3. Biosynthesised Plastics
In recent years, PHA polymers have emerged as one of the most promising biodegradable materials. Unlike commonly used fossil-based plastics or PLA, which requires the additional step of lactic acid polymerisation, PHAs are the product of bacterial metabolism and have a function of cytoplasmic inclusions. These materials, thanks to the over 150 monomer units, can have a variety of polymer properties that can compete with commonly used plastics, such as polyethene or polypropylene
[6]. Monomer composition is connected to the substrate specificity of PHA synthase, hence the type of derived PHA is highly connected to the microorganism used for its production. For example, biosynthesis of short-chain length PHAs (SCL-PHAs) consisting of poly-3-hydroxybutyrate P(3HB) homopolymers is a three-step process regulated by 3-ketothiolase, acetoacetyl-CoA reductase and the SCL PHA synthase
[7][8]. Bacteria, such as
Aeromonas caviae and
Pseudomonas stutzeri, are proven producers of PHA synthases with wide substrate specificity. Moreover, these enzymes have been identified after recombinant expression in
Ralstonia eutropha, previously PHA negative. These PHA synthases can produce copolymers of SCL- and medium-chain length PHAs (MCL-PHA)
[9]. It has been reported that combinatorial mutations in
P. aeruginosa,
P. oleovorans, and
P. putida resulted in their ability to synthesise PHAs with 3-hydroxybutyrate (3HB), 3-hydroxyhexanoate (3HHx), 3-hydroxyocatanoate (3HO), 3-hydroxydecanoate (3HD), or 3-hydroxydodecanoate (3HDD) monomers
[10][11][12][13]. These structures are presented in
Table 1. The development of recombinant strains and using genetic engineering techniques can lead to improved mechanical and thermal characteristics of PHA materials. These properties are highly dependent on various factors during upstream and downstream processes. Modification of PHAs chemical structure, such as the introduction of functional groups or producing blends and copolymers, can also affect the quality of these materials
[14]. Traditional chemical synthesis techniques have been successfully used for creating block copolymers with PHA materials. For example, block copolymers, including PHB blocks balancing with other materials (poly(6-hydroxyhexanoate), poly(3-hydroxyoctanoate), monomethoxy-terminated poly(ethylene glycol) (mPEG), and poly(ethylene glycol) (PEG)), have been reported. These structures are presented in
Table 2 [8][15].
PHAs can also be derived from various substrates, including industrial waste streams
[16], food waste
[17], supplemented solid biodiesel waste, plant oils
[7]. Besides these, seaweeds were found to be great feedstock for PHAs productions
[18]. These materials can be produced using different strategies, including batch, fed-batch and continuous processes, and various conditions could be used for their conduction. Batch cultivations are easy and simple to operate, but production yields are very low. On the other hand, fed-batch cultivation can provide higher product and cell concentrations (no substrate inhibition)
[19]. Continuous cultivation are also considered to be a viable strategy, providing required concentrations of limiting substrates, such as fatty acids and their derivatives
[20]. Nevertheless, large scale application is still impractical with this type of production. Another strategy used for PHA production is solid state fermentation (SSF)—microbial cultivation on solid support made of appropriate substrates. SSF can be performed with inexpensive cultivation media, such as substrates, based on agro-industrial residues. This strategy provides disposing of waste, while valuable compounds are being produced at the same time
[21]. There are few additional advantages of SSF over submerged fermentation: Easier aeration, higher substrate concentration, as well as reduced downstream processing steps. However, keeping conditions constant during the process is the biggest drawback to the market-ready production of PHAs using this strategy
[22].
