1. Introduction
Due to the depletion of fossil resources, ever-growing energy demands, and the growing concern over carbon dioxide emissions, attempts to convert petroleum-based chemical manufacturing into carbon-neutral production from renewable resources are now in the limelight
[1][2][3][1,2,3]. Biorefining with biomass as feedstocks has been actively pursued worldwide as a sustainable strategy not only to produce fuels but also to obtain various valuable chemicals
[4] which. Most chemical compounds, which previously could only be produced by a chemical approach, can now be generated by biological processes from renewable resources by using enzymes or organisms.
2,3-butanediol (2,3-BDO) is a representative C4 platform chemical which can be produced from various biomass resources by biological routes. 2,3-BDO is also known as dimethylene glycol, 2,3-butylene glycol, and butane-2,3-diol (IUPAC name). At room temperature, 2,3-BDO is an odorless, colorless, transparent liquid. Three stereoisomers exist: a D-(−)- isomer and an L-(+)-isomer, which are optically active, and meso-2,3-BDO. The boiling points of 2,3-BDO range from 177 °C to 182 °C, being slightly different among the three stereoisomers
[5].
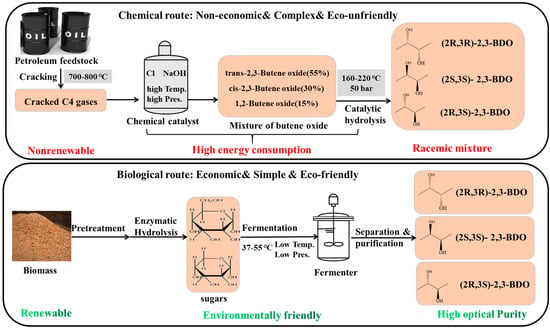
Currently, 2,3-BDO is manufactured in very limited quantities via petrochemical routes (
Figure 1). The petrochemical route for BDO synthesis is primarily the catalytic hydrolysis of butene oxide at a high temperature (160–220 °C) under high pressure (50 bar) and with a high energy consumption
[6]. Furthermore, upon chemical production, the selective production of the pure stereoisomer is difficult to control due to the complicated reactions and extremely expensive separation and purification process.
Figure 1.
Chemical and biological routes of 2,3-butanediol production.
2. Metabolic Pathways for Microbial Production of 2,3-BDO
The chemical production of 2,3-BDO has some drawbacks, and thus the biological process using microorganisms has been extensively investigated to obtain a high yield under mild conditions. The microbial production of 2,3-BDO has been investigated for over 100 years from the time Harden et al. first reported 2,3-BDO production by using
Klebsiella pneumoniae in 1906
[7][11]. After that, Fulmer et al. reported the first industrial-scale production in 1933. Thereafter, numerous studies have been conducted to produce 2,3-BDO from various feedstock such as glucose, fructose, mannose, and galactose by several types of bacteria, yeasts or even algae
[8][12]. However, the chemical production of 2,3-BDO using petroleum resources has gained more attention due to its easy availability and low manufacturing costs. Nonetheless, the biological production of 2,3-BDO from biomass resources has obvious environmental benefits and sustainability. Rehman et al. analyzed the footprint of bio-based 2,3-BDO production and found that CO
2 emissions were 36% lower than that of petroleum-based processes
[9][13]. Thus, instead of a conventional fossil-based 2,3-BDO product, large industries have tried to produce 2,3-BDO by utilizing sugar or a direct biomass, which is a future solution to the depletion of fossil fuels.
