Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Galina Sergeevna Nyashina | + 3441 word(s) | 3441 | 2021-11-15 07:27:59 | | | |
| 2 | Vivi Li | Meta information modification | 3441 | 2021-11-26 07:59:10 | | | | |
| 3 | Amaro Pereira | Meta information modification | 3441 | 2021-11-26 15:45:18 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Nyashina, G.; Pereira, A. Pyrolysis and Gasification Mechanism of Biomass. Encyclopedia. Available online: https://encyclopedia.pub/entry/16413 (accessed on 17 July 2026).
Nyashina G, Pereira A. Pyrolysis and Gasification Mechanism of Biomass. Encyclopedia. Available at: https://encyclopedia.pub/entry/16413. Accessed July 17, 2026.
Nyashina, Galina, Amaro Pereira. "Pyrolysis and Gasification Mechanism of Biomass" Encyclopedia, https://encyclopedia.pub/entry/16413 (accessed July 17, 2026).
Nyashina, G., & Pereira, A. (2021, November 26). Pyrolysis and Gasification Mechanism of Biomass. In Encyclopedia. https://encyclopedia.pub/entry/16413
Nyashina, Galina and Amaro Pereira. "Pyrolysis and Gasification Mechanism of Biomass." Encyclopedia. Web. 26 November, 2021.
Copy Citation
Biomass can be converted to energy by using thermochemical and biochemical methodsecology; environmental; biomass; pyrolysis. Biochemical methods, including anaerobic digestion and fermentation, constitute the transformation of cellulose and hemicellulose into biofuel at the stages of hydrolysis and fermentation. At present, biochemical methods are cost-intensive, and involve problems with using lignin-rich biomass.
ecology
environmental
biomass
pyrolysis
1. Introduction
At present, great importance is attributed to renewable energy, when environmental problems associated with fossil fuels are solved. Different types of biomass, including wood, energy crops, agricultural and forestry waste, algae, etc., are the main available sources of renewable energy. Biomass offers the greatest potential for meeting the energy needs of modern society, both for developed and emerging markets worldwide [1]. The major advantages of this type of fuel include its variety, wide availability, generation volumes, reasonably fast reproducibility, and numerous alternative conversion technologies (for instance, combustion, gasification, and pyrolysis). Depending on the conversion method, biomass can simultaneously serve as a source of liquid, gaseous, and solid fuel (e.g., liquid motor biofuel, biogas, and solid fuel pellets). The data of the World Bioenergy Association reveals [2] that the structure of the global bioenergy consumption in 2016 was as follows: 4.9%—liquid biofuel, 91.8%—traditional consumption of biomass considering the present-day types of solid biofuel, 2.2%—biogas, and 1.1%—municipal solid waste (MSW) processing. Producing energy from biomass may significantly promote the commitments under the Kyoto Protocol to reducing greenhouse gases and solving problems pertaining to climate change [3].
Biomass can be converted to energy by using thermochemical and biochemical methods [4]. Biochemical methods, including anaerobic digestion and fermentation, constitute the transformation of cellulose and hemicellulose into biofuel at the stages of hydrolysis [5] and fermentation [6]. At present, biochemical methods are cost-intensive, and involve problems with using lignin-rich biomass [6][7]. Moreover, these methods are sporadic in nature. They are characterized by relatively slow speed, and the resulting product is diluted with a great amount of water recirculating in the production process. In the present study, these processes were not considered.
Thermochemical conversion technologies (combustion [8], gasification [6] and pyrolysis [3]) make it possible to convert feedstock to useful energy. Brief characteristics of the above-mentioned processes are presented in Table 1.
Table 1. Biomass conversion methods.
| Type of Conversion | Benefits | Drawbacks |
|---|---|---|
| Thermochemical Conversion | ||
| Combustion | The scale of setups varies from small to industrial ones in the range of 50–3000 MW. Conversion efficiency is between 20% and 40%. Biomass can be co-fired with coal. |
Biomass moisture content should be less than 50%. The process develops at a high temperature (800–1000 °C). |
| Gasification | The produced gas with a higher heating value of 4–6 MJ/m3 can be burned directly or used (after cleaning) as a fuel for gas engines and turbines. Syngas production from biomass makes it possible to obtain methanol and hydrogen, each of which can be used as a fuel for transportation. |
The gas with a higher heating value of 4–6 MJ/m3 is not appropriate for pipeline transportation due to its low energy density. The production of methanol with a higher heating value of 9–11 MJ/m3 requires gasification involving oxygen. |
| Pyrolysis | Bio-oil can be used in engines and turbines; it also serves as feedstock for oil refineries. | Low heat stability and high corrosiveness. |
Biomass combustion is used widely for commercial purposes to produce heat and power [9]. The technology is commercially available, and poses minimal risk for investors. The end product of combustion is thermal energy used for heating and/or electrification. However, the efficiency of energy production from biomass is not high: approximately 20% for small enterprises, and no more than 40% for large and modern power-generating facilities [9]. Such technologies provide an economic and competitive advantage, provided that waste as initial feedstock is used. Considering that biomass combustion technologies are widespread and well understood [1][10][11], it is interesting to explore biomass pyrolysis and gasification in this review.
