 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Duhyung Choi | + 4452 word(s) | 4452 | 2021-06-29 11:49:50 | | | |
| 2 | Vivi Li | + 2735 word(s) | 7187 | 2021-07-22 04:03:00 | | |
Video Upload Options
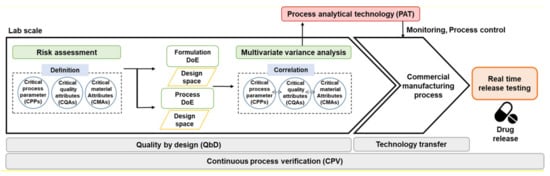
Various frameworks and methods, such as quality by design (QbD), real time release test (RTRT), and continuous process verification (CPV), have been introduced to improve drug product quality in the pharmaceutical industry. The methods recognize that an appropriate combination of process controls and predefined material attributes and intermediate quality attributes (IQAs) during processing may provide greater assurance of product quality than end-product testing. The efficient analysis method to monitor the relationship between process and quality should be used. Process analytical technology (PAT) was introduced to analyze IQAs during the process of establishing regulatory specifications and facilitating continuous manufacturing improvement. Although PAT was introduced in the pharmaceutical industry in the early 21st century, new PAT tools have been introduced during the last 20 years.
1. Introduction
2. Control Strategy for PAT Application
2.1. The Effect of the Manufacturing Process on Intermediates during Processing
| Process | Critical Process Parameter |
Intermediate Quality Attributes |
Justification | Ref | |
|---|---|---|---|---|---|
| Blending | Blending time |
|
If the blending time is long, separation may occur depending on the particle characteristics, which may affect the content and content uniformity of the mixture. | [25][26] | |
| Blending speed |
|
When blending above the optimum blending speed, the particles adhere to the wall of the blender by centrifugal force, which may affect the uniformity of the content of the mixture. | [25][26][27][28][29] | ||
| Order of input |
|
The order of input of additives has little effect on content and content uniformity because of the blending process in the blender. However, the effect of the input of the lubricant may affect the content and content uniformity. | [26] | ||
| Environment |
|
If temperature and humidity are not controlled, it may affect the moisture content of the mixture, and the content and content uniformity may be affected depending on the moisture and thermal stability of the drug. | [26] | ||
| Filling level |
|
Since the charging rate affects the movement of the particles, it can cause blending non-uniformity. This can affect the content and content uniformity of the mixture. | [25][26][27] | ||
| Granulation | High-shear granulation | Binder solvent amount |
|
When the amount of liquid increases, the powder is completely wetted, which impedes the particle flow in the granulator, which can affect the particle-size distribution of the granules by increasing the residence time and torque value. When the amount of liquid is insufficient, weak granules are formed. | [30][31] |
| Binder solvent concentration |
|
The concentration of the binding liquid has a direct relationship with the binding force and can affect the density and particle-size distribution of the granules. | [32][33][34] | ||
| Binder solvent spray rate |
|
The binder solvent spray rate is directly connected to the size of the granules. If it is too slow, the process time is lengthened, and it is difficult to form granules; if it is too fast, a mass may be formed. Therefore, it can affect the granule-size distribution and density. | [35][36][37][38] | ||
| Filling level |
|
The filling level affects the movement of particles in the granulator ball, so that fine granules may be generated due to an increase in the number of collisions between the granules and an increase in strength. This can affect the content and uniformity of the granules. | [39][40] | ||
| Impeller speed |
|
The speed of the impeller determines the state of the granules. Accordingly, the porosity and density of the granules may be affected, and the particle-size distribution and flowability of the granules may be affected. In addition, as the impeller speed increases, it may affect the granule growth due to coalescence, so it may affect the granule size. | [30][35][41][42][43][44][45] | ||
| Chopper speed |
|
Since the chopper speed plays a role in breaking the mass of granules, it can affect the density of the granules, the particle-size distribution, and the flowability of the granules. | [30][37][41][46] | ||
| Massing time |
|
The massing time is a factor that determines the main physical properties of the granules. Depending on the massing time, the strength of the granules and the density of the granules can be affected, and thus, the flowability and particle-size distribution can also be affected. Excessive massing time can result in granule growth by coalescence, which can affect granule size. Accordingly, it may affect the content uniformity of the granules, which may affect formation of granules. | [31][36][41][47][48][49] | ||
| Mill screen size |
|
The mill screen size can affect the physical properties of the granules, such as the density and flowability of the granules, due to a large correlation with the particle-size distribution of the granules. | [35] | ||
| Nozzle type |
|
The nozzle position affects the spray angle of the binder solvent, which can affect the agglomeration and growth of the granules, but the effect is negligible. In addition, the size of the nozzle hole affects the distribution of the binder solution. However, this has little effect when adjusted with other process variables. | [39][50] | ||
| Fluidized-bed granulation | Binder amount |
|
When the amount of liquid increases, the powder is completely wetted, which impedes the particle flow in the granulator, which can affect the particle-size distribution of the granules by increasing the residence time and torque value. When the amount of liquid is insufficient, weak granules are formed. | [51] | |
| Binder concentration |
|
The concentration of the binding liquid has a direct relationship with the binding force and can affect the density and particle-size distribution of the granules. | [52][53][54][55][56][57] | ||
| Binder spray rate |
|
The binder solvent spray rate is directly connected to the size of the granules. If it is too slow, the process time is lengthened and it is difficult to form granules; if it is too fast, a mass may be formed. Therefore, it can affect the granule-size distribution and density. | [53][54][55][56][57][58][59][60] | ||
| Air volume/temperature/humidity |
|
Higher temperature increases fineness due to rapid drying, and lower temperature causes granules to agglomerate, resulting in harder and larger granules. This can affect the density, flowability and particle-size distribution of the granules. The flow of particles is determined according to the air-supply flow rate, and if it is too high, the degree of blending due to process loss may be lowered, which may affect the density, flowability, and particle-size distribution of the granules. The air-supply humidity determines the size of the granules, which can affect the particle-size distribution of the granules. | [52][53][59][61] | ||
| Nozzle position |
|
The position of the nozzle affects the spray angle of the binder solvent, which can affect the agglomeration and growth of the granules, but the effect is negligible. | [54] | ||
| Nozzle type |
|
The nozzle type affects the way the binder is sprayed into the fluidized-bed of the particles, which can affect the particle-size distribution or density of the granules. | [54][62] | ||
| Drying temperature/time |
|
It can be determined according to the heat and moisture stability of the drug. If the drying time is short or the granules are not sufficiently dried due to the low drying temperature, the moisture content of the granules may be affected. If it is too high, fines may occur due to over-drying, which may affect the flowability and density of the particles. | [59][61] | ||
| Environment |
|
If the temperature and humidity are not managed, it may affect the moisture content of the granules, and the moisture and thermal stability of the drug may affect the content and content uniformity of the granules. | [59][63] | ||
| Twin-screw granulation | Binder viscosity |
|
When the binder solvent viscosity is high, there is a risk of granule mass, which may affect the size and particle-size distribution of the granules. | [64] | |
| Liquid to solid ratio |
|
If the amount of liquid inside the granulator increases, the powder may become excessively moistened and impede the flow of the inside. This increases the residence time and can thus affect the size and particle-size distribution of the granules. | [65][66][67][68][69] | ||
| Feeder rate |
|
The feed rate of the powder affects the residence time, and due to the low feed rate, the inside of the granulator is not completely filled, and the residence time may be lengthened. This can affect granule properties, such as the particle-size distribution, density and flowability of the granules. | [65][66][67][70] | ||
| Screw speed |
|
The screw speed can affect the residence time and, accordingly, the particle-size distribution and density of the granules. | [63][65][66][67][71][72][73][74] | ||
| Screw type |
|
The type of screw is affected by the shape and angle of the screw to be engaged or the kneading pattern of the kneader part. This affects the amount of filling inside the granulator and can directly affect the compression and crushing of agglomerated particles and the distribution of the granules. | [65][66][69][75] | ||