Bacteria from the genus
Komagataeibacter (former
Gluconacetobacter) synthesises another interesting, biosynthesised bioplastic—bacterial cellulose (BC). The BC production is a multi-step, strictly regulated process that involves regulatory proteins, few enzymes and catalytic complexes. The formation of 1,4-β-glucan chains is the first step in BC synthesis. This process, together with chains’ assembly and crystallisation, occurs intracellularly. The second step involves extracting cellulose chains from the cells and their assembly in fibrils
[4][23]. The yield and properties of the resulting material highly depend on the used bacterial strain and conditions of the conducted process, including medium composition, aeration, shaking, etc. Morphological and physical properties of the resulting material are in correlation to the cultivation broth composition. BC production can be improved using genetically modified producing strains, isolating novel strains with the ability to produce BC, and investigating process parameters and their significance. Florea et al. isolated
Komagataeibacter rhaeticus strain able to produce a high yield of BC, while growing in low nitrogen level medium
[24]. In order to increase BC production in limited oxygen conditions, genetically engineered strains have been developed
[25]. Hungund et al. reported using ethyl methanesulfonate and ultraviolet radiation for
Gluconacetobacter xylinus NCIM 2526 strain improvement that resulted in a significantly higher yield of BC (30%)
[26].
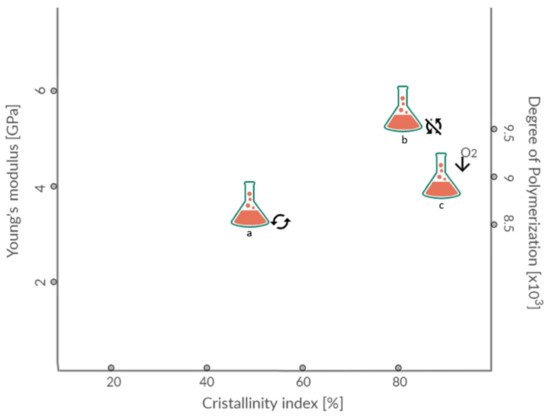
Different strategies can be used to produce BC, including aerated submerged cultivation, static culture and airlift bioreactors
[27]. Effects of these conditions on cellulose mechanical properties are presented in
Figure 1.
Figure 1. Young’s modulus, crystallinity index and degree of polymerisation of BC depending on cultivation conditions: a—with shaking, b—without shaking, c—with additional oxygen supply.
Tensile strength, polymerisation degree and crystallinity index are highly influenced by BC structure. Produced in static conditions, BC forms pellicles on the surface of the medium. This gelatinous membrane can vary in thickness up to few centimetres depending on substrates’ availability. Produced like this, BC has a significantly higher crystallinity index and tensile strength than the BC produced in agitated culture. Supply of air in agitated cultures will result in pellets with a higher crystallinity index. Crucial factors in BC production are the design of the reactor and proper control of conditions and process. These parameters highly affect the yield and quality of the resulting material. No matter which strategy is used, pH, oxygen supply, and temperature are essential conditions that should be carefully monitored. These parameters are mostly strain-dependent, but it was shown that the optimal pH value for cell growth and BC production is usually between 4.0 and 7.023, while the optimal temperature is in the range 28–30 °C
[28].
Despite the great mechanical properties of the resulting material, static culture cannot provide uniformity of the cultivation broth; hence, cells are not equally exposed to nutrients and the thickness of the BC layer can be uneven. Additionally, productivity achieved in this strategy is very low, and it demands an extensive period of cultivation
[29][30]. To improve the productivity of this process, the fed-batch strategy was developed, and a constant BC production rate was achieved for 30 days
[31]. Submerged cultivations with agitation provide uniformity of nutrients, especially oxygen, resulting in higher yields in comparison to the static cultivations and making the production process cost-effective. Products of agitated fermentation depend on applied agitation speed and may include various forms of cellulose: Spheres, pellets, fibrous suspension
[32]. As previously mentioned, higher productivity is the biggest advantage of submerged compared to static cultivation, but drawbacks, such as products’ shape consistency and limited mechanical properties, are issued to overcome
[33]. Another problem that can limit BC yield in aerated cultivation is a synthesis of gluconic acid. Due to the high agitation rates and hydrostatic stresses, the production of the secondary, protective metabolites is favoured over cellulose. Nevertheless, submerged cultivation of BC was implemented in different types of bioreactors, such as airlift, stirred tank and rotating disk. Production of this material on a large scale is still an issue, and designing new or improving existing equipment for this purpose is an important subject of research
[34].
4. Bioplastic Mechanical Performance
Bio-based polyesters (PLA, and PHAs) exhibit similar mechanical properties and can even exceed conventional plastic performances.
