1. Composites in Musical Instrument Manufacturing
A composite material is a combination of two or more materials with distinctly different chemical or physical characteristics. Together, they create a new material with enhanced properties and characteristics that neither material can provide on its own
[1]. In most composites, one material serves as the matrix, maintaining the shape of the manufacturing and transferring forces to the reinforcement.
The main families of materials are ceramic, organic, and metal. Matrices and reinforcements may be derived from each family, and the creation of a composite material can result from any combination of them. Composites may be categorized based on the matrix or the reinforcement
[2]. The widely used matrix category in boats, cars, airplanes, bicycles, instruments, and others, is the organic matrix, specifically the polymer matrix. The main categories of composite reinforcements
[2], according to their form, are fiber, particle, and structural reinforcement. Reinforcement-oriented characterizations of a composite, such as CFRPs, GFRPs, flex filament, hemp fibers, and others, or matrix-oriented characterizations like fiber-reinforced polyurethane foam (FRUF) and fiber-reinforced epoxy, can generally describe a composite. It is common to define both materials in the description of a composite, especially in the case of a rare combination like carbon-reinforced polyurethane foam (CF/UF). Carbon Fiber (CF) usually has an epoxy resin matrix, and polyester usually has glass fiber reinforcement
[2]. Complex composites, such as “sandwich”, a subcategory of structural reinforced composites
[2], can be created from the combination of composites and other materials. In the literature, studies can be found where violins were made from CFRP
[3][4]. Soundboards were crafted from glass and carbon fiber-reinforced polyurethane foam
[5], as well as from carbon fiber-reinforced synthetic wood
[6]. A drum shell
[7] and a cello
[8][9] were manufactured by carbon fiber-reinforced epoxy (CFRE). Various musical instruments made from CFRE, including violin, viola, cello
[10], guitar, bass, ukulele
[11], snare drum
[12], and piano
[13], are commercially available. Furthermore, in the manufacture of a traditional stringed Greek bouzouki
[14], CFRE on the top and bottom skin, with a core of polyurethane foam in between was considered. The variety of composites is endless and therefore this research gradually focusses on the most used in the musical instrument manufacturing, such as fiber-reinforced polymer matrices.
The main form of fiber reinforcements consists of plain fibers without any weave. The most common form of reinforcement in fiber-reinforced composites is fabric, which is created from these fibers. Non-woven fabrics
[15] consist of layers of fibers usually sewn with an elastic thin thread in a specific direction, such as unidirectional (UD), biaxial, quadraxial, etc. Woven fabrics
[16] can be plain, twill, or more complex in their weave pattern. Polymer matrices are divided into two main categories: thermosets and thermoplastics. Thermoplastics typically undergo numerous state transition cycles (solid to liquid) through warming, with this process having a limited impact on their mechanical properties. Thermoplastics find extensive use in mass-produced items; however, their application as a composite matrix in instrument making is limited
[17]. In contrast, thermoset matrices solidify during a curing process and cannot be liquefied again. The curing cycle defines the glass transition temperature, Tg, of a thermoset matrix, representing the temperature at which it remains in a solid state without undergoing plastic deformation while retaining its mechanical properties. Thermoset matrices generally exhibit superior mechanical properties compared to thermoplastics. In the realm of instrument making, many instruments described in the literature are manufactured using thermoset polymers, such as epoxy resin
[7][8][9]. The manufacturing process for musical instruments made from fiber-reinforced thermoset polymer matrix materials typically initiates with mold preparation
[18][19][20][21]. A mold is commonly made from aluminum alloys, and frequently manufactured using automated CNC machines
[14][19][22]. Another common approach used in instrument making is the use of composite molds
[8].
Basic types of manufacturing processes for musical instruments are open and closed molding. Open molding produces objects with an exposed surface, such as the soundboard of a stringed instrument
[22]. On the other hand, closed molding produces objects with a closed surface in at least one direction (of the surface), as seen in the manufacturing of instruments like drums
[7][20]. The means of manufacturing and the lay-up process determine the design of the mold. Lay-up
[23] is the manufacturing process of a composite product on a mold, typically performed layer by layer on the mold’s surface by reinforcement fabrics. Several crucial parameters influence the lay-up process, including the type, the direction and inclination of fabrics and the chosen types, the area and the sequence covered by each layer. The choice of these parameters determines the mechanical properties of the lay-up. For instance, a specimen with a lay-up of UD0/twill/twill/UD0 may exhibit a significantly different bending behavior in the zero-degree direction compared to a lay-up of twill/UD0/UD0/twill. In the former, the UD is in the tensioning–compressing sides, while in the latter, it is closer to the bending neutral line.
