1. Introduction
Polymer composite materials have found wide application in various industries [
1,
2,
317]. This was made possible by extensive studies conducted over the last years [
3,
4]. The popularity of composite materials results from their properties, such as high specific strength and stiffness [
5,
6,
7,
8]; improved durability [
9,
10]; high fatigue [
11,
12], chemical [
13,
14], and corrosion resistance [
15,
16,
17]; and ease of transportation and assembly [
18,
19,
20] of composite structures. Composite materials are produced by various processes, e.g., autoclave molding, resin transfer molding, compression molding, filament winding, 3D printing [
318], and pultrusion [
21,
22]. Pultrusion is a process where a pack of reinforcement fibers impregnated by resin is pulled through a heated die block, where the polymerization process takes place [
23]. This method allows fabrication of products having constant cross-section [
24,
25]. The advantages of pultrusion over other composite manufacturing processes are its high production rate of up to 5 m/min [
1], higher efficiency [
3,
26,
27,
275] and low costs [
28,
29] of production, and the ability to produce profiles of virtually indefinite length [
30]. There are thermoplastic and thermoset matrix-based composites [
31,
32]. Thermosets are nonmelting polymers obtained during chemical reaction (polymerization) between a resin and a hardener, while thermoplastic composites can change their state and melt under heating. Fiber reinforcement is impregnated by hot melt thermoplastic polymer; then, after cooling, the part is ready for use. Compared to thermosetting composites, thermoplastic composites have higher impact toughness [
33,
34,
35,
36], are faster to produce [
37,
38], have higher service temperatures [
39], can be joined by welding [
40,
41,
42,
43], have less environmental impact [
44,
45,
46], and can be recycled [
47,
48,
49,
50]; their source materials have virtually unlimited shelf life [
51,
52,
53,
54,
55,
56,
57]. Pultruded thermoplastic profiles are used in various structures and sectors, such as vehicles [
58,
59,
60,
61,
62,
63] and aircrafts construction [
64,
65,
66], aerospace [
67,
68,
69] and civil engineering [
70,
71,
72,
73], energy systems [
74], restoration of deteriorated structures [
75], marine applications [
76,
77,
78,
79], oil and gas industries [
80], electromagnetic interference shielding elements [
81,
82], window profiles [
83], pipes [
84,
85], rebars [
86,
87] and rods [
88,
89,
90,
91].
2. Thermoplastic Pultrusion and Process Parameters
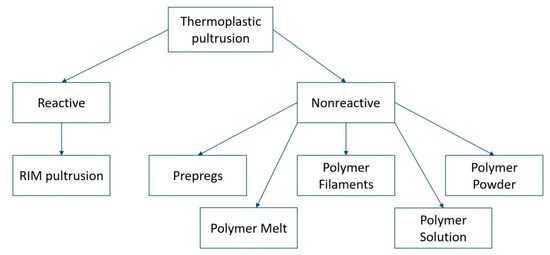
Luisier et al. were the first to propose the classification of thermoplastic pultrusion processes in two groups [
93]. The first is nonreactive thermoplastic pultrusion where the process is based on the already polymerized materials, as opposed to the second one—reactive thermoplastic pultrusion where thermoplastic is polymerized during chemical reaction between thermoplastic resin and catalyst/activator, with simultaneous impregnation of fiber reinforcement () [
93].
Figure 1. Thermoplastic pultrusion types.