2.1. Biological Function of 2,3-BDO
Biosynthesis of 2,3-BDO is considered ea mixed-acid fermentation pathway, which is accompanied by the formation of various end-products depending on the fermentation strategies and microorganisms
[10][15]. Until now, the physiological function of the metabolic regulation of 2,3-BDO biosynthesis has not been completely elucidated yet. However, several physiological significances have been elucidated, including intracellular acidification prevention, energy and carbon reservation, and regulation of the NAD
+/NADH ratio
[11][12][13][8,16,17]. Since the production of 2,3-BDO in bacteria is accompanied by the formation of acids as co-products
[14][18], the biosynthesis of 2,3-BDO would be triggered to prevent this acid formation as the pH decreases
[15][19]. It has been proven that an extra supplementation of acid promotes the metabolic pathway of 2,3-BDO, suggesting that 2,3-BDO is a neutral metabolite to counteract too high intracellular acidification
[16][20]. Moreover, many investigations have been conducted by using acetic acid, which is already known to be involved in the 2,3-BDO metabolic pathway
[17][21] as acid supplementation to analyze the influence on 2,3-BDO biosynthesis
[16][20]. The glycolysis during 2,3-BDO production is accompanied by the oxidation of NADH, which can contribute to the maintenance of the NAD
+/NADH ratio in the cell
[18][22]. Finally, 2,3-BDO can be reutilized when carbon and energy sources are depleted; hence, the metabolism of 2,3-BDO can be treated as a strategy for carbon and energy storage
[19][23].
2.2. Metabolic Pathway of 2,3-BDO Biosynthesis
In bacterial metabolism, assorted monosaccharides (glucose, hexoses, pentoses) need to be converted to pyruvate in the first step. From glucose, pyruvate can be formed by the glycolysis pathway, while pentose needs an extra step involving pentose phosphate. Three key enzymes are required for the 2,3-BDO production from pyruvate, namely α-acetolactate synthase (ALS), α-acetolactate decarboxylase (α-ALD), and 2,3-BDO dehydrogenase or acetoin reductase (BDH, AR)
[20][10]. Pyruvate is the key intermediate, which undergoes reduction or oxidation to produce several organic acids (lactate, formate, acetate, succinate), ethanol, and acetoin, depending on the pH value and oxygen content. To enhance the accumulation of 2,3-BDO and eliminate by-product formation during fermentation, genetic engineering and optimization of the fermentation parameters have been investigated
[21][24]. Most microorganisms produce 2,3-BDO by three consecutive metabolic conversion steps: from pyruvate to α-acetolactate, from α-acetolactate to acetoin, and from acetoin to 2,3-BDO. First, pyruvate can be converted either into lactate, by employing L-/D-lactate dehydrogenase (LDH) and NADH, or into α-acetolactate via decarboxylation by ALS. Furthermore, α-acetolactate can spontaneously transform into diacetyl by decarboxylation with the existence of oxygen. The diacetyl can subsequently be converted into acetoin by employing the reducing power of NADH and diacetyl reductase (DAR). Otherwise, α-acetolactate can be converted into acetoin by α-ALD without the presence of oxygen. Finally, acetoin can be converted into 2,3-BDO by BDH. It is noteworthy that, as an intermediate compound prior to the formation of 2,3-BDO, acetoin would be obtained by the reversible metabolic conversion from 2,3-BDO. It has been reported that low pH is an effective inducer for all the vital enzymes, α-ALD, ALS, and BDH, resulting in the enhanced biosynthesis of 2,3-BDO
[17][22][21,25].
