Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Muhammad Asad Maqsood | + 5294 word(s) | 5294 | 2021-09-18 10:07:58 | | | |
| 2 | Lindsay Dong | + 15 word(s) | 5309 | 2021-09-22 04:31:59 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Maqsood, M.A. Sustainable Machining of Steels. Encyclopedia. Available online: https://encyclopedia.pub/entry/14328 (accessed on 03 August 2026).
Maqsood MA. Sustainable Machining of Steels. Encyclopedia. Available at: https://encyclopedia.pub/entry/14328. Accessed August 03, 2026.
Maqsood, Muhammad Asad. "Sustainable Machining of Steels" Encyclopedia, https://encyclopedia.pub/entry/14328 (accessed August 03, 2026).
Maqsood, M.A. (2021, September 18). Sustainable Machining of Steels. In Encyclopedia. https://encyclopedia.pub/entry/14328
Maqsood, Muhammad Asad. "Sustainable Machining of Steels." Encyclopedia. Web. 18 September, 2021.
Copy Citation
To improve occupational health and safety and the reduction of product costs, companies are moving towards sustainable manufacturing. Emphasizes the sustainable machining aspects of steel by employing techniques that require the minimal use of cutting oils, i.e., minimum quantity lubrication, and other efficient techniques like cryogenic cooling, dry cutting, solid lubricants, air/vapor/gas cooling, and cryogenic treatment. Cryogenic treatment on tools and the use of vegetable oils or biodegradable oils instead of mineral oils are used as primary techniques to enhance the overall part quality, which leads to longer tool life with no negative impacts on the environment.
sustainable manufacturing
minimum quantity lubrication
cryogenic machining
solid lubricants
vegetable oils
steels
1. Introduction
1.1. Manufacturing Industries and Sustainable Manufacturing
It is well noted that machining is widely used to produce automotive parts within the manufacturing industry sector. In all machining operations, cutting fluids play a vital role in reducing the machining cost by increasing tool life. It was observed that 7–17% of the cost incurred in the machining of a part is associated with using cutting fluids. Further, the tooling cost is about 2–4%, so it is necessary to improve the whole process. In addition, the use of cutting fluids causes health diseases like skin problems, allergies, eyes problems, and cancer in workers. Here, skin problem is about 80% [1]. Lawal et al. [2] also witnessed that major skin problems, about 80% in quantity, are due to cutting fluids. They also proposed that vegetable oil-based and metal working liquids have been proven to be environmentally sustainable in the dielectric regime.
Strict environmental regulations demand that cutting oil used during machining processes should be recycled or disposed of in such a way that it will not spoil the environment and will be harmless for all interested parties. These fluids are extremely costly to dispose of or store. The cost is about double the machining cost depending on the cutting fluid which is being used. Mineral oils used as cutting fluids are difficult to dispose of into the environment without any prior treatment [3][4][5].
1.2. Need for Sustainable Manufacturing
Jordi Oliver Solà, Chief Executive Officer (CEO) of a circular economy consulting group, has demonstrated the importance of sustainability, not only from an ethical or environmental point of view, but also that it is needed for markets to be competitive and important for the survival of any sector [6]. Therefore, to save natural resources, sustainable manufacturing is very important [7][8].
The need for sustainable manufacturing techniques is also depicted by the three pillars of sustainable manufacturing, as shown below in Figure 1. One of these is the need for improvement from an economic, social, and environmental point of view. It brings balance between social, economic, and environmental aspects [9][10]. This technique mainly deals with the minimal usage of cutting fluids. It does not mean just stoping the supply of cutting oils to make the environment better. Cutting oils serve many purposes like lubrication and temperature reduction in the cutting zones.
Figure 1. Three Pillars of Sustainability, reprinted with permission from ref. [11]. Copyright 2017 BSP books Pvt Ltd.
Concerns about environmental impacts, climate change, occupational health and safety, and machining costs have forced companies to move towards sustainable techniques. As per the investigation of Jayal et al. [12], the selection of sustainability aspects occurs mainly because of factors like the increase in diseases in shop floor workers, inflexibility in government plans, and when targeted to minimize the cost of production. So, sustainable machining is highly recommended where traditional cutting methods became null. Currently, advanced technologies like cryogenic cooling, nano cutting fluids, dry cutting, and minimum quantity lubrication (MQL), etc. are being used [13].
The consideration of the following points allows companies to improve these three pillars:
-
Efficient resource utilization (Energy, Material, Water, Labor, etc.);
-
Improvement in the application of metalworking fluids;
-
Adopting other sustainable manufacturing techniques;
-
Lean Implementation;
-
Improvement in the working environment by applying best machining practices;
-
Most important, training to all employees related to sustainable machining.
Figure 2 shows the basic objectives by which pressure was built on manufactures to change their way of working. It is clearly depicted that there is a need to change the whole scenario of conventional working in manufacturing industries to improve socially, economically, and environmentally. Technology revolution should be introduced in manufacturing industries to lower the cost per piece of product. Whereas Figure 3 shows the breakdown of the product cost, including cooling and lubricating costs, which are about 18%.
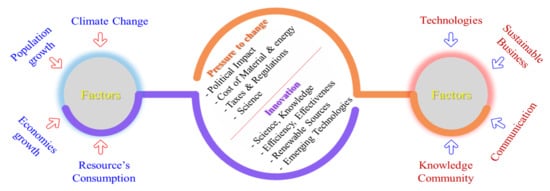
Figure 2. Pressure to change the paradigms of the manufacturing industry, reprinted with permission from ref. [14]. Copyright 2010 Elsevier Ltd.
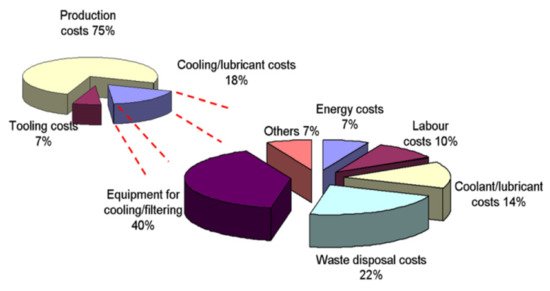
Figure 3. Cooling and lubricating costs incorporated in the automotive sector, reprinted with permission from ref. [15]. Copyright 2010 Elsevier Ltd.
The key methods that provide a direct path to create a cleaner manufacturing sector are depicted in Figure 4.
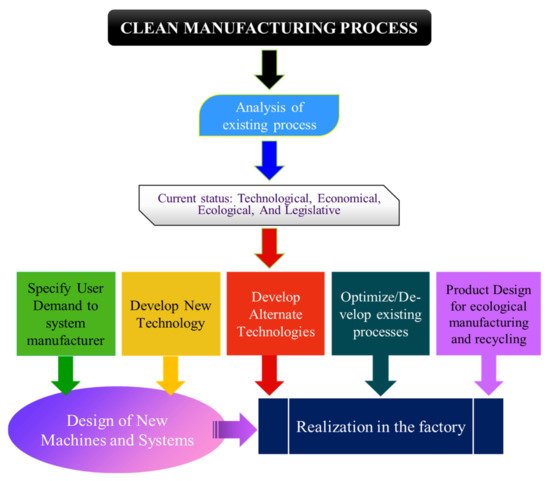
Figure 4. Implementation of Clean Manufacturing process, reprinted with permission from ref. [15]. Copyright 2010 Elsevier Ltd.
