 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Jing Tao Wang | + 2002 word(s) | 2002 | 2021-10-20 08:53:59 | | | |
| 2 | Camila Xu | -116 word(s) | 1886 | 2021-10-25 09:43:43 | | |
Video Upload Options
Tube high-pressure shearing (t-HPS) is a deformation processing, in which a tubular sample is subjected to azimuthal shearing under a hydrostatic pressure. The shear plane is in parallel to the cylindrical surface of the tube, and the shear direction is in the azimuthal direction.
1. Introduction
2. Experimental Results
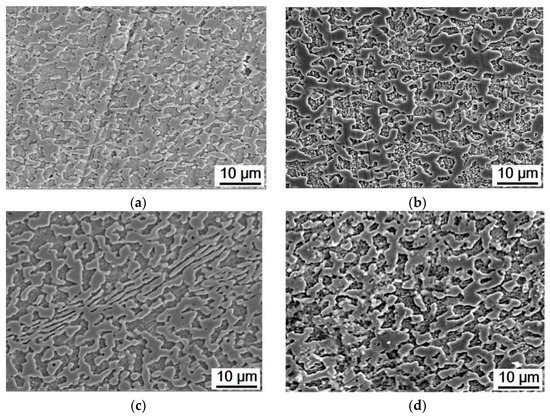
Figure 1 shows the microstructures of the Bi–Sn alloy (a) in the as-cast condition and after t-HPS processing for (b) 0.25, (c) 1, (d) 5 and (e) 20 turns, where the SEM observations were conducted after storage at RT for 8 h following t-HPS processing. Inspection showed the as-cast Bi–Sn alloy has a typical eutectic structure where the Bi phase and the Sn phase are complementary and packed together. As the etchant preferentially attacked the Sn phase, large amounts of very small Bi precipitate particles became visible within the Sn-rich areas after etching. After t-HPS processing for 0.25 and 1 turn, no significant microstructural change was observed despite some slight rotation of the lamellar structure, and the overall eutectic structure was not destroyed. As the number of turns increased to 5 and 20, it was observed that each phase started to fracture. The edges of both phases became sharper and grains with equiaxed shapes became visible.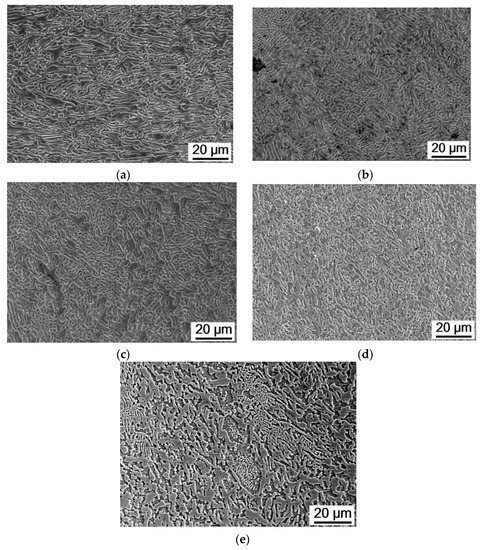
| Strain Rate | 1.0 × 10−2 s−1 | 1.0 × 10−3 s−1 | 1.0 × 10−4 s−1 | |||
|---|---|---|---|---|---|---|
| UTS, MPa | Elongation | UTS, MPa | Elongation | UTS, MPa | Elongation | |
| As-cast | 70 | ~40% | 60 | ~80% | 53 | ~130% |
| 0.25 turns | 69 | ~80% | 48 | ~280% | 33 | ~430% |
| 1 turn | 69 | ~100% | 49 | ~270% | 31 | ~490% |
| 5 turns | / | / | 42 | ~1170% | 23 | ~1530% |
| 20 turns | / | / | 26 | ~1060% | 12 | ~1820% |
3. Principle of tube high-pressure shearing
The principle of t-HPS is depicted schematically in Figure 1 where the sample, in the form of a tube, is radially confined between a central mandrel and an outer cylinder. The principle of the process is that a sufficiently high hydrostatic pressure is introduced in the tube wall so that the frictional forces at the interfaces between the sample-mandrel and the sample-cylinder are high enough to prevent any localized slip. By fixing the mandrel and rotating the outer cylinder (or vice versa), a simple shear strain is then produced in the tube wall.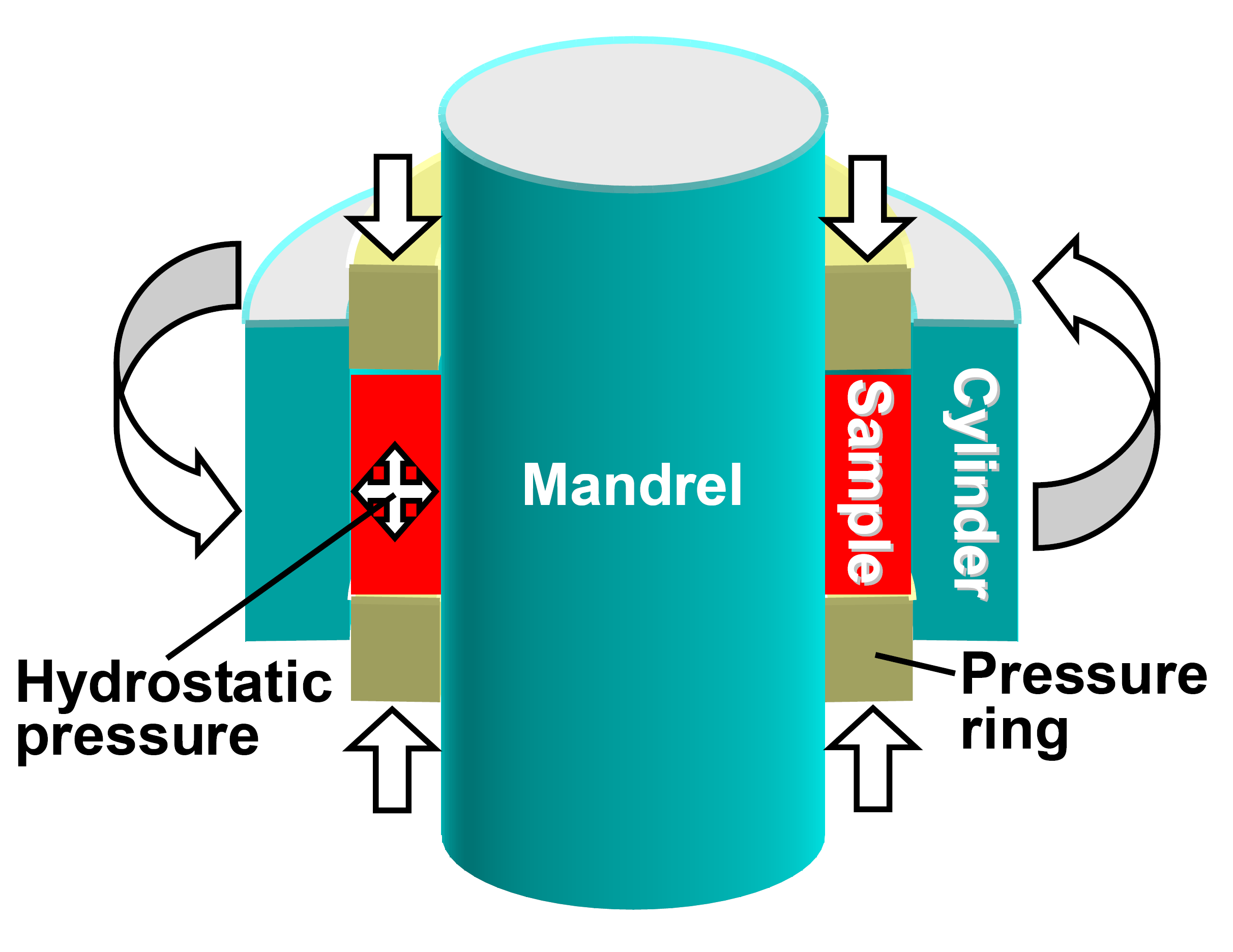
