Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Muhammad Asad Maqsood and Version 2 by Lindsay Dong.
To improve occupational health and safety and the reduction of product costs, companies are moving towards sustainable manufacturing. Emphasizes the sustainable machining aspects of steel by employing techniques that require the minimal use of cutting oils, i.e., minimum quantity lubrication, and other efficient techniques like cryogenic cooling, dry cutting, solid lubricants, air/vapor/gas cooling, and cryogenic treatment. Cryogenic treatment on tools and the use of vegetable oils or biodegradable oils instead of mineral oils are used as primary techniques to enhance the overall part quality, which leads to longer tool life with no negative impacts on the environment.
- sustainable manufacturing
- minimum quantity lubrication
- cryogenic machining
- solid lubricants
- vegetable oils
- steels
1. Introduction
1.1. Manufacturing Industries and Sustainable Manufacturing
It is well noted that machining is widely used to produce automotive parts within the manufacturing industry sector. In all machining operations, cutting fluids play a vital role in reducing the machining cost by increasing tool life. It was observed that 7–17% of the cost incurred in the machining of a part is associated with using cutting fluids. Further, the tooling cost is about 2–4%, so it is necessary to improve the whole process. In addition, the use of cutting fluids causes health diseases like skin problems, allergies, eyes problems, and cancer in workers. Here, skin problem is about 80% [1][6]. Lawal et al. [2][7] also witnessed that major skin problems, about 80% in quantity, are due to cutting fluids. They also proposed that vegetable oil-based and metal working liquids have been proven to be environmentally sustainable in the dielectric regime.
Strict environmental regulations demand that cutting oil used during machining processes should be recycled or disposed of in such a way that it will not spoil the environment and will be harmless for all interested parties. These fluids are extremely costly to dispose of or store. The cost is about double the machining cost depending on the cutting fluid which is being used. Mineral oils used as cutting fluids are difficult to dispose of into the environment without any prior treatment [3][4][5][8,9,10].
1.2. Need for Sustainable Manufacturing
Jordi Oliver Solà, Chief Executive Officer (CEO) of a circular economy consulting group, has demonstrated the importance of sustainability, not only from an ethical or environmental point of view, but also that it is needed for markets to be competitive and important for the survival of any sector [6][11]. Therefore, to save natural resources, sustainable manufacturing is very important [7][8][12,13]. The need for sustainable manufacturing techniques is also depicted by the three pillars of sustainable manufacturing, as shown below in Figure 1. One of these is the need for improvement from an economic, social, and environmental point of view. It brings balance between social, economic, and environmental aspects [9][10][14,15]. This technique mainly deals with the minimal usage of cutting fluids. It does not mean just stoping the supply of cutting oils to make the environment better. Cutting oils serve many purposes like lubrication and temperature reduction in the cutting zones.
Figure 1. Three Pillars of Sustainability, reprinted with permission from ref. [11][16]. Copyright 2017 BSP books Pvt Ltd.
Concerns about environmental impacts, climate change, occupational health and safety, and machining costs have forced companies to move towards sustainable techniques. As per the investigation of Jayal et al. [12][17], the selection of sustainability aspects occurs mainly because of factors like the increase in diseases in shop floor workers, inflexibility in government plans, and when targeted to minimize the cost of production. So, sustainable machining is highly recommended where traditional cutting methods became null. Currently, advanced technologies like cryogenic cooling, nano cutting fluids, dry cutting, and minimum quantity lubrication (MQL), etc. are being used [13][18].
The consideration of the following points allows companies to improve these three pillars:
-
Efficient resource utilization (Energy, Material, Water, Labor, etc.);
-
Improvement in the application of metalworking fluids;
-
Adopting other sustainable manufacturing techniques;
-
Lean Implementation;
-
Improvement in the working environment by applying best machining practices;
-
Most important, training to all employees related to sustainable machining.