Further, some key characteristics of sustainable machining are presented in Figure 5, which clearly shows that this technique justified three pillars of sustainable manufacturing. Figure 6 shows the evolution over time of sustainable manufacturing, which depicts the critical importance of embedding sustainable manufacturing by 2025.

Figure 5. Characteristics of Sustainable machining, reprinted with permission from ref. [12]. Copyright 2010 CIRP, Published by Elsevier Ltd.
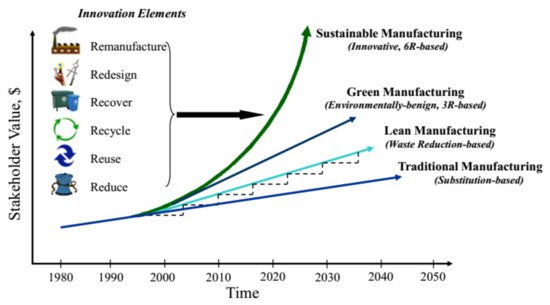
Figure 6. Evolution with the time of sustainable manufacturing, reprinted with permission from ref. [16]. Copyright 2010 CIRP, Published by Elsevier Ltd.
2. Sustainable Techniques
Different sustainable techniques, i.e., cryogenic cooling, MQL, solid lubricants, and other techniques which are being used in the auto industry that fulfill the overall objectives of this review, are depicted in Figure 7 [3]. The techniques mentioned in Figure 7 have certain benefits, as portrayed in Figure 8.
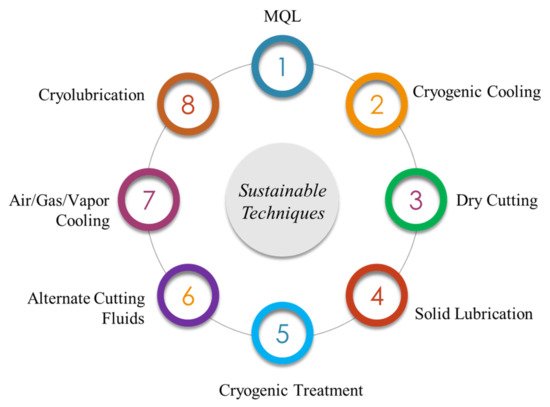
Figure 7. Sustainable Techniques, reprinted with permission from ref. [3]. Copyright 2015 Elsevier Ltd.
Figure 8. Benefits associated with sustainable machining.
2.1. Cryogenic Cooling
In cryogenic cooling, low temperature (below −150 °C) materials and medium are used for cooling purposes. Liquid nitrogen, whose boiling point is (−195.82 °C) and frozen carbon dioxide, whose sublimation point is (−78.5 °C), are two common media used in this process. Nitrogen is employed to cool down the temperature in the cutting zone because of exothermic conditions. The large amount of heat that is generated during machining causes tool failure and tends to alter the mechanical properties of the specimen. Therefore, to minimize the detrimental effects due to heat and elevated temperature, nitrogen is used, which decreases wear and tear as well as improves the build-up edge [17]. Cryogenic is an eco-friendly technique that shows better results at higher cutting speeds. It is best to control machining temperature along with enhanced tool life [18]. The schematic diagram of the cryogenic cooling setup is represented in Figure 9.
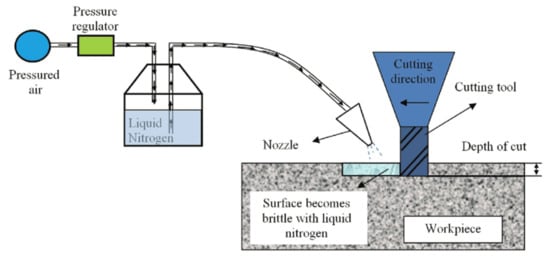
Figure 9. Diagram of cryogenic cooling technique setup, reprinted with permission from ref. [19]. Copyright 2010 Elsevier Ltd.
It was noted during the comparison of dry cutting, MQL, and cryogenic machining that the cryogenic technique is better in increasing tool life with the reduction of cutting temperature. With this product, life improved due to better surface quality [20].
The use of liquid nitrogen in hard turning caused the improvement in cutting speed, and higher productivity and greater tool life were achieved. All of the surface finishes also improved as it causes a decrease in machined surface temperature. Also, it is good for the environment and has no toxic properties [21].
Figure 10 shows the environmental impact of different cooling techniques in the machining of AISI 304. Wet cooling has a tremendous impact on the environment, like ozone depletion, etc. Cryo MQL-CO2 is best found in all these.
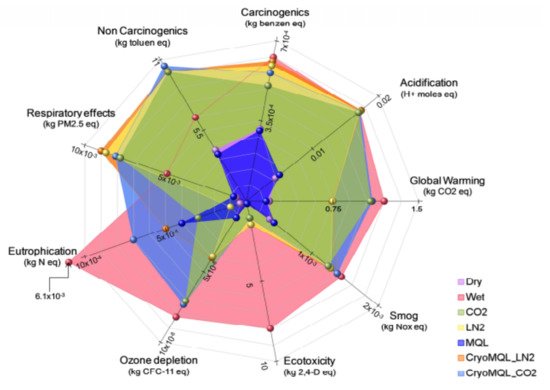
Figure 10. The impact on the environment by different cooling techniques, reprinted with permission from ref. [22]. Copyright 2016 Elsevier Ltd.
It was observed that cryogenic machining, which is suitable for environmental impact, may also have other benefits in terms of lesser tool life and low power consumption as compared to dry cutting. Figure 11 shows a graphical representation of tool life in different cooling techniques, which clearly depicts that tool life is longer in CryoMQL-CO2 as compared to other techniques [22].
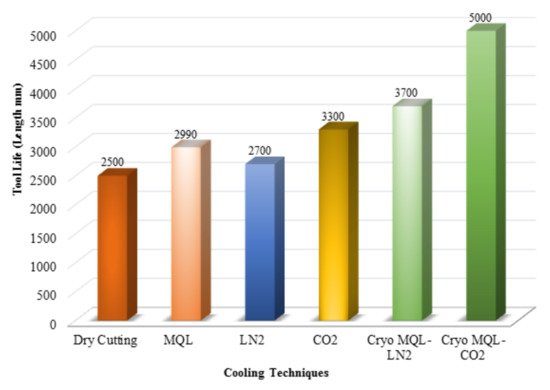
Figure 11. Comparison of Tool life between different cooling techniques, reprinted with permission from ref. [22]. Copyright 2016 Elsevier Ltd.
The cryo-cooling process consists of many input variables: cooling rate, soaking time and temperature, tempering temperature, and its required time [23]. Gill et al. [24] flourished that three of above parameters (cooling rate, soaking time, and soaking temperature) have been extensively increased the tool life upto 98% by compromising the mechanical characteristics of it. Stratton [25] put forward that cooling rate must be low enough to avoid cracking and deforming in the material.
Figure 12 shows the surface morphology obtained after applying different cooling techniques. The surface was smoother in cryogenic as compared to dry machining [26].