Gasification is considered to be the most efficient biomass-to-fuel conversion method. The process develops at elevated temperatures (650–1200 °C) in the presence of gasification agents (air, oxygen, steam, carbon dioxide), with syngas as the resulting product [7][12]. Air gasification yields a producer gas with a higher heating value of 4–6 MJ/nm3 (low-calorific gas). This gas can be burned in boilers and in gas engines or turbines after treatment, yet it is not appropriate for pipeline transportation due to low energy density. Gasification using oxygen yields intermediate heating value gas (10–12 MJ/m3) suitable for limited pipeline transportation and can be used as syngas to produce power/heat or converted into diesel range hydrocarbons by means of Fischer–Tropsch synthesis, or into dimethyl ether or gasoline range hydrocarbons [13]. Steam (pyrolytic) gasification yields an intermediate heating value gas with a greater heat of combustion (15–20 MJ/m3). This is a two-stage process implemented in two fluidized bed reactors. The main benefits of gasification over direct combustion of biomass are minimal emissions of pollutants and high heat efficiency [14][15]. In addition, integrated gasification combined cycle (IGCC) with carbon capture and storage (CCS) is now widespread [16][17][18]. CCS in gasification projects is considered a promising technology for cost-effective CO2 reduction (81–91%). The main advantages of IGCC with CCS IGCC with CCS include: (i) reduction of anthropogenic emissions (SO2 and NOx), as compared to combustion in boilers; (ii) reduction of energy losses during separation and capture of CO2 from synthesis gas; and (iii) production of valuable by-products: sulfur (for example, almost all of the sulfur in fuel can be recovered), nitrogen (from an air separation unit), and CO2 (from a CO2 capture unit) [16][17][18]. At the same time, gasification technologies, especially IGCC with CCS [16], involve considerable investment, which is much higher than the respective costs when traditional methods of fossil fuel utilization are applied.
Pyrolysis is endothermic decomposition of feedstock developing under oxygen deficiency. Pyrolysis is the first stage in combustion and gasification; it is followed by complete or partial oxidation of primary products. The end products of biomass pyrolysis are pyrolysis oil (bio–oil), non-condensable gases, and carbon-rich residue (char). The bio–oil yield occurs at temperatures from 350 to 500 °C [19]. At higher temperatures, the molecules of liquid and solid residue are destroyed to produce smaller molecules that pass to the gas medium. The yield of biomass pyrolysis products can be increased if the following conditions are fulfilled: (i) char—low temperatures and heating rates; (ii) liquid products—average temperatures, high heating rates and short gas residence time; and (iii) gas—high temperatures, low heating rate, and long gas residence time.
Pyrolysis oil can be utilized in diesel engines and power generation units in distributed generation, as well as at large power plants (as an alternative to fuel oil). Shihadeh et al. [20] showed that when pyrolysis oil is used in internal combustion engines, its efficiency is identical to the thermal efficiency of diesel fuel. However, the ignition delay of pyrolysis oil was longer [20]. Bio-oils do not yet have a wide industrial application due to existing limitations on the fuel quality, high viscosity, low stability and sustainability, and corrosiveness [19][21].
Pyrolysis yields from 10 to 35% char. Depending on the composition and physical properties of char, it can be used in different industrial processes: as solid fuel in boilers, activated carbon production, carbon nanotube manufacturing, etc. [22]. The producer gas resulting from pyrolysis can be converted after treatment into syngas, which can be utilized in engines and turbines, industrial incineration plants, and in methanol production [23].
The presented information is generalized in Table 2 with data about the typical products obtained using different methods of biomass conversion.
Table 2. Typical product yields obtained by biomass conversion.
| Process | Conditions | Result | |||
|---|---|---|---|---|---|
| Pyrolysis | Fast | Moderate temperature (600–800 °C), short residence time particularly vapor (from 10 to 200 °C/s) | Liquid | Char | Gas |
| 75% | 12% | 13% | |||
| Slow | Low temperature (300–500 °C), very long residence time (under 1 °C/s) | 30% | 35% | 35% | |
| Gasification | High temperature (650–1200 °C), long residence times (from 1 to 100 °C/s) | 5% | 10% | 85% | |
There are several well-established pyrolysis and gasification plants in different parts of the world, the most well-known of them are in Canada, the USA, Finland, and others. Table 3 [21][24] lists some industrial pyrolysis and gasification units.
Table 3. Worldwide current pyrolysis and gasification operating plants.
| Plant Name | Location | Units | Capacity |
|---|---|---|---|
| Pyrolysis | |||
| Red arrow, WI | Canada | Circulating fluidized bed | 1700 kg/h |
| Dyna Motive | Canada | Bubbling fluidized bed | 400 kg/h |
| Bio-alternative | USA | Fixed bed | 2000 kg/h |
| Battelle | USA | Catalytic pyrolysis technology | 1000 kg/h |
| Empyro | Netherlands | Flash pyrolysis | 5000 kg/h |
| Bioliq | Germany | Fast pyrolysis | 500 kg/h |
| BEST Energy | Australia | Bubbling fluidized bed | 300 kg/h |
| Fortum | Finland | - | 350 kg/h |
| Unión Fenosa | Spain | Bubbling fluidized bed | 200 kg/h |
| IRR manufacturing | South Africa | - | 1000 kg/h |
| Gasification | |||
| Great plains synfuels plant | USA | Fixed bed dry bottom | 16,000 t/day |
| Energos Gasification Plant | Norway | two-stage thermal treatment process | 78,000 t/year |
| Red Rock Bio | USA | TCG Global steam reforming | 136,000 tons/year |
| Shaanxi Weihe Fertilizer Co | China | General Electric | 1500 t/day |
| Yunnan Yuntianhua Group Tian’an Chemical Co., Ltd. | China | - | 2700 t/day |
2. Mechanisms and Stages of Biomass Pyrolysis and Gasification
Biomass is a system with a rather complex structure. A group of processes, phase transformations, and chemical reactions in a condensed phase and gas medium proceed in biomass when it is heated. Below are equations describing the main processes and transformations, taking into account typical stages of biomass conversion [6][25][26]: drying, pyrolysis, and gasification (Figure 1). There are reactors in which most of these processes run simultaneously [6][25][26][27].
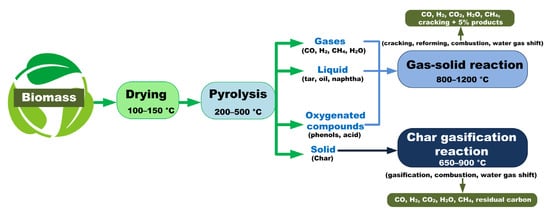
Figure 1. Mechanisms and stages of pyrolysis and gasification.