Figure 2 shows the basic objectives by which pressure was built on manufactures to change their way of working. It is clearly depicted that there is a need to change the whole scenario of conventional working in manufacturing industries to improve socially, economically, and environmentally. Technology revolution should be introduced in manufacturing industries to lower the cost per piece of product. Whereas Figure 3 shows the breakdown of the product cost, including cooling and lubricating costs, which are about 18%.
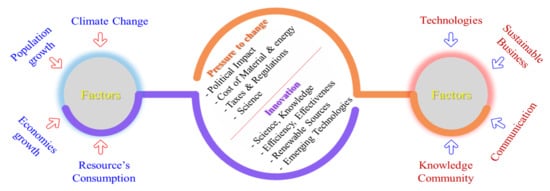
Figure 2. Pressure to change the paradigms of the manufacturing industry, reprinted with permission from ref. [14][30]. Copyright 2010 Elsevier Ltd.
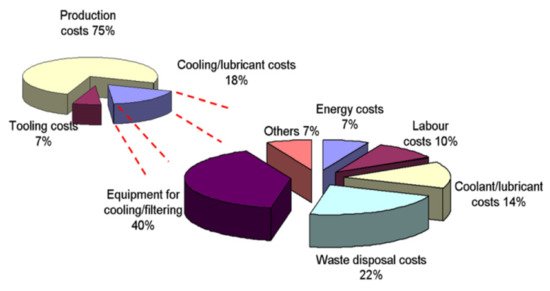
Figure 3. Cooling and lubricating costs incorporated in the automotive sector, reprinted with permission from ref. [15][31]. Copyright 2010 Elsevier Ltd.
The key methods that provide a direct path to create a cleaner manufacturing sector are depicted in Figure 4.
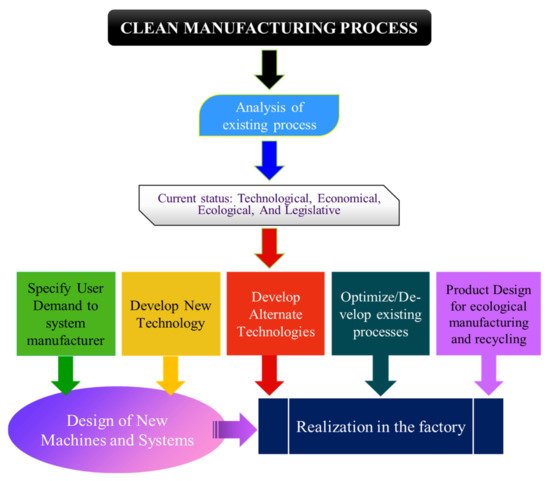
Figure 4. Implementation of Clean Manufacturing process, reprinted with permission from ref. [15][31]. Copyright 2010 Elsevier Ltd.
Further, some key characteristics of sustainable machining are presented in Figure 5, which clearly shows that this technique justified three pillars of sustainable manufacturing. Figure 6 shows the evolution over time of sustainable manufacturing, which depicts the critical importance of embedding sustainable manufacturing by 2025.

Figure 5. Characteristics of Sustainable machining, reprinted with permission from ref. [12][17]. Copyright 2010 CIRP, Published by Elsevier Ltd.
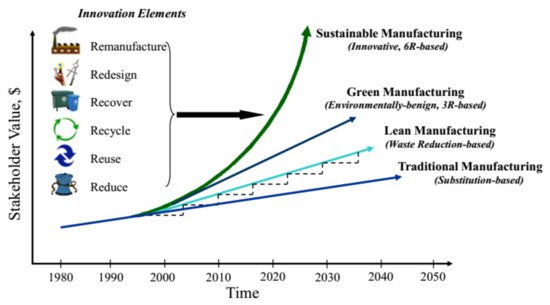
Figure 6. Evolution with the time of sustainable manufacturing, reprinted with permission from ref. [16][32]. Copyright 2010 CIRP, Published by Elsevier Ltd.
24. Sustainable Techniques
Different sustainable techniques, i.e., cryogenic cooling, MQL, solid lubricants, and other techniques which are being used in the auto industry that fulfill the overall objectives of this review, are depicted in Figure 710 [3][8]. The techniques mentioned in Figure 710 have certain benefits, as portrayed in Figure 811.
