Hemp is a type of Cannabis sativa plant and has multiple applications in food, construction, pharmaceuticals, and materials. Hemp was used in fabrics, twine, and paper products in the 1800s and 1900s; however, its production and applications were regulated with the Marijuana Tax Act in 1937 and the Controlled Substances Act in 1970 by the US Congress. In the 2014 Farm Bill, the US Congress defined industrial hemp depending on the level of THC (less than 0.3% THC on a dry weight basis) and allowed its agricultural pilot program by research institution and department of agriculture if the state laws allow.
- hemp
- industrial hemp
- characteristics
1. Introduction
Hemp is a type of the Cannabis sativa plant and has multiple applications in food, construction, pharmaceuticals, and materials like textile and paper (Figure 1) [1]. Whole hempseed can be used as food after dehulling and also produce hempseed oil and meal by cold-pressing [2–4]. Hemp flowers are used for the production of cannabidiol (CBD) and ∆-9-tetrahydrocannabinol (THC) [5,6], and roots can be used for phytoremediation [7]. The stem of hemp is composed of fiber and shiv and covered by bark [8]. The fiber and shiv have been used for paper and textile products and in the applications of animal bedding and construction materials, respectively [9–11]; however, the development of its applications in biofuels and biochemical applications were also studied due to its high carbohydrate contents [12,13].
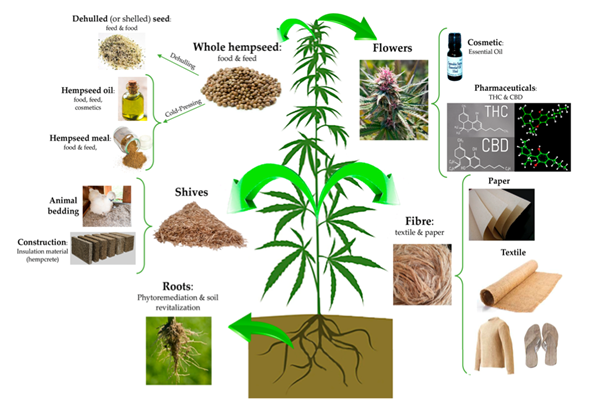
Figure 1. Industrial applications of hemp plant. (Reproduced with permission from Farinon et al., Nutrients; published by MDPI, 2020. [1]).
Hemp has a long association with human life. It was used in fabrics, twine, and paper products in the 1800s and 1900s; however, its production and applications were regulated with the Marijuana Tax Act in 1937 and the Controlled Substances Act in 1970 by the US Congress [14].
2. Characteristics
2.1. Chemical Composition of Industrial Hemp
Chemical composition is one of the crucial biomass properties to evaluate its potential as a feedstock in its biofuels and biochemicals production [17]. It provides the contents of carbohydrate fractions including cellulose and hemicellulose for the production of fermentable sugars, fermentation products, as well as furan-based chemicals and material composition for paper, biocomposites, and others [17–20]. Lignin is a crucial recalcitrance factor as a physical barrier, non-productive binder, and toxic inhibitor in biological conversion processes of biomass [21]. Also, ash plays a role in some thermochemical biomass conversion processes as a catalyst [22,23]. Table 1 summarizes the chemical composition of industrial hemp biomass in the previous studies. The chemical composition of different industrial hemp cultivars was studied [13,24,25]. Each component showed wide ranges of composition: 32.6–51.1% of cellulose, 10.6–16.6% of hemicellulose, 14.6–29.4% of lignin, 2.6–7.6% of ash, 3.7–20.0% of extractives, and 0.3–23.1% of others. Viswanathan et al. investigated five different hemp varieties cultivated at the same field and condition but originally from different plant locations (Seward County, York County, Loup County, 19m96136, and CBD Hemp) [24]. The authors reported that 32.6–44.5% of cellulose, 10.6–15.5% of xylan, 17.0–21.5% of lignin, 2.6–7.6% of ash, and 5.3–20.0% of extractives. Das et al. studied with five fiber-only industrial hemp samples and six dual-purpose (for fiber and grain) samples [13]. A large variation was observed in lignin content (15.4–29.4%) associated with its biological conversion. The authors also discussed the potential value of the hemp lignin upgrading. Similarly, the composition of industrial hemp in other studies also ranges 36.5–46.4% of cellulose, 13.3–20.1% of hemicellulose, 14.8–22.9% of lignin, 2.4–4.2% of ash, and 13.3–14.4% of extractives [16,26–29]. The chemical composition of the separated industrial hemp fractions such as hurds [30,31], fiber and shives [32], and woody core [33] were also tested. Singh et al. reported that the hemp fibers have higher cellulose (57.5%), arabinan (1.2%), and ash (2.9%) content, while the hemp shives have higher xylan (19.9%) and Klason lignin (23.9%) content [32]. Kuglarz et al. compared the composition of industrial hemp Felina 32 variety under conventional and organic cultivation [34]. There was no significant difference in the cultivation methods, while the lignin content of the hemp increased by the pretreatment (diluted acid and steam pretreatment) reaction severity, and the pretreated conventional cultivated hemp has shown significantly higher lignin content compared to organically cultivated hemp. The authors explained the lignin content changes by the decomposition of polysaccharides and the formation of pseudo-lignin. In general, lower lignin content and higher carbohydrate content are ideal in the biological conversion of biomass. Overall, carbohydrate contents of industrial hemp are similar or higher compared to other agricultural residues such as corn stover (34.2% glucan, 22.3% xylan), rice straw (37.7% glucan, 19.8% xylan), barley straw (41% glucan, 22.4% xylan), and sugarcane bagasse (40.4% glucan, 22.4% xylan) [35–38]. Therefore, currently developed pretreatment strategies are readily applied for its conversion.
Table 1. Chemical composition of industrial hemp biomass.
|
Biomass Samples |
Cellulose [%] |
Hemicellulose [%] |
Lignin [%] |
Ash [%] |
Others [%] |
Ref |
|
Industrial hemp cultivars |
32.6–44.5 |
10.6–15.5 a |
17.0–21.5 |
2.6–7.6 |
5.3–20.0 (Extractives) |
[24] |
|
Industrial hemp |
36.5 |
17.0 a |
21.9 |
- |
13.3 (Extractives) |
[26] |
|
11.3 (Protein, ash) |
||||||
|
Industrial hemp cultivars |
43.8–51.1 |
11.6–14.2 a |
15.4–29.4 |
- |
3.7–11.9 (Extractives) |
[13] |
|
0.3–23.1 (others) |
||||||
|
Industrial hemp cultivars |
40.1–42.7 |
12.5–16.6 a |
14.6–17.8 |
- |
11.8–17.7 (Extractives) |
[25] |
|
Industrial hemp (conventional vs. organic) |
39.8–42.0 |
15.4–15.7 |
13.2–15.0 |
4.7–5.8 |
3.1–3.8 (Protein) |
[34] |
|
0.6–0.8 (Lipids) |
||||||
|
Industrial hemp hurds |
42.4 |
28.0 |
17.5 b |
- |
- |
[30] |
|
Industrial hemp |
46.4 |
20.1 a |
15.0 |
2.4 |
- |
[16] |
|
Industrial hemp |
42.3 |
18.2 |
22.9 |
4.2 |
- |
[27] |
|
Industrial hemp fiber and shives |
42.9–57.5 |
5.1–20.4 |
16.2–23.9 |
0.0–2.9 |
0.6–0.8 (Formic acid) |
[32] |
|
2.0–6.2 (Acetic acid) |
||||||
|
6.0–15.5 (Residuals) |
||||||
|
Industrial hemp woody core |
37.3 |
19.8 |
12.4 |
- |
- |
[33] |
|
Industrial hemp |
40.7 |
13.3 a |
15.7 |
- |
14.4 (Extractives) |
[28] |
|
Industrial hemp hurds |
75.0 (Holocellulose) |
23.0 |
1.2 |
1.1 (Oil-CH2Cl2) |
[31] |
|
|
|
0.8 (Oil-Acetone) |
|||||
|
44.0 (α-Cellulose) |
25.0 (Hemicellulose) |
0.6 (Pectin-Acidic water) |
||||
|
|
|
1.6 (Protein and amino acid-basic water) |
||||
|
Industrial hemp |
40.1 |
16.0 a |
14.8 |
- |
- |
[29] |
a Xylan content, b Acid insoluble lignin content.