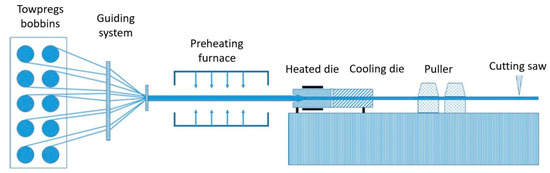
A nonreactive pultrusion machine for thermoplastic composites consists of towpregs bobbins, guiding system, preheating chamber (preheater), heated forming die, cooling die, puller, and a cutting saw () [
30]. Pretreated fibers, blended intimately with thermoplastics at the filament level at certain ratio, are fed into the guiding system in order to prevent their entanglement and to distribute fibers over the whole section of the profile. Collimated fibers are then fed into a preheater and heated to a temperature above the melting point of the thermoplastic in order to reduce the time the reinforcement stays in the heated die block and to ensure uniform impregnation of reinforcement. Various types of heating systems can be used in the process, such as convective [
94], infrared [
95,
96,
97], contact [
98], and microwave [
99]. In practice, contact heating systems demonstrate higher efficiency, as compared to convective ones [
94]. After exiting the preheating chamber, uniformly heated material enters the heated die block where the melting of thermoplastic takes place and the profile assumes its final shape. In order to accelerate the consolidation of the polymer, the formed profile is fed into the cooling die where it is cooled to the near-ambient temperature. At the last stage the profile is cut to the required lengths with a flying saw [
100].
Figure 2. Schematic diagram of the nonreactive thermoplastic pultrusion line.
Nonreactive pultrusion machines can also incorporate braiding appliances [
101,
102]. Bechtold et al. [
94] have successfully combined pultrusion and braiding, producing the profile with additional external reinforcement. The Daimler AG company has investigated and patented the braided pultrusion machine allowing fabrication of hollow profiles [
103,
104,
105,
106,
107]. Memon and Nakai [
108] used the combination of pultrusion and braiding to fabricate pipes reinforced with jute fiber. They tested various pulling speeds, temperatures, and pulling forces, and also investigated the influence of braiding parameters such as the braiding angle, the gap between braiding yarns, and the filling ratio.
From the industrial point of view, it is worth noting the knowledge that was developed in the leading countries with patents on thermoplastic pultrusion: USA, China, Germany, and France. Engineers developed various techniques to control the tension of the filaments [
109,
110], the pressure in the die [
111,
112], and the size of the die cavity [
113,
114]. Different techniques of fiber impregnation [
115,
116,
117,
118,
119,
120] and material feeding, such as sheet feeding of fibers and thermoplastics [
121] and individual fiber feeding [
122,
123], were developed. Pultrusion is normally used to create profiles of constant cross-section; however, engineers from Boeing and the Phillips Petroleum Company modified the mechanics of the process, making it possible to produce profiles of variable cross-section, either by using multiple dies [
124,
125] or by modifying the die system [
126,
127,
128,
129,
130].
The combination of pultrusion and reaction injection molding (RIM) resulted in development of the RIM pultrusion (reactive pultrusion) process similar to the combination of thermoset pultrusion and injection molding [
131,
132,
133,
134,
135,
136], patented by Industrial Technology Research Institute in 1993 [
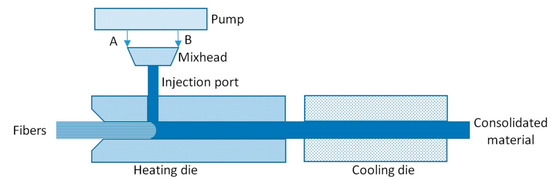
137]. The main difference between the reactive and nonreactive pultrusion processes is the design of the heated die block. In the reactive pultrusion process, preheated unimpregnated fiber is fed into the heated die block where fiber impregnation and polymerization of matrix take place (in situ polymerization), and the polymerized matrix has properties of thermoplastic melt [
40]. The following polymers are typically used in the RIM pultrusion: polycarbonates (PC), polyesters (PE), polyurethanes (PU), polymethylmethacrylates (PMMA), and polyamides (PA) (in particular, PA-6 synthesized from ε-caprolactam (ε-CL) monomer) [
138]. shows a schematic illustration of the RIM pultrusion die block [
139].
Figure 3. Scheme of the reaction injection molding (RIM) pultrusion die block.
The important advantage of reactive pultrusion lies in the low viscosity of thermoplastic resin solution as opposed to thermoplastic polymers, which improves and accelerates impregnation and, in turn, increases production rate. The important factor is the rate of polymerization, as it can take 1 to 60 min for polymerization to complete, depending on the temperature and monomer-to-activator ratio [
140,
141,
142].
