 +1 credit
+1 credit
Video Upload Options
Double-sided lapping is an ultra-precision manufacturing process used for fabricating wafers, thin substrates, metal slice parts, etc. to achieve high surface integrity, flatness and parallelism. It can be divided into double-sided lapping with loose abrasives and fixed abrasives.
1. Introduction
Double-sided lapping, an ultra-precision manufacturing process, is usually adopted for fabricating wafers, thin substrates, metal slice parts, etc. By this way, high flatness, parallelism and surface integrity can be obtained on hard and brittle materials such as silicon, sapphire, glass and so on[1].
Double-sided lapping setup includes upper lapping plate (always floating rather than rigid coupling), lower lapping plate, sun wheel and gear ring. Besides, planetary wheels as the carriers can drive the workpieces rotation and the complex motion is intended to produce homogeneous profiles on both of the surfaces[2]. Moreover, the planetary wheels revolve around sun wheel and the slurry is dropped from the holes on the upper plate while processing. As a result, both of the surfaces can be lapped at the same time, so the two surfaces are similar on profile, residual stress, surface roughness, subsurface defects and so on.
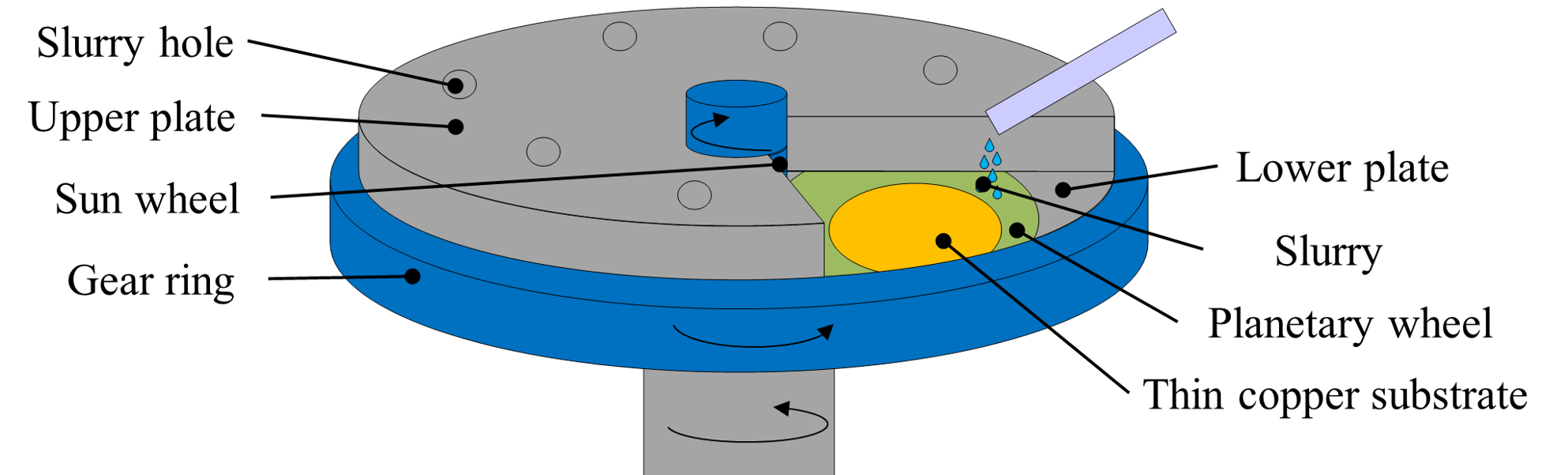 Fig. 1 The schematic diagram of double-sided lapping
Fig. 1 The schematic diagram of double-sided lapping
Double-sided lapping with the relocatable upper plate is different from double-sided grinding with stationary upper plate which the parallelism of workpiece depends on the machine accuracy. Compared with the single-sided lapping, both of the surfaces are machined at the same time with similar removal mechanism and the efficiency doubles by double-sided lapping. In addition, the clamping stress is avoided and machining stress induced on the both surfaces are similar which will cause less deformation during the lapping process.
Double-sided lapping machines are widespread around the world and many specifically companies produce the machines such as Kemet, PR HOFFMA, Engis, SPEEDFAM, Lapmaster Wolters and so on. These machines are usually used to fabricate the optics material such as sapphire substrates, glass and so on. Concretely, the machines can often change the rotation speed independently, and the rotation speed is often lower than 100 rpm. Normally, the substrate sized range from 2 to 30 inches can be fabricated, and the in-situ thickness and flatness measurement are integrated into the machine.
