Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Anesu Nyabadza and Version 2 by Camila Xu.
Pulsed laser ablation in liquid (PLAL) is a physical and top-down approach used to fabricate nanoparticles (NPs). NPs have better physicochemical properties than their bulk counterparts.
- laser ablation
- bimetallic nanoparticles
- green manufacturing
1. Overview
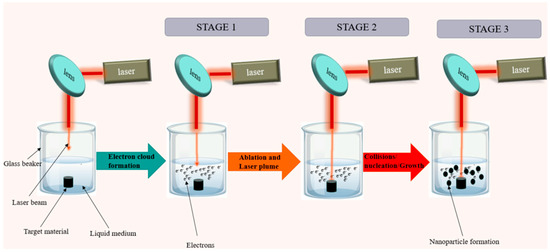
Pulsed laser ablation in liquid (PLAL) is a top-down and physical NP synthesis method that has been around for more than two decades, yet its popularity and usage in the industry are still low. PLAL involves laser processing of a solid target under a liquid (usually DI water) to produce a colloid, as shown in Figure 1. Various parameters (laser pulse width, laser fluence, repetition rate, type of liquid medium, etc.) need to be controlled to produce a specific NP size distribution, yield, and shape [1][2][3][4][5][1,21,22,23,24]. Due to their advanced physicochemical properties, the resulting NPs have versatile uses in a wide range of fields, including enhancing the electrical properties during the additive manufacturing of polymers [5][6][7,24] and in the production of flexible electronics [7][8][5,25]. PLAL has been used to fabricate various types of NPs, including C [3][9][22,26], Ti [10][27], and Ag [11][28]. The PLAL process can be divided into three main stages, as shown in Figure 1. Stage 1 involves the interaction of the laser with the liquid medium, which incorporates the formation of electron clouds through photon absorption by liquid medium molecules. Each liquid medium will interact with the laser differently, resulting in different outputs. Stage 2 of PLAL involves the interaction of the laser with the target. This stage involves the formation of the plasma plume, the involvement of electron clouds in the ablation process, the formation of cavitation bubbles, and the formation of nuclei. Stage 3 of PLAL involves the growth of nuclei into NPs inside the cavitation bubble, the involvement of ions from the liquid medium during the nucleation process, the growth of NPs, collisional events between NPs, agglomeration events, and NP ageing. There are a great deal of physicochemical equations governing the PLAL process, and it is difficult to gather them all in one simulation. Most publications simulate PLAL in stages (Stages 1,2, or 3), making assumptions for the other stages due to the complexity and sensitivity of the process to the inputs. A reader who is interested in the equations governing the PLAL process can find Stage 1 equations in the previous publication here [12][29]; Stage 2 equations were covered by Povarnitsyn et al. [13][30] and Ibrahimkutty et al. [14][31]; and Stage 3 equations were covered by Dell’Aglio et al. [15][32] and Taccogna et al. [16][33].
Another interesting and highly researched area is the application of metallic nanoparticles made from noble metals, such as Ag, Pt, Pd, and Au, in catalysis. Catalysts are used in more than 80% of all manufacturing processes, and heterogeneous catalysts are involved in 90% of those [17][18][34,35]. Catalysis is involved in the refining of petroleum, fertilizer synthesis, polymer synthesis, and in catalytic convertors, to mention a few examples. NPs have gained attention in catalysis owing to their large surface-area-to-volume ratio, high surface reactivity, and high optical absorbance. The high surface reactivity is by far the most important property of NPs in catalysis applications, and the high surface area ranks second. During catalysis using NPs, the active sites on the surfaces of the NPs react with the substrate to catalyse the reaction. Therefore, uncapped, ligand-free or surfactant-free NPs are preferred over capped ones owing to the higher number of exposed reaction sites and a high number of free electrons on the surface of the NPs [17][18][19][20][21][34,35,36,37,38]. To that end, PLAL is a favourable and ideal method of NP synthesis for catalysis applications. PLAL-synthesised NPs are clean, uncapped, and surfactant-free, which makes their surfaces highly reactive. Surfactants are often added to reduce NP agglomeration, but this is not required in catalysis, whereby the reactivity is of more importance than the agglomeration [18][21][35,38].
2. Modes of Pulsed Laser Ablation in Liquid (PLAL)
There are currently two main modes (experimental set-up) of PLAL, namely batch mode (Figure 2a) and flow mode (Figure 2b). The two modes are distinguished by the motion or lack thereof of the liquid environment during ablation. In batch mode, the liquid medium is stationary, while in flow mode, the liquid medium is flowing or agitated in some way. Both methods have their merits, with batch mode being used mainly for research purposes, while flow mode was recently introduced in an attempt to increase the NP yield towards the industrial usage of PLAL. Certainly, the flow mode PLAL has drastically increased the NP yield/colloidal density due to its ability to instantly carry the recently ablated material and bubbles away from the ablation zone [22][23][52,53], thereby increasing NP yield.