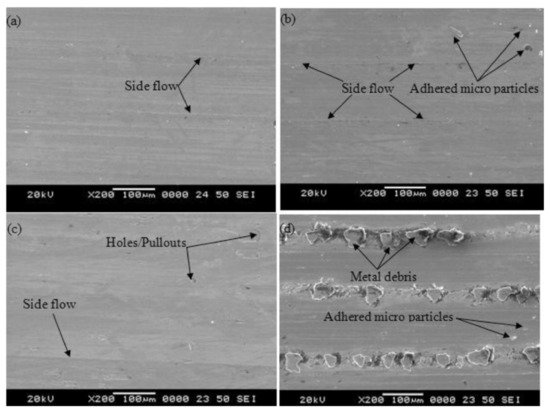
Figure 12. Images of surface morphology under different cooling environments. (a) cryogenic, (b) wet, (c) MQL, (d) dry, reprinted with permission from ref. [26]. Copyright 2018 CIRP.
Figure 13 shows the cutting temperature according to the depth of cut increment, which is lower in cryogenic machining than dry, wet, and MQL machining. In machining AISI 52100 Bearing steel, the effect of cryogenic coolant compared to dry cutting on surface integrity was observed. It was noted that residual stresses and white layer formation were less. This layer is non-recommended because it causes fatigue of the product and affects its life. It became evident that it enhances the surface integrity of hard components in many aspects [27]. In hard turning of 17-4 PH stainless steel, the effect of cryogenic machining was found to be positive. It reduced the cutting temperature by using liquid nitrogen as a cooling medium, and it is eco-friendly. This method can be effectively used in any type of hard material [28].
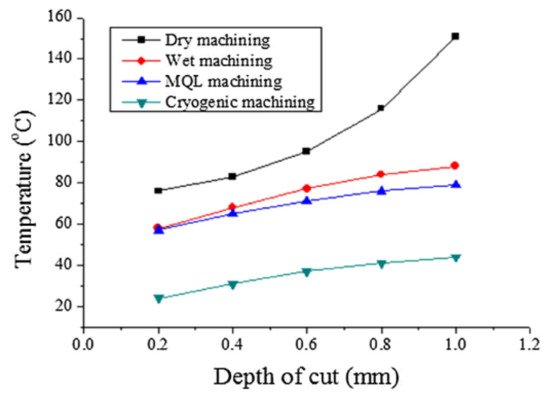
Figure 13. Effect of DOC on cutting temperature under different cooling techniques, reprinted with permission from ref. [26]. Copyright 2018 CIRP.
Nitrogen is most commonly used as it is a safe, noncombustible, noncorrosive gas. The air we breathe has 78% nitrogen gas in it. Liquid nitrogen has the property of easy evaporation, so when it is used in cryogenic machining, it evaporates quickly, and no wastes remain on surfaces, tools, and machines, etc. It contributes to cost savings by avoiding disposal costs [29]. Currently, cryogenic turning is being used to achieve deformation-induced surface hardening. For such purposes, the powerful coolant CO2-snow is used due to its good wetting behavior [30].
In hard turning of ASP23 steel, CO2 cryogenic media was used with two types of inserts: one negative and one positive. Tool life was increased in the negative insert up to 19.96%, but in the positive insert, the value of improvement rose to 69.5%. The white layer was also checked. In the negative insert during CO2 cryogenic machining, it produced a minimal thickness of 2 micrometers. In the positive insert, this layer was not produced. In Figure 14, the microstructure of the material in which machining is done with negative insert using both techniques: dry turning and CO2 machining [31], is shown. In Figure 15, the microstructure is presented in which machining is done with positive insert using dry turning and CO2 machining. The white layer is not produced, which indicates good structure.
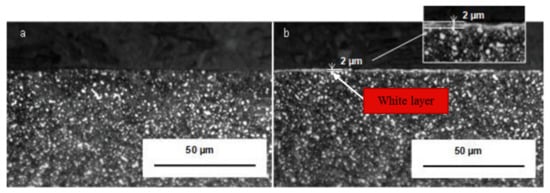
Figure 14. After turning with VNGA160408 (Negative). (a) Dry machining; (b) CO2 machining, reprinted with permission from ref. [31]. Copyright 2015 Elsevier Ltd.
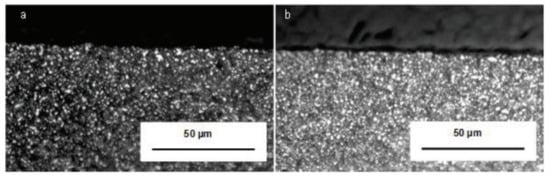
Figure 15. Microstructure after turning with VCGW160408 (positive). (a) Dry machining; (b) CO2 machining, reprinted with permission from ref. [31]. Copyright 2015 Elsevier Ltd.
In hard turning of AISI 420 steel, the effect of cryogenic cooling was noted compared to nano fluids. It was noted that tool life at a cutting speed of 75 m/min was increased by approximately 29%. This effect was increased as the speed was increased. Also, the temperature is reduced as compared to nano fluids. Chip morphology was better than nano fluids. It was noted that tool wear was also less [32]. In the machining of AISI 4340, it was found that cutting powers are reduced in cryogenic (LN2) cooling as compared to other water-based cutting fluids. Material removal rate (MRR) was increased with a decrement in surface roughness, which was 0.97 micrometers in cryogenic cooling [33]. The comparison is shown between conventional machining and cryogenic machining. In Figure 16, a conventional machining setup is shown in which cooling and lubricants are required, and waste is generated.
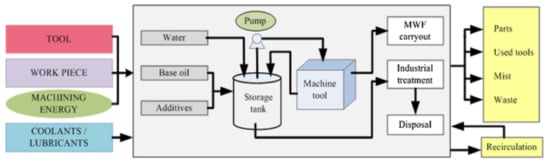
Figure 16. Machining, reprinted from ref. [34]. Copyright 2014 Elsevier Ltd.
In Figure 17, a cryogenic setup is shown. Unlike conventional machining, there is no need for lubricants, and no waste is generated, which is better for the environment and saves on the cost of the product. To observe the cryogenic effect in hard turning of AISI 4340, a setup was done on the shop floor of the CNC turning center. By this process, surface roughness was achieved up to 0.4 micrometers. Tool life of order was achieved 34 min. Cutting forces were reduced by 18%, and power consumption was decreased by about 320 W.
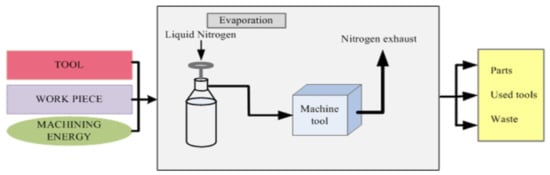
Figure 17. Cryogenic Machining, reprinted from ref. [34]. Copyright 2014 Elsevier Ltd.
In Figure 18, an SEM image was captured to check the flank and rake area of the cutting insert after machining. The insert was chipped off when flood cooling was used while in cryogenic machining abrasion type phenomenon observed at flank face [35].
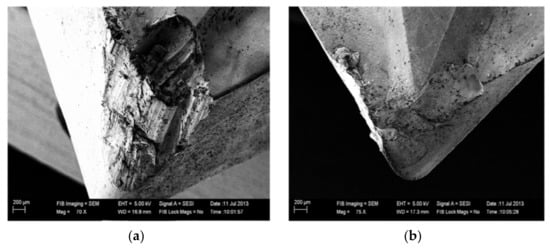
Figure 18. Images of (a) wet cooling insert (b) cryogenic machining insert, reprinted with permission from ref. [35]. Copyright 2017 Elsevier Ltd.
