2. Industry 4.0
When computers were introduced in Industry 3.0, the addition of a whole new technology had a disruptive effect [
8]. Today, and in the future in Industry 4.0, computers and industrial equipment are connected and communicate with each other to ultimately make decisions without human intervention. The combination of cyber-physical systems, the Internet of Things (IoT), and the Internet of Systems make Industry 4.0 possible and the smart factory a reality. By supporting smart machines that become smarter as more data is accessed, factories will become more efficient and productive and produce less waste. Ultimately, it is the network of these machines that are digitally connected and create and share information that gives the true power of Industry 4.0.
Industry 4.0 is revolutionizing the way companies make, improve, and distribute their products. It has radically transformed the industrial and manufacturing world by enabling intercommunication between equipment through the Internet of Things, Big Data, computer intelligence, and decision-making systems [
9]. Indeed, this digital technology will allow companies to react faster to market changes, offer more personalized products, and increase operational efficiency thanks to the informed Big Data that helps produce goods more efficiently and productively along the value chain [
10]. These provide real-time details on the status of machines, such as leakage location and operating speed. This technology enables the deployment of smart industries [
11] since it reproduces the information received in real-time throughout the production and supply chain. In order to benefit from these improvements, several components such as Industrial Internet of Things (IIoT) systems and physical network systems are essential for the collection, processing, and storage of data [
12]. To gain the advantages and achieve an efficient factory, the Industry 4.0 model proposes to use multidisciplinary technologies. Although some of them have been studied for a long time, they are not yet ripe for mass industrial deployment [
13]. In fact, Industry 4.0 devices can automatically communicate with each other, allowing them to coordinate with each other and with other remote systems over the Internet.
Figure 2 provides an overview of the components of Industry 4.0.
Figure 2. Components of Industry 4.0 technologies in the context of intelligent manufacturing.
Applying the components of this fourth industrial revolution brings a maintenance strategy that tries to extend the useful life of the equipment and reduce the costs thanks to continuous and instantaneous communication between different machines/equipment either in the production or the supply chain. One of the pillars of this last industry is predictive maintenance, which tries to apply the recent technologies to change the scenarios and avoid any type of breakdown or anomaly through prediction, the reduction of costs, and the reduction of downtimes.
Regarding the presented basic understanding of the fourth industrial revolution and some of the factors that characterize it, it is important to investigate the reasons for the security challenges that stand in the way of Industry 4.0 and the human aspect of Industry 4.0.
2.1. Security Challenges in the Context of Industry 4.0
Technological evolution has led to significant changes in the way organizations operate on a daily basis, creating unprecedented pressure for efficiency and performance. Indeed, organizations rely heavily on the performance of their information systems to develop their activities, due to their comfort and the emergence of new technologies [
14]. However, cloud-based systems, the Internet of Things (IoT), and the interconnectedness of smart industries have led to a significant increase in unexpected security breaches [
15]. Industry 4.0 is more vulnerable to cyber-espionage or cyber-sabotage due to digitalized and connected business processes. Currently, we are witnessing the development of well-organized groups of cyber criminals with excellent skills and accustomed to targeting specific industries, with the aim of hacking sensitive information and intellectual property. The problem associated with this phenomenon is not limited to its impact on sales, but also includes damage to the organization’s image, loss of knowhow, and reduction in the level of competitiveness of affected organizations [
16,
17].
One of the characteristics of Industry 4.0 is the ability to connect across organizational environments, which has the potential to make the AP provisioning chain more efficient. However, supply chain systems have inherent security vulnerabilities that are exploited by attackers. One such security vulnerability is at the supplier level, which is vulnerable to phishing attacks and theft of privileged credentials, resulting in massive data exposure. The main vulnerability lies at the top of the supply chain and affects the rest of the organizational processes through the actors that depend on it [
16]. Security awareness, access control through authentication mechanisms, cryptographic processes, and behavioral analysis are the security mechanisms that can help prevent supply chain hacking [
14]. Denial of service (DoS) is the act of making a system or application unavailable. For example, a DoS attack can be achieved by bombarding a server with a large number of requests to consume all available system resources, passing malformed input data to the server that can crash a process, infiltrating a virus, or destroying or disabling a sensor in a system, not allowing it to function normally [
16]. Industry 4.0 relies on a large number of interconnected systems and processes, and DoS attacks are a very significant threat in such environments [
18].