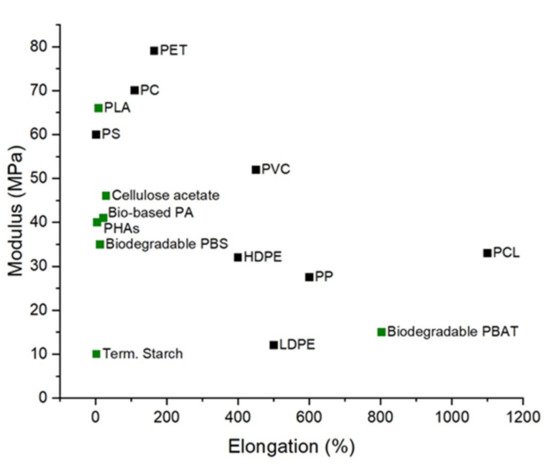
Figure 2 demonstrates the Maximum Tensile Strength (MPa) and maximum Tensile Elongation (%) of bioplastics compared to petroleum-derived plastics. PLA is one of the most prominent bioplastics in terms of global consumption. It possesses several desirable properties, such as biocompatibility, biodegradability, composability and low toxicity to humans. The mechanical properties of PLA are greatly affected by the degree of PLA crystallinity. PLA derived from 93%, or more L-lactic acid can be semi-crystalline, while it is strictly amorphous when derived from 50–93% L-lactic acid. Thus, high tensile strength can be observed in films of high L-lactide content. Tensile strength and impact resistance are also influenced by the degree of crosslinking and the annealing of L-PLA, which increases the stereoregularity of the chain
[35]. Comparison of mechanical properties between poly(98% L-lactide) and poly(94% L-lactide) showed a slightly greater elongation at yield for 98% than 94% L-lactide. However, poly(94% L-lactide) has an elongation at the break seven times greater than poly(98% L-lactide), indicating more plastic behaviour with 94% of L-lactide
[35].
Figure 2. Maximum Tensile Strength (MPa) and Maximum Tensile Elongation (%) of bioplastics compared to petroleum-derived plastics
[36].
For racemic mixtures, a study by Chen et al. demonstrated that polymerisation of 50% D-Lactide and 50% L-Lactide usually results in forming an amorphous polymer of poly (DL-lactide)
[37].
As a packaging material, PLA offers high stiffness (greater than polyethene terephtalate (PET) and polystyrene (PS)), good clarity (similar to PET), relatively low processing temperatures, excellent resistance to fats and grease, and good breathability suitable for fruits and vegetable storage. Such characteristics make PLA a potential candidate to replace PS, polyethene (PE) and polypropylene (PP) in the fabrication of disposable cups, salad boxes and cold food packaging
[38]. Nevertheless, PLA brittleness with less than 10% elongation at the break renders it unsuitable as a pure material for applications that require plastic deformations at higher stress levels
[39]. Additionally, PLA’s poor gas moisture permeability performance make it unsuitable for many beverage bottle applications
[38].
On the other hand, PHAs gained considerable interest as a green alternative to petrochemically derived plastics, as they are biocompatible, biodegradable and synthesised from renewable resources
[40][41]. PHB is the only polymer from the PHAs family to be produced in large quantities. This material is considered an aliphatic polyester with a linear polymer chain, composed of monomers of 3-hydroxybutyrate with a chromophoric carbonyl group. Being a member of the PHAs, PHB is also characterised by having a methyl (CH
3) as an alkyl replacing group, which provides it with a hydrophobic charge. The regularity of the polymerised PHB chain has a direct influence on its degree of crystallinity that, in turn, is influenced by the synthesis route used. Isotactic PHB, which has chiral carbon in absolute configuration R, is obtained through bacterial fermentation, while syndiotactic PHB is synthesised through a synthetic route from monomers with setting R and S. As isotactic PHB presents a more regular structure, it will allow a higher crystallinity than syndiotactic
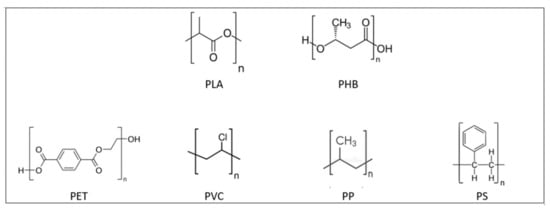
[42]. Favourable PHB properties in terms of melting point, strength, modulus and barrier properties promotes it as a substitute for PP, low density polyethene (LDPE), polyvinyl chloride (PVC) and PET in packaging applications. Differences in chemical structures between PLA, PHB and previously mentioned commonly used plastics are shown in
Figure 3.