It was noted that power consumption in terms of electricity creates about 99% environmental impacts, which need to be minimized. It was done by choosing the optimal cutting conditions in terms of CO2 emission, which leads to better environmental impacts [36].
The effects of dry, MQL, flood, and cryogenic machining were observed during turning of 15-5 PH SS, and it was noted that cryogenic machining performed well in terms of tool life which was about 44% of flood and 68% of MQL cooling technique. Surface roughness was better in cryogenic and flood cooling as compared to MQL and dry cutting. In Figure 19, SEM images show the smoothness in the wear pattern of the flank face of the tool in cryogenic as compared to other techniques [37].
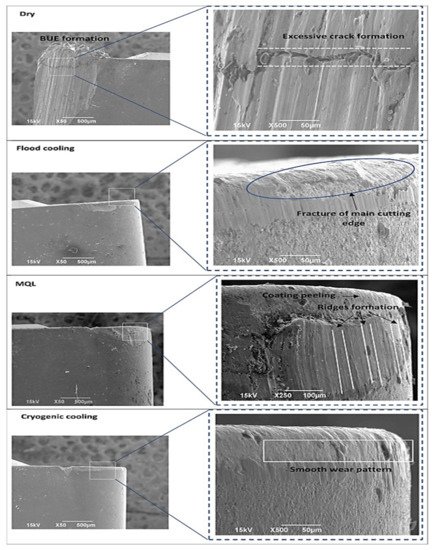
Figure 19. Micrographs of the flank face of cutting inserts under different cutting environments, reprinted with permission from ref. [37]. Copyright 2020 Elsevier Ltd.
The growth of global production and the increase of cutting fluids application has caused intensive research concerning economic and environmental aspects of systems for cooling/lubricating the cutting zone. Thus, recently several cooling/lubrication techniques were developed in order to achieve sustainable manufacturing by reducing or eliminating cutting fluids. Currently, the most widely used cooling/lubricating techniques with a low negative effect on the environment and human operator’s health are dry cutting, cryogenic cooling, and minimum quantity lubrication (MQL), etc. [38].
LN2 was found to be good in milling of P20 hardened steel as compared to dry and flood machining. Tool wear was less, about 15%, compared to dry machining, while about 5% compared to wet cooling. Also, it was noted that due to temperature reduction, chip curl was less, which leads to good surface morphology [39]. In the machining of AISI D6 tool steel, a comparison was made between LN2 machining, dry, and wet machining. LN2 was good in surface integrity, and tool life was good, but the production cost for cryogenic setup was more compared to dry machining. This cost varied as the flow rate of LN2 increased [40]. In the milling of AISI D2, the impact of cryogenic cooling was noted compared to a dry and wet cutting environment. Cutting zone temperature was reduced up to 44% by dry and about 36% by wet machining, while cutting forces were reduced by about 40% by dry and about 29% by wet machining [41].
2.2. Minimum Quantity Lubrication
To avoid using a large amount of cutting fluids, a technique called minimum quantity lubrication, or near dry machining [42], is used in which cutting fluid is supplied at the rate of 100 mL/h. Lawal et al. [43] demonstrated that MQL is a highly competitive approach for a sustainable environment. They explained that minimum usage of cutting fluid in MQL reduces environmental and occupational health hazards. It is well known that metal cutting fluids cause environmental problems. In this case, the amount of cutting oils is greatly reduced which also reduces the environment problem. It was also pointed out that the use of vegetable oils improves the performance of the MQL process, especially in the machining of hard materials, by using water soluble oil in the presence of nano particles. There was no toxic effect generated by using this process which leads to sustainable machining process [44].
Normally, machining is done in dry mode, but the problem which we face is shorter tool life, and sometimes, surface integrity suffers. On the other hand, flooded type coolant application has a higher cost. So, a tradeoff is required in the form of minimal application of lubricants (MQL) which will serve both purposes. In a comparison of wet and MQL, it was found that MQL had better results in tool wear, tool vibration, surface roughness, cutting forces, and cutting temperature during hard turning. About 1.3%, 6.7%, and 8.6% reduction were observed in surface roughness, tool wear, and tool vibration, respectively. Tool wear was less observed in the minimal cutting application as compared to others. Figure 20 shows the surface morphology of three types of cutting techniques in which hard turning with minimal fluid (HTMF) produced the smoothest surface [45].
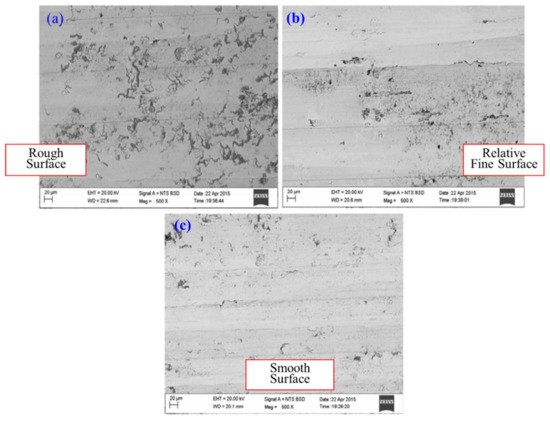
Figure 20. Morphology SEM images; (a) By dry turning, (b) conventional wet turning, (c) and HTMF application, adapted from ref. [45].
To avoid cutting fluids, dry cutting can be adopted, but this results in shorter tool life at higher cutting parameters, so near dry machining is recommended. Using cutting oil at optimal speeds serves both economic and environmental [46] purposes. In turning of AISI H13 hardened steel under the MQL method, it was noted that the surface finish was improved. This method also has the benefit of being environmentally friendly due to the minimal use of aerosols and cutting oils [47]. An experiment was conducted on heat-treated AISI 4340 steel with a hardness of 52–54 HRC in MQL and dry turning conditions using different bio-cutting oils. It was observed that surface roughness improved as compared to dry turning. At higher cutting speeds, more than 240 m/min, sudden tool failure was observed under MQL conditions [17].
In the machining of AISI 1045, it was found that the cutting temperature and cutting forces were reduced by 10–30% and 5–28%, respectively, in MQL compared to dry machining (see details in Figure 21). This reduction of temperature leads to better tool life and contributes to sustainable manufacturing [48].
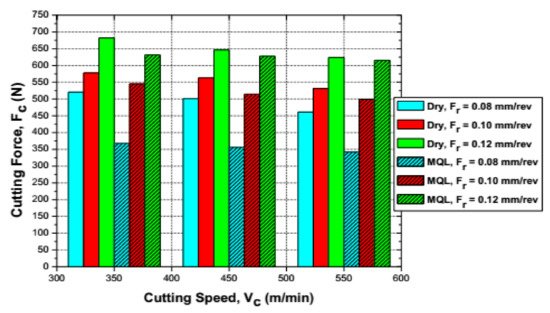
Figure 21. Effect on cutting forces by using Dry and MQL, reprinted with permission from ref. [48]. Copyright 2015 Elsevier B.V.
In turning of AISI D2 steel, the effect of the eco-friendly MQL system was observed compared to dry machining in terms of tool life, tool wear, and surface finish. Reduction of about 100 °C was noted in cutting zone temperature, and surface finish was improved up to 91% compared with dry machining. Tool wear was less and tool life was increased about 267% in chemical vapor deposition (CVD) coated tools [49].