| Filling level |
|
The feeder amount is directly related to the residence time and can affect the particle-size distribution and density of the granules. | [65][71] | ||
| Residence time |
|
The residence time of the powder can affect the size and particle-size distribution of the granules. | [66][72][75] | ||
| Roller compaction | Roller compactor type |
|
Depending on the type of roller compactor, the principle of operation is different, which can affect the properties of the ribbon and the powdery properties of granules (roller width, roller diameter). The larger the diameter of the roller, the larger the compression area, so it may affect the characteristics of the ribbon, but, in general, the diameter of the roller is used as a fixed factor, so the effect on the intermediate product is insignificant. | [76] | |
| Roller pressure |
|
Since the roller pressure determines the bonding force of the powder, it is judged to be directly related to the density of the ribbon. This may affect granule particle-size distribution, flowability and content uniformity after mill screening. | [35][76][77][78][79][80] | ||
| Roller speed |
|
The roller speed is controlled by the screw speed, and it is judged that it has a direct relationship with the density of the ribbon as well as controlling the speed of the process. This affects the powder properties of the granules, which can affect the particle-size distribution and flowability of the granules. | [35][78][80][81][82][83][84] | ||
| Roller gap |
|
The roller gap affects the bonding force of the powder fed into the feeder, and may affect the ribbon density. This affects the powder properties of the granules after mill screening, which may affect the particle-size distribution and flowability of the granules. As the width of the roller changes, it is directly related to the maximum pressure of the roller, which can affect the density of the ribbon and thus the density and particle-size distribution of the granules. | [35][76][78][79][81][83] | ||
| Feeder rate |
|
Input speed is directly related to roller pressure or roller spacing, which can affect the ribbon density, particle-size distribution and flowability of the granules. | [79][82] | ||
| Feed screw speed |
|
Feed screw speed is a variable that is affected by roller pressure and roller spacing, and the effect is negligible. | [80] | ||
| Residence time |
|
The residence time of the powder can affect the size and particle-size distribution of the granules. | [85][86][87] | ||
| Mill screen size |
|
The size of the granulator can affect the physical properties of the granules, such as the density and flowability of the granules, due to a large correlation with the particle-size distribution of the granules. | [76][78][88] | ||
| Mill speed |
|
The speed of the granulator can affect the powdery properties of the granules, but the effect is insignificant. | |||
| Drying process |
Drying time |
|
If the drying time is short, and the result is not fully dried, the moisture content may be affected. If the drying takes too long, fine powder may be generated due to over-drying, which may affect the flowability and distribution of the particles. | [89][90][91] | |
| Drying temperature | If the drying temperature is low, and the result is not fully dried, the moisture content may be affected. If the drying temperature is too high, fine powder may be generated due to over-drying, which may affect the flowability and particle distribution of the particles. | ||||
| Inlet air temperature |
|
The thermal charge of the inlet drying gas reflects its capacity to dry the humid atomized droplets, and, therefore, higher inlet temperatures enable higher solvent evaporation rates. | [92] | ||
| Air flow rate |
|
The flow of particles is determined according to the air-supply flow-rate, and the air-supply flow-rate determines the size of the granules. This can affect the density and particle-size distribution. In addition, an increase in the air flow rate causes a higher evaporation rate. | [89][93] | ||
| Coating process | Rotation speed |
|
As the speed increases, the tablets apparently tumble through the spray zone rather than sliding flat, so the end exposure is more frequent, and the coating becomes more uniform. | [94][95][96] | |
| Nozzle diameter |
|
The size of the sprayed droplet varies depending on the nozzle diameter. Therefore, since the amount of the coating liquid to be sprayed varies, this affects the moisture content and residual solvent. | [97][98] | ||
| Inlet air temperature |
|
If the inlet air temperature is high, the tablets are excessively dried, and the surface becomes rough. If the inlet air temperature is low, the tablets stick together, and the moisture content of the tablets increases. Moisture content and coating uniformity are highly dependent on the incoming air temperature. | [99] | ||
| Air flow rate |
|
The air flow rate prevents the sprayed coating solution from reaching the tablet. The faster the air flow, the lower the velocity of the sprayed droplet and the smaller the droplet size. Therefore, it affects the coating efficiency. | [100] | ||
| Air volume |
|
An improper air layer due to worn or uneven drying may cause agglomeration between particles. An increase in air volume causes a decrease in spray density because the spray area increases as the droplet size decreases at the center of the spray. | [101] | ||
| Coating solution composition |
|
In the case of functional coatings, the coating solution must contain an appropriate composition to deliver the desired effect of the drug, which affects the efficacy of the finished product. In addition, if the ratio of solids constituting the coating solution is high, efficient spraying becomes difficult, thus affecting the coating efficiency. | [102][103] | ||
| Spray rate |
|
Too high a spray rate cause inadequate drying, twining, and sticking. Therefore, spray rate will have a significant impact on surface roughness and weight gain, thus affecting the coating uniformity. | [96][99] | ||
| Atomizing air pressure |
|
Too high a spray pressure can lead to spray drying, and too low can cause agglomeration, which can have a significant impact on coating uniformity. | [104][105][106] | ||
| Curing temperature/ time |
|
The incorrect setting of the curing temperature and curing time will result in incomplete film formation. Thus, full film formation occurs when exposed to a certain curing temperature. The proper setting of curing time is necessary to achieve complete film adhesion. | [107][108][109] | ||
| Tableting process | Feeder speed |
|
Low feeder speeds can lead to improper die filling, which can lead to weight changes and changes in hardness and thickness. Fast feeder speeds can overfill the die cavity and lead to weight variations and hardness and thickness variations. | [110] | |
| Rotary speed |
|
Rotary speed affects compressibility and even affects weight variation, which can affect drug content. A high rotary speed causes a much wider distribution of lubrication extent compared to the results from a low rotary speed. This may induce greater variability in hardness between tablets. | [111] | ||
| Precompression force |
|
Increasing compression force causes difficult particle rearrangement, deformation and fragmentation. Compression force affect tablet porosity, hardness, and density. In addition, depending on the tablet porosity, the degree to which moisture permeates into the tablet varies. | [112][113][114][115][116] | ||
| Main compression force |
|||||
| Dwell time |
|
If the pressure holding time is too long, it deviates from the feeder speed, and inconsistent granules are filled into the die, which may cause weight fluctuations and affect the bonding force of the granules. | [110][111][117][118][119] | ||
| Ejection force |
|
The optimal compression force must be determined to obtain the desired tablet hardness | [120] | ||
2.2. Workflow of PAT Framework for the Pharmaceutical Manufacturing Process
2.3. The Role of PAT Framework on QbD, CPV, and RTRT
3. PAT Tools for the Pharmaceutical Manufacturing Process
3.1. Near-Infrared Spectroscopy (NIRS)
3.2. Raman Spectroscopy
3.3. Hyperspectral Imaging (HSI)
3.4. Terahertz Pulse Imaging (TPI)
3.5. Mass Spectrometry (MS)
3.6. Acoustic Resonance Spectrometry (ARS)
3.7. Spatial Filter Velocimetry (SFV)
3.8. Focused Beam Reflectance Measurement (FBRM)
3.9. X-ray Fluorescence (XRF)
3.10. Other PAT Tools
References
- Kourti, T. The process analytical technology initiative and multivariate process analysis, monitoring and control. Anal. Bioanal. Chem. 2006, 384, 1043–1048.
- De Leersnyder, F.; Peeters, E.; Djalabi, H.; Vanhoorne, V.; Van Snick, B.; Hong, K.; Hammond, S.; Liu, A.Y.; Ziemons, E.; Vervaet, C. Development and validation of an in-line NIR spectroscopic method for continuous blend potency determination in the feed frame of a tablet press. J. Pharm. Biomed. Anal. 2018, 151, 274–283.
- Gendre, C.; Genty, M.; Boiret, M.; Julien, M.; Meunier, L.; Lecoq, O.; Baron, M.; Chaminade, P.; Péan, J.M. Development of a process analytical technology (PAT) for in-line monitoring of film thickness and mass of coating materials during a pan coating operation. J. Pharm. Sci. 2011, 43, 244–250.
- Næs, T.; Martens, H. Principal component regression in NIR analysis: Viewpoints, background details and selection of components. J. Chemom. 1988, 2, 155–167.