Hand lay-up is a common method in polyester parts, which lacks a debulking process but involves a hand roller to press the layers onto the mold surface, and ultimately yields suboptimal mechanical properties in the final product. The matrix impregnation is a pivotal factor in the manufacturing process of musical instruments, which achieves high quality results when prepreg materials are facilitated. Prepregs consist of reinforcement fabrics pre-impregnated with the matrix, remaining in a non-cured state. They find extensive usage in instruments manufacturing
[7][19][22][24][25]. The vacuum-assisted resin transfer molding (infusion or VARTM, a subcategory of RTM)
[3][8][14], stands out as the second-best process for producing high-quality composite objects. Both prepreg and VARTM processes necessitate the use of vacuum bags for pressing the lamination onto the mold surfaces. The use of a vacuum bag in the lay-up process consistently results in parts with a favorable reinforcement-to-fabric ratio, while the trapped air in the layers is removed. In thermoplastic matrices the most common way of matrix infusion is the injection of the matrix on a closed mold. The easiest process of resin infusion is the manual deposition of it in the lamination, while the curing method for thermoset matrices is crucial. Some resins cure at room temperature, but high-quality resins often require specific cure cycles in ovens with specific rates of temperature rise and cooling
[14][19]. Autoclaves
[4][7][25] represent the most advanced version of ovens, providing controlled temperature and pressure conditions for an optimized curing process. Machining, joining, and shearing–forming follow for the manufacturing of every part and the assemble of the final instrument is completed.
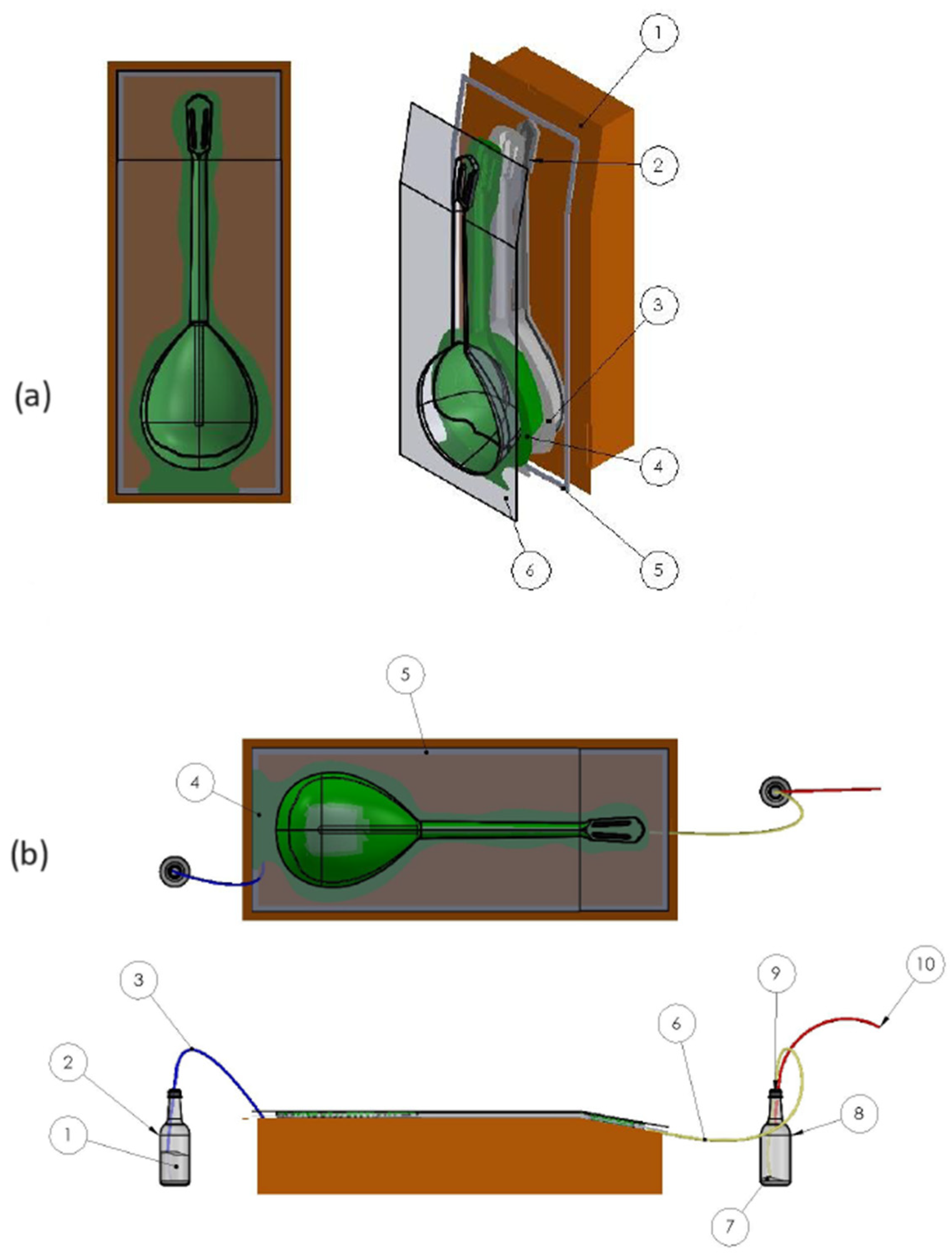
Figure 1 shows the lamination and VARTM processes during the manufacturing of a Greek bouzouki.