2.3. Mechanisms of Biosynthesis of the 2,3-BDO Stereoisomer
Butanediol dehydrogenase (BDH) is a tetrameric enzyme that needs NADH as a coenzyme. Three stereoisomers of 2,3-BDO can be formed from two acetoin isomers due to the activity of BDHs with variable stereospecificities, or by a cyclic pathway. The exact mechanism of the stereoisomer formation of 2,3-BDO has not been clearly understood. Over the past few years, several investigations have been conducted to understand the formation of 2,3-BDO stereoisomers; in particular, various mechanisms of stereoisomers have been elaborated in
K. pneumonia. In 1960, the first series of preliminary experiments were conducted based on the assumption that acetoin racemase, L-(+)-BDH and D-(−)-BDH were involved in the production of stereoisomers of 2,3-BDO. A possible hypothesis mechanism was deduced by Taylor and Juni, but the existence of racemase was not proven at that time
[23][26]. Then, Voloch et al. developed a method that used liquid chromatography to determine the racemic acetoin, meso-2,3-BDO, (2R,3R)-2,3-BD, and (2S,3S)-2,3-BD and proposed a model that assumed that D-(−)-BDH, L-(+)-BDH, and acetoin racemase had an effect on the formation of stereoisomers. It was proved that only R-acetoin was produced from pyruvate via α-acetolactate in
K. pneumoniae; thus, the formation of (2S,3S)-2,3-BDO was dependent on acetoin racemase. Only a slight amount of acetoin racemase was detected
[24][27]. After that, Ui et al. established a method to measure all the types of stereoisomers of 2,3-BDO and acetoin
[25][28]. Based on this finding, Ui et al. proposed a new model involving NADPH-link diacetyl reductase (S-acetoin forming) and D-(−)-BDH for the formation mechanism of 2,3-BDO isomers in
P. polymyxa. Blue Sepharose CL-6B was used to separate and identify the two enzymes with standard pure isomers of 2,3-BDO and acetoin, respectively. In addition, acetoin and butanediol racemases were not detected. Therefore, the author concluded that R-isomers of acetoin were formed in the absence of NADH, while the racemate form of acetoin was formed in the presence of NADH. The D-isomer of 2,3-BDO was predominantly produced, together with a small amount of meso-form in
P. polymyxa [26][29]. In the meantime, Ui et al. also proposed a model in
K. pneumoniae considering the existing of three BDHs: meso-BDH, L-(+)-BDH, and D-(−)-BDH. The three types of BDH were separated individually, and their stereo specificities were verified by the utilization of pure isomers, including (2R,3R)-2,3-BDO, (2S,3S)-2,3-BDO, meso-2,3-BDO, R-acetoin, and S-acetoin. Also, the acetoin or 2,3-BDO racemase was not detected. Therefore, the author concluded that the R-acetoin was formed in the absence of NADH, while S-acetoin was formed in the presence of NADH
[27][30].
2.4. Microorganisms to Produce 2,3-BDO
In nature, there are numerous microbial species which can produce 2,3-BDO from the pyruvate metabolic pathway. Besides bacteria, several yeasts and even algae have been reported to produce 2,3-BDO. However, considering the industrialization of 2,3-BDO production, bacteria appear to be the only alternative at present because of the very low productivity of other species. The representative species are
Klebsiella pneumoniae,
Klebsiella oxytoca,
Enterobacter aerogenes,
Paenibacillus polymyxa and
Serratia marcescens, which are considered promising producers for scaled-up 2,3-BDO production. Species of
Klebsiella were firstly investigated for 2,3-BDO production due to their ability to be cultivated rapidly in a simple medium on various carbon resources; in particular,
K. pneumoniae can use almost all carbon resources, such as lignocellulosic biomass, agriculture waste, and glycerol. However, ethanol, lactate, and acetate are also produced as by-products, which increases the costs of downstream processing. Therefore, many research studies have been conducted on how to modify the metabolic pathways. When genes related to the formation of co-products, such as lactic acid, ethanol, and acetic acid were knocked out from
K. pneumoniae, a higher titer of 2,3-BDO in batch fermentation could be achieved
[28][35].
Similarly, ethanol was one of the major by-products during 2,3-BDO production when
K. Oxytoca ME-UD-3 was used. A homologous recombination technique was employed to inactivate ADH, which exhibited an obvious augmentation of 2,3-BDO production with a yield of 0.48 g/g, and no ethanol was detected
[29][38]. After that, Cho et al. reported an enhancement of 2,3-BDO production by
K. oxytoca M1 through the overexpression of
budC. 2,3-BDO production was remarkably increased to 142.5 g/L, while the production of acetoin decreased. As a result of overexpression of
budC, acetoin reductase presented an evidently high catalytic activity
[30][39]. Jantama et al. eliminated alcohol dehydrogenase E, acetate kinase A-phosphotransacetylase, and lactate dehydrogenase A in
K. oxytoca KMS005. The production of 117.4 g/L of 2,3-BDO was obtained, with a yield of 0.49 g/g and productivity of 1.20 g/L/h. Only trace amounts of acetate and ethanol were detected as by-products
[31][40].