These processes are intended for producer gas generation. The term “synthesis gas” is quite often used, though it has a rather strict ratio of component concentrations: H2/(2CO + 3CO2) = 1.05. Impurities have been removed from it, and it is used as feedstock for the synthesis of chemical organic compounds currently produced from oil. It is unreasonable to set such requirements for the gas used as fuel. It is also incorrect to refer to biomass-derived producer gas as biogas. Biogas is obtained from biomass using biotechnologies. It consists mainly of methane (CH4). Producer gas contains a small amount of CH4.
The following stages are typical of the process: drying, pyrolysis, gasification, and condensation. These stages can be separated from each other by using intermediate chambers or different heating temperature ranges, and varying the type of medium (inert, reducing, oxidizing).
2.1. Drying
Drying is the first step of fuel preparation [28]. The moisture content of the initial fuel has a significant effect on gasification. High-moisture fuels are unable to maintain a sustainable combustion front in the layer, due to great energy demands for water evaporation.
By choosing the correct thermal mode in the reactor, wet fuel can be gasified under the conditions of steam-air blowing without adding any external steam. According to thermodynamic calculations, high content of moisture reduces the efficiency of the process, but increases the content of hydrogen in the producer gas. Water in the solid fuel can be physically or chemically bound. Since coal, biomass, peat, and other solid fuels are porous, their drying proceeds in the same way.
At the initial stage of drying, the content of moisture decreases almost linearly with time. This region is referred to as the period of the constant drying rate. During this period, the drying rate is determined by the external mass exchange of the surface with the surrounding gas medium. Unbound moisture is the first to evaporate, followed by inherent moisture evaporating in a quasi-steady mode. As soon as moisture content becomes critical, the drying rate starts decreasing. The period of the falling drying rate begins. At the same time, the rate of moisture diffusion inside the particle becomes lower than that of the external mass exchange. Thus, experimental data about the coefficient of moisture diffusion in the material makes it possible to calculate the rate and duration of fuel drying.
2.2. Pyrolysis
Thermal decomposition (pyrolysis) of biomass (which is usually implemented in industrial plants at temperatures exceeding 550 °C) is a complex of transformations resulting in gaseous products and a solid residue [29]. Pyrolysis proceeds under oxidizer deficiency. When biomass is heated, the proportions of gas, liquid, and semicoke produced depend on the pyrolysis mode and type of the system used. Three main components of biomass participating in pyrolysis are distinguished [30]: cellulose, hemicellulose, and lignin. Hemicellulose decomposes at a temperature from 250 to 400 °C and generates 20% semicoke when heated to 720 °C; higher temperatures (from 310 to 430 °C) are required for cellulose to decompose with 8% semicoke produced; lignin decomposes at 300–530 °C with the production of approximately 55% semicoke [30]. At lower temperatures, hydrocarbons depolymerize to produce smaller particles. Dehydration occurs at about 300 °C, with the production of unsaturated polymers and semicoke. A further temperature growth leads to extensive rupture of C–C and C–H with the production of oxygenates C2–4 and products: CO, CO2, H2, and CH4 [13].
2.3. Gasification of Carbonaceous Residue
Biomass gasification is a method of thermochemical conversion which includes converting chemical structures of biomass at elevated temperatures (>700 °C) in the presence of a gasifying agent (air/O2/steam/CO2 or a combination of these). Biomass is gasified in order to convert feedstock with a low calorific value into gaseous products with an average calorific value [31]. In addition to H2, CO, CO2, and CH4, untreated syngas also contains tars, lighter hydrocarbons, N2, and sulfur compounds, as well as traces of chloride. These decrease the gas quality. Among all these syngas components, H2 and CO are the most essential. Pyrolysis and gasification are interdependent processes. The gasification of the carbonaceous residue of biomass after pyrolysis is the process of interaction of carbon in a solid state with gaseous pyrolysis products CO, H2, and CO2. It proceeds in the following way:
-
C + CO2 → 2CO (absorbed heat, i.e., endothermic effect −14.6∙106 J/kg) [32],
-
C + H2O → CO + H2 (absorbed heat, i.e., endothermic effect −10.9∙106 J/kg) [32],
-
C + 2H2 → CH4 (proceeds only at temperatures above 500 °C with heat released, i.e., exothermic effect +8∙106 J/kg) [29]. These reactions develop on the surface and in the pores of biomass particles.
Thus, the main purpose of biomass gasification is the production of gas, while maximizing H2 concentrations and minimizing the tar content.
2.4. Pyrolysis and Gasification
The processes, phase transformations and chemical reactions described in the three previous sub-sections can be consecutive or parallel. The pyrolysis and gasification of biomass particles can be controlled by varying the initial concentrations of H2O and CO2 in the gas medium.
The main reactions of such interactions are as follows [29][32][33][34][35]:
C + O2 = CO2 (+34.1 × 106 J/kg),
C + ½O2 = CO (−0.108 × 106 J/kg),
H2 + ½O2 = H2O (−0.258 × 106 J/kg),
C + H2O = CO + H2 (−10.95 × 106 J/kg),
C + 2H2O = CO2 + 2H2 (+3.7 × 106 J/kg) at T > 450 °C,
C + CO2 = 2CO (−14.6 × 106 J/kg) at T > 720 °C,
C + 2H2 = CH4 (+8 × 106 J/kg),
CO + H2O = H2 + CO2 (−3.7 × 106 J/kg) at T > 480 °C,
CO + 3H2 = CH4 + H2O (+0.206 × 106 J/kg),
C + H2O = ½CH4 + ½CO2 (0.001 × 106 J/kg).