2.2. Morphological Properties of Industrial Hemp
Hemp stem is composed of multiple layers including epidermis, phloem, xylem, and pith layers. The cell arrangement in the vascular cambium is presented in Figure 2a [39]. Between cells, the closed cell structures were observed with some voids at the pith, and a boundary was shown between phloem and xylem. Fibers were observed at the external surface of the hemp. These fibers are mechanically robust and used as yarns and fabrics [40,41]. Also, they have high cellulose content and low lignin content compared to xylem and pith layers [12,42–44]. Figure 2b shows the scanning electron microscope image of the fibrils in vessels [39]. The secondary cell walls are covered with a warty layer (WL) and several fibrils in the vessels of hemp shiv. Several pits are observed on the secondary cell walls. The morphological information of hemp can be used to explain the modification of hemp during the conversion process like pretreatment.
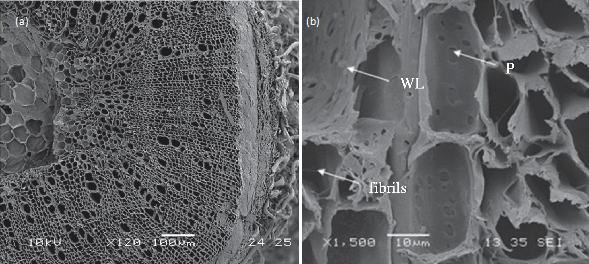
Figure 2. Images of (a) cross section of hemp stem and (b) the secondary walls of vessels in hemp shiv. WL, warty layer; P, simple pits. (Reproduced with permission from Jiang et al., Royal Society Open Science; published by The Royal Society, 2018. [39]).
2.3. Other Characteristics of Industrial Hemp: Crystallinity and Degree of Polymerization of Cellulose
Besides the chemical composition and morphological properties, crystallinity and degree of polymerization of cellulose are important factors for the evaluation of biomass in material applications and are also considered as a possible recalcitrance factor in their biological conversion [17]. Table 2 presents the crystallinity and degree of polymerization (DP) of cellulose in the previous studies. Most studies analyzed these characteristics to evaluate the material properties of hemp. Stevulova et al. measured the crystallinity of hemp hurds using Fourier-transform infrared spectroscopy (FTIR) and X-ray powder diffraction (XRD) [8]. Although the values differently ranged (35.7–49.2 by XRD; 55.6–90.2 by FTIR), they showed a good correlation (R2 = 0.9647) between the values. The authors indicated that chemical modification using sodium hydroxide, ethylenediaminetetraacetic acid, and calcium hydroxide increased the crystallinity. These chemical modifications also affected the DP of cellulose. By the chemical transformation, the DP of cellulose was decreased (untreated: 1302; chemically modified: 585–929). This research group also reported the DP of cellulose in hemp hurds after several treatments with ultrasound treatment [45]. The DP of cellulose was decreased further by chemical treatments (sodium hydroxide and hot-water) with ultrasound treatment. Industrial hemp fibers were also treated with sodium hydroxide, acetic anhydride, maleic anhydride, and silane and their crystallinities were reported to explain the influence of treatment on the fiber structure and tensile properties [46]. The DP and crystallinity of unbleached and bleached nanofibers were also reported in each step of the chemical treatment [47]. These properties in hemp bast and shiv fiber were also analyzed to explain the changes in their mechanical properties [48,49]. Although there were no reports to use these properties for explaining the recalcitrance of the industrial hemp in their biological conversion yet, these factors can be correlated to the conversion performance in terms of the abundance of reducing ends and structural rigidity.
Table 2. Crystallinity and degree of polymerization of cellulose in industrial hemp biomass.
|
Biomass |
Crystallinity |
DP of Cellulose |
Ref |
|
Untreated and chemically modified hemp hurds |
35.7–49.2 |
585–1302 |
[8] |
|
55.6–90.2 a |
|||
|
Tempo-oxidized hemp bast |
- |
560–1100 b |
[49] |
|
Natural and treated hemp hurds |
- |
200–1300 |
[45] |
|
Chemically treated industrial hemp fibers |
84.8–91.6 |
- |
[46] |
|
Untreated and chemically treated hemp fibers |
57.4–71.2 |
1138–1155 b |
[47] |
|
Hemp Shiv Fiber |
38.8–50.1 |
- |
[48] |
a Measured by FTIR, b Viscosity-average degree of polymerization (DPv).
This entry is adapted from the peer-reviewed paper 10.3390/fermentation7010006