2.1. Preheater Temperature
The aim of a preheating system analysis is to find the optimum temperature that would allow maximum increase in production rate without compromising the performance of the profiles produced. Increase in pulling speed reduces the time a material stays in the preheating chamber and, thus, requires the use of more efficient heating techniques. The optimum preheater temperature is assumed to be close to the melting temperature of a thermoplastic, in spite of the fact that high preheating temperature reduces the viscosity and drag while reducing the probability of fiber breakage [
143]. On the other hand, preheating temperature that exceeds the thermoplastic melting temperature may cause the partial loss of material and increased void content, especially when using contact preheaters. In addition, high preheat temperatures result in the higher surface roughness of a product [
95].
2.2. Temperature and Geometry of the Heated Die
The main component of the nonreactive pultrusion machine is the heated die block. The purpose of the die block is to melt the matrix, to impregnate fibers, and to impart a shape to the composite. The increase in temperature lowers the viscosity of the matrix, and increases pressure due to the thermal expansion, thus improving the impregnation of fibers [
98]. However, the maximum temperature is limited by the temperature of thermal degradation of polymers [
148], which, if exceeded, can result in polymer burn-out and rejected products. High pressure and temperature may cause the fracture of reinforcing fibers. Also, low viscosity in combination with low pulling speed and high pressure may force the matrix to move backward and accumulate at the entrance of the heated die [
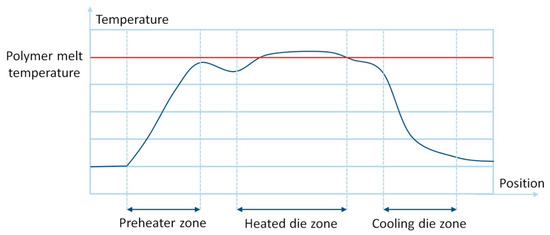
98]. To control the process of pultrusion, manufacturers equip the heated die block with thermocouples, pressure gauges, and electrical heaters [
147]. shows the typical distribution of temperatures during the pultrusion process [
149].
Figure 4. Typical distribution of temperatures inside the pultrusion machine.
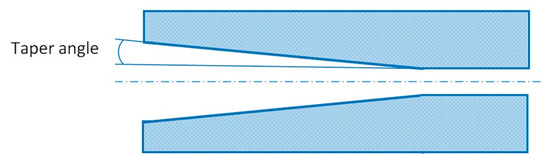
Another important parameter affecting the impregnation of fibers is the geometry of the heated die block [
149], the inner part of which has a tapered section linearly narrowing to the die exit () [
155,
156]. Near the exit of the die block, the cross-section becomes constant and assumes the geometry corresponding to the desired shape of a composite [
157]. The tapered section of the die block is described by the angle of taper that affects the pressure and backward motion of the thermoplastic melt. In order to minimize friction between a composite and internal surfaces of the die block, and to reduce the pulling force, the internal surfaces of the die block are chromium plated [
158]. In addition to the tapered die block designs where the reinforcement pack is shaped and impregnated by way of pressure exerted upon a material by internal surfaces of the die block, there is also a die block design where the thermoplastic melt is forced into fibers by special pins [
97].
Figure 5. Angle of taper of the heated die.
2.3. Heated Die Pressure
The process of fiber impregnation depends on the pressure. Pressure, in turn, depends on the viscosity of a polymer, pulling speed, and the angle of taper [
157]. Pressure in a die block originates from thermal expansion of a polymer inside a tapered die block [
147]. It is very difficult to evaluate the influence of pressure on the quality of a composite experimentally, as high pressure values can only be achieved at high pulling speed that adversely affects the quality of material because of resulting high void content [
147]. Fanucci et al. [
159] manufactured special sensors and studied their application for pressure registration during thermoplastic pultrusion.