The transition to Industry 4.0 is a monumental task that will impact many areas of today’s manufacturing industry, including security. The majority of manufacturing companies are not fully aware of the security risks associated with adopting the Industry 4.0 paradigm [
15]. Normally, they only address security issues when a serious incident occurs. Therefore, it is critical and essential that organizations adopt the development of a strategy to deploy and manage the security compliance processes that Industry 4.0 requires, including reducing the organization’s exposure and effectively managing the mitigation process [
14].
2.2. Human Aspects in the Context of Industry 4.0
To address the human-related aspect in the context of Industry 4.0, there is an ever-increasing interest in research and industrial practices where humans are placed at the center of design in all disciplines [
19]. Human intelligence and intervention continue to play a key role due to the safety, security, and social aspects and the uncertainties posed by these autonomous and intelligent systems. In addition, and parallel with the advanced technologies of these intelligent systems, the role of humans has evolved from low-level operations that can be dangerous, difficult, and boring to highly specialized and safe tasks [
20]. However, humans may feel that they are easily changed due to the implementation of technology. In addition to technical skills, it has been pointed out that human work in the manufacturing sector increasingly requires technological skills, social and communication skills, as well as team skills and self-management skills [
19,
21]. The essential skills to perform the tasks must be identified and training provided to meet the requirements. The person should have more opportunities for autonomous decision-making, diversity in the workplace, and social interaction [
18]. He is also seen with his values, attitudes, and respect for others, which separates him from technological devices, and this must be emphasized in the management processes [
22].
3. Evolution of Industrial Maintenance
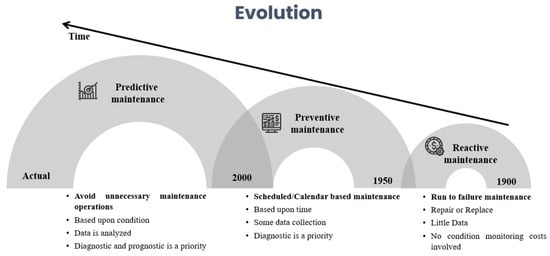
As explained in the previous section, the concept of Industry 4.0 leads to a data-driven connected factory. Based on this concept, the dominant trend in maintenance is to move away from costly reactive maintenance to preventive and predictive maintenance, called also smart maintenance. Over the course of industrial revolutions, as shown in
Figure 3, maintenance strategies have undergone a gradual evolution and it is currently a continuous process [
23]. Indeed, the philosophy of reactive or corrective maintenance is more common in manufacturing plants that are understaffed and unable to retain skilled maintenance personnel. Industries have struggled for years to abandon this maintenance philosophy because it is costly and often results in significant unplanned downtime and increased costs [
24]. Preventive maintenance is a set of actions aimed at preventing failures, reducing the risk of failure and the number and duration of unscheduled shutdowns, which implies an extension of the equipment’s life and consists of intervening in a system before a failure occurs [
25].
Figure 3. Evolution of maintenance activities and methods.
3.1. Predictive Maintenance
Predictive maintenance (PdM) is a recent preventive maintenance approach that consists of improving the performance and efficiency of the manufacturing process by increasing the life span of equipment and ensuring sustainable operational management. This implies, on the one hand, a decrease in downtime and the number of unnecessary stops, accompanied by a reduction in repair costs, by offering the possibility of interventions through the prediction of failures [
26]. Intelligent predictive maintenance strategies are now being implemented by manufacturing companies. This implementation is done by evaluating the remaining life of the elements responsible for the failure and by allowing the remote and real-time monitoring of equipment failures. The latter need detection and diagnosis in order for the equipment to function properly.
