The increased production of waste materials is a significant concern due to their effect on public health and the environment. Mismanagement of food waste, in particular, has become a major global issue, thus prompting the need for better solutions that use these materials in different applications. Among various applications, food waste can be considered to be a sustainable alternative for additives in drilling fluids used in the oil and gas drilling industry. Chemical additives to drilling fluids are necessary components to facilitate drilling operations by enhancing the fluids’ properties, including rheology and filtrate loss. Studies have demonstrated that waste-derived materials, including food waste, have the potential to provide an environmentally safe alternative to toxic conventional chemical additives used in water-based drilling fluids.
1. Drilling Fluids and Rheological Properties
The principal functions of drilling fluids include removal of drill cuttings and cleaning of the wellbore, lubricating and cooling the drill bit and string, maintaining wellbore formation, and preventing well blowout [
19,
20]. Thus, the drilling fluid plays a significant role in the upstream oil and gas industry. As a major success factor of drilling processes, the properties of drilling fluids are constantly monitored and adjusted as recommended by the American Petroleum Institute (API) Recommended Practice 13B-1 for WBDF and Recommended Practice 13B-2 for OBDF. Based on API Recommended Practice 13B-1, the International Organization for Standardization (ISO) has prepared and outlined the ISO 101,414 under the general title of Petroleum and Natural Gas Industries—Field Testing of Drilling Fluids (API, 2009) [
21]. ISO 10,414 outlines the standard procedures to regularly determine and monitor the mud properties to ensure maximum drilling performance. These procedures are improved and periodically revised with the emergence of newer studies and developments.
1.1. Mud Density or Weight
The mud density or weight is an important property of drilling fluids that functions to improve wellbore stability and maintain formation pressure. According to Das and Chatterjee [
22], low mud density can lead to shear failure of rocks, known as a borehole breakout, which subsequently collapses the wellbore. However, Ebikapaye et al. [
23] reported the possible loss of circulation, decrease in rate of penetration, and formation damage due to excessive mud density values. Thus, researchers have worked to develop a reliable route, i.e., the PSO-ANN model, to estimate the most suitable density of drilling fluids under HTHP wellbore conditions [
24].
1.2. Plastic Viscosity
Viscosity measures the internal resistance of drilling fluids, whereas PV is the flow resistivity caused by friction between the solid particulates in drilling fluids and fluid layers [
25]. PV is dependent on the viscosity of the base fluids, i.e., water and oil, and the concentration of solids. In short, an increase in mud weight or solid content in drilling fluids results in higher PV, which is undesirable because it lowers the drilling speed. The adverse effects caused by PV have been reduced by the addition of water or a thinning additive [
26].
1.3. Yield Point
YP is defined as the measured degree of shear thinning performance of non-Newtonian drilling fluids. It is the ability to carry drill cuttings in suspension while circulating in the wellbore and out of the annulus. Hence, drilling problems such as differential sticking can be prevented [
27]. According to Maiti et al., as the solid additive particles reduce in size, the YP increases [
28]. This is due to the increased attractive forces between solid particles which enhance the carrying capacity of drill cuttings and cleans the wellbore.
1.4. Gel Strength
Gel strength (GS) measures the forces of attraction between particles in static conditions, unlike YP which measures them in dynamic conditions [
29]. Therefore, gel strength refers to the ability to suspend drill cuttings during connections or other static conditions. As it increases over time, more pressure is required to overcome the accumulated gel strength and initiate the circulation [
30].
1.5. Filtrate Loss and Mud Cake Thickness
Filtration or fluid loss measures the amount of liquid that permeates a solid mud cake formation. According to previous researchers [
31], drilling fluids invade well formations in response to the greater hydrostatic pressure of fluids compared to the pore pressure. This leads to the formation of mud cakes as the pores are filled with suspended solids from the drilling mud. Consequently, the rate of filtrate loss and mud cake thickness decreases as solid concentration in drilling fluids increases. Both filtration rate and mud cake thickness are monitored properties of drilling fluids. This is because to high filtrate loss and mud cake thickness could potentially lead to sticking of the differential pipe [
32]. An exceptional mud cake possesses extremely low permeability while being equally thin, tough, and compressible. Filtration control is costly due to requiring many control factors, such as concentration of drilling fluids, size and type of suspended solids, concentration of fluid loss control (FLC) additives, and thermal stability of the system [
33].
