Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Olawumi Oluwafolakemi Sadare | + 6700 word(s) | 6700 | 2021-07-13 04:10:13 | | | |
| 2 | Bruce Ren | -4048 word(s) | 2652 | 2021-08-04 10:47:55 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Sadare, O. Succinic Acid Membrane Purification Technologies. Encyclopedia. Available online: https://encyclopedia.pub/entry/12754 (accessed on 07 February 2026).
Sadare O. Succinic Acid Membrane Purification Technologies. Encyclopedia. Available at: https://encyclopedia.pub/entry/12754. Accessed February 07, 2026.
Sadare, Olawumi. "Succinic Acid Membrane Purification Technologies" Encyclopedia, https://encyclopedia.pub/entry/12754 (accessed February 07, 2026).
Sadare, O. (2021, August 04). Succinic Acid Membrane Purification Technologies. In Encyclopedia. https://encyclopedia.pub/entry/12754
Sadare, Olawumi. "Succinic Acid Membrane Purification Technologies." Encyclopedia. Web. 04 August, 2021.
Copy Citation
Recently, the bioconversion of biomass into biofuels and biocommodities has received significant attention. Although green technologies for biofuel and biocommodity production are advancing, the productivity and yield from these techniques are low. Over the past years, various recovery and purification techniques have been developed and successfully employed to improve these technologies. However, these technologies still require improvement regarding the energy-consumption-related costs, low yield and product purity. In the context of sustainable green production, this review presents a broad review of membrane purification technologies/methods for succinic acid, a biocommodity obtained from lignocellulosic biomass.
lignocellulosic biomass
membrane
organic acids
purification
recovery
succinic acid
techniques
1. Global Market for Sustainable Green Chemistry
Green chemistry is the implementation of chemical products without generating dangerous bye products into the environment. Moreover, Anastas and Warner [1] defined green chemistry as the application of a set of values that reduces or eradicates the use or generation of dangerous substances in the design, production and application of chemical products. Biomass is an essential candidate for sustainable future energy demands [2]. Biochemical conversion technologies of biomass are gaining more attention from the research communities nowadays. Biomass can be converted into various products, such as hydrogen, biogas, ethanol, acetone, butanol, organic acids (pyruvate, lactate, oxalic acid, levulinic acid, citric acid and succinic acid), 2,3-butanediol, 1,4-butanediol, isobutanol, xylitol, mannitol and xanthan gum by selecting different microorganisms in the process of biochemical conversion [2]. Lignocellulosic feedstocks have more benefits than other biomass materials because they are the non-edible part of the plant and therefore, they do not interfere with food chain [3].
Fossil fuels are non-renewable resources forming after several years. They are expected to deplete by the end of this century. Moreover, the production and utilization of fossil fuels has caused considerable environmental hazard. The advent of environmentally friendly energy from renewable sources such as biomass is, hence, indispensable. This review focuses on the integration of green chemistry concepts into biomass processes and conversion with the aim of taking full advantage of the potential of biomass to replace non-sustainable resources and meet global needs for fuel besides other chemicals and materials [4]
The repercussions of the depleting non-renewable resources have compelled many in the manufacturing sector to search for alternative methods of producing industrial materials. Likewise, like-minded researchers around the globe have been investigating new bio-sources and application of the bio-based chemicals. Chemicals produced from waste/ any biological material (biochemicals) require less special handling and management than the traditional and harmful chemicals. Thus, their reduced operating costs increase revenue. Additionally, waste valorization is less challenging, as by-products of bio-based chemicals are less hazardous compared to the environment and are reusable, generally as animal feed. Presently, it is becoming increasingly necessary to implement and develop viable ways of manufacturing industrial materials. Apart from improving the industries, bio-based chemical supply companies also develop their homegrown economies and environments [5]. The global market for sustainable chemistry is expected to grow remarkably. Recently, an increase in public interest and a rise in the number of companies showing interest towards sustainable chemistry have led to a promising viewpoint for global market for green chemistry. In 2014, over 62% companies reported consumer’s interest in viable application of green chemistry. There is, therefore, an expected global market growth from $11 billion experienced in 2015 to closely $100 billion by 2020 [5]. Many corporations and states have developed interest in bio-based fuels mainly because of the financial freedom and benefits they offer.