- Lopes, J.A.; Costa, P.F.; Alves, T.P.; Menezes, J.C. Chemometrics in bioprocess engineering: Process analytical technology (PAT) applications. Chemom. Intell. Lab. Syst. 2004, 74, 269–275.
- Brülls, M.; Folestad, S.; Sparén, A.; Rasmuson, A. In-situ near-infrared spectroscopy monitoring of the lyophilization process. Pharm. Res. 2003, 20, 494–499.
- Kamat, M.S.; Lodder, R.A.; DeLuca, P.P. Near-infrared spectroscopic determination of residual moisture in lyophilized sucrose through intact glass vials. Pharm. Res. 1989, 6, 961–965.
- Reddy, J.P.; Jones, J.W.; Wray, P.S.; Dennis, A.B.; Brown, J.; Timmins, P. Monitoring of multiple solvent induced form changes during high shear wet granulation and drying processes using online Raman spectroscopy. Int. J. Pharm. 2018, 541, 253–260.
- Harting, J.; Kleinebudde, P. Optimisation of an in-line Raman spectroscopic method for continuous API quantification during twin-screw wet granulation and its application for process characterisation. Eur. J. Pharm. Biopharm. 2019, 137, 77–85.
- Gnoth, S.; Jenzsch, M.; Simutis, R.; Lübbert, A. Process Analytical Technology (PAT): Batch-to-batch reproducibility of fermentation processes by robust process operational design and control. J. Biotechnol. 2007, 132, 180–186.
- Goodwin, D.J.; van den Ban, S.; Denham, M.; Barylski, I. Real time release testing of tablet content and content uniformity. Int. J. Pharm. 2018, 537, 183–192.
- Panzitta, M.; Calamassi, N.; Sabatini, C.; Grassi, M.; Spagnoli, C.; Vizzini, V.; Ricchiuto, E.; Venturini, A.; Brogi, A.; Font, J.B. Spectrophotometry and pharmaceutical PAT/RTRT: Practical challenges and regulatory landscape from development to product lifecycle. Int. J. Pharm. 2021, 601, 120551.
- Araújo, A.S.; Andrade, D.F.; Babos, D.V.; Pricylla, J.; Castro, J.A.G.; Sperança, M.A.; Gamela, R.R.; Machado, R.C.; Costa, V.C.; Guedes, W.N. Key Information Related to Quality by Design (QbD) Applications in Analytical Methods Development. Braz. J. Anal. Chem. 2021, 8, 14–28.
- Dasu, M.; Naresh, J.R. Real Time Release Testing-A New Quality Paradigm for Pharmaceutical Development. Int. J. Pharm. Sci. Rev. Res. 2013, 19, 80–84.
- Devi, N.G.; Chandramouli, R. Real Time Release Testing-A Review. J. Pharm. Res. 2018, 16, 314–318.
- Panchuk, V.; Yaroshenko, I.; Legin, A.; Semenov, V.; Kirsanov, D. Application of chemometric methods to XRF-data–A tutorial review. Anal. Chim. Acta 2018, 1040, 19–32.
- Jolliffe, I.T.; Cadima, J. Principal component analysis: A review and recent developments. Philos. Trans. R. Soc. A 2016, 374, 20150202.
- Genin, N.; Rene, F.; Corrieu, G. A method for on-line determination of residual water content and sublimation end-point during freeze-drying. Chem. Eng. Process. 1996, 35, 255–263.
- Reich, G. Near-infrared spectroscopy and imaging: Basic principles and pharmaceutical applications. Adv. Drug Deliv. Rev. 2005, 57, 1109–1143.
- Blanco, M.; Villarroya, I. NIR spectroscopy: A rapid-response analytical tool. Trends Analyt. Chem. 2002, 21, 240–250.
- Vanarase, A.U.; Alcalà, M.; Rozo, J.I.J.; Muzzio, F.J.; Romañach, R.J. Real-time monitoring of drug concentration in a continuous powder mixing process using NIR spectroscopy. Chem. Eng. Sci. 2010, 65, 5728–5733.
- Patil, A.S.; Pethe, A.M. Quality by Design (QbD): A new concept for development of quality pharmaceuticals. Int. J. Pharm. Qual. Assur. 2013, 4, 13–19.
- Puchert, T.; Holzhauer, C.-V.; Menezes, J.; Lochmann, D.; Reich, G. A new PAT/QbD approach for the determination of blend homogeneity: Combination of on-line NIRS analysis with PC Scores Distance Analysis (PC-SDA). Eur. J. Pharm. Biopharm. 2011, 78, 173–182.
- Jain, S. Quality by design (QBD): A comprehensive understanding of implementation and challenges in pharmaceuticals development. Int. J. Pharm. Pharm. Sci. 2014, 6, 29–35.
- Yeom, S.B.; Choi, D.H. Scale-up strategy in quality by design approach for pharmaceutical blending process with discrete element method simulation. Pharmaceutics 2019, 11, 264.
- Adam, S.; Suzzi, D.; Radeke, C.; Khinast, J.G. An integrated Quality by Design (QbD) approach towards design space definition of a blending unit operation by Discrete Element Method (DEM) simulation. Eur. J. Pharm. Sci. 2011, 42, 106–115.
- De Beer, T.; Bodson, C.; Dejaegher, B.; Walczak, B.; Vercruysse, P.; Burggraeve, A.; Lemos, A.; Delattre, L.; Vander Heyden, Y.; Remon, J.P. Raman spectroscopy as a process analytical technology (PAT) tool for the in-line monitoring and understanding of a powder blending process. J. Pharm. Biomed. Anal. 2008, 48, 772–779.
- Vergote, G.; De Beer, T.; Vervaet, C.; Remon, J.P.; Baeyens, W.; Diericx, N.; Verpoort, F.J.E.J.o.P.S. In-line monitoring of a pharmaceutical blending process using FT-Raman spectroscopy. Eur. J. Pharm. Sci. 2004, 21, 479–485.
- Wu, Z.; Tao, O.; Dai, X.; Du, M.; Shi, X.; Qiao, Y. Monitoring of a pharmaceutical blending process using near infrared chemical imaging. Vib. Spectrosc. 2012, 63, 371–379.
- Zhang, Y.; Cheng, B.C.-Y.; Zhou, W.; Xu, B.; Gao, X.; Qiao, Y.; Luo, G. Improved understanding of the high shear wet granulation process under the paradigm of quality by design using Salvia miltiorrhiza granules. Pharmaceutics 2019, 11, 519.
- Huang, J.; Kaul, G.; Utz, J.; Hernandez, P.; Wong, V.; Bradley, D.; Nagi, A.; O’Grady, D. A PAT approach to improve process understanding of high shear wet granulation through in-line particle measurement using FBRM C35. J. Pharm. Sci. 2010, 99, 3205–3212.
- Tamrakar, A.; Chen, S.-W.; Ramachandran, R. A dem model-based study to quantitatively compare the effect of wet and dry binder addition in high-shear wet granulation processes. Chem. Eng. Res. Des. 2019, 142, 307–326.
- Knight, P.; Johansen, A.; Kristensen, H.; Schaefer, T.; Seville, J. An investigation of the effects on agglomeration of changing the speed of a mechanical mixer. Powder Technol. 2000, 110, 204–209.
- Keningley, S.; Knight, P.; Marson, A. An investigation into the effects of binder viscosity on agglomeration behaviour. Powder Technol. 1997, 91, 95–103.
- Kim, J.Y.; Chun, M.H.; Choi, D.H. Control Strategy for Process Development of High-Shear Wet Granulation and Roller Compaction to Prepare a Combination Drug Using Integrated Quality by Design. Pharmaceutics 2021, 13, 80.
- Badawy, S.I.; Narang, A.S.; LaMarche, K.R.; Subramanian, G.A.; Varia, S.A. Mechanistic basis for the effects of process parameters on quality attributes in high shear wet granulation. In Handbook of Pharmaceutical Wet Granulation; Elsevier: Amsterdam, The Netherlands, 2019; pp. 89–118.
- Chitu, T.M.; Oulahna, D.; Hemati, M. Wet granulation in laboratory-scale high shear mixers: Effect of chopper presence, design and impeller speed. Powder Technol. 2011, 206, 34–43.