2. Waste Derivatives in Drilling Fluids
2.1. Emergence of Waste Materials in the Environment
The global population, which is currently 7.8 billion and growing at 1.1% per year, relies on the consumption of the Earth’s natural resources [
34]. Waste materials are unusable materials that have exceeded their use and been discarded. Unfortunately, an effect of this continued consumption is the proliferation in waste materials of all varieties, as shown in
Figure 1 [
35].
Figure 1. Production of various types of waste.
Waste material includes municipal solid waste (MSW), which comprises common items consumed and discarded by the public, and represents the fastest growing form of waste due to its prevalence in urban society [
36]. In a review of solid waste management, Hoornweg and Bhada-Tata estimated that, by 2025, MSW will increase to around 1.42 kg/capita/day (2.2 billion tonnes per year), generated by 4.3 billion urban residents. The authors also estimated that 1.8 million tonnes of MSW would be generated daily in Asia [
37,
38].
Other types of waste are produced by a range of sources, including domestic and commercial; ash; animals; biomedical and construction industries; and sewers. These wastes may comprise industrial solid waste, biodegradable and non-biodegradable waste, and hazardous waste [
39].
Some of these types of waste pose a serious threat to the environment and human health. Clinical waste, which is produced by medical clinics, hospitals, and laboratories, carries the risk of infection and may spread disease if not appropriately managed [
40,
41].
Electrical and electronic waste (E-waste), from electronic equipment such as cables, wires, cords, and batteries, releases dangerous substances, and thus causes serious harm to those who contact it, particularly workers in the recycling industry [
42,
43]. Additionally, waste management requires recycling of hazardous waste by various approaches, as presented in
Figure 2.
Figure 2. Strategies for recycling of waste materials.
Food waste is a major global issue that is caused by factors including poor food processing operations and management, inadequate household planning of food consumption, and over preparation of food in the food and beverage industry [
44,
45]. Nevertheless, the problem of food wastage may be meaningfully addressed if the waste can be utilized and reapplied to different applications. The accumulation of wasted food in landfills results in the formation of methane gas and further pollution of the air [
46,
47].
2.2. Waste Materials in Drilling Fluids
A significant amount of research has been conducted regarding the use of food waste in the oil and gas drilling industry [
48]. For instance, Al-Hameedi et al. investigated the use of mandarin peel powder (MPP) in an eco-friendly fluid additive, as an alternative to non-biodegradable additives that harm the environment. They utilized MPP as an eco-friendly alternative fluid additive in comparison to a reference polymer, PAC-LV. The MPP additive yielded better outcomes because it was able to significantly lower the pH and reduce the fluid circulation loss with a low concentration of the powder. Thus, MPP was shown to be a good additive for lowering the pH, viscosity control, and reducing circulation loss. This study encouraged the use of food waste as a suitable alternative to the non-biodegradable chemicals that are currently used in the drilling industry [
49].
Furthermore, Al-Hameedi et al. recognized that grass, hay, and palm leaves are also viable candidates. The study verified that food waste can be repurposed to promote an environmentally friendly operation of the oil and gas drilling industry [
50].
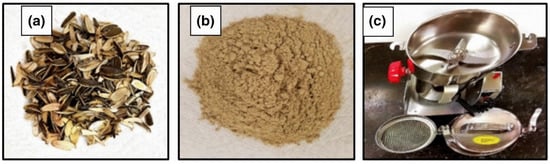
Figure 3 represents the preparation of food waste as an additive for application in water-based drilling fluids.
Figure 3. (
a) Black sunflower shell raw waste converted into (
b) powdered form using (
c) a food processor [
51].