Figure 1. Schematic illustration of the principles of t-HPS
A critical factor determining the success of t-HPS is to obtain a sufficiently high hydrostatic pressure in the tube wall confined between the central mandrel and the outer cylinder. Different procedures may be adopted for introducing a hydrostatic pressure into the tube wall. A radial force may be applied at the cylinder surface by, for example, compressing the mandrel within the elastic regime. An alternative and attractive procedure is to apply an axial force at the two ends of the tube. This may be accomplished by fully confining the tube through the use of pressure rings at both ends of the sample and then compressing the rings directly to build up a high hydrostatic pressure in the tube wall as illustrated in Figure 1.
The average strain, γ, introduced into the tube wall is:
where Ri and R are the inner and outer radii of the tube respectively.
The strain distribution in fact in tube wall is not uniform and a strain gradient exists. For a constitutional equation in the form where τ0 and A are material constants and n the strain hardening exponent, the shear strain dependence on radical coordinate r is:
where τ0 and A are material constants and n the strain hardening exponent, the shear strain dependence on radical coordinate r is:
where C is integration constant. This leads to a simpler expression of shear strain γ for the special case of τ0 =0.
The average equivalent strain:
The equivalent strain distribution for materials with constitutional relation τ = τ0+Aγ n:

Or for the materials with simple constitutional relation τ = Aγ n:
It is clear that the strain distribution is materials dependent.
It should be noted that edge effect also appears as in other deformation processing [20][21].
t-HPS has been utilized to synthesis multilayered structures in one single step of t-HPS rotation [22].
The following is recent application t-HPS to process eutectic Bi–Sn (57/43) alloy for superplasticity [23].
References
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Producing bulk ultrafine-grained materials by severe plastic deformation. JOM 2006, 58, 33–39.