Figure 1. Manufacturing of a Greek bouzouki. (a) Lamination process: 1. Mold 2. Final composite lamination 3. Peel ply, expendable detachable fabric that helps to separate the cured composite from the other expendables 4. Green flow, net that helps the air to escape and the resin to infuse the lamination 5. Sealing tape 6. Vacuum bag. (b) VARTM process: 1. Resin, 2. Vessel that contains resin 3. Suction tube 4. Complete lamination with expendable materials 5. Sealing tape 6. Overflow resin tube 7. Excess resin 8. Resin trap 9. Sealing tap 10. Vacuum generator tube.
Representative research works in the literature highlight the variety, the advantages, and the machinability of composites, especially when used in musical instrument manufacturing. Ono et al.
[6] proposed that carbon fiber-reinforced polyurethane foam (Uf) could serve as a viable replacement for spruce soundboards, contingent upon factors such as the direction of the UD carbon fiber layers, their lay-up stacking sequence, and the volume fraction of fibers to matrix. The manufacture of specimens with different lay-up procedures was described and a completed acoustic guitar with a soundboard made from carbon fiber-reinforced polyurethane foam was presented. The lay-up procedure and lamination stack were described as a symmetric lay-up of [0/90/Uf]s, where the 0 direction corresponds to the grain and the 90 is the cross direction. Acet et al.
[26] manufactured a Turkish folk violin, Kemane, using glass fiber and carbon fiber composites with polyester resin, as an alternative to the traditional gourd manufacturing. Ibáñez-Arnal et al.
[7] produced a drum shell using a carbon fiber-reinforced epoxy composite laminate. The shell, crafted with an autoclave method, involved the laying of three or more collinear plies. The autoclave process was crucial for eliminating voids generated during the curing process. The drum shell was manufactured using a GFRE mold with an epoxy-based coating finish. Damodaran et al.
[20] produced the composite shell for an Indian drum using a sandwich structure. The drum shell consisted of a carbon fiber/epoxy face sheet and a balsa core to which the drumhead was attached. The shell structure was crafted through a combination of wet lay-up and vacuum molding techniques.
Brezas et al.
[14] described the manufacturing process of a carbon fiber bouzouki based on a 3D scan of a wooden bouzouki. They developed a 3D CAD surface model of the musical instrument using the point cloud generated by the 3D scan. The molds for each carbon fiber part were then manufactured by CNC machines based on the G-codes produced by CAM programs. These molds played a crucial role in creating the carbon fiber bouzouki parts, from which the final musical instrument was assembled. The carbon fiber parts underwent proper machining and surface finishing to ensure a precise fit and ease of proper assembly through gluing. The fabrication of carbon fiber fabric parts employed a vacuum-assisted resin transfer (infusion) process, involving specific temperature control and duration. The chosen raw fabrics included (a) 200 g/m
2 Twill, that reinforces the composite in two directions, and (b) 300 g/m
2 UD—providing strength in only one direction to the composite. Three corresponding top plates with slightly varying characteristics were manufactured, resulting in the assembly of three carbon fiber instruments (C01, C02, and C03). The manufacturing of the three top plates involved the use of Twill and UD carbon fiber layers in varying sequences and fiber directions. For comparison purposes, the bridge, and the supporting bars of the soundboard of C01 were made from spruce wood, following the manufacturing of the wooden bouzouki. In contrast, the bars of C02 and C03 were manufactured using UD carbon fibers as local reinforcement layers.