- Benali, M.; Gerbaud, V.; Hemati, M. Effect of operating conditions and physico–chemical properties on the wet granulation kinetics in high shear mixer. Powder Technol. 2009, 190, 160–169.
- Mangwandi, C.; Adams, M.J.; Hounslow, M.J.; Salman, A.D. Effect of batch size on mechanical properties of granules in high shear granulation. Powder Technol. 2011, 206, 44–52.
- Heng, P.; Chan, L.; Zhu, L. Effects of process variables and their interactions on melt pelletization in a high shear mixer. STP Pharm. Sci. 2000, 10, 165–172.
- Han, J.K.; Shin, B.S.; Choi, D.H. Comprehensive study of intermediate and critical quality attributes for process control of high-shear wet granulation using multivariate analysis and the quality by design approach. Pharmaceutics 2019, 11, 252.
- Kayrak-Talay, D.; Litster, J.D. A priori performance prediction in pharmaceutical wet granulation: Testing the applicability of the nucleation regime map to a formulation with a broad size distribution and dry binder addition. Int. J. Pharm. 2011, 418, 254–264.
- Oulahna, D.; Cordier, F.; Galet, L.; Dodds, J.A. Wet granulation: The effect of shear on granule properties. Powder Technol. 2003, 130, 238–246.
- Sáska, Z.; Dredán, J.; Luhn, O.; Balogh, E.; Shafir, G.; Antal, I. Evaluation of the impact of mixing speed on the compressibility and compactibility of paracetamol-isomalt containing granules with factorial design. Powder Technol. 2011, 213, 132–140.
- Cavinato, M.; Andreato, E.; Bresciani, M.; Pignatone, I.; Bellazzi, G.; Franceschinis, E.; Realdon, N.; Canu, P.; Santomaso, A.C. Combining formulation and process aspects for optimizing the high-shear wet granulation of common drugs. Int. J. Pharm. 2011, 416, 229–241.
- Bock, T.K.; Kraas, U. Experience with the Diosna mini-granulator and assessment of process scalability. Eur. J. Pharm. Biopharm. 2001, 52, 297–303.
- Shi, L.; Feng, Y.; Sun, C.C. Massing in high shear wet granulation can simultaneously improve powder flow and deteriorate powder compaction: A double-edged sword. Eur. J. Pharm. Sci. 2011, 43, 50–56.
- Ohno, I.; Hasegawa, S.; Yada, S.; Kusai, A.; Moribe, K.; Yamamoto, K. Importance of evaluating the consolidation of granules manufactured by high shear mixer. Int. J. Pharm. 2007, 338, 79–86.
- Mackaplow, M.B.; Rosen, L.A.; Michaels, J.N. Effect of primary particle size on granule growth and endpoint determination in high-shear wet granulation. Powder Technol. 2000, 108, 32–45.
- Veronica, N.; Goh, H.P.; Kang, C.Y.X.; Liew, C.V.; Heng, P.W.S. Influence of spray nozzle aperture during high shear wet granulation on granule properties and its compression attributes. Int. J. Pharm. 2018, 553, 474–482.
- Alkan, M.; Yuksel, A. Granulation in a fluidized bed II Effect of binder amount on the final granules. Drug Dev. Ind. Pharm. 1986, 12, 1529–1543.
- Bouffard, J.; Kaster, M.; Dumont, H. Influence of process variable and physicochemical properties on the granulation mechanism of mannitol in a fluid bed top spray granulator. Drug Dev. Ind. Pharm. 2005, 31, 923–933.
- Loh, Z.H.; Er, D.Z.; Chan, L.W.; Liew, C.V.; Heng, P.W. Spray granulation for drug formulation. Expert Opin. Drug Deliv. 2011, 8, 1645–1661.
- Parikh, D.M.; Mogavero, M. Batch fluid bed granulation. In Handbook of Pharmaceutical Granulation Technology; CRC Press: Boca Raton, FL, USA, 2005; pp. 275–338.
- Parikh, D.M. Batch size increase in fluid-bed granulation. In Pharmaceutical Process Scale-Up; CRC Press: Boca Raton, FL, USA, 2005; pp. 301–358.
- Srivastava, S.; Mishra, G.J.; Research, D. Fluid bed technology: Overview and parameters for process selection. Int. J. Pharm. Sci. Drug Res. 2010, 2, 236–246.
- Hemati, M.; Cherif, R.; Saleh, K.; Pont, V.J.P.T. Fluidized bed coating and granulation: Influence of process-related variables and physicochemical properties on the growth kinetics. Powder Technol. 2003, 130, 18–34.
- Jager, K.; Bauer, K. Polymer blends from PVP as a means to optimize properties of fluidized bed granulates and tablets. Acta Pharm. Technol. 1984, 30, 85–92.
- Lourenço, V.; Lochmann, D.; Reich, G.; Menezes, J.C.; Herdling, T.; Schewitz, J. A quality by design study applied to an industrial pharmaceutical fluid bed granulation. Eur. J. Pharm. Biopharm. 2012, 81, 438–447.
- Reimers, T.; Thies, J.; Stöckel, P.; Dietrich, S.; Pein-Hackelbusch, M.; Quodbach, J. Implementation of real-time and in-line feedback control for a fluid bed granulation process. Int. J. Pharm. 2019, 567, 118452.
- Burggraeve, A.; Silva, A.F.; Van Den Kerkhof, T.; Hellings, M.; Vervaet, C.; Remon, J.P.; Vander Heyden, Y.; De Beer, T.J.T. Development of a fluid bed granulation process control strategy based on real-time process and product measurements. Talanta 2012, 100, 293–302.
- Georgakopoulos, P.; Malamataris, S.; Dolamidis, G. The effects of using different grades of PVP and gelatin as binders in the fluidized bed granulation and tabletting of lactose. Pharmazie 1983, 38, 240–243.
- Pauli, V.; Elbaz, F.; Kleinebudde, P.; Krumme, M. Methodology for a variable rate control strategy development in continuous manufacturing applied to twin-screw wet-granulation and continuous fluid-bed drying. J. Pharm. Innov. 2018, 13, 247–260.
- Dhenge, R.M.; Washino, K.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw granulation using conveying screws: Effects of viscosity of granulation liquids and flow of powders. Powder Technol. 2013, 238, 77–90.
- Vanhoorne, V.; Vanbillemont, B.; Vercruysse, J.; De Leersnyder, F.; Gomes, P.; De Beer, T.; Remon, J.P.; Vervaet, C. Development of a controlled release formulation by continuous twin screw granulation: Influence of process and formulation parameters. Int. J. Pharm. 2016, 505, 61–68.
- Dhenge, R.M.; Fyles, R.S.; Cartwright, J.J.; Doughty, D.G.; Hounslow, M.J.; Salman, A.D. Twin screw wet granulation: Granule properties. Chem. Eng. J. 2010, 164, 322–329.
- Tan, L.; Carella, A.J.; Ren, Y.; Lo, J.B. Process optimization for continuous extrusion wet granulation. Pharm. Dev. Technol. 2011, 16, 302–315.
- Beer, P.; Wilson, D.; Huang, Z.; De Matas, M. Transfer from High-Shear Batch to Continuous Twin Screw Wet Granulation: A Case Study in Understanding the Relationship Between Process Parameters and Product Quality Attributes. J. Pharm. Sci. 2014, 103, 3075–3082.
- El Hagrasy, A.; Hennenkamp, J.; Burke, M.; Cartwright, J.; Litster, J.D. Twin screw wet granulation: Influence of formulation parameters on granule properties and growth behavior. Powder Technol. 2013, 238, 108–115.
- Dhenge, R.M.; Cartwright, J.J.; Doughty, D.G.; Hounslow, M.J.; Salman, A.D. Twin screw wet granulation: Effect of powder feed rate. Adv. Powder Technol. 2011, 22, 162–166.
- Meier, R.; Moll, K.-P.; Krumme, M.; Kleinebudde, P. Impact of fill-level in twin-screw granulation on critical quality attributes of granules and tablets. Eur. J. Pharm. Biopharm. 2017, 115, 102–112.