Figure 3. Chemical structures of biodegradable: Polylactic acid (PLA) and polyhydroxybutyrate PHB); and nonbiodegradable polymers: Polyethene terephatalate (PET), polyvinyl chloride (PVC), polypropylene (PP), polystyrene (PS).
Nevertheless, as a bioplastic, PHB has drawbacks, such as being brittle, hard and thermally unstable, making it challenging to use for applications like injection moulding in food industries
[43][44]. As a pure material, PHB is highly crystalline (around 80%), resulting in the previously mentioned brittle nature and low elongations. The brittle nature of PHB is associated with a secondary crystallisation of the amorphous phase at ambient temperature. Another important issue is the glass temperature (T
g) of PHB. The T
g is close to room temperature resulting in secondary crystallisation taking place during storage, which, combined with a low nucleation density feature, leads to large spherulite formations which can grow over long durations leading to inter-spherulitic cracks
[43]. Generally, spherulites are formed when PHB is crystallised from the melt, with band spacing between them depending on the crystallisation temperature
[45]. Cracks are always present within spherulites in melt-crystallised PHB, and subsequent growth of the cracks leads to failure of the polymer. Two distinct types of crack exist in PHB spherulites, which can run either radially or circumferentially within the spherulites. Radial cracks occur more frequently in films crystallised at lower temperatures, while circumferential cracks occur when PHB is crystallised at high temperatures
[46]. Another problem with PHB processing is the narrow processing window. The melting temperature of PHB is around 180 °C, therefore, processing temperature should be at least 190 °C. However, thermal degradation at this point happens rapidly, drastically reducing the acceptable residence time in the processing equipment to a few minutes only
[47].
However, notwithstanding the limitations of PLA and PHAs, these bioplastic polymers have the potential to be fine-tuned to extend their application range comparable to fossil-based thermoplastics.
5. Bioplastic Barrier Performance
Inadequate fluid and gas barrier properties strongly impedes the utilisation of biopolymers in applications, such as the food-packaging sector. The established utilisation of PET and polyolefin family polymers in packaging applications is due to their combination of low cost, transparency, good barrier (to oxygen and water vapours), and mechanical characteristics. The oxygen permeability of PET (0.04 barrer) is much stronger than that of the recently developed biopolymers
[48]. Among previously mentioned biopolymers, the most widely used—PHB stand apart having significant gas barrier properties (0.01 barrer), which are comparable to benchmark polymers, such as PET
[49]. However, PHB’s brittle mechanical nature precludes its suitability for food packaging applications. PLA, while having tunable mechanical properties, has oxygen permeability levels in the region of 0.26 barrer, restricting its use within several food-packaging applications
[50]. As an approach to overcoming these barrier limitations, the addition of fillers to block the gas and moisture molecular pathways through the polymers, on a nano-micro scale level, is an attractive option
[51].
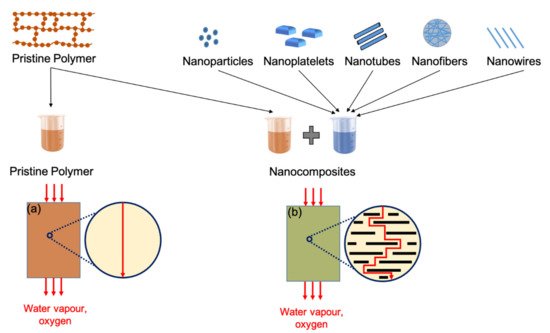
An ideal filler should have a high surface area, aspect ratio and suitable chemical compatibility to provide enhanced mechanical and gas barrier properties at low filler content. The filler geometrical characteristics are an important factor in reducing gas permeability. The higher the aspect ratio, the greater the surface activity, which leads to an increase in mechanical properties, as well as gas barrier properties of the polymer matrix.