E. aerogenes is a competitive candidate for 2,3-BDO production, but its by-products, such as lactic acid, impede the target production efficiency. Kim et al. eliminated the lactate dehydrogenase gene to improve 2,3-BDO production. The ldhA deletion mutant resulted in a 97% decrease in lactate production (0.34 g/L), while the productivity and yield of 2,3-BDO increased by 16.3% and 11.1%, respectively.
Engineered
Saccharomyces cerevisiae is a potential host strain to produce 2,3-BDO, as substantial amounts of pyruvate could be shunted to 2,3-BDO production rather than to ethanol synthesis. By optimizing the expression levels of
Pdc in
S. cerevisiae, the maximum 2,3-BDO titer was 154.3 g/L which was the highest among the reported microbial production studies
[32][41].
Bacillus amyloliquefaciens B10-127 was also considered a possible candidate for the scaled-up production of 2,3-BDO, but its industrialization was impeded by the high yield of acetoin, lactate, and succinate as by-products. During 2,3-BDO production, BDH catalyzes the conversion from acetoin to 2,3-BDO with the concomitant oxidation of NADH to NAD
+. Yang et al. overexpressed
bdh and
gapA and showed that this could effectively enhance 2,3-BDO production and inhibit the formation of by-products
[33][42].
Also,
S. marcescens can be used to produce 2,3-BDO; however, few studies on this are available. Bai et al. identified the
slaC gene for meso-2,3-BD and (2S,3S)-2,3-BDO production. The
bdhA gene from
Bacillus subtilis 168 was introduced into
S. marcescens MG1 to replace the
slaC gene, leading to (2R,3R)-2,3-BDO accumulation. The excess (2R,3R)-2,3-BDO dehydrogenase expression could enhance the production of (2R,3R)-2,3-BDO to 89.81 g/L, with only 2.11 g/L meso-2,3-BDO formation
[34][43].
Moreover, pure meso-2,3-BDO or (2R,3R)-2,3-BDO can be synthesized by
Bacillus licheniformis MW3 (Δ
budC). Ge et al. developed a process that included the screening, analysis, mutation, and evaluation of chiral 2,3-BDO production
[35][44]. Li et al. attempted to synthesize pure (2R,3R)-2,3-BDO by
E. cloacae via deletion of the
bdh,
ldh, and
frdA genes to block by-production formation. The engineered strain produced 152 g/L (2R,3R)-2,3-BDO with 3.5 g/L/h productivity
[36][45]. Obliteration of the
dudA gene in
P. polymyxa ZJ-9 resulted in the production of (2R,3R)-2,3-BDO at 25.88 g/L with a 99% purity in fed-batch cultivation
[37][46]. Then, the enhancement of (2R,3R)-2,3-BDO production to 111 g/L by
P. polymyxa DSM 365 was achieved
[38][47]. Thus,
P. polymyxa is an efficient producer for (2R,3R)-2,3-BDO production.
3. Feedstocks for 2,3-BDO Production
Although massive progress in metabolic engineering has been made to increase the efficiency of 2,3-BDO production, its microbial production from refined sugars has not been economically feasible
[39][50]. The cost of commercial refined sugars exceeded 30% of the total cost
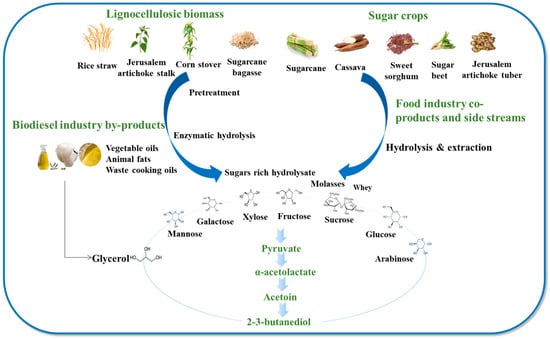
[40][51]. Cheaply available and abundant substrates such as hydrolysates of starch, corn cob, Jerusalem artichoke, whey permeate, molasses, and crude glycerol derived from the biodiesel industry have attracted great interest for 2,3-BDO production (
Figure 2)
[41][52]. Generally, these feedstocks can be classified as lignocellulose biomass, food industry side streams, and by-products from the biofuel industry. Normally, the production of 2,3-BDO from lignocellulosic biomass includes three essential processes: (1) pretreatment of the biomass to break up interactions between the polymeric components and cellulose to make them more accessible for the upcoming step, commonly known as enzymatic hydrolysis or saccharification; (2) employing hydrolases like cellulases, xylanases, and other carbohydrases to hydrolyze the pre-treated biomass; and (3) fermentation of monosaccharides to produce 2,3-BDO. It is generally agreed that the effectiveness of pretreatment and enzymatic hydrolysis are the decisive factors determining the efficiency of 2,3-BDO production.