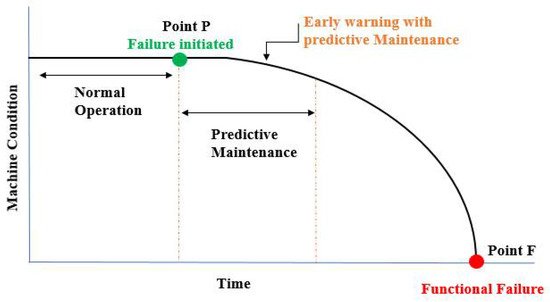
Predictive maintenance is the latest form of maintenance, offering the longest life and highest reliability of equipment (shown in
Figure 4), and the most environmentally sound and cost-effective solutions [
27]. The maintenance method used to troubleshoot by going down to the source is called proactive maintenance. This maintenance method, which is very effective when applied in conjunction with predictive maintenance, is becoming increasingly popular [
28].
Figure 4. Potential failure diagram presenting inspection intervals and predictive maintenance.
3.2. Predictive Maintenance Tools and Materials
At the beginning of the 21st century, and in the era of the fourth industrial revolution, computational and advanced visualization tools based on the latest technologies have become the main and necessary components of digital transformation in Industry 4.0. They have been adopted by manufacturing companies in multiple industrial applications and, more specifically, in predictive maintenance, named maintenance 4.0 [
29,
30]. In the following subsections, the main technological tools applied in maintenance 4.0 is presented.
3.2.1. Cyber-Physical Systems
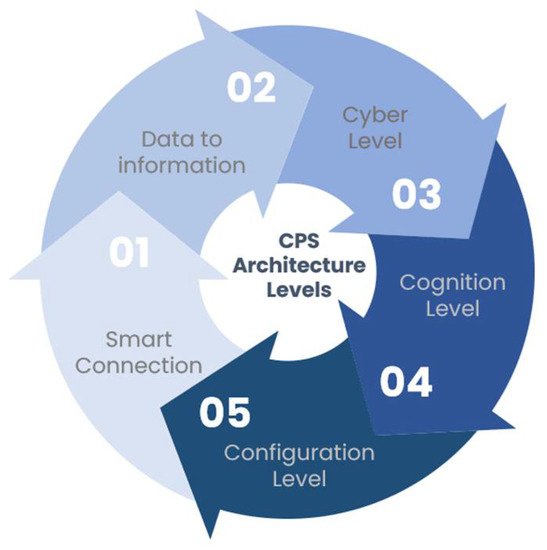
The most recent advancement in intelligently connected production devices and sensors, and autonomous intelligent monitoring, control, sensing, and diagnostic systems are known as “cyber-physical systems (CPS)”, which are outfitted with a variety of computational and physical methods and tools that are perfectly suited to meeting human needs [
31]. Five-stage CPS architecture (5C architecture) was proposed by [
32] (see
Figure 5). These stages provide a simpler technique to design and practice a step-by-step CPS from the data collection stage to the final analysis and value generation stage.
Figure 5. CPS Architecture levels [
33].
3.2.2. Industrial Internet of Things
Connecting machines, devices, and systems is the most fundamental step in implementing Internet of Things (IoT) applications [
31]. The IoT concept provides convenience in industrial environments, where it is called Industrial Internet of Things (IIoT) [
26]. IIoT is considered the main factor behind the principle of Industry 4.0 [
32]. It is a network that connects cyber-physical systems and provides interconnection and interaction between physical devices in the process, enabling the automatic collection and retrieval of a huge flow of data [
8]. This constitutes the notion of Big Data. IIoT also offers the possibility of transmitting data via the Internet, and it is the atmosphere that allows direct access to process data, virtualization of resources, interconnection, cooperation, intercommunication, and machine-to-machine interaction in a transparent manner and without human intervention [
33].