In terms of the orientation of fillers inside the polymer matrix, the Nielson model is commonly used. This is an ideal case where the orientation of the filler is perpendicular to the direction of diffusion and is generally not readily achievable. The modified version of the Nielson model is proposed by Bharadwaj by introducing the orientation parameter (S)
[52]. If S = 0, designates perfect orientation and the Bharadwaj model will be reduced to the Nielson model, and maximum permeability reduction will be observed as indicated in
Figure 4. Different models based on volume fraction and aspect ratio have also been developed to compare theoretical data with experimentally investigated gas barrier results
[53].
Figure 4. Effect of filler addition on gas barrier properties of nanocomposites: (a) Poor barrier properties in pristine polymer, due to direct diffusion pathways for gas molecules, (b) improved barrier properties in nanocomposites due to longer diffusion pathways.
Another aspect to be considered while studying the bioplastics’ barrier properties is the dispersion and interchain compatibility of fillers within the bioplastics’ matrices. Well exfoliated nano-fillers in polymer matrices give optimal reinforcement and contribute to other material performance characteristics
[51]. A major issue with the dispersion of fillers in polymers is their hydrophilic nature, which causes inefficient compatibility with the hydrophobic polymer phase. Therefore, treatments are adopted to promote better interactions and good dispersion between the polymer phase and the fillers
[54]. Moreover, the structural characteristics of the filler define the contribution imparted to the mechanical and gas barrier properties of polymers. The structural format of fillers dramatically impacts the gas barrier properties of their host polymers
[55]. This is due to the higher crystallinity, which increases the effective path of diffusion and impedes the passage of gas molecules through the polymers rendering them suitable for packaging applications.
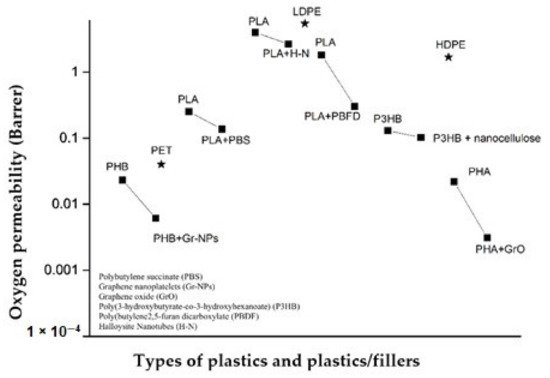
Figure 5 demonstrates the effect of fillers addition on the barrier properties, especially the oxygen (O
2) permeability of commonly used petroleum-based plastics and biopolymers. The data is compiled by converting oxygen permeability values from different units into a single unit (barrer). The addition of smaller amounts of fillers in biopolymers has drastically reduced the permeability of oxygen, fulfilling the criteria of ideal gas barrier material (LDPE, PET, and high density polyethene (HDPE)). Among biopolymers, PHAs showed more hindrance to the passage of gas molecules in their pristine polymers as compared to mentioned petroleum-based polymers. Functionalised graphene oxide (Gr-O) proved to be the best filler. The impressive reduction of oxygen permeability by Gr-O could be related to the strong interfacial adhesion between Gr-O and PHA polymer matrix
[56].
Figure 5. Effect of nanofillers on oxygen permeability of various biopolymers.