The explanations in line with the concepts [29][32][33][34][35] are presented below. Most of the oxygen (pure oxygen or oxygen of the air), supplied to the gas generator, is spent on the reactions (1)–(3). This releases thermal energy required for the drying of the solid residue, destruction of chemical bonds, and temperature increase in the gasification zone, as well as for the reactions (4)–(9). The reactions (4,5) are the main gasification reactions. They are endothermic and proceed in a high-temperature and low-pressure zone. The reaction (6) is a primary reaction during the combustion of carbon (endothermic). It is much slower than that of combustion (1) under the same temperatures. The reaction (7) describes the interaction of carbon with hydrogen to produce methane. The rate of this reaction is not high, except under the conditions of high pressure. The interaction (8) is very important for hydrogen synthesis. A temperature increase (over 600 °C) facilitates the reaction (9) towards methane generation. It is quite slow under relatively low temperatures. The reaction (10) is quite neutral in terms of heat release.
To use the gas obtained from biomass pyrolysis and gasification as an energy-efficient (with a high calorific value) and environmentally friendly (with a low content of SOx and NOx) fuel, factors influencing its composition should be carefully analyzed. The following sections focus on these parameters.
3. Biomass Types Used for Pyrolysis and Gasification
The following categories of biomass are distinguished in the context of pyrolysis and gasification: (i) primary wood waste, such as chips, sawdust, and tree branches; (ii) energy crops grown for the use in the energy sector, such as rapeseed, jatropha, miscanthus, and sugar cane; (iii) agricultural waste, such as sugar cane bagasse, nut shell (coconut, sunflower), corn husk, wheat straw, oil production waste (olive, rapeseed and sunflower waste), and palm seeds; and (iv) municipal solid waste, animal waste, and food waste. Table 4 presents data on types of biomass used for pyrolysis and gasification in different regions of the world.
Table 4. Characteristics of components (type of biomass) used in gasification and pyrolysis.
| Component | Country | Ultimate Analysis (wt %) | Proximate Analysis (wt %) | Ref. | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | H | O | N | S | Moisture | Volatile Matter |
Fixed Carbon | Ash | Heat of Combustion (MJ/kg) |
|||
| Woody biomass | ||||||||||||
| Beech wood | Germany | 44.1 | 6.3 | 49.4 | 0.2 | 0 | 4.7 | 87.6 | 8 | 0.8 | 19.5 | [36] |
| Wood pellet | UK | 52.3 | 6.8 | 40.7 | 0.16 | - | 6.7 | 84.3 | 15.7 | 0.8 | 20.8 | [37] |
| Soft wood | Ukraine | 45.34 ± 0.13 | 5.86 ± 0.04 | 42.45 ± 0.04 | 0.58 ± 0.11 | 0.17 ± 0.07 | 5.15 | - | - | 5.60 ± 0.38 | 18.23 ± 0.13 | [38] |
| Woody biomass | Sweden | 51.3 | 6.2 | 42 | 0.1 | 0.021 | 4.3 | 83.8 | - | 0.3 | 19.36 | [39] |
| Pine | Russia | 47.88 | 6.34 | 45.69 | 0.09 | 0 | - | 72.5 | 27.0 | 0.5 | - | [40] |
| Pine sawdust | India | 50.3 | 6 | 42.99 | 0.69 | - | 6.09 ± 0.3 | 78.03 ± 0.2 | 12.16 ± 0.1 | 2.07 ± 0.03 | 18.44 ± 09 | [41] |
| Sal sawdust | India | 49.83 | 6.01 | 43.56 | 0.58 | - | 8.88 ± 0.2 | 76.03 ± 0.1 | 14.09 ± 0.2 | 1.14 ± 0.01 | 18.20 ± 09 | [41] |
| Pine wood chips | Canada | 48.3 | 5.8 | 45.4 | 0.5 | - | 4.5 | 78.4 | - | 2.6 | 16.1 | [42] |
| Sawdust | Ecuador | 46.1 | 6.3 | 46.7 | 0.3 | - | 7.4 | - | - | 0.6 | - | [43] |
| Pine sawdust | India | 53.5 | 6.93 | 32.55 | 3.33 | 0.66 | 7.85 ± 0.05 | 77.27 ± 0.65 | 12.20 ± 0.15 | 2.78 ± 0.12 | 18.55 ± 0.43 | [44] |
| Root of mango tree | Australia | 45.56 | 6.44 | 47.24 | 0.56 | 0.20 | 5.73 | 67.87 | 22.49 | 3.91 | 18.52 | [45] |
| Eucalyptus urophylla | Brazil | 45.03 | 4.78 | 38.46 | 0.11 | - | 11.37 | 75.34 | 13.04 | 0.27 | 17.16 | [46] |
| Herbaceous and agricultural biomass | ||||||||||||
| Miscanthus | Australia | 50.73 | 7.08 | 41.95 | 0.14 | 0.10 | 10.67 | 65.65 | 18.34 | 5.34 | 17.00 | [45] |
| Palm empty fruit bunches | UAE | 44.7 | 5.97 | 49.05 | 0.74 | 0.18 | 8.73 | 67.51 | 17.47 | 6.28 | 17.2 | [47] |
| Palm leaves | UAE | 40.76 | 5.55 | 52.14 | 1.32 | 0.24 | 12.03 | 58.17 | 15.41 | 14.4 | 18.9 | [47] |
| Palm leave stems | UAE | 42.67 | 5.83 | 50.78 | 0.58 | 0.15 | 11.65 | 68.84 | 10 | 9.51 | 16.5 | [47] |