2.4. Temperature of a Cooling Die
The profile exiting the die block can lose its shape under external forces due to plasticity of the polymer at high temperatures. To prevent the loss of shape, it is necessary to cool the profile below the glass transition temperature [
147]. As the profile already has the desired shape at the cooling stage, the cooling die has a constant cross-section. In order to achieve a sharp temperature gradient, the distance between the heated and cooling dies is rather small [
157].
2.5. Pulling Speed
The most important pultrusion parameter affecting all other parameters is the pulling speed. The pulling speed determines the time the reinforcement and a polymer stay within the preheater and inside a die block. Impregnation, pressure within the heated die block, pulling force, heating uniformity, and viscosity of thermoplastic melt—all depend on the pulling speed [
98]. It was experimentally established that reduction in flexural strength is associated with increase in a pulling speed [
162,
163]. In addition, the increase in a pulling speed can adversely affect the shear strength and interlaminar shear strength [
162].
2.6. Pulling Force
Pulling force can change depending on the pulling speed, section geometry, taper angle, and viscosity of a polymer. The critical value of pulling speed should be tightly controlled in order to prevent production interruptions and to maintain the integrity of a profile [
169]. As shown by Carlsson and Astrom [
95], the pulling speed is the main factor affecting the pulling force. Astrom [
155] succeeded in establishing the relation between the taper angle and pulling force. At angles exceeding 5°, the pulling force is relatively low; the drastic increase in pulling force is observed with the decrease in the angle of taper. In addition, the increase in the perimeter of a profile cross-section also results in the increased pulling force.
3. Raw materials
Final properties of a material depend both on the quality of manufacturing and on the quality of raw materials. The main problem in thermoplastic composite manufacturing is the need to ensure good impregnation of reinforcing fibers with matrix, as the viscosity of thermoplastic polymers is significantly higher than that of the thermosetting ones, e.g., the average viscosity of thermosetting polymers is 0.03–1 Pa·s [142], as opposed to 500–5000 Pa·s [172] in case of thermoplastic ones. One way to simplify the process of nonreactive thermoplastic pultrusion is the use of prepregs where reinforcing fibers are in the close contact with matrix uniformly distributed over the whole length of a prepreg. When the prepreg enters the die block, thermoplastic polymer contained in the prepreg will melt and impregnate the fibers under pressure.
Several prepreg types for thermoplastic pultrusion are currently available on the market: preconsolidated tapes (Figure 6a), commingled yarns (Figure 6b), and towpregs (Figure 6c) [192,204].
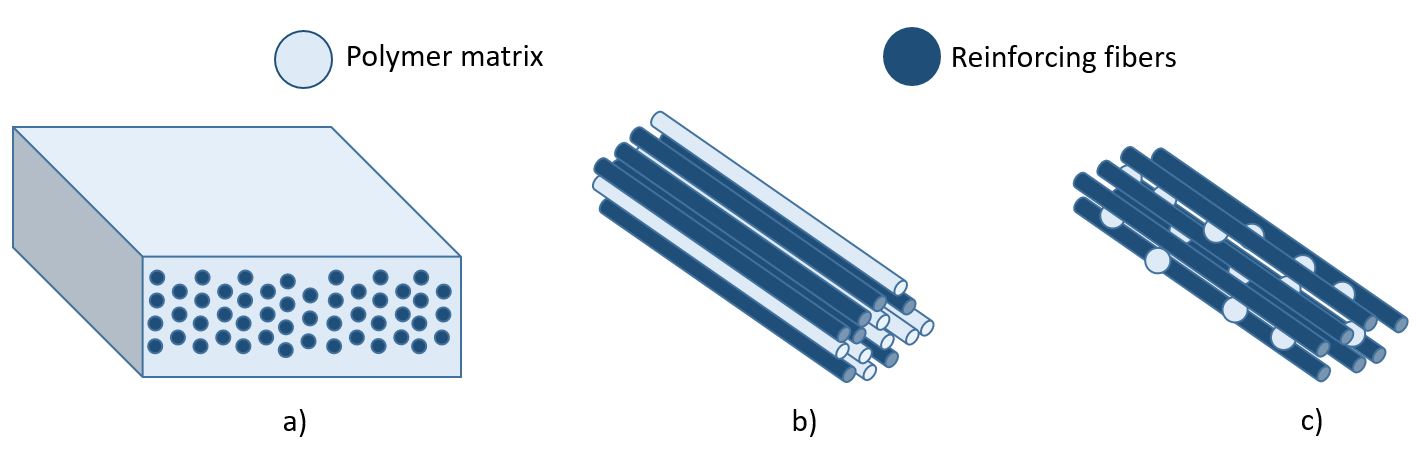
Figure 6. Prepregs schemes: (a) preconsolidated tapes, (b) commingled yarns, and (c) towpregs.