6. Bioplastic Processing and Formulation
Blending and composite formation is an established route for achieving improved technical and processing performance within polymer engineering. Blending PHAs, in particular, PHB with other polymers, offers opportunities to improve processability by lowering the processing temperature and reducing the brittle nature of these biopolymers. The physical, chemical and molecular architectural aspects dictate the enhancement of the polymer blend achievable through compounding techniques and introduced additives. Plasticiser additives can improve polymer viscosity and improve chain mobility during processing. Thermal stabilising additives can be used to eliminate premature degradation of polymers during processing, such as antioxidants, which guard against the presence of oxygen in the processing environment. Compatibiliser additives can improve miscibility between polymers by inducing flexible physical dipole-dipole interactions, or hydrogen bonding
[57]. Nanocomposite additives, such as nanocrystals and nanofibres, can significantly improve the mechanical strength and gas barrier properties of the polymers if they are well dispersed in the biopolymer matrices. Natural fibres as an example of nanocomposite have been recently introduced as the main component in fibre reinforced biopolymer composites
[58]. The intermolecular hydrogen bonds connecting the polymer chains of natural fibres provide a linear crystalline structure with a tensile strength reaching 15 GPa
[59]. Such great strength is also accompanied by other advantages, as low cost, abundance, biodegradability, easy recyclability and fabrication of low weight composite materials
[58]. All these properties made natural fibres perfect candidates as fillers in biopolymer composites and can compete with glass or carbon fibres. Accordingly, several studies were performed to evaluate the effect of incorporating natural fibres in biopolymer composites to improve the composite’s mechanical and barrier properties. Among natural fibres, cellulose
[60][61][62][63][64][65][66], hemp
[67][68][69][70][71][72][73], kenaf
[74][75][76][77][78] and flax
[79][80][81][82][83][84][85][86][87][88] were the most studied ones. It is worth mentioning that nanocomposites of natural fibres or crystals added as fillers without plasticiser or compatibiliser, results in their poor dispersion and decrease the quality of polymer composite. Alternatively, plasticisers of hydrophilic nature, when mixed with biopolymers or their blends, tend to increase the wettability and O
2 permeability and deteriorate the barrier properties of the polymer composite.
Thus, to obtain better performance of nanocomposites with plasticisers or compatibilisers in biopolymer composites, both additives should be used together. The addition of nanocomposites with plasticisers improves the interfacial adhesion between the nanocomposites and the polymer matrix, allowing better dispersion and consequently provides a more tortuous path for gas and water and increase the barrier properties. Other approaches were introduced to improve the dispersion of the nanocomposites of natural fibres or crystals in polymer matrices. These include physical and chemical treatments of the nanocomposites before mixing with biopolymers. Bio-based coatings were also applied to natural fibres reinforced biocomposites as a means of inducing the hydrophobicity, and thus, improve the barrier properties of the biocomposite.
6.1. Blends and Composites
As previously mentioned, the processability and formability of PHB represent a drawback in industrial applications; blending with PLA provides a potential route to facilitating its introduction in the market, while also improving PLA properties at the same time. Several studies on PLA-PHB blends have been conducted in recent years, with the results typically showing a slightly higher Young’s modulus than neat PHB and neat PLA
[89]. Blends with PHB content of 50% or higher have shown lower values of tensile stress and elongation at the break in comparison to pure PLA
[90]. However, above 60% PLA content has been reported to increase elongation at the break by up to 12%, with values even comparable to typical thermoplastics achieved on the addition of plasticisers
[57][89][91][92][93]. Furthermore, the PLA-PHB 75:25 blend demonstrated higher mechanical performance than neat PLA, and greater impact resistance than the homopolymers on their own
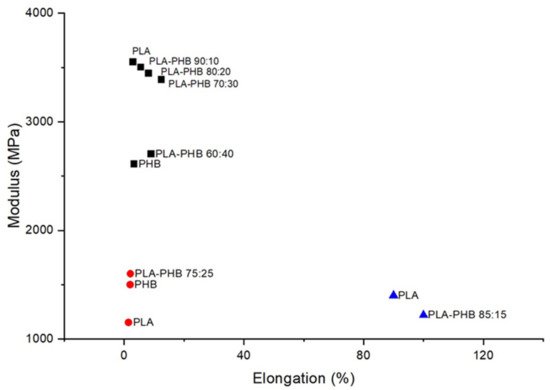
[89][94]. Jandas et al. reported the incorporation of PHB within PLA matrix in different ratios resulting in intermediate properties for the blends. The ductility of PLA increased consistently as PHB concentrations increased from 10 to 30 wt%. The maximum increase in percentage elongation was observed in the 70:30 ratio, suggesting some degree of molecular interaction between the macromolecules of PLA and PHB within the blend (
Figure 6). However, tensile modulus and tensile strength were considerably decreased in the case of the blends, compared to pure PLA, as well as a corresponding decrease in stiffness. Blends prepared at 70:30 ratio were used for trial with compatibilisers and preparation of blend composites, due to the optimum elongation at the break and impact strength exhibited
[57].