| Corn stalks | Ukraine | 36.38 ± 1.36 | 5.40 ± 0.13 | 44.08 ± 0.38 | 1.68 ± 0.01 | 0.16 ± 0.02 | 8.13 | - | - | 12.30 ± 0.87 | 14.24 ± 0.46 | [38] |
| Jerusalem artichoke stalks | China | 45.36 | 6.11 | 47.26 | 0.75 | 0.52 | 15.76 | 67.4 | 13.5 | 3.34 | 15.69 | [48] |
| Cane | China | 42.78 | 5.17 | 50.51 | 1.33 | 0.21 | 5.89 | 72.12 | 13.52 | 8.47 | 16.16 | [48] |
| Gulmohar seed | India | 51.3 | 6 | 40.56 | 2.58 | - | 7.09 ± 0.05 | 75.56 ± 0.5 | 15.80 ± 0.2 | 2.07 ± 0.12 | 19.65 ± 0.11 | [44] |
| Corncob | China | 46.6 | 5.8 | 47.0 | 0.4 | 0.2 | - | 86.9 | 11.8 | 1.3 | - | [49] |
| Corn cob | India | 44.2 | 5.9 | 44.2 | 0.54 | 0.08 | 10.2 | 80 | 4.2 | 5.7 | 15.5 | [41] |
| Palm kernel shell | UK | 50.11 | 6.24 | 42.16 | 1.50 | 0 | 6.70 | 67.52 | 22.13 | 3.65 | - | [50] |
| Olive waste | UK | 52.8 | 6.5 | 39.1 | 1.6 | - | 5.9 | 80.1 | 19.9 | 7.6 | 20.1 | [37] |
| Palm kernel cake | China | 49.04 | 5.93 | 34.10 | 2.46 | 0.29 | 2.88 | 75.83 | 15.99 | 5.30 | - | [51] |
| Jatropha seeds cake | China | 45.3 | 6.2 | 43.8 | 4.5 | 0.2 | - | 73.5 | 18.2 | 7.3 | - | [49] |
| Bagasse | China | 46.4 | 6.7 | 45.8 | 0.7 | 0.4 | - | 87.4 | 9.7 | 2.9 | - | [49] |
| Sugarcane | India | 43.2 | 6.2 | 43.2 | 0.4 | 0.8 | 10 | 76 | 9.6 | 4.4 | 17.2 | [41] |
| Sugarcane | UK | 44.34 | 5.92 | 49.17 | 0.57 | 0 | 5.33 | 83.39 | 7.79 | 3.49 | - | [50] |
| Sugarcane | Brazil | 43.79 | 5.16 | 38.90 | 0.29 | - | 7.32 | 74.86 | 13.27 | 4.55 | 17.81 | [46] |
| Sugarcane trash | Brazil | 44.7 | 5.8 | 48.97 | 0.45 | 0.08 | 9.92 | 81.55 | 6.90 | 11.57 | 17.74 (16.50) | [52] |
| Cherry pulp | Turkey | 50.80 | 6.79 | 39.66 | 2.67 | - | 6.42 | 72.02 | 19.70 | 1.86 | 19.82 | [53] |
| Straw | ||||||||||||
| Wheat straw | Ukraine | 39.90 ± 0.15 | 5.75 ± 0.02 | 41.97 ± 0.07 | 0.65 ± 0.08 | 0.13 ± 0.05 | 6.84 | - | - | 11.59 ± 0.76 | 16.12 ± 0.19 | [37] |
| Wheat straw | UK | 40.58 | 4.84 | 53.84 | 0.74 | 0 | 5.19 | 64.24 | 15.60 | 14.97 | - | [50] |
| Wheat straw | China | 45.94 | 5.83 | 39.08 | 0.56 | 0.45 | 2.50 | 72.36 | 18.00 | 5.64 | - | [51] |
| Rice straw | China | 42.66 | 5.68 | 37.37 | 1.03 | 0.44 | 1.51 | 69.09 | 18.09 | 11.31 | - | [51] |
| Cotton stalk | India | 46.8 | 6.4 | 46.8 | 0.3 | 0.2 | 8.9 | 71 | 16.6 | 3.5 | 19.2 | [41] |
| Cotton stalk | UK | 43.10 | 6.24 | 49.07 | 1.59 | 0 | 7.33 | 69.54 | 19.47 | 3.67 | - | [50] |
| Rice Husk | UK | 37.60 | 5.26 | 55.45 | 1.69 | 0 | 8.02 | 61.43 | 12.53 | 18.02 | - | [50] |
| Nut husk and shells | ||||||||||||
| Sunflower husks | Ukraine | 45.82 ± 0.08 | 6.32 ± 0.02 | 38.31 ± 0.08 | 2.61 ± 0.05 | 0.14 ± 0.02 | 6.1 | - | - | 6.81 ± 0.51 | 19.31 ± 0.13 | [38] |
| Areca nut husk | India | 48.8 | 5.79 | 43.45 | 1.95 | 0.1 | 7.43 ± 0.1 | 74.05 ± 0.2 | 15.55 ± 0.3 | 2.48 ± 0.05 | 18.21 ± 09 | [41] |
| Peanut shell | China | 49.7 | 5.8 | 43.7 | 0.6 | 0.1 | - | 84.1 | 14.5 | 1.4 | - | [49] |
| Palm kernel shell | Malaysia | 48.82 | 5.68 | 45.08 | 0.42 | - | 13.65 | 75.32 | 20.81 | 3.87 | 14.88 (14.75) | [54] |
| Walnut shells | Ukraine | 43.41 ± 0.17 | 5.66 ± 0.06 | 48.44 ± 0.08 | 1.98 ± 0.06 | 0.11 ± 0.03 | 4.1 | - | - | 0.41 ± 0.11 | 16.79 ± 0.08 | [38] |
| Coconut shell | UK | 48.32 | 5.26 | 46.14 | 0.29 | 0 | 7.16 | 68.58 | 22.00 | 2.26 | - | [50] |
| Other | ||||||||||||
| Cellulose | UK | 41.61 | 5.63 | 52.64 | 0.11 | 0 | 4.74 | 84.16 | 9.85 | 1.25 | - | [50] |
| Natural rubber | Malaysia | 83.63 | 11.97 | 2.71 | 1.58 | 0.12 | 1.71 | 89.98 | 4.71 | 3.60 | 45 | [55] |
| Spent coffee grounds | China | 55.98 | 6.73 | 31.07 | 2.0 | 0.31 | 2.66 | 80.44 | 15.65 | 1.25 | - | [51] |
| Brewer’s spent grain | Brazil | 42.2 | 7.2 | 37.6 | 3.6 | 1.1 | 3.97 | 83.3 | 9.51 | 3.22 | 21.6 | [56] |
| Microalgae | China | 52.07 | 7.15 | 21.65 | 8.57 | 0.62 | - | 72.37 | 22.16 | 5.46 | 24.19 | [57] |
| Microalgae | China | 49.6 | 7.0 | 25.4 | 8.2 | 0.5 | 10 | 81 | 16 | 9 | - | [57] |
| Microalgae | Russia | 61.3 | 6.4 | 22.5 | 8.8 | 1.1 | 3.0 | - | - | 5.1 | 25.04 | [58] |
There are certain conditions to be met when choosing the type of biomass for pyrolysis and gasification, which provide maximum efficiency of the processes. Based on data [6][26][59], the list of factors determining the choice of biomass type has been prepared (Table 5).