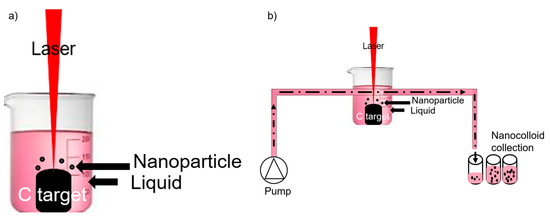
Figure 2.
The two modes of pulsed laser ablation in liquid (PLAL): (
a
) batch mode and (
b
) flow mode.
For instance, a 380% increase in ablation efficiency was observed when ablating Ag NPs via flow mode instead of batch mode [24][54]. The batch mode set-up is shown in Figure 2a, whereby PLAL is conducted in a beaker or a vial for a certain ablation time, and afterwards, the target is removed and the colloid is collected, characterised, and used for various purposes. The volume of the liquid is limited to the size of the ablation container, which is one of the limitations of batch mode. Conversely, in flow mode PLAL, the liquid flows/is agitated at a controlled speed and can be collected in a different vessel. This enables a high volume of the colloid to be collected in one continuous process. Another advantage of flow mode is the increased NP yield per hour due to the reduced shielding effects by the flowing liquid. Shielding effects involve the laser plume, cavitation bubble, and nanoparticles being in the path of the laser, thereby shielding the target surface from absorbing incoming laser photons, resulting in reduced NP yield. One of the disadvantages of flow mode is the need for additional equipment, such as pumps, flow cells, and automation devices, and the additional energy consumption to run these. The additional apparatus in flow mode increases the risk of NP contamination (from previous experiments) and the loss of NPs as they pass through various instruments, for example, the pump and tubes. Batch mode PLAL is fast at producing results, adaptable, easy to set up, and does not require additional equipment, such as pumps, flow cells, and automation apparatus. Additionally, the risk of contamination and downtime is reduced in batch mode PLAL due to the reduced number of components.
Other innovative techniques have been implemented in PLAL technology in the pursuit of increasing the yield and controlling the NP size and shape. Electric fields have been used during PLAL, a process now termed electric-field-assisted laser ablation in liquid (EFLAL) [25][55]. Magnetic fields have also been incorporated, resulting in magnetic field-assisted laser ablation in liquid (MFLAL) [26][27][56,57]. It has been reported that electric fields increase NP yield [1]. It has been reported that the size of Bi2O3 NPs obtained via PLAL increases with the application of an electric field [28][58]. Furthermore, PLAL has been accompanied by additional processing techniques, namely laser fragmentation in liquid (LFL), laser melting in liquid (LML), and laser photoexcitation in liquid (LPL) [5][29][30][24,59,60]. LFL, LML, and LPL are conducted after PLAL when the NPs are synthesised and the target is removed. These processes are conducted to modify the synthesised NPs. LFL, LML, and LPL are conducted to reduce the NP size, increase the NP size/reshape NP, and modify the surface chemistry (e.g., oxidation/reduction), respectively. Not much attention has been paid to these additional techniques, which highlight a gap in the literature that can be explored.
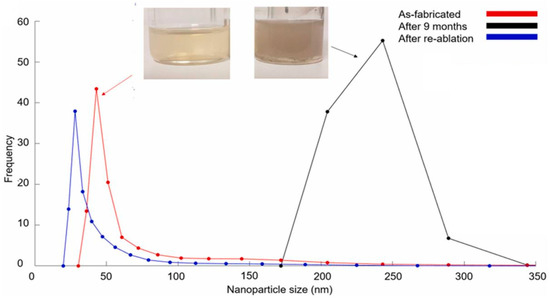
In another publication, NP ageing experiments were conducted on Mg NPs that were synthesised via PLAL in isopropanol alcohol (IPA). The Mg NPs increased in NP mean size from 50 to 200 nm after 9 months of storage at room temperature, as shown in Figure 3a. The colour of the colloid changed from yellow to grey after 9 months, which was caused by the increase in NP size, as shown in Figure 3a (top). The aged colloid was laser processed again for 30 minutes, and the NP mean size was reduced to 34 nm due to NP fragmentation. The NP colloid original yellow colour was restored, which further demonstrated the dependence of the colloidal colour on the NP mean size. The aforementioned experiment suggests that PLAL-synthesised colloids have a specific shelf-life and may require more processing to restore the NP size.