- Vercruysse, J.; Toiviainen, M.; Fonteyne, M.; Helkimo, N.; Ketolainen, J.; Juuti, M.; Delaet, U.; Van Assche, I.; Remon, J.P.; Vervaet, C. Visualization and understanding of the granulation liquid mixing and distribution during continuous twin screw granulation using NIR chemical imaging. Eur. J. Pharm. Biopharm. 2014, 86, 383–392.
- Vercruysse, J.; Díaz, D.C.; Peeters, E.; Fonteyne, M.; Delaet, U.; Van Assche, I.; De Beer, T.; Remon, J.P.; Vervaet, C. Continuous twin screw granulation: Influence of process variables on granule and tablet quality. Eur. J. Pharm. Biopharm. 2012, 82, 205–211.
- Thompson, M.; Sun, J. Wet granulation in a twin-screw extruder: Implications of screw design. J. Pharm. Sci. 2010, 99, 2090–2103.
- Keleb, E.; Vermeire, A.; Vervaet, C.; Remon, J.P. Twin screw granulation as a simple and efficient tool for continuous wet granulation. Int. J. Pharm. 2004, 273, 183–194.
- Rambali, B.; Baert, L.; Jans, E.; Massart, D.L. Influence of the roll compactor parameter settings and the compression pressure on the buccal bio-adhesive tablet properties. Int. J. Pharm. 2001, 220, 129–140.
- Sheskey, P.J.; Dasbach, T.P. Evaluation of various polymers as dry binders in the preparation of an immediate-release tablet formulation by roller compaction. Pharm. Technol. 1995, 19, 98–112.
- Souihi, N.; Josefson, M.; Tajarobi, P.; Gururajan, B.; Trygg, J. Design space estimation of the roller compaction process. Ind. Eng. Chem. Res. 2013, 52, 12408–12419.
- Hsu, S.-H.; Reklaitis, G.V.; Venkatasubramanian, V. Modeling and control of roller compaction for pharmaceutical manufacturing. Part I: Process dynamics and control framework. J. Pharm. Innov. 2010, 5, 14–23.
- Miller, R.W. Roller compaction technology. In Handbook of Pharmaceutical Granualtion Technology; CRC Press: Boca Raton, FL, USA, 2005; Volume 154, pp. 159–190.
- Gago, A.P.; Reynolds, G.; Kleinebudde, P. Impact of roll compactor scale on ribbon density. Powder Technol. 2018, 337, 92–103.
- Falzone, A.M.; Peck, G.E.; Mccabe, G.P. Effects of changes in roller compactor parameters on granulations produced by compaction. Drug Dev. Ind. Pharm. 1992, 18, 469–489.
- Gamble, J.F.; Tobyn, M.; Dennis, A.B.; Shah, T. Roller compaction: Application of an in-gap ribbon porosity calculation for the optimization of downstream granule flow and compactability characteristics. Pharm. Dev. Technol. 2010, 15, 223–229.
- Inghelbrecht, S.; Remon, J.P. The roller compaction of different types of lactose. Int. J. Pharm. 1998, 166, 135–144.
- Roberts, R.J.; Rowe, R.C. The effect of punch velocity on the compaction of a variety of materials. J. Pharm. Pharmacol. 1985, 37, 377–384.
- Pietsch, W.B. Agglomeration Processes: Phenomena, Technologies, Equipment; John Wiley and Sons: Hoboken, NJ, USA, 2008.
- Kruisz, J.; Rehrl, J.; Sacher, S.; Aigner, I.; Horn, M.; Khinast, J.G. RTD modeling of a continuous dry granulation process for process control and materials diversion. Int. J. Pharm. 2017, 528, 334–344.
- Von Eggelkraut-Gottanka, S.G.; Abed, S.A.; Müller, W.; Schmidt, P.C. Roller compaction and tabletting of St. John’s wort plant dry extract using a gap width and force controlled roller compactor. I. Granulation and tabletting of eight different extract batches. Pharm. Dev. Technol. 2002, 7, 433–445.
- Peng, Y.; Han, Y.; Gardner, D.J. Spray-drying cellulose nanofibrils: Effect of drying process parameters on particle morphology and size distribution. Wood Fiber Sci. 2012, 44, 448–461.
- De Leersnyder, F.; Vanhoorne, V.; Bekaert, H.; Vercruysse, J.; Ghijs, M.; Bostijn, N.; Verstraeten, M.; Cappuyns, P.; Van Assche, I.; Vander Heyden, Y. Breakage and drying behaviour of granules in a continuous fluid bed dryer: Influence of process parameters and wet granule transfer. Eur. J. Pharm. Sci. 2018, 115, 223–232.
- Cal, K.; Sollohub, K. Spray drying technique. I: Hardware and process parameters. J. Pharm. Sci. 2010, 99, 575–586.
- Santos, D.; Maurício, A.C.; Sencadas, V.; Santos, J.D.; Fernandes, M.H.; Gomes, P.S. Spray Drying: An Overview. In Biomaterials: Physics and Chemistry—New Edition; InTech: London, UK, 2018.
- Putra, R.N.; Ajiwiguna, T.A. Influence of air temperature and velocity for drying process. Proc. Eng. 2017, 170, 516–519.
- Wilson, K.E.; Crossman, E. The influence of tablet shape and pan speed on intra-tablet film coating uniformity. Drug Dev. Ind. Pharm. 1997, 23, 1239–1243.
- Chen, W.; Chang, S.-Y.; Kiang, S.; Marchut, A.; Lyngberg, O.; Wang, J.; Rao, V.; Desai, D.; Stamato, H.; Early, W. Modeling of pan coating processes: Prediction of tablet content uniformity and determination of critical process parameters. J. Pharm. Sci. 2010, 99, 3213–3225.
- Just, S.; Toschkoff, G.; Funke, A.; Djuric, D.; Scharrer, G.; Khinast, J.; Knop, K.; Kleinebudde, P. Optimization of the inter-tablet coating uniformity for an active coating process at lab and pilot scale. Int. J. Pharm. 2013, 457, 1–8.
- Müller, R.; Kleinebudde, P. Comparison study of laboratory and production spray guns in film coating: Effect of pattern air and nozzle diameter. Pharm. Dev. Technol. 2006, 11, 425–433.
- Morks, M.; Akimoto, K. The role of nozzle diameter on the microstructure and abrasion wear resistance of plasma sprayed Al2O3/TiO2 composite coatings. J. Manuf. Process. 2008, 10, 1–5.
- Patel, J.; Shah, A.; Sheth, N. Aqueous-based film coating of tablets: Study the effect of critical process parameters. Int. J. Pharm. Tech. Res. 2009, 1, 235–240.
- Wang, J.; Hemenway, J.; Chen, W.; Desai, D.; Early, W.; Paruchuri, S.; Chang, S.-Y.; Stamato, H.; Varia, S. An evaluation of process parameters to improve coating efficiency of an active tablet film-coating process. Int. J. Pharm. 2012, 427, 163–169.
- Benjasirimongkol, P.; Piriyaprasarth, S.; Sriamornsak, P. Effect of Formulations and Spray Drying Process Conditions on Physical Properties of Resveratrol Spray-Dried Emulsions. In Key Engineering Materials; John Wiley and Sons: Hoboken, NJ, USA, 1995; pp. 246–251.
- Munday, D.; Fassihi, A. Controlled release delivery: Effect of coating composition on release characteristics of mini-tablets. Int. J. Pharm. 1989, 52, 109–114.
- Pint, B.A.; Lance, M.J.; Allen Haynes, J. The Effect of Coating Composition and Geometry on Thermal Barrier Coatings Lifetime. J. Eng. Gas Turbines Power. 2019, 141.
- Tobiska, S.; Kleinebudde, P. Coating uniformity: Influence of atomizing air pressure. Pharm. Dev. Technol. 2003, 8, 39–46.
- Barbash, D.; Fulghum, J.E.; Yang, J.; Felton, L. A novel imaging technique to investigate the influence of atomization air pressure on film–tablet interfacial thickness. Drug Dev. Ind. Pharm. 2009, 35, 480–486.
- Kothari, B.H.; Fahmy, R.; Claycamp, H.G.; Moore, C.M.; Chatterjee, S.; Hoag, S.W. A systematic approach of employing quality by design principles: Risk assessment and design of experiments to demonstrate process understanding and identify the critical process parameters for coating of the ethylcellulose pseudolatex dispersion using non-conventional fluid bed process. AAPS PharmSciTech 2017, 18, 1135–1157.