Table 5. Factors in choosing biomass type for pyrolysis and gasification.
| Biomass Properties | Factors | Favorable Conditions for Pyrolysis and Gasification |
|---|---|---|
| Moisture content | There are two kinds of biomass moisture: inherent (the content of moisture in biomass not affected by the weather conditions), and external (the content of moisture in biomass considering the weather conditions). | A high content of moisture enhances pyrolysis and gasification. |
| Heating value | There are higher and lower heating values. The higher heating value is the maximum amount of energy potentially derived from this biomass source. It includes the content of energy released during the fuel combustion in the air, as well as latent heat in the water steam. The lower heating value is the minimum amount of energy released from biomass conversion. |
The higher the heating value, the more rapid is pyrolysis and gasification. |
| Proportion of bound carbon and volatiles | The content of volatiles in the solid fuel, part of the fuel that is released as gas when it is heated. The content of bound carbon is a mass remaining after the release of volatiles, excluding the content of ash and moisture. The content of volatiles and bound carbon account for the rate of ignition and then gasification or oxidation. The elemental analysis, including the values of O, H, C, N, and S, indicates that a higher percentage of oxygen as compared with carbon reduces the heat of combustion of the fuel due to lower energy. |
A high content of volatiles and carbon combined with a low content of oxygen. |
| Content of ash | The chemical degradation of a biomass-derived fuel as a result of thermochemical or biochemical processes produces a solid residue which is actually ash. The content of ash in biomass affects both the cost of processing and the total cost of biomass energy conversion. Depending on the ash content, the available energy of the fuel proportionally decreases. After combustion, ash can form slag, a liquid phase (at a high temperature), which impairs the performance of the facility and increases operating costs. |
Low ash content. |
| Content of alkali metals | Alkali metals (Na, K, Mg, P, and Ca) in biomass lead to the formation of a sticky mobile liquid phase (slag) which may obstruct the flue gas path. | Lower content of alkali metals. |
| Cellulose/lignin ratio | Cellulose decomposes at lower temperatures than lignin does. Therefore, the total conversion of the carbon-containing plant matter in the form of cellulose is higher than that of plants with a higher proportion of lignin. | High content of cellulose and low content of lignin. |
References
- Qian, X.; Xue, J.; Yang, Y.; Lee, S.W. Thermal Properties and Combustion-Related Problems Prediction of Agricultural Crop Residues. Energies 2021, 14, 4619.
- World Bioenergy Association. Global Bioenergy Statistics 2019; World Bioenergy Association: Stockholm, Sweden, 2019; 58p.
- Yogalakshmi, K.N.; Poornima Devi, T.; Sivashanmugam, P.; Kavitha, S.; Yukesh Kannah, R.; Varjani, S.; Adish Kumar, S.; Kumar, G.; Rajesh Banu, J. Lignocellulosic biomass-based pyrolysis: A comprehensive review. Chemosphere 2021, 286, 131824.
- Bhaskar, T.; Ruan, R.; Park, Y.K.; Yang, H.; Chen, G. Pyrolysis, combustion and gasification of biomass (PCGB-2020). Bioresour. Technol. 2020, 313, 123803.
- Zhang, X.; Rajagopalan, K.; Lei, H.; Ruan, R.; Sharma, B.K. An overview of a novel concept in biomass pyrolysis: Microwave irradiation. Sustain. Energy Fuels 2017, 1, 1664–1699.
- Sikarwar, V.S.; Zhao, M.; Clough, P.; Yao, J.; Zhong, X.; Memon, M.Z.; Shah, N.; Anthony, E.J.; Fennell, P.S. An overview of advances in biomass gasification. Energy Environ. Sci. 2016, 9, 2939–2977.
- Li, H.; Wang, Y.; Zhou, N.; Dai, L.; Deng, W.; Liu, C.; Cheng, Y.; Liu, Y.; Cobb, K.; Chen, P.; et al. Applications of calcium oxide–based catalysts in biomass pyrolysis/gasification—A review. J. Clean. Prod. 2021, 291, 125826.
- Choe, K. Review of Wood Biomass Cyclone Burner. Energies 2021, 14, 4807.
- Bridgwater, A.V. Renewable fuels and chemicals by thermal processing of biomass. Chem. Eng. J. 2003, 91, 87–102.
- Vassilev, S.V.; Baxter, D.; Vassileva, C.G. An overview of the behaviour of biomass during combustion: Part I. Phase-mineral transformations of organic and inorganic matter. Fuel 2013, 112, 391–449.
- Jach-Nocoń, M.; Pełka, G.; Luboń, W.; Mirowski, T.; Nocoń, A.; Pachytel, P. An Assessment of the Efficiency and Emissions of a Pellet Boiler Combusting Multiple Pellet Types. Energies 2021, 14, 4465.