The oil and gas drilling industry uses additives in drilling fluids for a variety of uses, such as pH control, and to provide rheological properties, such as plastic viscosity, gel strength, and yield point [
52,
53]. These additives must also address issues such as circulation loss control, wellbore integrity, wellbore completion, and inhibition of corrosion to ensure a smooth drilling operation [
54]. However, at present, the chemicals used for these purposes are non-biodegradable and can cause significant negative effects on the environment [
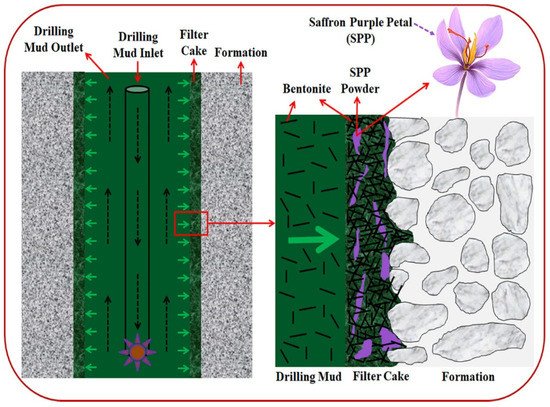
55]. A sustainable solution would use chemicals that are biodegradable and do not cause any environmental damage, while simultaneously providing the desired properties of a good drilling fluid, as presented in
Figure 4.
Figure 4. Schematic illustration of mud cake thickness and filter loss using saffron purple petals compared to bentonite based mud [
56].
Recent studies have shown the impact of various waste-derived additives for efficient rheological properties in drilling fluids [
57]. For example, Joshi et al. reported on the use of tamarind kernel powder as an alternative additive in drilling fluids. The study outlined the impact of using tamarind kernel powder on the mud density. Mud density is one of the significant properties of drilling fluids, and helps provide and regulate wellbore stability and control formation pressure. In the study, it was stated that the density of the mud sample increases with the addition of tamarind seed powder and the combination of bentonite. Increasing the concentration of tamarind seed powder resulted in a thicker mud sample and an increase in mud density. The mud density of the samples was observed to be in the range of 8.22–8.97 ppg, which has been considered to be a suitable range for use as an additive in the formulation of drilling fluids [
58].
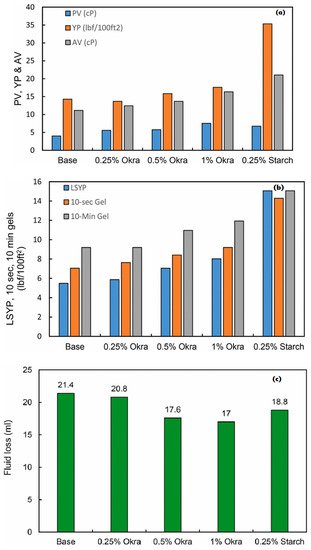
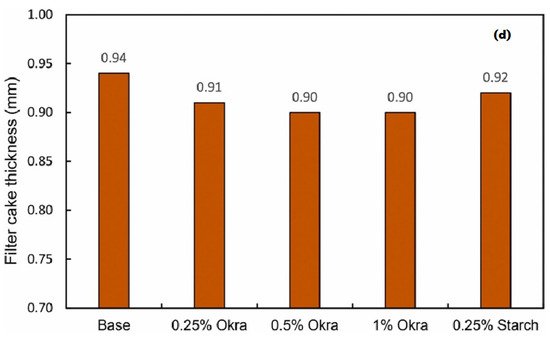
Moreover, Murtaza et al. demonstrated the use of environmentally-friendly okra as a viable alternative additive in drilling fluids. The performance of okra as an additive was evaluated with the absence and presence of clay in drilling fluids. Comparatively, the incorporation of okra in clay-based drilling fluids presented a greater improvement in the rheological properties compared to that in clay-free drilling fluids. In clay-based drilling fluids, the addition of 2 and 3 g of okra resulted in an increase in plastic viscosity (PV) of more than 100%, compared to the addition of 2 g of starch, which only yielded a 45.7% increment. Increasing the concentration of okra also led to an increase in the yield point of drilling fluids. However, was observed that starch is more efficient in improving the yield point than okra. Fluid loss was evaluated at different concentrations and observed to be reduced at different proportions for each concentration [
59]. In addition, the filter cake thickness was reduced with the addition of okra, with further reductions evident at higher concentrations, as shown in
Figure 5a–d.
Figure 5. Graphical representation of okra powder as an eco-friendly additive in water-based drilling fluids. Increase in plastic viscosity, yield point, apparent viscosity, and gel strength (
a,
b), and decrease in fluid loss and mud cake thickness (
c,
d), using various additive concentrations (%) of okra powder versus starch [
59].