In a study [50] to check the sustainability and effectiveness of different cooling and lubrication techniques, it was found that MQL nanofluids and cryogenic were the best techniques in terms of keeping a balance between the sustainable environment and not compromising machinability efficiency.
MQL technique is an efficient process when we compare it with wet machining. About 15% was saved using this technique. It was noted that it has a better effect in the form of a good surface finish and longer tool life compared to dry machining. When we used biodegradable oils, the effectiveness of this technique increased towards the sustainable point of view. Cutting temperature was reduced by about 50%, which reduced the cutting forces as well [51].
In an experiment performed on a transmission housing using MQL rather than wet machining, about 15% in savings were achieved. It was noted that due to the reduction of wastewater, it is a sustainable process. One problem is in MQL is the cleaning of chips during machining, especially of hard materials. Figure 22 shows the cost comparison of two types of machining processes, MQL, and wet machining. Operation and maintenance costs are less using MQL. Equipment costs are also less, and the overall cost is about 78% than in wet machining [52].
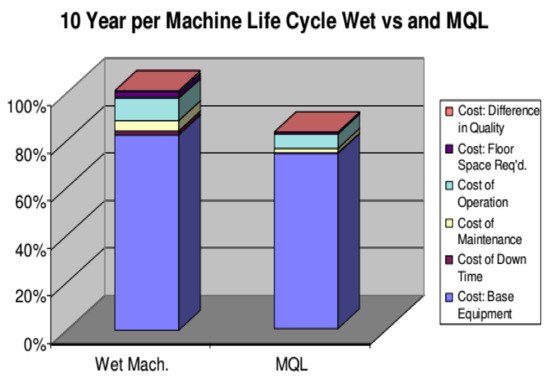
Figure 22. Up to 10 years life cycle of two types of machining techniques, reprinted with permission from ref. [31]. Copyright 2015 Elsevier Ltd.
MQL can be applied in two types of application methods. Different types of MQL systems are shown in Figure 23. In the external application, a compressed air and oil mixture is fed through an external nozzle to the cutting area from a chamber. There are two types of this system. One has an ejector nozzle in which air and oil are supplied separately to the ejector, and mixing is done after the nozzle. In conventional mixing, it is done before the feeding at the cutting zone. In internal application, the mixture is sent through the spindle and tool to the cutting area of the part [53].
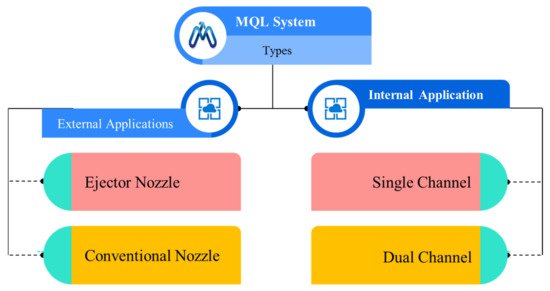
Figure 23. Different types of MQL systems, reprinted from ref. [51]. Copyright 2020 Elsevier Ltd.
In the context of industry 4.0, sustainable manufacturing is very important. Research was conducted to check the sustainable aspects of MQL on the machining of difficult-to-cut materials, and it concluded that MQL is a tradeoff between flood type and dry cutting. It has more advantages for the environment and is more cost-effective than other techniques. Skin problems created by metalworking fluid (MWF) were reduced by using MQL [54].
2.3. Dry Cutting
Sustainable manufacturing refers to the use of all available natural resources which reduce environmental pollution. Machining is one of these which is very much energy-intensive, and we have to bring improvements to reduce energy consumption. Using cutting fluids is very common for this process but has tremendous impacts on the environment as there are certain disposal costs associated with it. There is no convenient method to dispose of it after proper treating due to which skin diseases are common. To eliminate these problems, dry machining is used in which the need for cutting oils is eliminated. Dixit et al. [38] reported that the use of dry machining significantly minimized air and water pollution. They called dry cutting an eco-friendly process. Eco-friendly refers to such techniques in which detrimental wastes and tiny particles are excluded. Schultheiss et al. [55] urged that dry machining can be performed without any fluid; therefore, for sustainability, it is more appreciated to engage dry processing than the traditional machining approach where usually dielectric fluid is used to compensate for the generated heat while operating on the work part. Dry cutting is more suitable for low-strength materials, and using coated tools is recommended, which can reduce heat generation [56][57][58][59]. In the machining of 15-5 PHSS hardened steel, an experiment was done to compare different cooling techniques like dry, wet, and cryogenic cooling. Sustainability assessments were conducted, and it was noted that dry cutting is more optimal towards sustainable assessment indicators, but when we talk about the combined effects of productivity and environment, cryogenic machining is good [60].
2.4. Cryogenic Treated Tools
Tool life is very important to increase the productivity of any machining industry. It is necessary to use tools that have a long tool life without the use of cutting oils for environmental protection. What are the requirements for sustainable machining? Cutting tools without any treatment wear very rapidly due to heat generation on the cutting zone. Cryogenic treatment is done on cutting tools to compensate for this. Cryogenic treatment is an add-on process that is required to improve tool life. The ultimate goal is to improve the performance, which cuts down the machining cost. It is a subzero heat treatment process that affects the entire cross-section area of cutting tools. Life enhancement of tools is accomplished by microstructure changes of the tool during cryogenic treatment. Two types of treatments are used; one is shallow, and the other is deep cryogenic treatment. Shallow treatment: −80 °C to −145 °C. Deep cryogenic treatment: −145 °C or below. It was noted that the performance of deep cryogenic treatment is more effective than shallow treatment [61].
2.5. Solid Lubricants
In the solid lubricant-assisted machining of hardened steel, it was found that this technique is suitable for an ecofriendly environment with less cost of production and helps in the reduction of waste as well as occupational health and safety. It was noted that as demand for sustainable machining is increasing day by day, so solid lubricant assisted machining is emerging as a sustainable alternative machining process [62].
In the turning of hardened steel, the effect of solid lubricants was noted, and it was discovered that Molybdenum disulfide is better than graphite. It was observed that solid lubricants are better than dry or wet turning in terms of improved surface finish and from an environmental point of view. The good lubricating effect of these solid lubricants caused the reduction of cutting zone temperature and tool wear. This is becoming a good alternative to dry and wet turning [63].
In the turning of AISI 1040 steel, the impact of solid lubricants (MoS2) was noted in terms of toxic effect, surface finish, and machinability efficiency. It was concluded that the surface finish was improved by 5% to 30%. The chip thickness ratio was reduced. The friction was reduced in this process, so the material removal rate was high, which leads to high productivity. Also, not using cutting fluids leads to better environmental impact [64].
In machining, the effect of SAE 40 oil with different percentages of graphite and boric acid was studied. It resulted that the boric acid (20%) in SAE 40 oil was performing well. The surface finish was improved, and less tool wear and lesser cutting forces were observed to boric acid lubricious film formation, which lessens the friction forces and cutting temperature.
2.6. Alternative Cutting Fluids
The use of cutting oils/lubricants causes diseases in employees. To minimize the effect of these oils, some user-friendly oils like vegetable-based oils and other bio-degradable oils can be used. The usage of these oils improved the surface finish and enhanced the tool life. Due to less coefficient of friction than other mineral oils, the machining efficiency improved, and cutting forces were reduced. These are less toxic than other mineral oils, etc.