The concept of circular economy or zero-waste approach in sustainable waste management retains resources within the economy when a product has reached the end of its life. These products can be effectively utilized again, thereby creating additional value [6]. Evolution to a more circular economy involves changes throughout value chains, from product design to new business and market models, from new ways of turning waste into a resource, to new models of consumer behavior. Waste management plays a vital role in the circular economy: it governs the way waste hierarchy is put into practice. The waste hierarchy creates a precedence order from prevention, preparation for reuse, recycling and energy recovery through to disposal, such as landfilling. This standard is aimed to encourage the possibilities of delivering the best global environmental outcome [6]. More importance will be given to adoption of the use of complex feedstock such as lignocellulosic biomass of organic fraction of wastes [7]. Figure 1 depicts the hierarchy of waste management. In light of Figure 1, green chemistry and engineering should begin to envision molecules, consider their origins and their interactions outside of the laboratory access, ensuing the dream to pursue a benign-by-design society [8]. Therefore, integrating the application of green chemistry with biochemical concepts will assure efficient processing of raw biological resources through advanced process design. It will also reduce the amount of waste produced through by-products and amount of energy required [9]. An example of a chemical that could be produced via biorefinery is succinic acid.

Figure 1. Hierarchy of waste management (adapted from Deselnicu et al. [6]).
2. Succinic Acid and Its Uses
Succinic acid (SA) is a four-carboxylic acid that has been used as a curative in Europe for years [10]. It is a platform chemical that can be converted to several essential chemicals, and it has wide applications in industry. It is a precursor of tricarboxylic acid cycle (TCA) and the product of the reverse of the same cycle (rTCA). It can be used to bring an umami taste in food and can be used as a growth stimulant in both animal and plant feeds. It is converted to green solvents and surfactants in the chemical industry [10]. To limit the negative effect of plastic pollution, biodegradable plastics can be manufactured by using SA precursor and polybutylene succinate (PBS). SA is used in the pharmaceutical industry to manufacture active pharmaceutical ingredients (APIs) [11][12]. Due to the enormous application of SA across industries, the global succinic acid market is estimated to grow at a Compound Annual Growth Rate (CAGR) of more than 7.0% between 2019 and 2027, in terms of value. [13][14]. The estimated increase in market size is an alarm signal to all countries, especially with the new environmental and health-friendly production processes for SA. The sustainable conversion of agricultural wastes such as lignocellulosic biomasses to value-added chemicals via biotechnological processes has been a great encouragement to researchers.
Introduction of clean and sustainable energy resources is one of the most effective ways to reduce dependence on fossil fuels [15]. Currently, fossil fuel reserves are near depletion. The use of fossil fuels has raised concerns due to its alarming contribution to global warming and raising of negative health issues [16][17]. Therefore, the current shift in development towards biomass as an alternative resource to petrochemical feedstock is fast-tracked by these recent needs to lessen negative effects resulting from petrochemical processing. Utilization of renewable energy resources as feedstock through bio-refinery technology promises to reduce the carbon footprint for sustainable development. The production cost of SA depends on several factors such as maintenance cost and type of feedstock, productivity, yield and recovery methods [18]. Presently, the market price of SA obtained from petrochemical-based feedstock, which depends on its purity is about US5900e8800/t [19]. In an attempt to reduce the production cost, SA production companies and groups have paid more attention on the use of renewable feedstocks for the industrial production of bio-SA [20]. Conversion of cellulosic biomass, particularly agricultural wastes into fermentable sugars to produce biofuel and bio-based chemicals, is currently receiving massive attention [21]. Though the technological method for bio-converting biomass to these valuable products is still in its infancy, the rate at which new developments is introduced into the research sphere has attracted great attention. Current findings revealed that utilization of renewable feedstocks during fermentative production can reduce production costs and environmental hazards compared to petroleum-based feedstocks [22].