Similarly, Ghaderi et al. proposed sustainable saffron purple petals (SPP) as an eco-friendly alternative for additives in drilling fluids. The addition of SPP powder in drilling mud resulted in an effective increase in PV values. As the concentration of SPP powder increases, the PV value also increases. Additionally, the introduction of SPP powder to drilling mud also dramatically enhances the yield point compared to that of base mud. The incorporation of SPP powder into drilling mud demonstrated excellent filtrate loss, whereby the filtrate volume was reduced gradually with increasing concentration of SPP powder. The addition of SPP powder in the drilling mud also resulted in the reduction of mud cake thickness compared to that in base mud [
56,
60].
The above-mentioned studies have demonstrated the effectiveness of food waste in drilling fluid additives as a substitute for the environmentally hazardous materials currently in use within the industry [
61]. In this regard, there is a need to promote the “waste to wealth” concept by studying the potential of using unused waste derivatives as additives in drilling fluids, and to address the issue by exploring the additives’ rheological properties, which ensure it is viable and cost effective [
62].
Table 1 displays the role of varying waste materials used as additives for the improved rheological properties of water-based drilling fluids.
Table 1. Summary of rheological properties of waste-derived materials in drilling fluids.
| Types of Wastes Materials |
Process Parameters |
Range of Particle Size |
Amount of Waste Used (g) |
Yield Point
(lb/100 ft2) |
Plastic Viscosity (cP) |
Filtrate Loss
(% Reduction) |
References |
| Basil Seed Powder (BSP) |
90–150 °C |
5–10 µm |
1 |
5–45 Pa |
5–28 mPa.s |
10.2–67.9% |
[63] |
| Carboxymethyl cellulose carton waste (CMC) |
- |
- |
1–5 g |
- |
- |
0.4–10% |
[64] |
| Wild Jujube Pit Powder (WJPP) |
6.9 MPa |
54, 75, 100 µm |
- |
1.5–2.5 Pa |
3–4 mPa.s |
30–47.5% |
[65] |
| Banana Peel Powder (BPP) |
- |
- |
6–18 g |
10–16 |
6–12 |
39–54% |
[66] |
| Black Sunflower Seeds Shell Powder |
250 °F, 500 psi |
52–400 µm |
3.5–24.5 g |
26–47 |
7–13 |
0.3–25% |
[51] |
| Brachystegia eurycoma rice husk |
- |
- |
20 |
- |
- |
35.62% |
[67] |
| Detarium microcarpum rice husk |
- |
- |
15 |
- |
- |
44.44% |
[67] |
| Fibrous Food Waste Material (FFWM) |
100 psi |
2% |
- |
13 |
8 |
7.0 cc/30 min |
[15] |
| Green Olive Pits’ Powder (GOPP) |
- |
1.5% |
9 |
26 |
7 |
11.5 cc/30 min |
[68] |
| Henna leaf extract |
78 °F, 300 °F, 100 psi |
- |
10–40 |
33–52 |
23–45 |
29.9- 32% |
[17] |
| Hibiscus leaf extract |
78 °F, 300 °F, 100 psi |
- |
10–40 |
73–148 |
41–75 |
31.0- 35.1% |
[17] |
| Palm Tree Leaves Powder (PTLP) |
55 °C |
3% |
22 |
5 |
9 |
8.9 cc/30 min |
[69] |
| Potato Peels Powder (PPP) |
73 °F |
4% |
6 |
6 |
10 |
8.75 cc/30 min |
[70] |
| Saffron Purple Petals (SPP) |
100 psi |
- |
50 g |
6.04–10.67 Pa |
0.016–0.039 Pa.s |
23–45% |
[56] |
| Durian rind |
- |
44–2000 µm |
5–10 ppb |
2–75 |
10–80 |
17–60% |
[71] |
| Mandarin peels powder (MPP) |
- |
1–4% |
- |
14–57 |
14–63 |
44.0–68.0% |
[49] |
| Date Seed Powder |
100 psi |
300 µm |
0.25–2 ppb |
4 |
9 |
8–20% |
[72] |
| Pistachio Shell Powder (PSP) |
104.44 °C, 3.45 MPa |
75–150 µm |
5–9 g |
12.2–13.5 |
19.8–24 |
15.3–44% |
[73] |
| Soybean Peel Powder (SB) |
100 psi |
- |
5 ppb |
23 |
4 |
60% |
[74] |
| Grass |
- |
35–300 µm |
0.25 -1 ppb |
3.5–5 |
8–9 |
11.0–14.6% |
[75] |