- Barnes, A.J. Superplastic forming 40 years and still growing. J. Mater. Eng. Perform. 2007, 16, 440–454.
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059.
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for gain refinement. Prog. Mater. Sci. 2006, 51, 881–981.
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure tosrion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979.
- Zhilyaev, A.P.; Kim, B.K.; Nurislamova, G.V.; Baró, M.D.; Szpunar, J.A.; Langdon, T.G. Orientation imaging microscopy of ultrafine-grained nickel. Scripta Mater. 2002, 46, 575–580.
- Zhilyaev, A.P.; Nurislamova, G.V.; Kim, B.K.; Baró, M.D.; Szpunar, J.A.; Langdon, T.G. Experimental parameters influencing grain refinement and microstructural evolution during high-pressure torsion. Acta Mater. 2003, 51, 753–765.
- Wongsa-Ngam, J.; Kawasaki, M.; Langdon, T.G. A comparison of microstructures and mechanical properties in a Cu-Zr alloy processed using different SPD techniques. J. Mater. Sci. 2013, 48, 4653–4660.
- Brodova, I.; Rasposienko, D.; Shirinkina, I.; Petrova, A.; Akopyan, T.; Bobruk, E. Effect of severe plastic deformation on structure refinement and mechanical properties of the Al-Zn-Mg-Fe-Ni Alloy. Metals 2021, 11, 296.
- Edalati, K.; Li, H.-W.; Kilmametov, A.; Floriano, R.; Borchers, C. High-Pressure Torsion for Synthesis of High-Entropy Alloys. Metals 2021, 11, 1263.
- Nocivin, A.; Raducanu, D.; Vasile, B.; Trisca-Rusu, C.; Cojocaru, E.; Dan, A.; Irimescu, R.; Cojocaru, V. Tailoring a Low Young Modulus for a Beta Titanium Alloy by Combining Severe Plastic Deformation with Solution Treatment. Materials 2021, 14, 3467.
- Svirid, A.; Pushin, V.; Kuranova, N.; Makarov, V.; Ustyugov, Y. Structural and Phase Transformations and Physical and Mechanical Properties of Cu-Al-Ni Shape Memory Alloys Subjected to Severe Plastic Deformation and Annealing. Materials 2021, 14, 4394.
- Wang, C.T.; He, Y.; Langdon, T.G. The significance of strain weakening and self-annealing in a superplastic Bi–Sn eutectic alloy processed by high-pressure torsion. Acta Mater. 2019, 185, 245–256.
- Wang, C.T.; Langdon, T.G. An examination of strain weakening and self-annealing in a Bi-Sn alloy processed by high-pressure torsion. Mater. Lett. 2021, 301, 130321.
- Kawasaki, M.; Ahn, B.; Langdon, T.G. Microstructural evolution in a two-phase alloy processed by high-pressure torsion. Acta Mater. 2009, 58, 919–930.
- Zhang, N.X.; Kawasaki, M.; Huang, Y.; Langdon, T.G. Microstructural evolution in two-phase alloys processed by high-pressure torsion. J. Mater. Sci. 2012, 48, 4582–4591.
- Zhang, N.X.; Chinh, N.Q.; Kawasaki, M.; Huang, Y.; Langdon, T.G. Self-annealing in a two-phase Pb-Sn alloy after processing by high-pressure torsion. Mater. Sci. Eng. A 2016, 666, 350–359.
- Zhang, N.X.; Kawasaki, M.; Huang, Y.; Langdon, T.G. An examination of microstructural evolution in a Pb–Sn eutectic alloy processed by high-pressure torsion and subsequent self-annealing. Mater. Sci. Eng. A 2020, 802, 140653.
- Pearson, C.E. The viscous properties of extruded eutectic alloys of lead-tin and bismuth-tin. J. Inst. Met. 1934, 54, 111–124.
- Wang, J.T.; Li, Z.; Wang, J.; Langdon, T.G. Principles of severe plastic deformation using tube high-pressure shearing. Scr. Mater. 2012, 67, 810–813.
- Meng, J.J.; Li, Z.; Liu, Y.; Bin Zhu, Y.; Wang, S.; Lin, K.; Tao, J.Q.; Wang, J.T. Investigation on the Strain Distribution in Tube High-Pressure Shearing. Metals 2019, 9, 1117.
- Li, Z.; Zhang, P.F.; Yuan, H.; Lin, K.; Liu, Y.; Yin, D.L.;Wang, J.T.; Langdon, T.G. Principle of one-step synthesis for multilayered structures using tube high-pressure shearing. Mater. Sci. Eng. A 2016, 658, 367–375.
- Wang, C.-T.; Li, Z.; He, Y.; Wang, J.-T.; Langdon, T.G. Microstructural Evolution and Tensile Testing of a Bi–Sn (57/43) Alloy Processed by Tube High-Pressure Shearing. Crystals 2021, 11, 1229.