Figure 6. Young’s Modulus (MPa) vs. elongation at the break (%) of PLA, PHB and their blends, reported by Jandas et al. (black squares)
[57], Armentano et al. (blue triangles)
[91] and Arrieta et al. (red circles)
[94].
6.2. Compatibilisers and Plasticisers
Facilitation of processability and improved flexibility in PLA/PHB blends is achievable using plasticisers
[94]. Plasticisers are available as cost-effective, readily available materials on the market and are also generally of natural origin and include: Oxypropylated glycerin (or laprol), glycerol, glycerol triacetate, 4-nonylphenol, 4,40-dihydroxydiphenylmethane, acetyl tributyl citrate, salicylic ester, acetylsalicylic acid ester, soybean oil, epoxidised soybean oil, dibutyl phthalate, triethyl citrate, dioctyl phthalate, dioctyl sebacate, acetyl tributyl citrate, di-2-ethylhexylphthalate, tri(ethylene glycol)-bis(2-ethylhexanoate), triacetine, and fatty alcohols with or without glycerol fatty esters. Blends of PEG (2–5%) and PHB produced by solvent casting technique has been demonstrated to increase the elongation at the break by up to about four times compared with the original neat PHB. This behaviour was attributed to a plasticising effect of PEG, which acts to weaken the intermolecular forces between the adjacent polymer chains. The changes in free volume reduced the melting temperatures of the system and are also associated with an accompanying reduction in tensile strength
[95].
As shown in
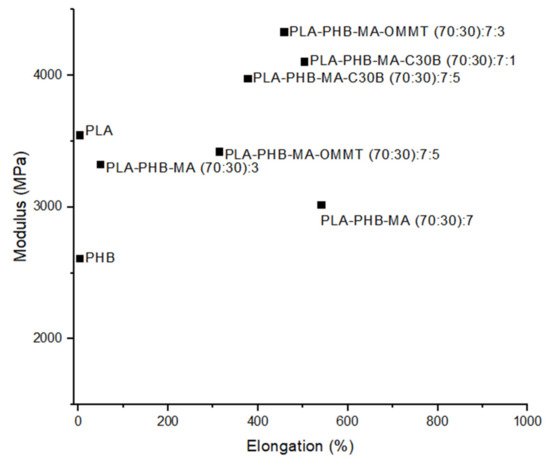
Figure 7, compatibilisers, such as maleic anhydride, have been applied to PLA and PLA/PHB blends to impart additional flexibility and improve the blend’s young’s modulus by the induction of flexible physical interactions, including dipole-dipole or hydrogen bonding
[57]. For industrial purposes, considerable attention needs to be paid to the selection of suitable plasticisers or compatibilisers as most tend to negatively impact other mechanical properties, such as lowering barrier properties of bioplastic blends, which can restrict their use in packaging applications
[89].
Figure 7. Young’s Modulus (MPa) vs. Elongation (%) of PLA, PHB and their blends using MA as a compatibiliser, together with OMMT and C30B nanoclays
[57].
6.3. Natural Fillers
The use of naturally sourced fibre-based fillers, with their considerable tensile strength and high sustainability, presents a key route to facilitating polymer circularity. The hydrophilic nature of bare natural fibres with no surface treatment requires an address, due to the incompatibility with hydrophobic biopolymer. Biopolymer composites reinforced with untreated natural fibres typically exhibit non-uniform fibre dispersion with interfaces promoting crack formation. These material defects can lead to premature mechanical failure of the composites
[58][59][96]. These defects are attributable to the natural fibre hydrophilicity, which hinders proper mixing with the biopolymer hydrophobic matrix causing poor fibre/matrix interfacial bonding
[59]. While high susceptibility of moisture absorption by the hydrophilic natural fibres can support the growth of fungi and bacteria and deteriorate the physical and mechanical properties of the bio-composites
[58], this fact can be a highly useful feature that can be availed of post use for achieving biocyclability.