Major SA-producing microorganisms include yeast, rumen bacteria, Corynebacterium and E. coli. Among these organisms, bacteria and fungi have been recognized as hosts fit for the effective SA production. Much efforts have been put into the process development of SA production using different fungal/yeast strains, for example, Byssochlamys nivea, Aspergillus niger, Candida tropicalis, Aspergillus fumigatus, Penicillium viniferum, Lentinus degener, Paecilomyces varioti, Saccharomyces cerevisiae and Pichia kudriavzevii (Issatchenkia orientalis) [14]. Several SA-producing bacteria, such as A. succinogenes, A. succiniciproducens, M. succiniciproducens, B. succiniciproducens, Corynebacterium sp., B. fragilis and recombinant E. coli, have also been intensively studied [14][23] for SA production as a metabolic end or intermediate product, using renewable biomass [24]. Other organic acids produced by the mentioned microorganisms vary from butyric, lactic, fumaric and acetic acid, of which some can be used as platform chemicals. These organic acids are of high interest, mainly as precursors for synthesizing a variety of valuable chemicals via different chemical conversion pathways. However, several challenges affect the proliferation of the microbes in the bio-converting reactor and thus production of by-products from the pretreatment of lignocellulosic and hemicellulosic biomass [25]. Aside from the need for optimization of the bio-converting microorganisms and fermentation processes, it is also crucial to develop an energy and cost-effective downstream process to compete with the current petrochemical production process.
A major factor affecting cost-effectiveness in the production of SA is the limited choice of suitable operation units for downstream separation and purification. This area has been expounded in research, and various downstream separation and purification methods have been developed. The methods include reactive extraction, electrodialysis (ED), Ca-precipitation and crystallization, along with acidification of succinate salt for SA purification [3][26]. Nonetheless, it is still challenging to effectively separate the organic acids from a mixture of multiple diluted components and reduce the concentration of other organic acids with similar properties to a minimum. Moreover, these traditional purification methods require a large number chemical to fulfil the process. In addition, some of these methods, such as Ca-precipitation, generate large amount of solid waste (gypsum or CaSO4) and therefore lead to relatively low yield and purity [27]. Few successes have been reported on these techniques due to the recurrent need to adjust pH, generation of waste and difficulty in integrating the process with fermenter during continuous production [28]. Novel and cost-saving techniques for the separation, purification and concentration of products of interest are urgently required. To this end, membrane-based separation techniques are considered the most promising technology, and have attracted much interest over the years. They have the advantage of being highly selective, more permeable and more flexible [29]. Moreover, membrane technology is more sustainable and environmentally friendly, as it does not require the use of highly toxic chemicals [30].
Against this background, the objective of this review is to identify the current advances in membrane-based technique for purification of succinic acid obtained from bioconversion of lignocellulosic biomass. Furthermore, the review aims to provide information on the possibility of developing a cost-effective and energy-efficient membrane-based separation system that is easy to operate for a continuous production, with the capability to produce high-purity SA from biomass. Lastly, the review highlights some challenges and future prospects of membrane-based separation process during the downstream operation of bioconversion of lignocellulosic biomass into biocommodities, in particular SA
At present, succinic acid has a market of over $0.4 billion per year and with the possibility of increasing up to $1.3 billion per year. The price of producing succinic acid from petrochemical is cheaper ($1.05 to 1.29 US/kg) compared to succinic acid produced by fermentation ($1.66 to 2.2 US/kg, sold at $5–9 US/kg) depending on its purity. Hence, efforts must be made to reduce processing costs in bio-based succinic acid production [31]. Figure 2 shows the industrial applications of succinic acid.