- Bodmeier, R.; Paeratakul, O. The effect of curing on drug release and morphological properties of ethylcellulose pseudolatex-coated beads. Drug Dev. Ind. Pharm. 1994, 20, 1517–1533.
- Hutchings, D.; Kuzmak, B.; Sakr, A. Processing considerations for an EC latex coating system: Influence of curing time and temperature. Pharm. Res. 1994, 11, 1474–1478.
- Mafi, R.; Mirabedini, S.; Naderi, R.; Attar, M. Effect of curing characterization on the corrosion performance of polyester and polyester/epoxy powder coatings. Corros. Sci. 2008, 50, 3280–3286.
- Garlapati, V.K.; Roy, L. Utilization of response surface methodology for modeling and optimization of tablet compression process. J. Young Pharm. 2017, 9, 417–421.
- Peeters, E.; Silva, A.; Fonteyne, M.; De Beer, T.; Vervaet, C.; Remon, J.P. Influence of extended dwell time during pre-and main compression on the properties of ibuprofen tablets. Eur. J. Pharm. Biopharm. 2018, 128, 300–315.
- Mittal, B. How to Develop Robust Solid Oral Dosage Forms: From Conception to Post-Approval; Academic Press: Cambridge, MA, USA, 2016; pp. 17–37.
- Riippi, M.; Antikainen, O.; Niskanen, T.; Yliruusi, J. The effect of compression force on surface structure, crushing strength, friability and disintegration time of erythromycin acistrate tablets. Eur. J. Pharm. Biopharm. 1998, 46, 339–345.
- Sunada, H.; Bi, Y. Preparation, evaluation and optimization of rapidly disintegrating tablets. Powder Technol. 2002, 122, 188–198.
- Narang, A.S.; Rao, V.M.; Guo, H.; Lu, J.; Desai, D.S. Effect of force feeder on tablet strength during compression. Int. J. Pharm. 2010, 401, 7–15.
- Sinka, I.; Motazedian, F.; Cocks, A.; Pitt, K. The effect of processing parameters on pharmaceutical tablet properties. Powder Technol. 2009, 189, 276–284.
- Ali, H.; Khatri, A.M.; Jain, A.; Modi, R.; Patel, A. Standard Practice of sampling, storage and Holding Time for Pharmaceutical Tablet and Injection during manufacturing process. Drug Invent. Today 2011, 3, 157–159.
- Akande, O.F.; Ford, J.L.; Rowe, P.H.; Rubinstein, M.H. Pharmaceutics: The Effects of Lag-time and Dwell-time on the Compaction Properties of 1:1 Paracetamol/microcrystalline Cellulose Tablets Prepared by Pre-compression and Main Compression. J. Pharm. Pharmacol. 1998, 50, 19–28.
- Anbalagan, P.; Liew, C.V.; Heng, P.W.S. Role of dwell on compact deformation during tableting: An overview. Int. J. Pharm. Investig. 2017, 47, 173–181.
- Sun, C.C. Dependence of ejection force on tableting speed—A compaction simulation study. Powder Technol. 2015, 279, 123–126.
- US Food and Drug Administration. Guidance for industry, PAT-A Framework for Innovative Pharmaceutical Development, Manufacturing and Quality Assurance. 2004. Available online: (accessed on 10 March 2021).
- Rinnan, Å.; Van Den Berg, F.; Engelsen, S.B. Review of the most common pre-processing techniques for near-infrared spectra. Trends Analyt. Chem. 2009, 28, 1201–1222.
- Joe, A.; Frank, A.; Gopal, A. A Study on Various Preprocessing Algorithms Used For NIR Spectra. Res. J. Pharm. Biol. Chem. 2016, 7, 2752–2757.
- Christensen, J.; Nørgaard, L.; Heimdal, H.; Pedersen, J.G.; Engelsen, S.B. Rapid spectroscopic analysis of marzipan—Comparative instrumentation. J. Near Infrared Spectrosc. 2004, 12, 63–75.
- Engelsen, S.B.; Mikkelsen, E.; Munck, L. New approaches to rapid spectroscopic evaluation of properties in pectic polymers. In The Colloid Science of Lipids; Springer: Berlin, Germany, 1998; pp. 166–174.
- Cronin, M.T.; Schultz, T.W. Pitfalls in QSAR. J. Mol. Struct. THEOCHEM 2003, 622, 39–51.
- De Bleye, C.; Chavez, P.-F.; Mantanus, J.; Marini, R.; Hubert, P.; Rozet, E.; Ziemons, E. Critical review of near-infrared spectroscopic methods validations in pharmaceutical applications. J. Pharm. Biomed. Anal. 2012, 69, 125–132.
- Cozzolino, D.; Cynkar, W.; Shah, N.; Smith, P. Multivariate data analysis applied to spectroscopy: Potential application to juice and fruit quality. Food Res. Int. 2011, 44, 1888–1896.
- Jiang, M.; Severson, K.A.; Love, J.C.; Madden, H.; Swann, P.; Zang, L.; Braatz, R.D. Opportunities and challenges of real-time release testing in biopharmaceutical manufacturing. Biotechnology 2017, 114, 2445–2456.
- Galata, D.L.; Könyves, Z.; Nagy, B.; Novák, M.; Mészáros, L.A.; Szabó, E.; Farkas, A.; Marosi, G.; Nagy, Z.K. Real-time release testing of dissolution based on surrogate models developed by machine learning algorithms using NIR spectra, compression force and particle size distribution as input data. Int. J. Pharm. 2021, 597, 120338.
- Roggo, Y.; Pauli, V.; Jelsch, M.; Pellegatti, L.; Elbaz, F.; Ensslin, S.; Kleinebudde, P.; Krumme, M. Continuous manufacturing process monitoring of pharmaceutical solid dosage form: A case study. J. Pharm. Biomed. Anal. 2020, 179, 112971.
- Barimani, S.; Kleinebudde, P. Optimization of a semi-batch tablet coating process for a continuous manufacturing line by design of experiments. Int. J. Pharm. 2018, 539, 95–103.
- Pauli, V.; Roggo, Y.; Pellegatti, L.; Trung, N.Q.N.; Elbaz, F.; Ensslin, S.; Kleinebudde, P.; Krumme, M. Process analytical technology for continuous manufacturing tableting processing: A case study. J. Pharm. Biomed. An. 2019, 162, 101–111.
- Eustaquio, A.; Blanco, M.; Jee, R.; Moffat, A. Determination of paracetamol in intact tablets by use of near infrared transmittance spectroscopy. Anal. Chim. Acta 1999, 383, 283–290.
- Blanco, M.; Peguero, A. Analysis of pharmaceuticals by NIR spectroscopy without a reference method. Trends Analyt. Chem. 2010, 29, 1127–1136.
- Karande, A.D.; Heng, P.W.S.; Liew, C.V. In-line quantification of micronized drug and excipients in tablets by near infrared (NIR) spectroscopy: Real time monitoring of tabletting process. Int. J. Pharm. 2010, 396, 63–74.
- Blanco, M.; Cueva-Mestanza, R.; Peguero, A. NIR analysis of pharmaceutical samples without reference data: Improving the calibration. Talanta 2011, 85, 2218–2225.
- Xie, Y.; Song, Y.; Zhang, Y.; Zhao, B. Near-infrared spectroscopy quantitative determination of Pefloxacin mesylate concentration in pharmaceuticals by using partial least squares and principal component regression multivariate calibration. Spectrochim. Acta A Mol. Biomol. Spectrosc. 2010, 75, 1535–1539.
- Grohganz, H.; Gildemyn, D.; Skibsted, E.; Flink, J.M.; Rantanen, J. Towards a robust water content determination of freeze-dried samples by near-infrared spectroscopy. Anal. Chim. Acta 2010, 676, 34–40.
- Corredor, C.C.; Bu, D.; Both, D. Comparison of near infrared and microwave resonance sensors for at-line moisture determination in powders and tablets. Anal. Chim. Acta 2011, 696, 84–93.