3.1. Preconsolidated Tape
Preconsolidated tape (PCT) consists of reinforcement fibers impregnated with a thermoplastic polymer at a specific volume fraction. The PCT fabrication method is similar to that of pultrusion—hot thermoplastic melt is injected into the heated die block [192]. The material is then cooled and wound onto reels for storage and transport.
Currently, produced PCT can have widths of up to 300 mm and thicknesses of 0.125– 0.500 mm [188]. The most popular PCTs are produced with fiber volume fraction of 60%, at the rate of 20–60 m/min. PCT can be produced in a towpreg production line with the additional heated die installed at the end of the line [194,207].
3.2. Commingled Yarns (CY)
Commingled yarns (CY) are composed of intermingled matrix and reinforcement filaments [208]. One of the ways to manufacture CY is a mixing of fibers during winding with the use of a winding machine [188]. In CY production it is possible to ensure uniform distribution of matrix and reinforcement filaments over the whole length of prepreg while maintaining the desired volume fraction of reinforcing material [99]. Distribution of filaments plays a very important role, as it affects flexural performance of a composite, its specific weight, and fiber volume fraction in a composite. There are four types of mixed fibers prepregs currently available on the market: commingled, cowrapped, corespun, and stretch-broken yarns [172]. The most popular are commingled yarns [209].
3.3. Towpregs
Towpregs fabrication consists in mixing fine-powdered thermoplastic polymer with reinforcing fibers. In dry methods of towpregs fabrication, reinforcing fibers pass through the chamber with powdered polymer and are further fed into the heated chamber where thermoplastic polymer is ultimately joined with reinforcement fibers. In 2000, a pultrusion head for producing towpregs materials was patented at the University of Minho [214]. By convention, towpreg machines consist of five components: fiber creel, guiding system, powder feeder, heating chamber, and winding mechanism [192]. The powder feeder can utilize various powder agitation systems, such as pneumatic [194], vibration [192], and electrostatic [188]. To handle the problem of high viscosity of thermoplastic melts, the alternative method of wet fabrication can be applied, where a solution of thermoplastic polymer in a solvent is used for impregnation. Reinforcement fibers are impregnated with a solution of thermoplastic polymer and then placed into a heated chamber to evaporate solvent, leaving the neat thermoplastic polymer on fibers. However, as the solvent is quite difficult to remove completely, this can result in increased porosity of the finished composite [188].
4. Durability of Thermoplastic Pultruded Materials
Under microorganism actions, the molecular structure of a polymer can biodegrade and both physical and chemical properties can also change. Polymers can be the source of energy for the microorganisms [224]. The molecular bonds can be destroyed, as well as the composite’s properties. Biodegradation depends on crystallinity, temperature, pH of the environment, humidity, molecular weight of the polymer, various additives with enzymes, and bioorganisms [225]. Not all plastics are biodegradable, only some, such as polyvinyl alcohol (PVA), polycaprolactone (PCL), polyester, polylactide (PLA), polyethylene, nylon, polyhydroxybutyrate (PHB), and polyglycolide (PGA) [226,227]. Some composites are nonsusceptible to the process of biodegradation; thus, starch polymers [228] and fish waste [236] additives are used to accelerate the process. Composite materials based on natural fibers can be of great interest as they fully recycle through biodegradation. Moreover, biocomposites can be recycled in composting conditions [224,233,237]. Reinforcements based on wood [238], aspen [239], flax, hemp, sisal [240], cellulose [241], pineapple leaves [242], and reed [243] are typically applied. Degradation rate depends on the structure of the natural fibers, like the flexural strength of composites based on nonwoven mat decreases more than that of a woven composite [237].