2. Types of Double-sided lapping
Double-sided lapping can be divided into two types by different kinds of abrasives: double-sided lapping with loose abrasives e.g. Al2O3 grits and fixed abrasives e.g. diamond particles[3]. The material removal rate (MRR) can be controlled by using different abrasive particle sizes. Moreover, the finished surface has few scratches and the flatness can be improved sufficiently. Sahab et al.[1] achieved the total thickness variation (TTV) at 2 μm on silicon wafers by double-sided lapping with loose abrasives. Besides, most of the investigations on double-sided lapping with loose abrasives were developed to achieve high MRR and ultra-smooth surface on hard and brittle materials such as sapphire, K9 glass substrates and so on[2][4][5]. However, the abrasives embedded is serious on the soft material surfaces and the slurry with abrasive particles may cause pollution if it is not well recycled.
On the other hand, double-sided lapping with fixed abrasives is often conducted with textured fixed abrasive pads because the texture can avoid the blockage, which makes it available on fabricating the plastic materials. Pan et al.[6] achieved flatness superior to 4 μm PV on thin copper substrates by double-sided lapping with fixed abrasive pad, and the pad blockage was prevented sufficiently. Meanwhile, the texture decides the trajectory uniformity of abrasives on the workpiece surface which is related to the material removal uniformity. In order to remove material uniformly, some investigations were carried out to optimize the textures. In addition, trajectory distribution analysis was carried out to improve the abrasive trajectory uniformity on the surface of hard and brittle material such as SiC, silicon and sapphire[7][8][9]. Thus, high flatness can be obtained by double-sided lapping with fixed abrasives. TTV can achieve 0.5 μm after double-sided lapping with fixed abrasives on silicon wafer [3]. Moreover, double-sided lapping with fixed abrasives can often obtain high MRR, but the scratches on the surface and the defects in the subsurface are inevitable. Besides, de-ionized water is always used as slurry in double-sided lapping with fixed abrasives, which can prevent the pollution efficiently.
References
- Abdul Rahim Mahamad Sahab; Nor Hayati Saad; Amirul Abdul Rashid; Yusoff Noriah; Nassya Mohd Said; Ahmad Faiz Zubair; Ahmed Jaffar; Noriah Yusoff; Saad Nor Hayati; Effect of Double Sided Process Parameters in Lapping Silicon Wafer. Applied Mechanics and Materials 2013, 393, 259-265, 10.4028/www.scientific.net/amm.393.259.
- Barney E Klamecki; Comparison of material removal rate models and experimental results for the double-sided polishing process. Journal of Materials Processing Technology 2001, 109, 248-253, 10.1016/s0924-0136(00)00806-2.
- Lijuan Wang; Zhongwei Hu; Yiqing Yu; Xipeng Xu; Evaluation of Double-Sided Planetary Grinding Using Diamond Wheels for Sapphire Substrates. Crystals 2018, 8, 262, 10.3390/cryst8070262.
- G Wenski; T Altmann; W Winkler; G Heier; G Hölker; Doubleside polishing—a technology mandatory for 300 mm wafer manufacturing. Materials Science in Semiconductor Processing 2002, 5, 375-380, 10.1016/s1369-8001(02)00125-7.
- Toshi Kasai; A kinematic analysis of disk motion in a double sided polisher for chemical mechanical planarization (CMP). Tribology International 2008, 41, 111-118, 10.1016/j.triboint.2007.05.003.
- Bo Pan, Renke Kang, Jiang Guo, Haiyang Fu, Dongxing Du, Jinxing Kong; Precision Fabrication of Thin Copper Substrate by Double-sided Lapping and Chemical Mechanical Polishing. Journal of Manufacturing Processes 2019, 44, 47-54, 10.1016/j.jmapro.2019.05.035.
- Congfu Fang; Zaixing Zhao; Zhongwei Hu; Pattern Optimization for Phyllotactic Fixed Abrasive Pads Based on the Trajectory Method. IEEE Transactions on Semiconductor Manufacturing 2017, 30, 78-85, 10.1109/TSM.2016.2637058.
- Jisheng Pan; Qiusheng Yan; Xipeng Xu; Jiangting Zhu; Zhancheng Wu; Zhenwei Bai; Abrasive Particles Trajectory Analysis and Simulation of Cluster Magnetorheological Effect Plane Polishing. Physics Procedia 2012, 25, 176-184, 10.1016/j.phpro.2012.03.067.
- Congfu Fang; Zaixing Zhao; Longyuan Lu; Yanfen Lin; Influence of fixed abrasive configuration on the polishing process of silicon wafers. The International Journal of Advanced Manufacturing Technology 2016, 88, 575-584, 10.1007/s00170-016-8808-9.