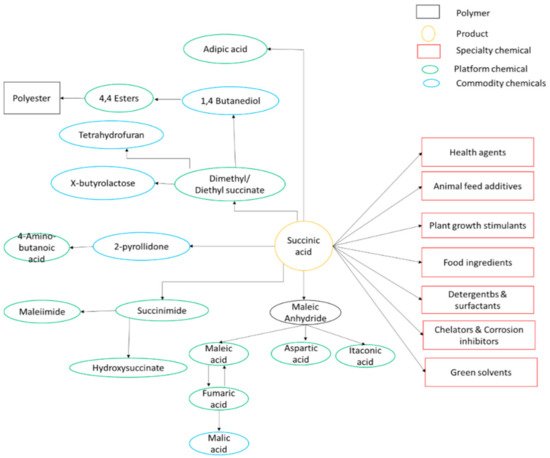
Figure 2. Industrial application of succinic acid (adapted from Awosusi [32]).
3. Production of SA via “One-Pot” Bioconversion of Biomass with Integrated-Membrane-Based Separation
Innovative integrated bioreactor systems in a continuous fermentation process could improve yield and result in high purity devoid of any substrate or product inhibition during succinic acid production [33]. Simultaneous production and downstream separation of succinic acid can be effectively implemented by using multi-staged membrane systems. These systems involve a combination of nanofiltration, microfiltration and forward-osmosis systems to ensure high degree of selectivity and increased product purity. The development of an environmentally friendly upstream production process as well as cheap and flexible downstream separation is still a key issue in the industrial-scale production of succinic acid, which needs to be urgently addressed. Figure 3 shows a proposed system where the biomass pretreatment, hydrolysis and fermentation take place in one vessel (one-pot) (portion A). Furthermore, the recycling approach at each step too could make the process economical. In the pursuit of green technology, recycling microbes, salts, residual sugar as well as permeated water recycling at various stages of nanofiltration, microfiltration and reverse osmosis can be implemented. This is especially important with growing environmental concerns and strict discharge limit. A is upstream process (one-pot consisting of pretreatment, hydrolysis and fermentation); B is the downstream process, (Part 1) the purification of fermented (one-pot bioconversion effluent); and C is the downstream process, (Part 2) the concentration of succinic acid by using nanofiltration and forward-osmosis process, as depicted in Figure 3.
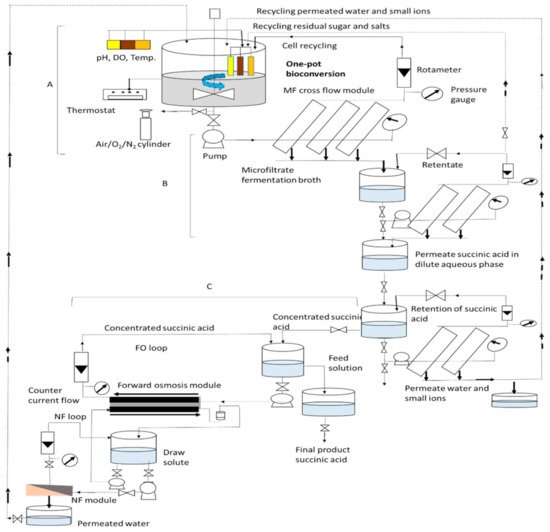
Figure 3. Multi-staged membrane system (adopted from Kumar et al. [18]).
In the bioconversion of feedstock to succinic acid, there are a number of unit operations present. These include pretreatment, enzymatic hydrolysis of the pretreated feedstock to fermentable sugars, the fermentation of these sugars to succinic acid and the recovery of the produced succinic acid [34]. Integration of some or all of these steps impacts the process economics significantly. Depending on the pretreatment and its suitability for microbes, a number of intensified configurations can be used, namely CBP (consolidated bioprocess), SSF (simultaneous saccharification and fermentation) and SSCF (simultaneous saccharification and co-fermentation) [35]. The main advantages of process intensification methods include lower inhibitory effects of monosaccharides and oligosaccharides on enzyme activity, substantially lowering enzyme requirements. Additionally, higher conversion rates of polysaccharide to fermentable sugars or other target products can be recovered with a shorter processing time, lower water consumption and lower reactor volume [35].