- Ren, J.; Cao, J.P.; Zhao, X.Y.; Liu, Y.L. Fundamentals and applications of char in biomass tar reforming. Fuel Process. Technol. 2021, 216, 106782.
- Bulushev, D.A.; Ross, J.R.H. Catalysis for conversion of biomass to fuels via pyrolysis and gasification: A review. Catal. Today 2011, 171, 1–13.
- Park, S.Y.; Oh, G.; Kim, K.; Seo, M.W.; Ra, H.W.; Mun, T.Y.; Lee, J.G.; Yoon, S.J. Deactivation characteristics of Ni and Ru catalysts in tar steam reforming. Renew. Energy 2017, 105, 76–83.
- Oh, G.; Ra, H.W.; Yoon, S.M.; Mun, T.Y.; Seo, M.W.; Lee, J.G.; Yoon, S.J. Syngas production through gasification of coal water mixture and power generation on dual-fuel diesel engine. J. Energy Inst. 2019, 92, 265–274.
- Rao, A.B.; Phadke, P.C. CO2 Capture and Storage in Coal Gasification Projects. IOP Conf. Ser. Earth Environ. Sci. 2017, 76, 012011.
- Hoffmann, B.S.; Szklo, A. Integrated gasification combined cycle and carbon capture: A risky option to mitigate CO2 emissions of coal-fired power plants. Appl. Energy 2011, 88, 3917–3929.
- Sofia, D.; Giuliano, A.; Poletto, M.; Barletta, D. Techno-economic analysis of power and hydrogen co-production by an IGCC plant with CO2 capture based on membrane technology. Comput. Aided Chem. Eng. 2015, 37, 1373–1378.
- Fahmi, R.; Bridgwater, A.V.; Donnison, I.; Yates, N.; Jones, J.M. The effect of lignin and inorganic species in biomass on pyrolysis oil yields, quality and stability. Fuel 2008, 87, 1230–1240.
- Shihadeh, A.S.; Hochgreb, S. Diesel Engine Combustion of Biomass Pyrolysis Oils. Energy Fuels 2000, 14, 260–274.
- Jahirul, M.I.; Rasul, M.G.; Chowdhury, A.A.; Ashwath, N. Biofuels Production through Biomass Pyrolysis—A Technological Review. Energies 2012, 5, 4952–5001.
- Goyal, H.B.; Seal, D.; Saxena, R.C. Bio-fuels from thermochemical conversion of renewable resources: A review. Renew. Sustain. Energy Rev. 2008, 12, 504–517.
- Giuliano, A.; Freda, C.; Catizzone, E. Techno-Economic Assessment of Bio-Syngas Production for Methanol Synthesis: A Focus on the Water–Gas Shift and Carbon Capture Sections. Bioenergy 2020, 7, 70.
- Nkosi, N.; Muzenda, E.; Gorimbo, J.; Belaid, M. Developments in waste tyre thermochemical conversion processes: Gasification, pyrolysis and liquefaction. RSC Adv. 2021, 11, 11844–11871.
- Neves, D.; Thunman, H.; Matos, A.; Tarelho, L.; Gómez-Barea, A. Characterization and prediction of biomass pyrolysis products. Prog. Energy Combust. Sci. 2011, 37, 611–630.
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46.
- Glushkov, D.O.; Nyashina, G.S.; Anand, R.; Strizhak, P.A. Composition of gas produced from the direct combustion and pyrolysis of biomass. Process Saf. Environ. Prot. 2021, 156, 43–56.
- Kuznetsov, G.V.; Syrodoy, S.V.; Gutareva, N.Y. Influence of a wet wood particle form on the characteristics of its ignition in the high-temperature medium. Renew. Energy 2020, 145, 1474–1486.
- Wickramaarachchi, W.A.M.K.P.; Narayana, M. Pyrolysis of single biomass particle using three-dimensional Computational Fluid Dynamics modelling. Renew. Energy 2020, 146, 1153–1165.
- Williams, P.T.; Besler, S. The influence of temperature and heating rate on the slow pyrolysis of biomass. Renew. Energy 1996, 7, 233–250.
- Hanchate, N.; Ramani, S.; Mathpati, C.S.; Dalvi, V.H. Biomass gasification using dual fluidized bed gasification systems: A review. J. Clean. Prod. 2021, 280, 123148.
- Duffy, N.T.M.; Eaton, J.A. Investigation of factors affecting channelling in fixed-bed solid fuel combustion using CFD. Combust. Flame 2013, 160, 2204–2220.
- Sand, U.; Sandberg, J.; Larfeldt, J.; Bel Fdhila, R. Numerical prediction of the transport and pyrolysis in the interior and surrounding of dry and wet wood log. Appl. Energy 2008, 85, 1208–1224.
- Haseli, Y.; van Oijen, J.A.; de Goey, L.P.H. A detailed one-dimensional model of combustion of a woody biomass particle. Bioresour. Technol. 2011, 102, 9772–9782.
- Papadikis, K.; Gu, S.; Bridgwater, A.V.; Gerhauser, H. Application of CFD to model fast pyrolysis of biomass. Fuel Process. Technol. 2009, 90, 504–512.
- Socci, J.; Saraeian, A.; Stefanidis, S.D.; Banks, S.W.; Shanks, B.H.; Bridgwater, T. The role of catalyst acidity and shape selectivity on products from the catalytic fast pyrolysis of beech wood. J. Anal. Appl. Pyrolysis 2019, 104710.
- Riaza, J.; Mason, P.; Jones, J.M.; Gibbins, J.; Chalmers, H. High temperature volatile yield and nitrogen partitioning during pyrolysis of coal and biomass fuels. Fuel 2019, 248, 215–220.
- Zubkova, V.; Strojwas, A.; Bielecki, M.; Kieush, L.; Koverya, A. Comparative study of pyrolytic behavior of the biomass wastes originating in the Ukraine and potential application of such biomass. Part 1. Analysis of the course of pyrolysis process and the composition of formed products. Fuel 2019, 254, 115688.