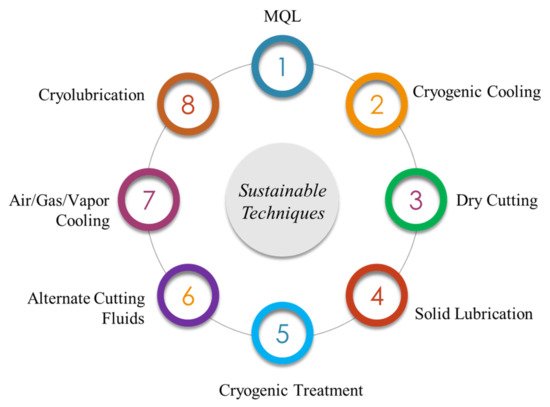
Figure 710. Sustainable Techniques, reprinted with permission from ref. [3]. Copyright 2015 Elsevier Ltd.
Sustainable Techniques, reprinted with permission from ref. [8]. Copyright 2015 Elsevier Ltd.
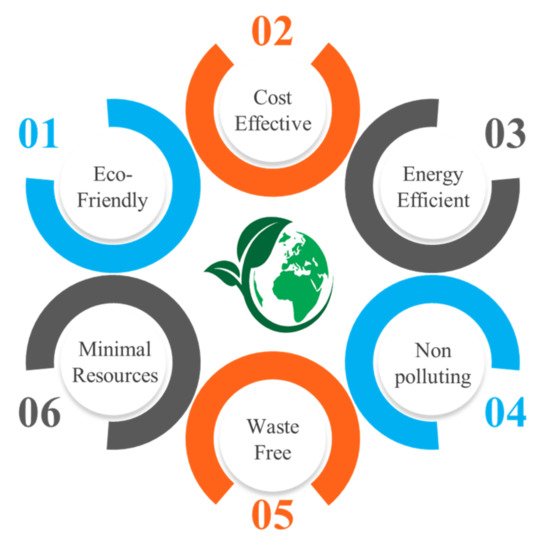
Figure 811.
Benefits associated with sustainable machining.
2.1. Cryogenic Cooling
4.1. Cryogenic Cooling
In cryogenic cooling, low temperature (below −150 °C) materials and medium are used for cooling purposes. Liquid nitrogen, whose boiling point is (−195.82 °C) and frozen carbon dioxide, whose sublimation point is (−78.5 °C), are two common media used in this process. Nitrogen is employed to cool down the temperature in the cutting zone because of exothermic conditions. The large amount of heat that is generated during machining causes tool failure and tends to alter the mechanical properties of the specimen. Therefore, to minimize the detrimental effects due to heat and elevated temperature, nitrogen is used, which decreases wear and tear as well as improves the build-up edge [17][62]. Cryogenic is an eco-friendly technique that shows better results at higher cutting speeds. It is best to control machining temperature along with enhanced tool life [18][63]. The schematic diagram of the cryogenic cooling setup is represented in Figure 912.
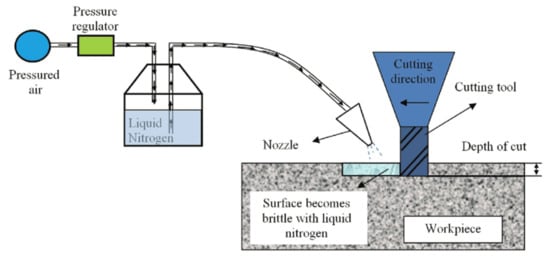
Figure 9. Diagram of cryogenic cooling technique setup, reprinted with permission from ref. [19]. Copyright 2010 Elsevier Ltd.
It was noted during the comparison of dry cutting, MQL, and cryogenic machining that the cryogenic technique is better in increasing tool life with the reduction of cutting temperature. With this product, life improved due to better surface quality [20][65].
The use of liquid nitrogen in hard turning caused the improvement in cutting speed, and higher productivity and greater tool life were achieved. All of the surface finishes also improved as it causes a decrease in machined surface temperature. Also, it is good for the environment and has no toxic properties [21][66].