Figure 2.
Various carbon resources potentially used for 2,3-butanediol production.
4. 2,3-Butanediol Recovery and Purification Strategies
Downstream processing to separate and purify 2,3-BDO from the fermentation broth is also an important step. Generally, the recovery of 2,3-BDO needs three steps. First, microbial cells and proteins are removed by membrane filtration or high-speed centrifugation after a pretreatment process that includes pH adjustment and flocculation. Second, some impurities are removed and separated from the fermentation broth, which can be implemented by evaporation, electrodialysis, alcohol precipitation, solvent extraction, etc. Depending on the requirement of product purity, distillation or preparative liquid chromatography can be used as the last step.
The foremost economic obstacle to the scale-up of 2,3-BDO production may not be the fermentation efficiency but, rather, the recovery costs from the fermentation broth. The separation step normally accounts for more than half of the overall cost of the fermented product, since current technology can obtain a fermentation broth containing approximately 10 wt% 2,3-BDO
[42][114]. Therefore, developing an efficient and cheap downstream process to recover 2,3-BDO from the fermentation broth is one of the major challenges to enable the scale-up of 2,3-BDO production from renewable feedstocks by microorganisms. The high boiling point (180–184 °C), high affinity to water due to the high hydrophilic properties of 2,3-BDO, and the dissolved and solid components in the fermentation broth lead to particular difficulties in the recovery of 2,3-BDO
[11][43][8,115]. In particular, the utilization of inexpensive biomass raw materials such as hemicellulose and cellulose-derived carbohydrates results in many suspended solid particles in the fermentation broth, which then possesses high density and viscosity
[44][116]. So far, diverse separation methods such as distillation
[45][117], steam stripping
[46][118], reverse osmosis
[47][119], vacuum membrane distillation
[48][120], pervaporation
[49][121], solvent extraction
[47][119], and salting-out
[50][122] have been reported for 2,3-BDO recovery. Some of these methods attained a relatively high recovery efficiency of 2,3-BDO on a pilot scale, but they still consume tremendous amounts of energy. These methods have some limitations and drawbacks for commercial industry. Solvent extraction uses large amounts of hydrophilic solvents for the separation of 2,3-BDO. 2,3-BDO can be separated from the media by salting out, utilizing water-free potassium carbonate with good results. The separation efficiency was about 94–96% of 2,3-BDO by using 53–56 wt% potassium carbonate, but it remains a problem to recycle the salt. In addition, the precleaning process lowers the entire efficiency
[50][122]. Normally, steam stripping and distillation are considered high energy consumption processes. Solvent extraction requires the utilization of large amounts of solvent, and the recovery efficiency is relatively low.