3.2.3. Big Data
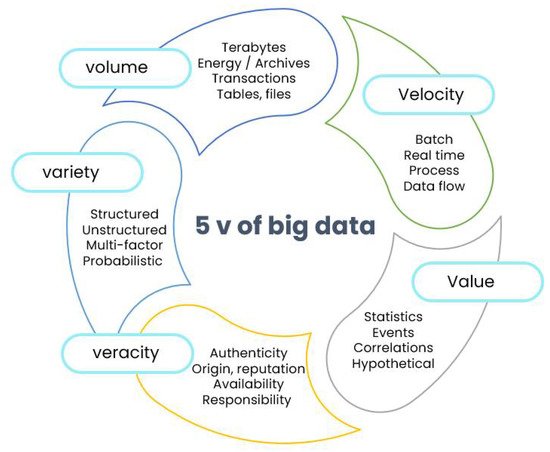
Collecting, processing, and analyzing real-time Big Data from cyber-physical systems is a strategic phase for the intelligent transformation of the maintenance function, especially with respect to failure prediction, planning, and risk management [
34]. This is done through the planning and optimization of interventions using artificial intelligence tools and techniques such as machine learning and deep learning or through statistical models and approaches based on the data and information collected by the different sensors [
10]. The characterization of massive data or Big Data is usually done according to three “V’s”, the V’s of Volume, Variety and Velocity, to which other complementary “V’s” are added, such as Value and Veracity/Validity (See
Figure 6).
Figure 6. 3V model extended to the 5V of Big Data.
3.2.4. Digital Twin
A Digital Twin (DT) is a digital or virtual copy of physical assets or products. The term was originally coined by Dr. Michael Grieves in 2002 [
35]. NASA was one of the first to use the technology for space exploration [
36]. DTs connect the real and virtual world by collecting real-time data from the installed sensors. The collected data is either locally decentralized or centrally stored in a cloud. The data is then evaluated and simulated in a virtual copy of assets [
37,
38]. After receiving the information from the simulation, the parameters are applied to real assets. The integration of data in real and virtual representation helps in optimizing the performance of real assets.
3.2.5. Augmented Reality
Augmented reality (AR) is an emerging technology developed on the basis of virtual reality (VR), which generates three-dimensional virtual information through a computer system, including virtual scenes, virtual objects, etc. [
39,
40], and then superimposes this information into the real scene to realize the function of real-world enhancement and improve the user’s perception of the real world. Although developed based on VR technology, AR does not require rendering of the natural environment like VR technology [
41,
42]. AR has been applied to support various processes on the shop floor, such as assembly, maintenance, etc. Since various manufacturing processes require high quality and near-zero error rates to ensure end-user requirements and safety, AR can also equip operators with immersive interfaces to gain productivity, accuracy, and autonomy in quality [
43].
3.2.6. Artificial Intelligence
Artificial intelligence (AI) is the keyword in the transition to Industry 4.0; it is a powerful technology that compensates for the deficiencies and ineptitude of traditional techniques and approaches practiced in industry [
44]. It has emerged as a powerful tool for developing intelligent predictive algorithms in many applications. AI approaches can handle multidimensional and multivariate data and extract hidden relationships in data in complex and dynamic environments [
45]. AI is strongly related to and appropriate to Big Data for answering critical questions, addressing weaknesses, and shedding light on key process issues, especially in the analysis and processing phase of Big Data.
3.2.7. Machine Learning and Deep Learning
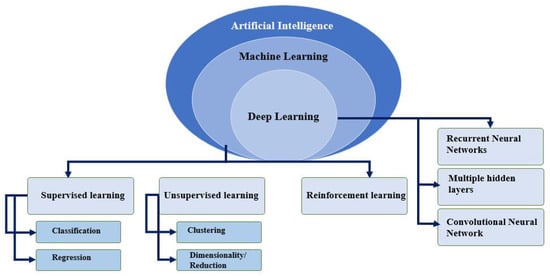
Machine Learning (ML) is a subfield of AI that has evolved from pattern recognition to analyzing data structures and integrating them into models that users can understand and regenerate [
46].
Figure 7 identifies all ML categories, methods, and models applicable to maintenance-related projects [
47]. Furthermore, ML is classified into four categories, namely supervised learning, unsupervised learning, reinforcement learning, and deep learning. The types of supervised and unsupervised learning intended to predict or describe existing relationships in a dataset are said to be supervised when the dependent variable is available and unsupervised when they are not, while reinforcement learning is a computational approach that learns from the interaction with the environment, which means determining how the actors in a system can perform actions in their environment to maximize the cumulative rewards.
Figure 7. Classification of data-driven techniques and machine learning categories [
47].