Figure 103 shows the environmental impact of different cooling techniques in the machining of AISI 304. Wet cooling has a tremendous impact on the environment, like ozone depletion, etc. Cryo MQL-CO2 is best found in all these.
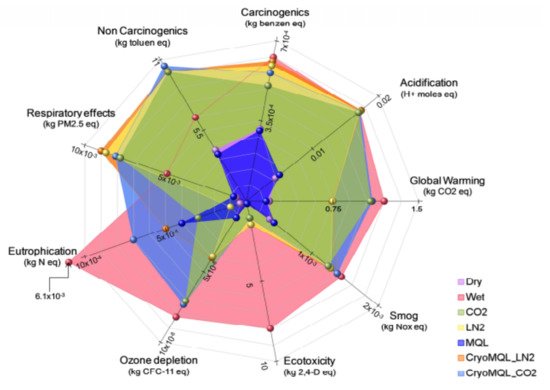
Figure 103. The impact on the environment by different cooling techniques, reprinted with permission from ref. [22][67]. Copyright 2016 Elsevier Ltd.
It was observed that cryogenic machining, which is suitable for environmental impact, may also have other benefits in terms of lesser tool life and low power consumption as compared to dry cutting. Figure 114 shows a graphical representation of tool life in different cooling techniques, which clearly depicts that tool life is longer in CryoMQL-CO2 as compared to other techniques [22][67].
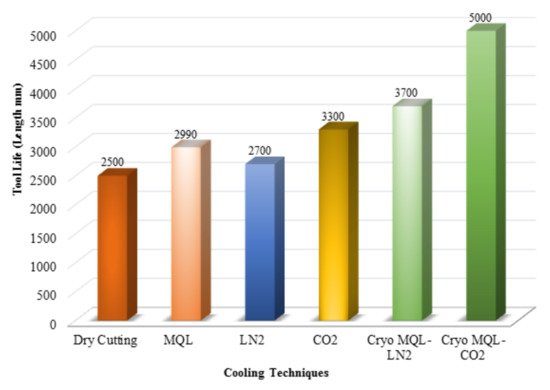
Figure 114. Comparison of Tool life between different cooling techniques, reprinted with permission from ref. [22][67]. Copyright 2016 Elsevier Ltd.
The cryo-cooling process consists of many input variables: cooling rate, soaking time and temperature, tempering temperature, and its required time [23][69]. Gill et al. [24][70] flourished that three of above parameters (cooling rate, soaking time, and soaking temperature) have been extensively increased the tool life upto 98% by compromising the mechanical characteristics of it. Stratton [25][71] put forward that cooling rate must be low enough to avoid cracking and deforming in the material.
Figure 125 shows the surface morphology obtained after applying different cooling techniques. The surface was smoother in cryogenic as compared to dry machining [26][78].
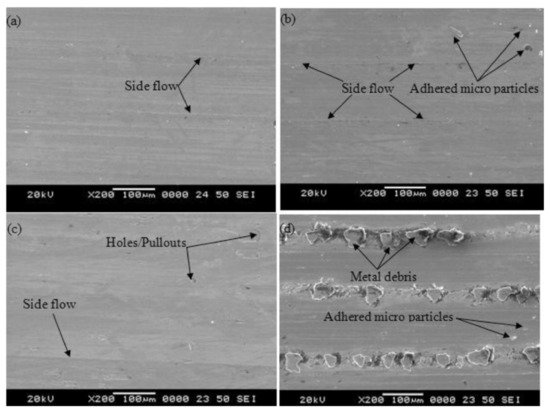
Figure 125. Images of surface morphology under different cooling environments. (a) cryogenic, (b) wet, (c) MQL, (d) dry, reprinted with permission from ref. [26][78]. Copyright 2018 CIRP.