The main disadvantage associated with process intensification in bioconversion is the typical inconsistency between the conditions used during pretreatment and those used during enzymatic hydrolysis and fermentation. In addition, pretreatments usually make use of acidic or basic solvents to break apart the lignocellulosic cell wall, depolymerize cellulose and improve enzyme accessibility [36]. These pretreatment solvents are incompatible with downstream processes such as enzymatic saccharification and microbial fermentation. There are differences in pH optima, the pretreatment hydrolysate often contains toxic reagents and inhibitory by-products, such as furfural and hydroxymethylfurfural [37]. For this reason, process intensification procedures such as SSF and CBP separate the pretreatment step but usually include a detoxification step before enzymatic hydrolysis and fermentation. Recently, inorganic salts-based molten hydrate salts (MHSs) have emerged as promising media for saccharification of polysaccharides because of the intrinsic acidity of the media [38]. This means that MHS solvents effectively catalyze the cellulose hydrolysis into glucose and hemicellulose into hexose in homogeneous and heterogeneous systems allowing pretreatment to be done in conjunction with hydrolysis. This has opened new avenues to create a new process flow configuration known as the “one-pot” bioconversion configuration wherein lignocellulosic feedstock is pretreated, hydrolyzed and fermented simultaneously in one vessel [39]. This could increase the potential for optimal bioconversion of succinic as well as incur less capital and operational costs.
As a proof of concept, a “one-pot” bioconversion of corncob to succinic acid was investigated by using mixed-consortia of rumen bacteria. From this study, a low yield of SA was reported with a conversion of up to 2% of dissolved biomass sugars which was approximately 10.4 g/L succinic acid, several other obstacles have to be surpassed to make the “one-pot” process economically viable, most especially, the low production rates (0.02 g/L.h) [32]. Although the use of mixed culture has various advantages such as less stringent sterilization requirements, the adaptive capability of microbial diversity, the use of the mixed substrate, as well as the possibility of a continuous process, the use of mixed consortia is known to result in low product purity and concentration due to the various carbon channeling routes that occur. Therefore, the “one-pot” process can be optimized for the optimization of succinic acid production, using a mixed culture of isolated bacteria, and the kinetic model for the process could be developed.
References
- Anastas, P.T.; Warner, J.C. Green Chemistry: Theory and Practice; Oxford University Press: Oxford, UK, 1998.
- Chen, H.; Wang, L. Chapter 1-Introduction. In Technologies for Biochemical Conversion of Biomass; Academic Press: Cambridge, MA, USA, 2017; pp. 1–10.
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 2002, 83, 1–11.
- Xie, H.; Gathergood, N. The Role of Green Chemistry in Biomass Processing and Conversion; John Wiley & Sons: Toronto, ON, Canada, 2012; pp. 1–496. ISBN 978-0-470-64410-2. Available online: https://www.wiley.com/en-us/9780470644102 (accessed on 18 May 2021).
- Bernick, L. The Right Chemistry. The $100 Billion Business Case for Safer Chemistry. Available online: https://www.greenbiz.com/article/100-billion-business-case-safer-chemistry (accessed on 31 October 2020).
- Deselnicu, D.C.; Militaru, G.; Deselnicu, V.; Zăinescu, G.; Albu, L. Towards a circular economy—A zero waste programme for Europe. In Proceedings of the CAMS 2018—7th International Conference on Advanced Materials and Systems, Timisoara, Romania, 28–31 March 2018; pp. 563–568.
- Molino, A.; Casella, P.; Marino, T.; Iovine, A.; Dimatteo, S.; Balducchi, R.; Musmarra, D. Succinic Acid Production as Main Player of the Green Chemistry Industry by using Actinobacillussuccinogens. Chem. Eng. Trans. 2020, 79, 289–294.
- Cespi, D.; Esposito, I.; Cucciniello, R.; Anastas, P.T. Beyond the beaker: Benign by design society. Curr. Res. Green Sustain. Chem. 2020, 3, 100028.