| Corn Starch |
170–200 °F |
<125 µm |
6 |
- |
2.67–5 |
31% |
[76] |
| Rice husk |
- |
125µm |
5–20 |
9.56 Pa |
0.008 Pa.s |
16.0–42.5% |
[77] |
| Agarwood |
- |
45µm, 90µm |
- |
22 |
11.9 |
14.0 |
[78] |
| Sawdust |
70 °C |
1 mm |
- |
- |
- |
8.6% |
[79] |
| Walnut shells |
- |
2–6 mm |
20–60 |
110–180 |
55–80 |
11.0–14.5% |
[80] |
2.3. Bentonite in Drilling Fluids
Bentonite is a clay material that is naturally composed of sodium montmorillonite and minor quantities of minerals. It is used in a variety of applications due to its absorption and adsorption capabilities [
58]. For instance, it has been used as a health remedy because it contains iron, magnesium, and calcium. In clay form, these elements are beneficial because they absorb and remove toxins from the body [
80].
In the presence of water, bentonite hydrates and swells to form a thixotropic gel, i.e., a mud cake, thus protecting the well formation from invasion, which causes the loss of fluids to permeable formations. However, mud cakes formed by bentonite have been found to be highly detrimental to the productivity of drilled wells. This is due to the inefficient removal of protective mud cakes that is undertaken to restore performance of wells [
81]. According to Li et al., he difficulty to remove mud cake greatly increases in deeper reservoirs. [
82].
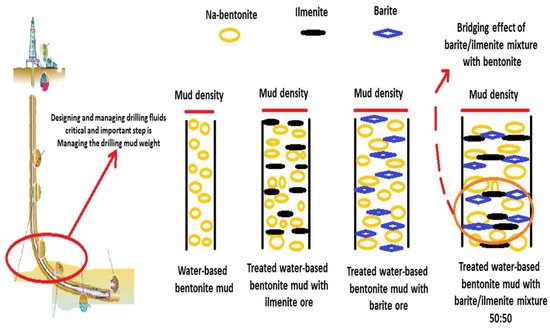
Most importantly, because bentonite clay contains montmorillonite, a crystalline structure that forms the clay, bentonite precipitates when water is added [
83]. This is beneficial in drilling fluids, in which the ability to precipitate significantly assists in reservoir formation and protection from the invasion of drilling fluids into the reservoir when exposed to water [
84]. The impact of Na-bentonite as a weighing agent on mud density is compared with ilmenite and barite in
Figure 6.
Figure 6. Schematic diagram of the mud weight bridging effect using bentonite, ilmenite, and barite [
85].
Magzoub et al. have studied bentonite compounds comprising different primary elements, such as calcium (Ca), potassium (K), and sodium (Na), and found that sodium bentonite is commonly utilized in drilling fluids. In contrast, calcium is rarely used due to its unsatisfactory rheological properties. However, this study used sodium to activate the calcium bentonite to improve its performance [
86].
Karagüzel et al. have found that sodium and calcium bentonites in combination with soda and MgO additives show enhanced swelling properties, lower filtrate loss, and increased viscosity at favorable concentrations. An important fact to note is that although sodium and calcium bentonites were used as mud viscosifiers and fluid loss reducers, they did not qualify as good drilling fluids. This finding highlights the importance of choosing suitable additives that can effectively enhance the properties of a drilling fluid [
87].
The disadvantages of bentonite have been studied, leading to the formulation of nanomaterial-based drilling fluids, and resulting in significant improvements in wellbore cleaning properties while successfully maintaining optimum viscosity and density [
88]. Compared to conventional bentonite, the breakthrough study by Xie et al. have introduced the successful use of nanofluids which reduced mud filtrate and enhanced thermal conductivity as well as rheological properties of the WBDF [
89].
This entry is adapted from the peer-reviewed paper 10.3390/ma14154171