2.7. Air/Gas/Vapor Cooling
The use of cutting fluids causes environmental damage and health-related issues. In order to avoid these issues, a green cutting environment is being created. In this environment, the use of water vapor plays a major role because there is no need for recycling or disposal, and it is non-toxic and environmentally friendly. The setup diagram is below in Figure 24.
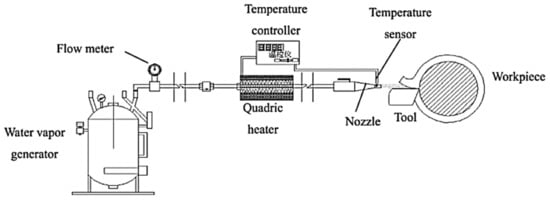
Figure 24. Vapor generator device and feeding system, reprinted with permission from ref. [65]. Copyright 2004 Elsevier Ltd.
Temperature reduction, cutting force reduction and improvement in the surface finish is a positive impact of this technology. Below, Figure 25 shows the temperature comparison between different modes of cutting lubrication techniques in which the use of water vapor is the best technique compared to dry cutting, compressed air, and oil-water emulsion [65].
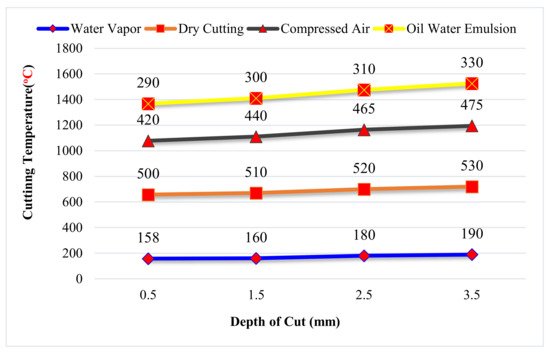
Figure 25. Cutting Temperature Variation on different Depth of cut, reprinted with permission from ref. [65]. Copyright 2004 Elsevier Ltd.
Cold air cooling is best during machining as it mitigates the environmental and health issues caused due to use of coolants. Energy consumption increased by 20%, but coolant cost was reduced by 80%, which is an economically good impact [66].
2.8. High-Pressure Coolant (HPC)
This is another widely accepted technique in the manufacturing industry. Conventional machining mostly uses one mechanical mechanism, but HPC is usually comprised of three systems: mechanical, thermal, and tribological controls, which makes it impressive and valuable in high-speed machining [67]. High-speed machining is useful in the following conditions, (i) difficult to machine materials, (ii) high speed and feed, (iii) deep-hole drilling, (iv) continuous chips production [68]. HPC generally provides high pressure to the coolant, which allows the deep flow of the fluid between the work-electrode spaces or contact regions of tools and chips, as specified in Figure 26 [69]. The effect of the above phenomenon improves tool life, decreases the consumption of cutting fluid, and maintains the temperature of the work part [70]. It has been found from the literature that HPC not only offers less TWR but also gives superior cooling properties, which results in lessened contact distance as the force of coolant pressure lifts the chip away from tool faces [71].
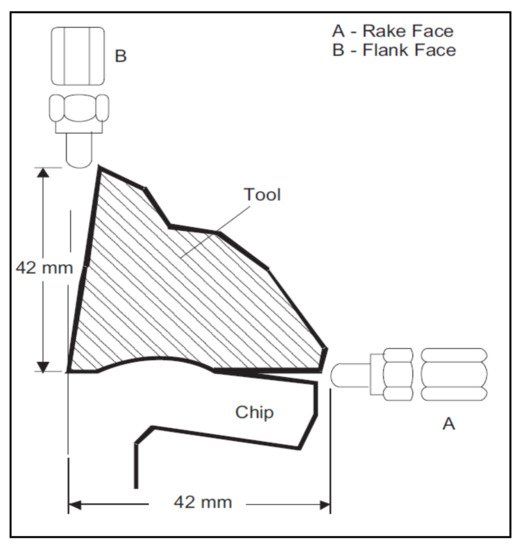
Figure 26. Position of the tool with respect to the workpiece, reprinted with permission from ref. [69]. Copyright 2006 Elsevier Ltd.
3. Challenges in Sustainable Machining
Different challenges faced for the implementation of sustainable techniques are following.
3.1. Lack of Awareness Regarding These Techniques
Most industries are not aware of these latest techniques, which can contribute considerably in terms of productivity improvement and a green and safe environment for workers and surroundings. They only trust conventional methods and consider these a technical requirement. Top management should be equipped with the latest knowledge of the world’s reforms in the field of machining of parts.
3.2. Lack of Management Commitment
For the implementation of these techniques in any manufacturing industry, a change mindset is most important. Management should be willing to provide all needed resources for effectiveness, but in most industries, this commitment is not present.
3.3. High Equipment Cost
No doubt these techniques are very helpful and of paramount importance to the industries for today and tomorrow, but some techniques like cryogenic machining need much attention because right now, their setup cost is high. Indeed, most industries do not know the payback of these, which makes them reluctant to implement.
3.4. Usage of Old Technology
In most industries, old and conventional machines are being used for the manufacturing of parts. There is very little or absence of provision for installation of equipment for working of these techniques. For installation, a huge cost is required for the replacement of the existing system.
3.5. Fear of Losing Business during Adoption of These Techniques
It is a myth in conventional industries that whenever they try a new system, it will lead them towards loss of production. It seems that there is not enough time for the trial of any new technology, which is the wrong concept. Without taking a risk, no improvement will occur.
4. Conclusions
Sustainable machining techniques became the need of the hour to fulfill environmental regulations and to improve operator’s safety. These techniques play an important role in any industry in terms of economic, social, and environmental benefits. To maximize productivity and to make products market competitive, sustainable machining techniques should be adopted. The following main points are concluded for understanding and implementation:
-
Cryogenic machining is a very popular technique in terms of its excellent cooling impact, which leads to longer tool life and good surface integrity. It does not require residual cleaning as in conventional cutting, but some drawbacks are still there like, chips cleaning problem and frostbite hazard associated with the operator’s health.
-
Dry machining is good in terms of an environmental point of view but leads to low surface integrity of the product and higher tooling cost.
-
MQL technique is an intermittent solution between dry and cryogenic in terms of machining cost and product quality. However, problem is chip evacuation is a problem.
-
In cryogenic treatment of cutting tools, machinability increases, and due to good thermal conductivity, the cutting temperature decreases. This type of tool is not suitable for interrupted cutting due to breakage problems.
-
Solid lubricants are found more effective in terms of surface integrity of parts, and tool life increases as the heat transfer rate increased.
-
Vegetable oils are found to be good from an environmental point of view as there is no need to dispose of these as compared to mineral oils. Due to low flash points, smoke is produced during the turning of steel. Sometimes cleaning may be problematic as chips engaged with oil which is difficult to separate.
-
Air-gas cooling is a good technique for the environment compared to conventional coolants, but energy costs increased about 20%.
Numerous studies have been conducted on the sustainability of steel in various application conditions. As steel is emerging mostly in automotive sectors, along with other large setups like aerospace, nuclear power plant, marine areas, and biomedical equipment, etc. Organizations are conscious of environmental problems, which ultimately put the life of humans at risk. Therefore, it is much more necessary to examine the sustainability point of discussion on steel material. This review was compiled to investigate the sustainable machining techniques for the steel material. Further, the details presented in this review can act as a guide in selecting the best solution to be integrated towards achieving net zero-emission in their manufacturing products.