Until now, no single process has been reported that simultaneously achieves recovery and purification to the required concentration. Recently, the combined process was investigated to find a promising solution. The combination of distillation and liquid–liquid extraction has been reported to be a promising process for safe and cost-effective recovery
[51][123]. Haider et al. proposed an extraction-assisted distillation process with iso-butanol and 1-butanol for the production of 2,3-BDO (99% purity), which would reduce the total annual cost by up to 10.42% and 18.9%, respectively. This combined process can support an increase in profitability and efficiency by significantly lessening the operational costs and only minimally increasing the capital investment, leading to the feasible commercialization of 2,3-BDO production
[52][124]. Thus, the implementation of two or more methods may improve the recovery efficiency and economics by combining the advantages of each process. Combined processes such as extraction and pervaporation
[53][125], extraction and salting out, vacuum distillation and alcohol precipitation
[54][126], and hybrid extraction–distillation (HED)
[55][127] have been explored as ways to improve the recovery efficiency and reduce the energy consumption. The extraction and salting-out combination has been utilized for 2,3-BDO separation by many researchers. The salting-out process can decrease the quantity of solvent needed for the extraction as well as increase the extraction efficiency, since the presence of salt can undermine the interaction between 2,3-BDO and water. Ethanol/ammonium sulfate
[56][128], ethanol/dipotassium hydrogen phosphate
[57][129], ethanol/potassium triphosphate
[58][130], polyethylene glycol/potassium phosphate
[59][131], and n-butanol/dipotassium hydrogen phosphate
[60][132] systems have been evaluated for 2,3-BDO recovery, and the obtained efficiency was 91.7%, 98.13%, 99.5% (2,3-BDO purity of 91.0%), 94.5%, and 99%, respectively. This combined method provides a new possibility for the separation and purification of 2,3-BDO.
Another separation technique named fermentation–derivatization–recovery, or reaction extraction, has been developed. This method relies on the derivatization of 2,3-BDO into other compounds that can be easily subsequently separated and purified. In 2006, Hao et al. recovered 2,3-BDO from the fermentation broth via a reaction with butyraldehyde. 2-propl-4,5-dimental-1,3-dioxolane was formed from the acetalization of 2,3-BDO and was easily separated from the aqueous phase
[61][133]. Acetaldehyde was also an efficient reactant and extractant for recovering 2,3-BDO from the fermentation broth under the catalysis of the ion-exchange resin HZ732
[62][134]. Recently, Li et al. used n-butanal as a reactant and extractant to derivatize 2,3-BDO to dioxolane, which could be easily separated from the aqueous phase. A 95% conversion of 2,3-BDO to dioxolane was achieved by using the resin HZ-732; subsequently 99% of 2,3-BD could be recovered from dioxolane
[63][135]. The reactive extraction method needs less operating time and a small amount of reactant, but the process becomes more complicated because more reaction units are involved.
In addition, the combined process of alcohol precipitation and vacuum distillation can be applied to 2,3-BDO separation. Isopropanol showed the highest removal efficiency of organic acids and inorganic salts of 92.5% and 99.8%, respectively. After alcohol precipitation, vacuum distillation recovered 76.2% of the treated 2,3-BDO with a purity of 96.1%. Since vacuum distillation is an energy-intensive technique, the recovery efficiency needs to be improved together with a lower energy consumption for industrialization
[54][126]. Compared with conventional distillation process, HED using oleyl alcohol as a solvent can reduce the total energy consumption and, as a result, improve the overall process economics, even though the capital cost of HED configuration is 9.5% higher than that of conventional distillation
[55][127].
Although various separation and purification techniques for 2,3-BDO have been developed, the separation costs still remain high. Miana et al. evaluated the process by using 2,3-BDO as a platform chemical for the direct production of methyl ethyl ketone in the fermentation broth without the separation and purification of 2,3-BDO. The results demonstrated that the process is economically feasible since the bio-based MEK minimum selling price was close to the market price of petroleum-derived MEK (1.8 USD/kg)
[64][136].