Different approaches are available to enhance the interfacial adhesion between the fibres and matrix, resulting in the fabrication of biocomposites with better mechanical and barrier properties. Among these solutions is the surface modification of natural fibres. Surface modification can result in increasing the sites of reaction, offering new functionality to the fibre surface and enhancing surface roughness by removing impurities
[59]. Such modification will lead eventually to the improvement in mechanical properties and reduction of the water absorption of the fabricated biocomposite. The techniques applied to modify the natural surface fibres before inclusion in biopolymer matrices include physical, chemical, biological treatments and their combinations. Some examples of physical treatment techniques are calendaring, stretching, hybrid yarns production and thermal treatments; while chemical techniques include, alkali swelling, silane modifications, graft copolymerisation, and treatment with isocyanate, mercerisation
[97].
A representative selection of the recently applied surface modifications for natural fibres reinforced biocomposites are given in Table 3.
Table 3. Surface treatment of natural fibres reinforced bio-composites.
| Process |
Natural Fibre Used |
Biopolymer Matrix |
Outcomes |
Ref. |
| Interfacial Adhesion |
Mechanical Properties |
Barrier Properties |
| Treatment with compatibilisers; Polyglycerol polyglycidyl ether (SR-4GL), Trimethylol propane polyglycidyl ether (SR-TMP), and (Polyglycerol polypropyleneoxide (SC-P1000) |
Cellulose fibres |
PLA |
Improved interfacial adhesion between fibres and PLA and |
|
Inhibited degradation of the PLA matrix |
[65] |
| STEFAC TM 8170, surfactant modification |
Cellulose fibres |
PLA/PHB |
|
Enhanced mechanical performance |
Improved water resistance, reduced oxygen and UV-light transmission, as well as appropriate disintegration in compost |
[94] |
| Alkali treatment |
Kenaf fibre |
PHB |
|
Reduction in the crystallinity of PHB (up to 6% reduction), making it more ductile, and improvement of the flexural modulus by up to 11%. |
|
[75] |
| Silane treatment |
Flax fibre |
PLA |
Improvement to fibre/matrix adhesion with 2% w/w silane content, yet further improvement of the fibre-matrix interface can be partially resolved by silane/alkali treatment combination. |
Improved mechanical properties |
|
[80] |
| Alkali treatment |
Flax fibres |
PLA |
|
Tg values of fabricated bio-composites were lowered by 10 °C for 10% NaOH treatment and 15 °C for 30% NaOH treatment |
|
[82] |
| Treatment with ethylene plasma |
Flax fibres |
PHB |
Improved interfacial adhesion strength in the bio-composite |
|
Improved thermal resistance |
[88] |
Combinations of natural materials with petroleum-based plastics is an option that is also under development. While facilitating the high mechanical performance, considerations are required when using this approach as further dilemma’s may be posed regarding factors, such as continued resource depletion dependencies and degradation and biodegradation pathways, which potentially lead to increased microplastics production.
6.4. Bio-Coatings
The application of bio-based coatings to biocomposites and natural fibre reinforced biocomposites is a promising approach proposed to overcome the significant water uptake propensities of natural fibres and increase the moisture resistance of bioplastics for fluid barrier property application requirements. Exposure to long term environmental/hygroscopic ageing necessitates the induction of a higher level of hydrophobicity in chemically modified natural fibre reinforced bio-composites and bioplastics in general. Introducing bio-based coatings to natural fibres reinforced biocomposites, ensures the environmentally friendly and biodegradable nature of fibres. Besides, bio-based coatings are obtained from renewable resources and have superior hydrophobic characteristics [62]. For instance, polyurethane (PU) coatings were first introduced as bio-based coating resins in the 1950s [98]. PU coatings mainly provide their composites with high solvent resistance, hydrolytic stability, resistance to acid–base conditions and weather-ability [62]. Currently, most of the industrially produced PUs are petroleum-based polyols. Thus, renewable resources, such as vegetable oil [99][100][101], canola oil [102], soybean oil [103][104][105] and castor oil [106][107][108], are thoroughly investigated and were able to produce PU coating of competing properties to that of petroleum-based ones.
 +1 credit
+1 credit