Deep learning (DL) belongs to artificial neural networks (ANNs). It is a large group of techniques in many fields, which can be applied to both supervised and unsupervised learning. ANNs are inspired by brain function, with the primary goal of learning from unstructured or unlabeled data, using one or more layers to extract higher-level features step by step from raw input. Deep learning techniques can be applied to industrial equipment in different situations such as fault detection, failure prediction, etc.
4. Challenges of Predictive Maintenance
Even though adopting predictive maintenance in an industrial context is inevitable, it is surrounded by challenges that hinder the application and collective adoption of this smart maintenance approach. Despite the availability of predictive maintenance algorithms, companies that want to benefit from Industry 4.0 still have to trade off the opportunities of predictive maintenance against the capital expenditure required to purchase necessary instrumentations, software, and expertise. This disadvantage is more important in the early stages of predictive maintenance development when actual data on normal and abnormal equipment behavior is lacking or scarce, and in the case of new systems, when there is no experience with their operation. This situation can lead companies to invest more in predictive maintenance solutions [
48]. In the list of challenges encountered in the scientific literature, four groups can be distinguished and will be considered, namely financial and organizational limits, data source limits, machine repair activity limits, and limits in the deployment of industrial predictive maintenance models.
4.1. Financial and Organizational Limits
For-profit companies inevitably consider the expected costs of any new investment. Predictive maintenance efforts, such as sensor installation, information retrieval, model preparation and maintenance, and maintenance activities generate costs for the companies in which predictive maintenance methods are introduced. These costs can vary depending on multiple factors, such as the type and complexity of equipment and corresponding sensors, the cost of consulting, installation, and knowledge extraction, and whether the necessary expertise can be found internally or externally [
49]. One method of assessing whether the introduction of predictive maintenance can be beneficial is to create a projected return on investment (ROI) [
50]. The projection of the predictive ROI should consider the value of predictive maintenance results, the payback time, and the described costs. The financial rationale for the use and applicability of predictive maintenance also depends on the size and type of business in which it is introduced [
51].
4.2. Data Source Limits
The availability of relevant data is essential for the creation of a production process management model. However, companies rarely have all the relevant data at the beginning of the introduction of production process management [
30]. After using the data that is already available, it is necessary to identify the gaps and aim to resolve them. Furthermore, the quality of the existing information sources may not meet the required needs. If only part of the data is affected by unsatisfactory quality, this can be overcome during data preparation, as long as the amount of data points is sufficient to achieve statistical significance and as long as defect detection can successfully isolate machine-critical points [
52]. The company using predictive maintenance methods may then face challenges when the necessary confidence in the data does not hold true, i.e., if sensors, controllers, or other data sources provide inaccurate or incorrect measurements. This can result in incorrect predictions and missed maintenance urgency or false alarms. An additional challenge for sensor technology is that sensors currently tend to operate offline without contributing to online data. In addition, sensors are subject to downtime, instrument degradation, noise, or simply the sensor may fail. It is then important to clean the data before applying the predictive maintenance algorithm in order to predict the true reality and not distort the results.
4.3. Machine Repair Activity Limits
By being able to predict the remaining life of a component, maintenance times can be determined, but the actual maintenance of a component still faces challenges related to the dependence on human interactions and the lack of self-maintenance [
53]. In fact, the effectiveness of maintenance depends on the quality of human management and skills, given that machine components currently depend on human operators for control and maintenance. Industrial machines particularly work by executing commands in a reactive manner and do not question the plan for them. However, human task planning is based on data and experience, which the machine might also be able to retrieve. Thus, an intelligent component could autonomously propose or even initiate actions that are beneficial to system health, asset throughput, or product quality. A further step toward asset autonomy relies on asset awareness and autonomous maintenance. A self-aware asset can assess its conditions based on data that is currently extracted and stored in a predictive maintenance system and can recognize critical conditions up to the point of autonomous definition of maintenance decisions. Unlike a central system controlling one or more assets, all the information needed to make predictive maintenance decisions, as well as the degradation and prediction model, would be distributed and available at a component level. Machines can then plan maintenance programs for themselves. However, currently, industrial machines do not have this level of self-awareness and self-maintenance.