Figure 136 shows the cutting temperature according to the depth of cut increment, which is lower in cryogenic machining than dry, wet, and MQL machining. In machining AISI 52100 Bearing steel, the effect of cryogenic coolant compared to dry cutting on surface integrity was observed. It was noted that residual stresses and white layer formation were less. This layer is non-recommended because it causes fatigue of the product and affects its life. It became evident that it enhances the surface integrity of hard components in many aspects [27][79]. In hard turning of 17-4 PH stainless steel, the effect of cryogenic machining was found to be positive. It reduced the cutting temperature by using liquid nitrogen as a cooling medium, and it is eco-friendly. This method can be effectively used in any type of hard material [28][80].
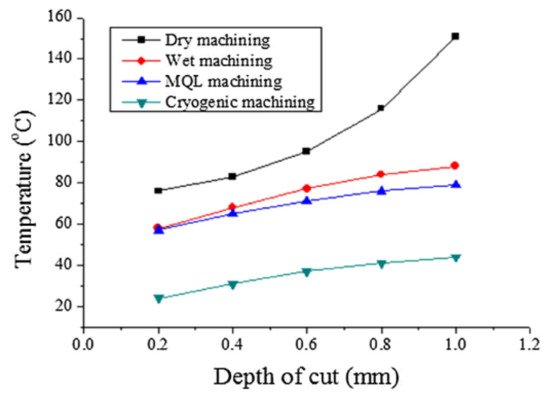
Figure 136. Effect of DOC on cutting temperature under different cooling techniques, reprinted with permission from ref. [26][78]. Copyright 2018 CIRP.
Nitrogen is most commonly used as it is a safe, noncombustible, noncorrosive gas. The air we breathe has 78% nitrogen gas in it. Liquid nitrogen has the property of easy evaporation, so when it is used in cryogenic machining, it evaporates quickly, and no wastes remain on surfaces, tools, and machines, etc. It contributes to cost savings by avoiding disposal costs [29][81]. Currently, cryogenic turning is being used to achieve deformation-induced surface hardening. For such purposes, the powerful coolant CO2-snow is used due to its good wetting behavior [30][82].
In hard turning of ASP23 steel, CO2 cryogenic media was used with two types of inserts: one negative and one positive. Tool life was increased in the negative insert up to 19.96%, but in the positive insert, the value of improvement rose to 69.5%. The white layer was also checked. In the negative insert during CO2 cryogenic machining, it produced a minimal thickness of 2 micrometers. In the positive insert, this layer was not produced. In Figure 147, the microstructure of the material in which machining is done with negative insert using both techniques: dry turning and CO2 machining [31][83], is shown. In Figure 158, the microstructure is presented in which machining is done with positive insert using dry turning and CO2 machining. The white layer is not produced, which indicates good structure.
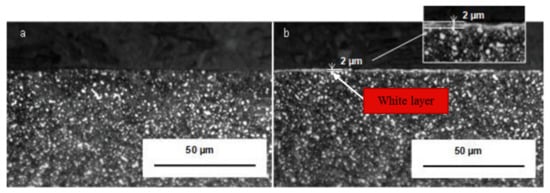
Figure 147. After turning with VNGA160408 (Negative). (a) Dry machining; (b) CO2 machining, reprinted with permission from ref. [31][83]. Copyright 2015 Elsevier Ltd.
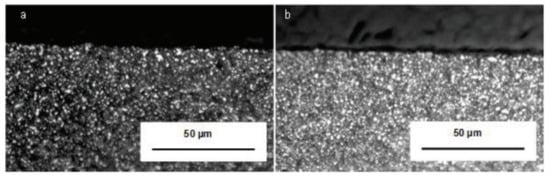
Figure 158. Microstructure after turning with VCGW160408 (positive). (a) Dry machining; (b) CO2 machining, reprinted with permission from ref. [31][83]. Copyright 2015 Elsevier Ltd.