- Zheng, Y.; Lai, X.; Bruun, S.W.; Ipsen, H.; Larsen, J.N.; Løwenstein, H.; Søndergaard, I.; Jacobsen, S. Determination of moisture content of lyophilized allergen vaccines by NIR spectroscopy. J. Pharm. Biomed. Anal. 2008, 46, 592–596.
- Grohganz, H.; Fonteyne, M.; Skibsted, E.; Falck, T.; Palmqvist, B.; Rantanen, J. Role of excipients in the quantification of water in lyophilised mixtures using NIR spectroscopy. J. Pharm. Biomed. Anal. 2009, 49, 901–907.
- Zhang, X.-B.; Feng, Y.-C.; Hu, C.-Q. Feasibility and extension of universal quantitative models for moisture content determination in beta-lactam powder injections by near-infrared spectroscopy. Anal. Chim. Acta 2008, 630, 131–140.
- Paul Findlay, W.; Peck, G.R.; Morris, K.R. Determination of fluidized bed granulation end point using near-infrared spectroscopy and phenomenological analysis. J. Pharm. Sci. 2005, 94, 604–612.
- Zhou, X.; Hines, P.; Borer, M.W. Moisture determination in hygroscopic drug substances by near infrared spectroscopy. J. Pharm. Biomed. Anal. 1998, 17, 219–225.
- Rantanen, J.; Antikainen, O.; Mannermaa, J.-P.; Yliruusi, J. Use of the near-infrared reflectance method for measurement of moisture content during granulation. Pharm. Dev. Technol. 2000, 5, 209–217.
- Fonteyne, M.; Vercruysse, J.; Díaz, D.C.; Gildemyn, D.; Vervaet, C.; Remon, J.P.; Beer, T.D. Real-time assessment of critical quality attributes of a continuous granulation process. Pharm. Dev. Technol. 2013, 18, 85–97.
- Portier, C.; Pandelaere, K.; Delaet, U.; Vigh, T.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Continuous twin screw granulation: A complex interplay between formulation properties, process settings and screw design. Int. J. Pharm. 2020, 576, 119004.
- Meng, W.; Román-Ospino, A.D.; Panikar, S.S.; O’Callaghan, C.; Gilliam, S.J.; Ramachandran, R.; Muzzio, F.J. Advanced process design and understanding of continuous twin-screw granulation via implementation of in-line process analytical technologies. Adv. Powder Technol. 2019, 30, 879–894.
- Broad, N.W.; Jee, R.D.; Moffat, A.C.; Eaves, M.J.; Mann, W.C.; Dziki, W. Non-invasive determination of ethanol, propylene glycol and water in a multi-component pharmaceutical oral liquid by direct measurement through amber plastic bottles using Fourier transform near-infrared spectroscopy. Analyst 2000, 125, 2054–2058.
- Avalle, P.; Pollitt, M.; Bradley, K.; Cooper, B.; Pearce, G.; Djemai, A.; Fitzpatrick, S. Development of Process Analytical Technology (PAT) methods for controlled release pellet coating. Eur. J. Pharm. Biopharm. 2014, 87, 244–251.
- Naidu, V.R.; Deshpande, R.S.; Syed, M.R.; Deoghare, P.; Singh, D.; Wakte, P.S. PAT-based control of fluid bed coating process using NIR spectroscopy to monitor the cellulose coating on pharmaceutical pellets. AAPS PharmSciTech 2017, 18, 2045–2054.
- Hudovornik, G.; Korasa, K.; Vrečer, F. A study on the applicability of in-line measurements in the monitoring of the pellet coating process. Eur. J. Pharm. Sci. 2015, 75, 160–168.
- Morisseau, K.M.; Rhodes, C.T. Near-infrared spectroscopy as a nondestructive alternative to conventional tablet hardness testing. Pharm. Res. 1997, 14, 108–111.
- Trafford, A.; Jee, R.; Moffat, A. A rapid quantitative assay of intact paracetamol tablets by reflectance near-infrared spectroscopy. Analyst 1999, 124, 163–167.
- Chablani, L.; Taylor, M.K.; Mehrotra, A.; Rameas, P.; Stagner, W.C. Inline real-time near-infrared granule moisture measurements of a continuous granulation–drying–milling process. AAPS PharmSciTech 2011, 12, 1050–1055.
- Manley, L.; Hilden, J.; Valero, P.; Kramer, T. Tablet compression force as a process analytical technology (PAT): 100% inspection and control of tablet weight uniformity. J. Pharm. Sci. 2019, 108, 485–493.
- Clavaud, M.; Lema-Martinez, C.; Roggo, Y.; Bigalke, M.; Guillemain, A.; Hubert, P.; Ziemons, E.; Allmendinger, A. Near-infrared spectroscopy to determine residual moisture in freeze-dried products: Model generation by statistical design of experiments. J. Pharm. Sci. 2020, 109, 719–729.
- Ziemons, E.; Mantanus, J.; Lebrun, P.; Rozet, E.; Evrard, B.; Hubert, P. Acetaminophen determination in low-dose pharmaceutical syrup by NIR spectroscopy. J. Pharm. Biomed. Anal. 2010, 53, 510–516.
- Narang, A.S.; Stevens, T.; Paruchuri, S.; Macias, K.; Gao, Z.; Badawy, S.I.; Bindra, D.; Hubert, M. Inline Focused Beam Reflectance Measurement During Wet Granulation. In Handbook of Pharmaceutical Wet Granulation; Elsevier: Amsterdam, The Netherlands, 2019; pp. 471–512.
- Bostijn, N.; Dhondt, W.; Vervaet, C.; De Beer, T. PAT-based batch statistical process control of a manufacturing process for a pharmaceutical ointment. Eur. J. Pharm. Sci. 2019, 136, 104946.
- Kim, J.; Noh, J.; Chung, H.; Woo, Y.-A.; Kemper, M.S.; Lee, Y. Direct, non-destructive quantitative measurement of an active pharmaceutical ingredient in an intact capsule formulation using Raman spectroscopy. Anal. Chim. Acta 2007, 598, 280–285.
- Henn, R.; Kirchler, C.G.; Huck, C.W. Miniaturized NIR spectroscopy for the determination of main carbohydrates in syrup. NIR News 2017, 28, 3–6.
- Henn, R.; Schwab, A.; Huck, C.W. Evaluation of benchtop versus portable near-infrared spectroscopic method combined with multivariate approaches for the fast and simultaneous quantitative analysis of main sugars in syrup formulations. Food Control. 2016, 68, 97–104.
- Mazurek, S.; Szostak, R. Quantitative analysis of topical gels and ointments by FT-Raman spectroscopy. Vib. Spectrosc. 2016, 83, 1–7.
- Paris, I.; Janoly-Dumenil, A.; Paci, A.; Mercier, L.; Bourget, P.; Brion, F.; Chaminade, P.; Rieutord, A. Near infrared spectroscopy and process analytical technology to master the process of busulfan paediatric capsules in a university hospital. J. Pharm. Biomed. Anal. 2006, 41, 1171–1178.
- Eliasson, C.; Macleod, N.A.; Jayes, L.C.; Clarke, F.C.; Hammond, S.V.; Smith, M.R.; Matousek, P. Non-invasive quantitative assessment of the content of pharmaceutical capsules using transmission Raman spectroscopy. J. Pharm. Biomed. Anal. 2008, 47, 221–229.
- Nagy, B.; Farkas, A.; Gyürkés, M.; Komaromy-Hiller, S.; Démuth, B.; Szabó, B.; Nusser, D.; Borbás, E.; Marosi, G.; Nagy, Z.K. In-line Raman spectroscopic monitoring and feedback control of a continuous twin-screw pharmaceutical powder blending and tableting process. Int. J. Pharm. 2017, 530, 21–29.
- Bhagurkar, A.M.; Angamuthu, M.; Patil, H.; Tiwari, R.V.; Maurya, A.; Hashemnejad, S.M.; Kundu, S.; Murthy, S.N.; Repka, M.A. Development of an ointment formulation using hot-melt extrusion technology. AAPS PharmSciTech 2016, 17, 158–166.
- Serranti, S.; Bonifazi, G. Hyperspectral imaging and its applications. In Optical Sensing and Detection IV; SPIE Photonics Europe: Brussels, Belgium, 2016; Volume 9899.