Although the reaction of polymerization in thermoplastics composites is complete, the shelf life of the polymers is virtually unlimited [51, 52]. The degradation of material properties may occur over time due to fatigue loads, temperature exposure, humidity, chemical reactions, radiation, etc. For example, fatigue provokes fiber failure, matrix cracking, interface debonding [244], and decrease in material strength [245]. Polymers behave differently depending on heating conditions and temperatures. Fatigue strength decreases faster at cryogenic temperature comparing with room temperature [246]. Long-term aging of composite material at a temperature below melting causes a change in glass transition temperature and strength [247,248]. During short-term aging, thermoplastic composite is sharply heated to thermal decomposition temperature; thus, rapid decrease in tensile and interlaminar shear strength is observed [249,250]. Apart from debonding and cracks, delamination and fiber failures can occur [251,252]. Freeze and thaw cycles, accompanied by cooling the material below 0 ◦C, lead to loss of flexural strength and Young’s modulus [253].
Water immersion and exposure to humidity affects tensile, compression, and flexural strength [254]. Mechanical properties depend on the temperature of the surrounding medium [254]. Typically, thermoplastic composites are studied in seawater [254,255,256], tap water [257,258], etc. Acid and harsh environments negatively affect the molecular bonds and mechanical characteristics of the polymers [259]. Various gases, such as air, air under pressure, and nitrogen, reduce the strength of composites [260].
5. Thermoplastic pultred composites application
Pultruded thermoplastic profiles effectively combine properties of thermoplastic composites with advantages of pultrusion as a manufacturing process. Offering improved toughness and fire resistance, thermoplastic composites find application in many industries. Pultruded thermoplastic composites have found wide application in aerospace and [67,69] aviation [64,66] engineering. For example, landing gear doors made of thermoplastic composites have lower weight, compared to their aluminum counterparts, are weldable, and can be recycled, as opposed to those made of thermoset composites [68,351]. Thermoplastic composites can be used to manufacture airplane flooring [68], ice protection panels protecting the fuselage [351], various interior elements [351], rivets for fastening [15,65], aircraft wings [68], radomes [68], and flaps [68]. Aside from aviation, thermoplastic composites are widely used in the automotive industry [59,60,62,63]. The thermoforming ability of thermoplastics allows fabrication of various complex shape parts, such as dashboard carriers [61], body structures [61], bumpers [58,61,352], wheel rims [353], and seat structures [61] (commonly produced from long-fiber thermoplastics (LFT) [354]), etc. In civil engineering [70,71], thermoplastic composites are used to manufacture airfoils for wind turbine blades [355], pipes [84,85], rebars [86,87] and rods [88,89], reinforcement for concrete structures [86], window profiles [83], elements of walls [72], flooring [72], exterior siding [72], and roofing systems [72,73]. In addition, composite poles used in powerline-supporting structures for energy grids are often produced by thermoplastic pultrusion [74]. Moreover, pultruded elements can be used in restoration of deteriorated structures and rehabilitation projects [75]. Aside from these applications, there is a demand from the marine [76,77] and oil/gas [80] sectors. In view of product recycling capabilities, thermoplastic pultrusion is the process of choice for production of semiproducts for LFT [357,358] and cork and pellet composites [364,365]. Pultrusion can produce prepregs for constant size LFT with specified length of fibers and precisely maintained fiber volume fraction
 +1 credit
+1 credit