- Johansson, A.C.; Sandström, L.; Öhrman, O.G.W.; Jilvero, H. Co-pyrolysis of woody biomass and plastic waste in both analytical and pilot scale. J. Anal. Appl. Pyrolysis 2018, 134, 102–113.
- Korshunov, A.; Kichatov, B.; Melnikova, K.; Gubernov, V.; Yakovenko, I.; Kiverin, A.; Golubkov, A. Pyrolysis characteristics of biomass torrefied in a quiescent mineral layer. Energy 2019, 187, 116015.
- Mishra, R.K.; Mohanty, K. Pyrolysis kinetics and thermal behavior of waste sawdust biomass using thermogravimetric analysis. Bioresour. Technol. 2018, 251, 63–74.
- Nguyen, T.S.; He, S.; Raman, G.; Seshan, K. Catalytic hydro-pyrolysis of lignocellulosic biomass over dual Na2CO3/Al2O3 and Pt/Al2O3 catalysts using n-butane at ambient pressure. Chem. Eng. J. 2016, 299, 415–419.
- Schneider, J.K.; da Cunha, M.E.; dos Santos, A.L.; Maciel, G.P.S.; Brasil, M.C.; Pinho, A.R.; Mendes, F.L.; Jacques, R.A.; Caramão, E.B. Comprehensive two dimensional gas chromatography with fast-quadrupole mass spectrometry detector analysis of polar compounds extracted from the bio-oil from the pyrolysis of sawdust. J. Chromatogr. A 2014, 1356, 236–240.
- Mishra, R.K.; Mohanty, K. Thermal and catalytic pyrolysis of pine sawdust (Pinus ponderosa) and Gulmohar seed (Delonix regia) towards production of fuel and chemicals. Mater. Sci. Energy Technol. 2019, 2, 139–149.
- He, J.; Strezov, V.; Kumar, R.; Weldekidan, H.; Jahan, S.; Dastjerdi, B.H.; Zhou, X.; Kan, T. Pyrolysis of heavy metal contaminated Avicennia marina biomass from phytoremediation: Characterisation of biomass and pyrolysis products. J. Clean. Prod. 2019, 234, 1235–1245.
- Pighinelli, A.L.M.T.; Boateng, A.A.; Mullen, C.A.; Elkasabi, Y. Evaluation of Brazilian biomasses as feedstocks for fuel production via fast pyrolysis. Energy Sustain. Dev. 2014, 21, 42–50.
- Makkawi, Y.; El Sayed, Y.; Salih, M.; Nancarrow, P.; Banks, S.; Bridgwater, T. Fast pyrolysis of date palm (Phoenix dactylifera) waste in a bubbling fluidized bed reactor. Renew. Energy 2019, 143, 719–730.
- Li, J.; Qiao, Y.; Zong, P.; Qin, S.; Wang, C.; Tian, Y. Fast pyrolysis characteristics of two typical coastal zone biomass fuels by thermal gravimetric analyzer and down tube reactor. Bioresour. Technol. 2019, 283, 96–105.
- Yi, L.; Liu, H.; Li, S.; Li, M.; Wang, G.; Man, G.; Yao, H. Catalytic pyrolysis of biomass wastes over Org-CaO/Nano-ZSM-5 to produce aromatics: Influence of catalyst properties. Bioresour. Technol. 2019, 294, 122186.
- Akubo, K.; Nahil, M.A.; Williams, P.T. Pyrolysis-catalytic steam reforming of agricultural biomass wastes and biomass components for production of hydrogen/syngas. J. Energy Inst. 2019, 92, 1987–1996.
- Liu, X.; Luo, Z.; Yu, C.; Xie, G. Conversion mechanism of fuel-N during pyrolysis of biomass wastes. Fuel 2019, 246, 42–50.
- Pelaez-Samaniego, M.R.; Mesa-Pérez, J.; Cortez, L.A.B.; Rocha, J.D.; Sanchez, C.G.; Marín, H. Use of blends of gasoline with biomass pyrolysis-oil derived fractions as fuels in an Otto engine. Energy Sustain. Dev. 2011, 15, 376–381.
- Pehlivan, E.; Özbay, N.; Yargıç, A.S.; Şahin, R.Z. Production and characterization of chars from cherry pulp via pyrolysis. J. Environ. Manage. 2017, 203, 1017–1025.
- Maliutina, K.; Tahmasebi, A.; Yu, J.; Saltykov, S.N. Comparative study on flash pyrolysis characteristics of microalgal and lignocellulosic biomass in entrained-flow reactor. Energy Convers. Manag. 2017, 151, 426–438.
- Ahmad, N.; Abnisa, F.; Wan Daud, W.M.A. Liquefaction of natural rubber to liquid fuels via hydrous pyrolysis. Fuel 2018, 218, 227–235.
- Borel, L.D.M.S.; Lira, T.S.; Ribeiro, J.A.; Ataíde, C.H.; Barrozo, M.A.S. Pyrolysis of brewer’s spent grain: Kinetic study and products identification. Ind. Crops Prod. 2018, 121, 388–395.
- Chang, Z.; Duan, P.; Xu, Y. Catalytic hydropyrolysis of microalgae: Influence of operating variables on the formation and composition of bio-oil. Bioresour. Technol. 2015, 184, 349–354.
- Chernova, N.I.; Kiseleva, S.V.; Larina, O.M.; Sytchev, G.A. Manufacturing gaseous products by pyrolysis of microalgal biomass. Int. J. Hydrogen Energy 2020, 45, 1569–1577.
- Dhyani, V.; Bhaskar, T. A comprehensive review on the pyrolysis of lignocellulosic biomass. Renew. Energy 2018, 129, 695–716.
More
Information
Subjects:
Environmental Sciences
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
5.0K
Entry Collection:
Environmental Sciences
Revisions:
3 times
(View History)
Update Date:
26 Nov 2021
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No