- Morales, M.; Ataman, M.; Badr, S.; Linster, S.; Kourlimpinis, I.; Papadokonstantakis, S.; Hatzimanikatis, V.; Hungerbühler, K. Sustainability assessment of succinic acid production technologies from biomass using metabolic engineering. Energy Environ. Sci. 2016, 9, 2669–2926.
- Saxena, R.K.; Saran, S.; Isar, J.; Kaushik, R. Production and applications of succinic acid. In Current Developments in Biotechnology and Bioengineering; Pandey, A., Negi, S., Soccol, C.R., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 601–630.
- Erickson, B.; Nelson Winters, P. Perspective on opportunities in industrial biotechnology in renewable chemicals. Biotechnol. J. 2012, 7, 176–185.
- Law, J.Y.; Mohammad, A.W.; Tee, Z.K.; Zaman, N.K.; Md Jahim, J.; Santanaraj, J.; Sajab, M.S. Recovery of succinic acid from fermentation broth by forward osmosis-assisted crystallization process. J. Membr. Sci. 2019, 583, 139–151.
- Transparency Market Research. The Succinic Acid Market. pp. 1–95. Available online: https://www.transparencymarketresearch.com/succinic-acid.html (accessed on 13 April 2021).
- Ahn, J.H.; Jang, Y.-S.; Lee, S.Y. Production of succinic acid by metabolically engineered microorganisms. Curr. Opin. Biotechnol. 2016, 42, 54–66.
- Sekoai, P.T.; Awosusi, A.A.; Yoro, K.O.; Singo, M.; Oloye, O.; Ayeni, A.O.; Bodunrin, M.; Daramola, M.O. Microbial cell immobilization in biohydrogen production: A short overview. Crit. Rev. Biotechnol. 2018, 38, 157–171.
- Apergis, N.; Payne, J.E. Renewable energy, output, CO2 emissions, and fossil fuel prices in Central America: Evidence from a nonlinear panel smooth transition vector error correction model. Energy Econ. 2014, 42, 226–232.
- Al-Hamamre, Z.; Saidan, M.; Hararah, M.; Rawajfeh, K.; Alkhasawneh, H.E.; Al-Shannag, M. Wastes and biomass materials as sustainable-renewable energy resources for Jordan. Renew. Sustain. Energy Rev. 2017, 67, 295–314.
- Kumar, R.; Basak, B.; Jeon, B.-H. Sustainable production and purification of succinic acid: A review of membrane-integrated green approach. J. Clean. Prod. 2020, 277, 123954–123973.
- Kurzrock, T.; Weuster-Botz, D. Recovery of succinic acid from fermentation broth. Biotechnol. Lett. 2010, 32, 331–339.
- Cok, B.; Tsiropoulos, I.; Roes, A.L.; Patel, M.K. Succinic acid production derived from carbohydrates: An energy and greenhouse gas assessment of a platform chemical toward a bio-based economy. Biofuels Bioprod. Bioref. 2014, 8, 16–29.
- Zheng, P.; Fang, L.; Xu, Y.; Dong, J.J.; Ni, Y.; Sun, Z.H. Succinic acid production from corn stover by simultaneous saccharification and fermentation using Actinobacillus succinogenes. Bioresour. Technol. 2010, 101, 7889–7894.
- Willke, T.; Vorlop, K.D. Industrial bioconversion of renewable resources as an alternative to conventional chemistry. Appl. Microbiol. Biotechnol. 2004, 66, 131–142.
- Beauprez, J.J.; De Mey, M.; Soetaert, W.K. Microbial succinic acid production: Natural versus metabolic engineered producers. Process Biochem. 2010, 45, 1103–1114.
- Li, Q.; Wang, D.; Wu, Y.; Li, W.; Zhang, Y.; Xing, J.; Su, Z. One step recovery of succinic acid from fermentation broths by crystallization. Sep. Purif. Technol. 2010, 72, 294–300.
- Cimini, D.; Argenzio, O.; Ambrosio, S.; Lama, L.; Finore, I.; Finamore, R.; Pepe, O.; Faraco, V.; Schiraldi, C. Production of succinic acid from Basfia succiniciproducens up to the pilot scale from Arundo donax hydrolysate. Bioresour. Technol. 2016, 222, 355–360.