5. Derivatives of 2,3-Butanediol and Their Applications
5.1. Applications of 2,3-Butanediol
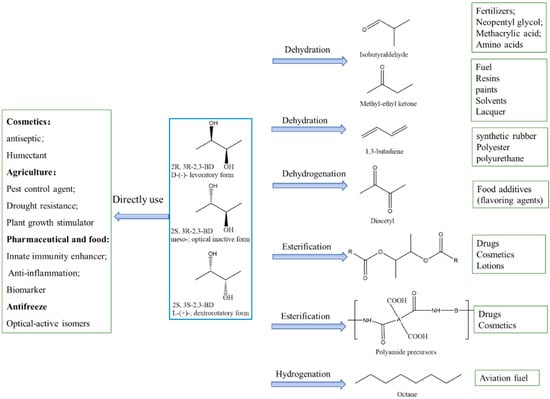
2,3-BDO has wide applications, including direct use or as a platform chemical by further conversion to value-added products (
Figure 3). As a short-chain alcohol, 2,3-BDO is used as an organic solvent in industry because various substances such as fatty acid, fats, cellulose derivatives, and synthetic rubber can be well dissolved. Also, 2,3-BDO can be used as an antioxidant or UV absorber in cosmetic industries, and as an antifreeze in the low-temperature preservation of organs
[65][138]; the L-form of 2,3-BDO, especially, has an extremely low freezing point (−60 °C), giving it great potential as an antifreeze agent. Moreover, it has potent applications in agriculture due to its antibacterial properties and growth-promoting effects on plants. Due to the biodegradability of 2,3-BDO, its agricultural potency as a pesticide is worth exploring. 2,3-BDO has been found to induce plant resistance to fungal pathogens. By using 2,3-BDO together with chemical fungicides, the efficacy of fungal disease control can be increased by 9%, thereby diminishing the use of synthetic fungicides
[66][139]. Meso-2,3-BDO can trigger plant immunity to control bacterial wilt in tomato
[67][140]. Moreover, Romano et al. reported that adding 2,3-BDO as a flavor additive to Baijiu improved its taste and led to a more lasting and richer flavor
[68][141]. It also can be applied to fumigants, humidifiers, softeners, plasticizers, inks, coatings, cleaning lotions for electronics, and drug carriers
[69][7]. Polyamide precursors of 2,3-BDO are widely utilized in drugs, cosmetics, and lotions owing to its lack of toxicity or skin irritation. Based on the supporting features of 2,3-BDO as a feasible substance in personal care products and cosmetics, it has been approved by the International Nomenclature of Cosmetic Ingredients
[70][142].
Figure 3.
Applications of 2,3-butanediol and its derivatives.
1,3-butadiene, which is an important precursor for synthetic rubber and plastic manufacturing, can be derived from the dehydration of 2,3-BDO. Acetoin obtained from 2,3-BDO oxidation is a commonly used food flavoring in dairy products, as is the diacetyl that is generated by further dehydrogenation. Diacetyl finds broad applications in the food industry as a flavoring agent due to its characteristic buttery aroma
[71][143]. 2,3-BDO can be used as a precursor for the synthesis of polybutylene, terephthalate, γ-butyrolactone, and polyurethane. Polyurethane, especially, has broad applications because of its excellent properties. Butane-2,3-diyl diacetate, which can be synthesized from 2,3-BDO and acetic acid, is the key aroma component in common fruit such as banana and casaba, and it can be added as an additive to improve the creamy flavor in many kinds of food.
5.2. Applications in Biofuel Production and Fuel Additives
The issues of global warming and fossil resource depletion have undoubtedly led to renewed interest in biofuels, which refer to liquid, gas, and solid fuels that are predominantly derived from biomass. As a biomass-derived chemical, 2,3-BDO also shows great promise for the production of biofuels or fuel additives. The heat value of 2,3-BDO is up to 27,198 J/g, being close to that of ethanol (29,005 J/g) and significantly higher than that of methanol (22,081 J/g), raising the possibility for it to be used directly as a fuel additive
[18][22]. The combined heating value of an equimolar mixture of 2,3-BDO and ethanol is 27,660 J/g. In addition, 2,3-BDO can serve as an “octane booster” for petrol owing to its high anti-knock index
[11][8]. It is noteworthy that a 99% purity of 2,3-BDO needs to be achieved for its use as a fuel.
Methyl ethyl ketone (MEK) is an important derivative from the 2,3-BDO dehydration reaction, which is conventionally produced using C4 raffinates. Currently, MEK is produced by a two-step process that includes the hydration of butylene to produce secondary butyl alcohol and the dehydration of secondary butanol to MEK in succession, which requires high energy consumption and poses the risk of serious equipment corrosion. MEK is a valuable industrial solvent, especially in paintings, coatings, resins, and lacquers. Also, MEK is identified as a more potent fuel additive compared with ethanol due to its higher heat combustion (2444.3 kJ/mol and 1366.9 kJ/mol, respectively)
[72][144], lower hydrocarbon emissions, lower oil dilution, and better cold-start properties
[73][145].