References
- Abdalla, H.S.; Baines, W.; McIntyre, G.; Slade, C. Development of novel sustainable neat-oil metal working fluids for stainless steel and titanium alloy machining. Part 1. Formulation development. Int. J. Adv. Manuf. Technol. 2007, 34, 21–33.
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of vegetable oil-based metalworking fluids in machining ferrous metals—A review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12.
- Chetan; Ghosh, S.; Venkateswara Rao, P. Application of sustainable techniques in metal cutting for enhanced machinability: A review. J. Clean. Prod. 2015, 100, 17–34.
- Dahmus, J.B.; Gutowski, T.G. An Environmental Analysis of Machining. In Proceedings of the ASME 2004 International Mechanical Engineering Congress and Exposition, Anaheim, CA, USA, 13–19 November 2004; pp. 643–652.
- Sartal, A.; Bellas, R.; Mejías, A.M.; García-Collado, A. The sustainable manufacturing concept, evolution and opportunities within Industry 4.0: A literature review. Adv. Mech. Eng. 2020, 12, 168781402092523.
- Gaurav Aggarwal, M.W. The Automotive Industry in the Era of Sustainability. In European Vehicle Market Statistics; Diaz, S., Mock, P., Bernard, Y., Bieker, G., Pniewska, I., Ragon, P.-L., Rodriguez, F., Tietge, U., Wappelhorst, S., Eds.; Capgemini Research Institute: Paris, France, 2020.
- Luo, Z.; Dubey, R.; Gunasekaran, A.; Childe, S.J.; Papadopoulos, T.; Hazen, B.; Roubaud, D. Sustainable production framework for cement manufacturing firms: A behavioural perspective. Renew. Sustain. Energy Rev. 2017, 78, 495–502.
- Cai, W.; Lai, K. Sustainability assessment of mechanical manufacturing systems in the industrial sector. Renew. Sustain. Energy Rev. 2021, 135, 110169.
- Malek, J.; Desai, T.N. A systematic literature review to map literature focus of sustainable manufacturing. J. Clean. Prod. 2020, 256, 120345.
- Hami, N.; Muhamad, M.R.; Ebrahim, Z. The Impact of Sustainable Manufacturing Practices and Innovation Performance on Economic Sustainability. Procedia CIRP 2015, 26, 190–195.
- Murali Krishna, I.V.; Manickam, V. Environmental Management—Science and Engineering for Industry; Butterworth-Heinemann: Oxford, UK, 2017; p. 664. ISBN 978-0-12-811990-7.
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152.
- Agan, Y.; Acar, M.F.; Borodin, A. Drivers of environmental processes and their impact on performance: A study of Turkish SMEs. J. Clean. Prod. 2013, 51, 23–33.
- Chen, J.; Yin, X.; Mei, L. Holistic Innovation: An Emerging Innovation Paradigm. Int. J. Innov. Stud. 2018, 2, 1–13.
- Sanchez, J.A.; Pombo, I.; Alberdi, R.; Izquierdo, B.; Ortega, N.; Plaza, S.; Martinez-Toledano, J. Machining evaluation of a hybrid MQL-CO2 grinding technology. J. Clean. Prod. 2010, 18, 1840–1849.
- Jawahir, I.S. Sustainable Manufacturing: The Driving Force for Innovative Products, Processes and Systems for Next Generation Manufacturing; Institute for Sustainable Manufacturing: Lexington, KY, USA, 2010; Volume 19.
- Gunjal, S.U.; Patil, N.G. Experimental Investigations into Turning of Hardened AISI 4340 Steel using Vegetable based Cutting Fluids under Minimum Quantity Lubrication. Procedia Manuf. 2018, 20, 18–23.
- Ravi, S.; Gurusamy, P. Role of cryogenic machining: A sustainable manufacturing process. Mater. Today Proc. 2021, 37, 316–320.
- Dhananchezian, M.; Pradeep Kumar, M. Cryogenic turning of the Ti–6Al–4V alloy with modified cutting tool inserts. Cryogenics 2011, 51, 34–40.
- Deshpande, S.; Deshpande, Y. A Review on Cooling Systems Used In Machining Processes. Mater. Today Proc. 2019, 18, 5019–5031.
- Yildiz, Y.; Nalbant, M. A review of cryogenic cooling in machining processes. Int. J. Mach. Tools Manuf. 2008, 48, 947–964.
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; López de Lacalle, L.N. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449.
- Darwin, J.D.; Mohan Lal, D.; Nagarajan, G. Optimization of cryogenic treatment to maximize the wear resistance of 18% Cr martensitic stainless steel by Taguchi method. J. Mater. Process. Technol. 2008, 195, 241–247.
- Gill, S.S.; Singh, H.; Singh, R.; Singh, J. Cryoprocessing of cutting tool materials—A review. Int. J. Adv. Manuf. Technol. 2010, 48, 175–192.
- Stratton, P.F. Optimising nano-carbide precipitation in tool steels. Mater. Sci. Eng. A 2007, 449–451, 809–812.
- Sivaiah, P.; Chakradhar, D. Effect of cryogenic coolant on turning performance characteristics during machining of 17-4 PH stainless steel: A comparison with MQL, wet, dry machining. CIRP J. Manuf. Sci. Technol. 2018, 21, 86–96.
- Umbrello, D.; Pu, Z.; Caruso, S.; Outeiro, J.C.; Jayal, A.D.; Dillon, O.W.; Jawahir, I.S. The effects of Cryogenic Cooling on Surface Integrity in Hard Machining. Procedia Eng. 2011, 19, 371–376.
- Sivaiah, P.; Chakradhar, D. Performance improvement of cryogenic turning process during machining of 17-4 PH stainless steel using multi objective optimization techniques. Measurement 2019, 136, 326–336.
- Liew, P.J.; Shaaroni, A.; Sidik, N.A.C.; Yan, J. An overview of current status of cutting fluids and cooling techniques of turning hard steel. Int. J. Heat Mass Transf. 2017, 114, 380–394.
- Mayer, P.; Kirsch, B.; Müller, R.; Becker, S.; Harbou, E.V.; Aurich, J.C. Influence of Cutting Edge Geometry on Deformation Induced Hardening when Cryogenic Turning of Metastable Austenitic Stainless Steel AISI 347. Procedia CIRP 2016, 45, 59–62.
- Pereira, O.; Rodríguez, A.; Fernández-Valdivielso, A.; Barreiro, J.; Fernández-Abia, A.I.; López-de-Lacalle, L.N. Cryogenic Hard Turning of ASP23 Steel Using Carbon Dioxide. Procedia Eng. 2015, 132, 486–491.
- Yıldırım, Ç.V. Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol. Int. 2020, 144, 106127.
- Khare, S.K.; Sharma, K.; Phull, G.S.; Pandey, V.P.; Agarwal, S. Conventional and cryogenic machining: Comparison from sustainability perspective. Mater. Today Proc. 2020, 27, 1743–1748.
- Fratila, D. Environmentally friendly Manufacturing Processes in the Context of Transition to Sustainable Production. In Comprehensive Materials Processing; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 8, pp. 163–175. ISBN 978-0-08-096533-8.
- Arun Kumar, S.; Yoganath, V.G.; Krishna, P. Machinability of Hardened Alloy Steel using Cryogenic Machining. Mater. Today Proc. 2018, 5, 8159–8167.