- Kurzrock, T.; Weuster-Botz, D. New reactive extraction systems for separation of bio-succinic acid. Bioprocess Biosyst. Eng. 2011, 34, 779–787.
- Alexandri, M.; Vlysidis, A.; Papapostolou, H.; Tverezovskaya, O.; Tverezovskiy, V.; Kookos, I.K.; Koutinas, A. Downstream separation and purification of succinic acid from fermentation broths using spent sulphite liquor as feedstock. Separ. Purif. Technol. 2019, 209, 666–675.
- Pal, P.; Kumar, R.; Chakravarthi, D.V.; Chakrabortty, S. Modelling and simulation of continuous production of L (+) glutamic acid in a membrane-integrated bioreactor. Biochem. Eng. J. 2016, 106, 68–86.
- Kumar, R.; Pal, P. Fermentative production of poly (g-glutamic acid) from renewable carbon source and downstream purification through a continuous membrane-integrated hybrid process. Bioresour. Technol. 2015, 177, 141–148.
- Sosa, P.A.; Roca, C.; Velizarov, S. Membrane assisted recovery and purification of bio-based succinic acid for improved process sustainability. J. Membr. Sci. 2016, 501236–501247.
- Londono, A.O. Separation of Succinic Acid from Fermentation Broths and Esterification by a Reactive Distillation Method. Ph.D. Thesis, Michigan State University, East Lansing, MI, USA, 2010. Available online: https://d.lib.msu.edu/etd/888. (accessed on 13 July 2020).
- Awosusi, A.A. Bioconversion of Waste Lignocellulosic Biomass (South African corn cob) to Succinic Acid in Molten Hydrate Solvent System. Ph.D. Thesis, University of the Witwatersrand, Johannesburg, South Africa, 2018. Available online: https://hdl.handle.net/10539/25888 (accessed on 24 October 2020).
- Cho, Y.H.; Lee, H.D.; Park, H.B. Integrated Membrane Processes for Separation and Purification of Organic Acid from a Biomass Fermentation Process. Ind. Eng. Chem. Res. 2012, 51, 10207–10219.
- Lee, J. Biological conversion of lignocellulosic biomass to ethanol. J. Biotechnol. 1997, 56, 1–24.
- Weatherley, L.R.; Gangu, A.S.; Scurto, A.M.; Petera, J. Chapter 12: Process Intensification of Enzymatic Biotransformation Processes. In Intensification of Biobased Processes; Royal Society of Chemistry: London, UK, 2018; pp. 268–288.
- Xu, F.; Sun, J.; Konda, N.V.S.N.M.; Shi, J.; Dutta, T.; Scown, C.D.; Simmons, B.A.; Singh, S. Transforming biomass conversion with ionic liquids: Process intensification and the development of a high-gravity, one-pot process for the production of cellulosic ethanol. Energy Environ. Sci. 2015, 9, 1042–1049.
- Shi, J.; Gladden, J.M.; Sathitsuksanoh, N.; Kambam, P.; Sandoval, L.; Mitra, D.; Zhang, S.; George, A.; Singer, S.W.; Simmons, B.A.; et al. One-pot ionic liquid pretreatment and saccharification of switchgrass. Green Chem. 2013, 15, 2579–2589.
- Fischer, S.; Thummler, K.; Pfeiffer, K.; Liebert, T.; and Heinze, T. Evaluation of molten inorganic salt hydrates as reaction medium for the derivatization of cellulose. Cellulose 2002, 9, 293–300.
- De, S.; Dutta, S.; Saha, B. One-pot conversions of lignocellulosic and algal biomass into liquid fuels. Chem Sus. Chem. 2012, 5, 1826–1833.
More
Information
Subjects:
Engineering, Chemical
Contributor
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.0K
Revisions:
2 times
(View History)
Update Date:
04 Aug 2021
Table of Contents



Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No