In hard turning of AISI 420 steel, the effect of cryogenic cooling was noted compared to nano fluids. It was noted that tool life at a cutting speed of 75 m/min was increased by approximately 29%. This effect was increased as the speed was increased. Also, the temperature is reduced as compared to nano fluids. Chip morphology was better than nano fluids. It was noted that tool wear was also less [32][84]. In the machining of AISI 4340, it was found that cutting powers are reduced in cryogenic (LN2) cooling as compared to other water-based cutting fluids. Material removal rate (MRR) was increased with a decrement in surface roughness, which was 0.97 micrometers in cryogenic cooling [33][85]. The comparison is shown between conventional machining and cryogenic machining. In Figure 169, a conventional machining setup is shown in which cooling and lubricants are required, and waste is generated.
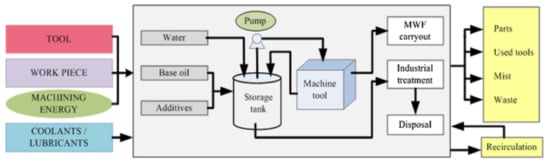
Machining, reprinted from ref. [86]. Copyright 2014 Elsevier Ltd.
In Figure 1720, a cryogenic setup is shown. Unlike conventional machining, there is no need for lubricants, and no waste is generated, which is better for the environment and saves on the cost of the product. To observe the cryogenic effect in hard turning of AISI 4340, a setup was done on the shop floor of the CNC turning center. By this process, surface roughness was achieved up to 0.4 micrometers. Tool life of order was achieved 34 min. Cutting forces were reduced by 18%, and power consumption was decreased by about 320 W.
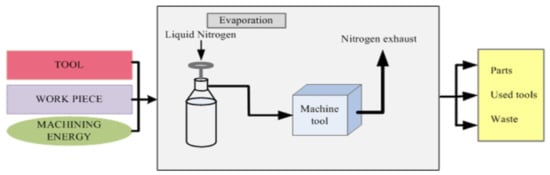
Cryogenic Machining, reprinted from ref. [86]. Copyright 2014 Elsevier Ltd.
In Figure 218, an SEM image was captured to check the flank and rake area of the cutting insert after machining. The insert was chipped off when flood cooling was used while in cryogenic machining abrasion type phenomenon observed at flank face [35][87].
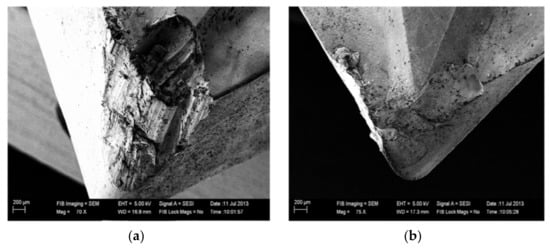
Figure 218. Images of (a) wet cooling insert (b) cryogenic machining insert, reprinted with permission from ref. [35][87]. Copyright 2017 Elsevier Ltd.
It was noted that power consumption in terms of electricity creates about 99% environmental impacts, which need to be minimized. It was done by choosing the optimal cutting conditions in terms of CO2 emission, which leads to better environmental impacts [36][88].
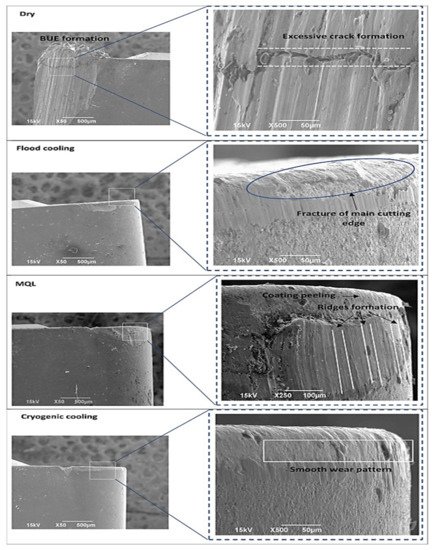
The effects of dry, MQL, flood, and cryogenic machining were observed during turning of 15-5 PH SS, and it was noted that cryogenic machining performed well in terms of tool life which was about 44% of flood and 68% of MQL cooling technique. Surface roughness was better in cryogenic and flood cooling as compared to MQL and dry cutting. In Figure 1922, SEM images show the smoothness in the wear pattern of the flank face of the tool in cryogenic as compared to other techniques [37][89].