- Vila, C.; Abellán-Nebot, J.V.; Siller-Carrillo, H.R. Study of Different Cutting Strategies for Sustainable Machining of Hardened Steels. Procedia Eng. 2015, 132, 1120–1127.
- Khanna, N.; Shah, P. Chetan Comparative analysis of dry, flood, MQL and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribol. Int. 2020, 146, 106196.
- Cica, D.; Sredanovic, B.; Tesic, S.; Kramar, D. Predictive modeling of turning operations under different cooling/lubricating conditions for sustainable manufacturing with machine learning techniques. Appl. Comput. Inform. 2020. ahead-of-print.
- Ravi, S.; Gurusamy, P. Cryogenic machining of AISI p20 steel under liquid nitrogen cooling. Mater. Today Proc. 2021, 37, 806–809.
- Fernandes, M.E.P.; de Melo, A.C.A.; de Oliveira, A.J.; Chesman, C. Hard turning of AISI D6 tool steel under dry, wet and cryogenic conditions: An economic investigation aimed at achieving a sustainable machining approach. Clean. Eng. Technol. 2020, 1, 100022.
- Ravi, S.; Gurusamy, P. Studies on the effect of cryogenic machining of AISI D2 steel. Mater. Today Proc. 2021, 37, 2391–2395.
- Dhar, N.R.; Kamruzzaman, M.; Ahmed, M. Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J. Mater. Process. Technol. 2006, 172, 299–304.
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. A critical assessment of lubrication techniques in machining processes: A case for minimum quantity lubrication using vegetable oil-based lubricant. J. Clean. Prod. 2013, 41, 210–221.
- Padmini, R.; Krishna, P.V.; Mahith, S.; Kumar, S. Influence of Green Nanocutting Fluids on Machining Performance Using Minimum Quantity Lubrication Technique. Mater. Today Proc. 2019, 18, 1435–1449.
- Sam Paul, P.; Varadarajan, A.S.; Robinson Gnanadurai, R. Study on the influence of fluid application parameters on tool vibration and cutting performance during turning of hardened steel. Eng. Sci. Technol. Int. J. 2016, 19, 241–253.
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Effects of Minimum Quantity Lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: A comprehensive review. J. Clean. Prod. 2016, 127, 1–18.
- Beatrice, B.A.; Kirubakaran, E.; Thangaiah, P.R.J.; Wins, K.L.D. Surface Roughness Prediction using Artificial Neural Network in Hard Turning of AISI H13 Steel with Minimal Cutting Fluid Application. Procedia Eng. 2014, 97, 205–211.
- Rahim, E.A.; Ibrahim, M.R.; Rahim, A.A.; Aziz, S.; Mohid, Z. Experimental Investigation of Minimum Quantity Lubrication (MQL) as a Sustainable Cooling Technique. Procedia CIRP 2015, 26, 351–354.
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772.
- Hegab, H.; Kishawy, H.A.; Darras, B. Sustainable Cooling and Lubrication Strategies in Machining Processes: A Comparative Study. Procedia Manuf. 2019, 33, 786–793.
- Hamran, N.N.N.; Ghani, J.A.; Ramli, R.; Haron, C.H.C. A review on recent development of minimum quantity lubrication for sustainable machining. J. Clean. Prod. 2020, 268, 122165.
- Tai, B.L.; Stephenson, D.A.; Furness, R.J.; Shih, A.J. Minimum Quantity Lubrication (MQL) in Automotive Powertrain Machining. Procedia CIRP 2014, 14, 523–528.
- Boswell, B.; Islam, M.N.; Davies, I.J.; Ginting, Y.R.; Ong, A.K. A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. Int. J. Adv. Manuf. Technol. 2017, 92, 321–340.
- Singh, G.; Aggarwal, V.; Singh, S. An outlook on the sustainable machining aspects of minimum quantity lubrication during processing of difficult to cut materials. Mater. Today Proc. 2020, 33, 1592–1598.
- Schultheiss, F.; Zhou, J.; Gröntoft, E.; Ståhl, J.-E. Sustainable machining through increasing the cutting tool utilization. J. Clean. Prod. 2013, 59, 298–307.
- Khanna, N.; Shah, P.; Maruda, R.W.; Krolczyk, G.M.; Hegab, H. Experimental investigation and sustainability assessment to evaluate environmentally clean machining of 15-5 PH stainless steel. J. Manuf. Process. 2020, 56, 1027–1038.
- Bagaber, S.A.; Yusoff, A.R. Sustainable Optimization of Dry Turning of Stainless Steel based on Energy Consumption and Machining Cost. Procedia CIRP 2018, 77, 397–400.
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47.
- Diaz, N.; Choi, S.; Helu, M.; Chen, Y.; Jayanathan, S.; Yasui, Y.; Kong, D.; Pavanaskar, S.; Dornfeld, D. Machine Tool Design and Operation Strategies for Green Manufacturing. In Proceedings of the 4th CIRP International Conference on High Performance Cutting, Gifu, Japan, 24–26 October 2010; p. 6.
- Pusavec, F.; Krajnik, P.; Kopac, J. Transitioning to sustainable production—Part I: Application on machining technologies. J. Clean. Prod. 2010, 18, 174–184.
- Kumar, S.; Khedkar, N.K.; Jagtap, B.; Singh, T.P. The Effects of Cryogenic Treatment on Cutting Tools. IOP Conf. Ser. Mater. Sci. Eng. 2017, 225, 012104.
- Gunda, R.K.; Reddy, N.S.K.; Kishawy, H.A. A Novel Technique to Achieve Sustainable Machining System. Procedia CIRP 2016, 40, 30–34.
- Dilbag, S.; Rao, P.V. Performance improvement of hard turning with solid lubricants. Int. J. Adv. Manuf. Technol. 2008, 38, 529–535.
- Mukhopadhyay, D.; Banerjee, S.; Reddy, N.S.K. Investigation to Study the Applicability of Solid Lubricant in Turning AISI 1040 steel. J. Manuf. Sci. Eng. 2007, 129, 520–526.
- Liu, J.; Han, R.; Sun, Y. Research on experiments and action mechanism with water vapor as coolant and lubricant in Green cutting. Int. J. Mach. Tools Manuf. 2005, 45, 687–694.
- Ginting, Y.R.; Boswell, B.; Biswas, W.K.; Islam, M.N. Environmental Generation of Cold Air for Machining. Procedia CIRP 2016, 40, 648–652.
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.-M. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. 2015, 64, 557–580.
- Shete, H.; Sohani, M.; Todkar, A. Machining in high pressure coolant environment—A strategy to improve machining performance: A review. Int. J. Manuf. Technol. Manag. 2019, 33, 25.
- Diniz, A.E.; Micaroni, R. Influence of the direction and flow rate of the cutting fluid on tool life in turning process of AISI 1045 steel. Int. J. Mach. Tools Manuf. 2007, 47, 247–254.
- Wertheim, R.; Rotberg, J.; Ber, A. Influence of High-pressure Flushing through the Rake Face of the Cutting Tool. CIRP Ann. 1992, 41, 101–106.
- Ezugwu, E.O. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367.
More
Information
Contributor
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.4K
Revisions:
2 times
(View History)
Update Date:
28 Sep 2021
Table of Contents



Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No