors contribute to the defect generation in parts manufactured using the L-PBF process. Although, optimizing the process parameter is a promising approach to reduce the possibility of defect generation, it is costly to optimize these parameters experimentally, and computationally expensive to use numerical methods to predict defect formation. Therefore, one trending approach is to integrate in situ sensors to monitor the occurrence of these defects online. The most popular sensing strategies for defect detection in the L-PBF process include capturing photonic, electrical, sonic, and thermal signals. Commercial machines have integrated in situ sensors; however, most of them focus on data collection rather than data analysis [3]. This section gives an overview of the most common signal monitoring sensors used in the L-PBF process. These signals can be categorized into visual signals, temperature signals, spectrum signals, and acoustic signals.
1. Acoustic Sensors
Acoustic emission (AE) is a non-destructive evaluation method that has been employed for defect detection of manufactured parts for decades
[1][75]. It has recently been applied for online monitoring of the welding process due to its ability to characterize and detect weld defects in real time
[2][76]. Acoustic emission is “the generation of an elastic wave by the rapid change in the stress state of some regions in the material”
[3][77]. This change can be related to microcracks formation, pores, evaporation dynamics, and temperature gradients
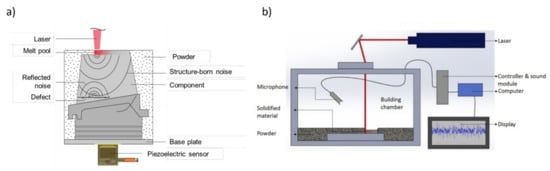
[4][78]. These sensors can be fixed within the build plate to collect structure-borne acoustic emissions or along the build chamber walls to collect air-borne acoustic emissions, as shown in
Figure 6 [5][79]. The working principle of the AE sensor used can be based on piezoelectric transducer (PZTs) or optical fiber sensors
[6][80]. Generally, piezoceramic transducers are used to detect structure-borne acoustic emissions, while regular membrane microphones are used to detect airborne acoustic emissions. There is higher damping in the air than solid. Therefore, a broader frequency spectrum can be measured in solids
[5][79].
Figure 6. Schematic illustration of acoustic emission sensor location: (
a) structure-borne acoustic emissions
[5][79], (
b) airborne acoustic emissions
[7][81].
2. Vision Sensors
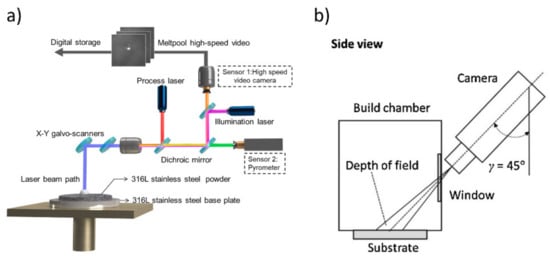
The choice of imaging sensors to be integrated with the L-PBF process depends on the monitored process signature. For example, high-speed cameras can be employed to monitor the meltpool size and spatter formation during the L-PBF printing process
[8][82]. To ensure proper data acquisition is collected along the path where the laser melts the powder, the camera can be connected to a dichroic mirror, a galvanometer scanner, and an F-theta lens, as illustrated in
Figure 7a. In this case, the camera is considered on-axis, as it follows the laser path and only a small region is captured (meltpool region). In another example of monitoring the meltpool and spatter signature, the high-speed camera was installed off-axis, as illustrated in
Figure 7b
[9][83], which is relatively an easier setup. However, more image processing would be required to rectify the captured image and select the region of interest. To monitor scanned layer and powder bed signatures, digital single-lens reflex (DSLR) cameras are usually integrated with the L-PBF process. The DSLR is known to achieve the highest possible image quality
[10][84]. It is common to use external light modules with DSLR cameras and acquire images before and after laser melting to increase the amount of data and, consequently, information obtained from the process
[11][85].
Figure 7. Schematic illustration of different vision sensor locations for in situ monitoring of the L-PBF process. (
a) Represents a coaxial setup where the camera can follow meltpool locations
[12][86]. (
b) Off-axis location of the camera, where the camera is positioned on the side window of the chamber
[13][87].
3. Temperature Sensors
The fast cooling rate and temperature fields in the meltpool are critical to the quality of parts manufactured using the L-PBF process
[14][88]. Temperature changes might cause metal phase variations that can influence the mechanical properties and induce defects in the fabricated parts. Monitoring the L-PBF process temperature while manufacturing the part can help understand the parts’ thermal history
[15][67]. The meltpool temperature profile influences the microstructure of the L-PBF parts and affects the defect formation in the parts
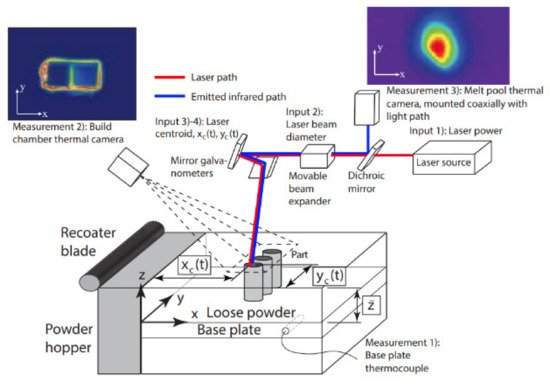
[16][54]. Temperature sensors can be categorized into contact and noncontact devices. Contact devices such as thermocouples can be used to provide an estimate of the overall build platform temperature. However, special drilling holes must be machined in the build plate to install the thermocouple sensors, as shown in
Figure 8 [17][95]. Thermocouples have a slow response time and might not be suitable for monitoring the small scale of meltpool. Noncontact thermal sensors are more common to use during L-PBF processes monitoring, especially if the main goal is to control the performance.
Figure 8. Different combinations of temperature sensors: a thermocouple drilled in the baseplate, an off-axis thermal camera to detect overall powder bed temperature and heat distribution, and a coaxial thermal camera to detect meltpool temperature [
95].
Noncontact temperature measurement depends on electromagnetic radiation, as they are directly related to the fundamental nature of the process
[18][53]. The key issue is to find the appropriate sensor that can detect the radiation from the processing zone without detecting back radiation from the laser beam itself. The L-PBF process irradiates a broad frequency of spectrum (UV to IR), and photodiodes can be employed to capture the radiation emitted during the melting process
[19][91]. However, photodiodes are single-point sensors and can only provide little information about the spatial distribution of temperature
[20][92]. Optical emission spectroscopy has been implemented in laser welding and directed energy deposition (DED) processes to monitor the process by correlating the collected with the defect formation
[21][93]. If the spectrometer is installed coaxial to the laser beam, it can collect information from any point on the build plate
[22][94]. Spectrometers were used to evaluate the temperature during the L-PBF process; however, compared to pyrometers, it was found to be slower in response and reproduced a large amount of data that might be hard to interpret
[17][95].
A pyrometer measures the temperature of an object or surface from the thermal radiation emitted. It is similar to photodetectors because they absorb energy and measure the wave intensity at any wavelength. Although pyrometers are limited in their spatial resolution, installing them coaxially would also resolve the issue of monitoring the meltpool temperature over the total distance of the powder bed. Thermal cameras are different from visible light cameras as they observe infrared radiation over visible light. The thermal or infrared cameras capture the infrared energy from the meltpool and create an image related to temperature. The resolution of thermal cameras is usually lower than that of visible light cameras as the thermal detector sensors are larger in size. However, the setup and position of an infrared camera would be similar to that of the visible light cameras.