- Rosas, J.; Armenta, S.; Cruz, J.; Blanco, M. A new approach to determine the homogeneity in hyperspectral imaging considering the particle size. Anal. Chim. Acta 2013, 787, 173–180.
- Müller, J.; Knop, K.; Thies, J.; Uerpmann, C.; Kleinebudde, P. Feasibility of Raman spectroscopy as PAT tool in active coating. Drug Dev. Ind. Pharm. 2010, 36, 234–243.
- Müllertz, A.; Perrie, Y.; Rades, T. Analytical Techniques in the Pharmaceutical Sciences; Springer: New York, NY, USA, 2016; pp. 171–222.
- Acevedo, D.; Muliadi, A.; Giridhar, A.; Litster, J.D.; Romañach, R.J. Evaluation of three approaches for real-time monitoring of roller compaction with near-infrared spectroscopy. AAPS PharmSciTech 2012, 13, 1005–1012.
- Khorasani, M.; Amigo, J.M.; Sun, C.C.; Bertelsen, P.; Rantanen, J. Near-infrared chemical imaging (NIR-CI) as a process monitoring solution for a production line of roll compaction and tableting. Eur. J. Pharm. Biopharm. 2015, 93, 293–302.
- Gupta, A.; Peck, G.E.; Miller, R.W.; Morris, K.R. Real-time near-infrared monitoring of content uniformity, moisture content, compact density, tensile strength, and Young’s modulus of roller compacted powder blends. J. Pharm. Sci. 2005, 94, 1589–1597.
- Zeng, S.; Wang, L.; Chen, T.; Wang, Y.; Mo, H.; Qu, H. Direct analysis in real time mass spectrometry and multivariate data analysis: A novel approach to rapid identification of analytical markers for quality control of traditional Chinese medicine preparation. Anal. Chim. Acta 2012, 733, 38–47.
- Ganguly, A.; Stewart, J.; Rhoden, A.; Volny, M.; Saad, N. Mass spectrometry in freeze-drying: Motivations for using a bespoke PAT for laboratory and production environment. Eur. J. Pharm. Biopharm. 2018, 127, 298–308.
- De Beer, T.; Allesø, M.; Goethals, F.; Coppens, A.; Vander Heyden, Y.; Lopez De Diego, H.; Rantanen, J.; Verpoort, F.; Vervaet, C.; Remon, J.P. Implementation of a process analytical technology system in a freeze-drying process using Raman spectroscopy for in-line process monitoring. Anal. Chem. 2007, 79, 7992–8003.
- Rodríguez-hornedo, N.; Murphy, D. Significance of controlling crystallization mechanisms and kinetics in pharmaceutical systems. J. Pharm. Sci. 1999, 88, 651–660.
- Hansuld, E.M.; Briens, L.; Sayani, A.; McCann, J.A. Monitoring quality attributes for high-shear wet granulation with audible acoustic emissions. Powder Technol. 2012, 215, 117–123.
- Folttmann, F.; Knop, K.; Kleinebudde, P.; Pein, M. In-line spatial filtering velocimetry for particle size and film thickness determination in fluidized-bed pellet coating processes. Eur. J. Pharm. Biopharm. 2014, 88, 931–938.
- Petrak, D. Simultaneous measurement of particle size and particle velocity by the spatial filtering technique. In Particle and Particle Systems Characterization: Measurement and Description of Particle Properties and Behavior in Powders and Other Disperse Systems; John Wiley and Sons: Hoboken, NJ, USA, 2002; pp. 391–400.
- Langner, M.; Kitzmann, I.; Ruppert, A.-L.; Wittich, I.; Wolf, B. In-line particle size measurement and process influences on rotary fluidized bed agglomeration. Powder Technol. 2020, 364, 673–679.
- Hou, G.; Power, G.; Barrett, M.; Glennon, B.; Morris, G.; Zhao, Y. Development and characterization of a single stage mixed-suspension, mixed-product-removal crystallization process with a novel transfer unit. Cryst. Growth Des. 2014, 14, 1782–1793.
- Heath, A.R.; Fawell, P.D.; Bahri, P.A.; Swift, J.D. Estimating average particle size by focused beam reflectance measurement (FBRM). In Particle and Particle Systems Characterization: Measurement and Description of Particle Properties and Behavior in Powders and Other Disperse Systems; John Wiley and Sons: Hoboken, NJ, USA, 2002; pp. 84–95.
- Kyoda, Y.; Costine, A.; Fawell, P.; Bellwood, J.; Das, G. Using focused beam reflectance measurement (FBRM) to monitor aggregate structures formed in flocculated clay suspensions. Miner. Eng. 2019, 138, 148–160.
- Barrett, P.; Glennon, B. In-line FBRM monitoring of particle size in dilute agitated suspensions. In Particle and Particle Systems Characterization: Measurement and Description of Particle Properties and Behavior in Powders and Other Disperse Systems; John Wiley and Sons: Hoboken, NJ, USA, 1999; pp. 207–211.
- Greaves, D.; Boxall, J.; Mulligan, J.; Montesi, A.; Creek, J.; Sloan, E.D.; Koh, C.A. Measuring the particle size of a known distribution using the focused beam reflectance measurement technique. Chem. Eng. Sci. 2008, 63, 5410–5419.
- Leba, H.; Cameirao, A.; Herri, J.-M.; Darbouret, M.; Peytavy, J.-L.; Glénat, P. Chord length distributions measurements during crystallization and agglomeration of gas hydrate in a water-in-oil emulsion: Simulation and experimentation. Chem. Eng. Sci. 2010, 65, 1185–1200.
- Bodmeier, R. Effect of solvent type on preparation of ethyl cellulose microparticles by solvent evaporation method with double emulsion system using focused beam reflectance measurement. Polym. Int. 2017, 66, 1448–1455.
- Boxall, J.A.; Koh, C.A.; Sloan, E.D.; Sum, A.K.; Wu, D.T. Measurement and calibration of droplet size distributions in water-in-oil emulsions by particle video microscope and a focused beam reflectance method. Ind. Eng. Chem. Res. 2010, 49, 1412–1418.
- Melchuna, A.; Cameirao, A.; Herri, J.-M.; Glenat, P. Topological modeling of methane hydrate crystallization from low to high water cut emulsion systems. Fluid Phase Equilib. 2016, 413, 158–169.
- Li, H.; Kawajiri, Y.; Grover, M.A.; Rousseau, R.W. Application of an empirical FBRM model to estimate crystal size distributions in batch crystallization. Cryst. Growth Des. 2014, 14, 607–616.
- Yu, Z.Q.; Chow, P.S.; Tan, R.B. Interpretation of focused beam reflectance measurement (FBRM) data via simulated crystallization. Org. Process Res. Dev. 2008, 12, 646–654.
- Antosz, F.J.; Xiang, Y.; Diaz, A.R.; Jensen, A.J. The use of total reflectance X-ray fluorescence (TXRF) for the determination of metals in the pharmaceutical industry. J. Pharm. Biomed. Anal. 2012, 62, 17–22.
- Uo, M.; Wada, T.; Sugiyama, T. Applications of X-ray fluorescence analysis (XRF) to dental and medical specimens. Jpn. Dent. Sci. Rev. 2015, 51, 2–9.
- Jenkins, R. X-ray Fluorescence Analysis. In X-ray Characterization of Materials; John Wiley and Sons: Hoboken, NJ, USA, 1999; pp. 171–209.
- Chen, Z.; Gibson, W.M.; Huang, H. High definition x-ray fluorescence: Principles and techniques. X-ray Opt. Instrum. 2008, 2008.
- Lin, H.; Zhang, Z.; Markl, D.; Zeitler, J.A.; Shen, Y. A review of the applications of OCT for analysing pharmaceutical film coatings. Appl. Sci. 2018, 8, 2700.
- Markl, D.; Hannesschläger, G.; Sacher, S.; Leitner, M.; Buchsbaum, A.; Pescod, R.; Baele, T.; Khinast, J.G. In-line monitoring of a pharmaceutical pan coating process by optical coherence tomography. J. Pharm. Sci. 2015, 104, 2531–2540.