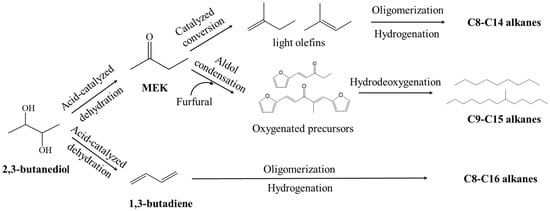
The production of biofuels such as hydrocarbon fuels (bio-jet fuels) from 2,3-BDO is also possible, although only a few relevant research studies have been reported. Typically, there are three routes for converting 2,3-BDO into bio-jet fuels, as shown in the following mechanisms in
Figure 4. 2,3-BDO can be converted to MEK by acid-catalyzed dehydration, followed by catalyzed conversion to form light olefins that are further converted to alkanes by oligomerization and hydrogenation
[74][151]. Affandy et al.
[75][152] developed a new technique for producing a bio-jet fuel blendstock candidate directly from the 2,3-BDO fermentation broth. The catalytic steps included (1) MEK derivation from the dehydration of 2,3-BDO over AlPO
4; (2) the derivation of olefins from MEK over Zn
1Zr
10O
x; (3) the oligomerization of olefins over a zeolite beta; and (4) hydrogenation over platinum/carbon catalysts. The final product mainly comprises isoalkanes, n-alkanes, and cycloalkanes at 31.7 wt%, 24.5 wt%, and 29.6 wt%, respectively. MEK also can be converted to oxygenated precursors followed by hydrodeoxygenation to obtain hydrocarbon bio-jet fuels. As reported by Cui et al.
[76][153], a novel process was developed for the production of bio-jet fuel from biomass-derived furfural and MEK by an aldol reaction under alkaline conditions to extend the carbon chain. By changing the reaction conditions, including the type of solvent, the molar ratio between furfural and MEK, the loading of alkali, and temperature, the selectivity of the C9 and C15 oxygenated precursors could be easily adjusted. Hydrocarbon fuels were produced from hydrodeoxygenation of the precursors, with C1–C4, C5–C8, and C9–C14 alkane product yields of 15.4%, 7.9%, and 73%, respectively.
Figure 4.
Possible technical routes for the production of bio-jet fuels from 2,3-BDO.
Another way to convert 2,3-BDO into hydrocarbon fuels is via 1,3-butadiene, which is usually achieved by the vapor-phase catalytic dehydration of 2,3-BDO over metal oxide catalysts such as Sc
2O
3, γ-Al
2O
3, SiWO, and Y
2Zr
2O
7 [77][154]. Liu et al. reported that 2,3-BDO was directly dehydrated to produce 1,3-butadiene by using alumina as the catalyst. Using only trace amounts of catalyst with a high flow rate in a fixed-bed reactor, the conversion of 2,3-BDO could be achieved at 12% with 60% 1,3-butadiene selectivity at 380 °C
[78][155]. Oligomerization of 1,3-butadiene could efficiently extend the carbon-chain length required for liquid biofuels. Then, the oligomerization of butadiene could be catalyzed by palladium, obtaining mixtures of E-1-acetoxy-2,7-octadiene, 3-acetoxy-1,7-octadiene, E-1,3,7-octadiene, E-1-acetoxy-2-butene, and 3-acetoxybutene at 100 °C
[79][156]. Further hydrogenation of the oligomerization products resulted in the formation of C8–C16 alkanes. However, it should be noted that these processes are still too expensive to be economically feasible. This is because platform chemicals, for instance, MEK, furfural and 1,3-butadiene, are even more expensive than jet fuels. Moreover, a large amount of H
2 would be consumed in the hydrogenation or hydrodeoxygenation process, and the price of H
2 is still too high for it to be used in the production of biofuels. However, these processes can provide future technologies for hydrocarbon fuel production from renewable biomass.