Figure 2 shows a finalized carbon bouzouki.
Figure 2. Finalized carbon bouzouki. Reproduced under a Creative Commons Attribution 4.0 International License
[14]. Copyright 2023, MDPI.
Duerinck et al.
[3] designed and built six composite violins with top plates from different materials. They conducted two experiments with these instruments to examine how experienced listeners judged the timbre across a broad spectrum of possible qualities. The objective was to construct identically all violins except for the top plate, which was made from different materials. To achieve this goal, all prototype violins were crafted by the same luthier. For the back, sides, and neck, a CFRP produced by the VARTM was chosen, offering a quick and reliable way to produce these components in one piece. The soundboards were made from a selection of four composite materials and spruce, added as a reference material. The materials used for the creation of fiber-reinforced composite with the VARTM method included UDFlax: unidirectional flax fiber-reinforced polymer, UDC: unidirectional carbon fiber-reinforced polymer, TwillC: laminate of twill-woven and unidirectional carbon fiber-reinforced polymer, Sandwich: sandwich structure consisting of CFRP skin and an aramid honeycomb core. The TwillC violin was produced twice to check the consistency of the influence of the material and production methods on the sound of the violin. Altogether, these six prototypes exhibited a variety of material properties, including higher damping (UDFlax), different degrees of anisotropy (TwillC and UDC), and a low-weight soundboard (Sandwich). The violin with a soundboard from spruce served as a benchmark material. The reference spruce soundboard was carved by a luthier using templates that matched the arching of the composite plates. The soundboards were given a simplified sound hole design and fitted with a conventional spruce bass bar of high quality. The instruments were then assembled with a bridge, spruce soundpost, Wittner tailpiece, chinrest, fine-tune pegs, and strings.
Notable manufacturing processes and tooling were showcased by Phillips et al.
[19]. They developed a flax-reinforced sandwich structure, designed to replace wood in the top plates of string musical instruments, particularly focusing on the ukulele. The mechanical properties of Sitka spruce served as a benchmark during the development of new materials. For the manufacturing process, a lay-up method with a two-part closed mold and an internal pressure bladder was employed, producing six prototype monocoque ukuleles. This monocoque design involved creating a single-piece composite object without joining methods, cured entirely in the same cycle. The study specifically considered flax, utilizing unidirectional (FUD-180) and woven (FFA-200) flax prepregs with fiber areal densities of 180 and 172 g/m
2, respectively. Balsa was selected for its low damping properties in a carbon fiber/balsa sandwich structure. The mold, consisting of two nested aluminum plates, was intentionally not sealed to allow resin bleeding during the process. Due to tooling costs, the focus was on developing a manufacturing process applicable to small musical instruments that could be adapted to string instruments of any size. A 3D CAD model, based on ukulele dimensions developed over the years, was created. Considerations for molding included incorporating three-degree draft angles in the vertical sides of the instrument. The two-part closed mold, featuring an internal pressure bladder (mandrel) and a foam core, was designed and CNC-machined out of aluminum 6061. The final step involved sanding and polishing to achieve a refined surface finish. In the development of the pressure bladder, experiments were conducted with both silicone and latex bladders, with the latter proving to be more durable and flexible. A total of six parts were manufactured, and improvements were made to the lay-up process along the way. The preforms were initially based on flat pattern features of the CAD model and were later adjusted to overlap and produce a hollow monocoque composite structure.
2. Three-Dimensional Printing in Musical Instrument Manufacturing
Three-dimensional printing technology, as an additive manufacturing process, revolutionizes traditional manufacturing processes by building three-dimensional objects layer by layer from digital models
[27][28], allowing for the creation of intricate and complex structures with a high degree of precision. From rapid prototyping to custom manufacturing, 3D printing finds applications across various industries, offering efficiency, cost-effectiveness, and the ability to produce unique designs that may be challenging with conventional processes. The 3D printing process typically involves three fundamental steps. Firstly, a digital model of the physical object is created, by 3D scanning or conventional measurements and design methods, within a Computer-Aided Design (CAD)
[29][30] system. The developed digital model serves as the blueprint for the 3D printer to follow. The model is sliced to thin layers, using horizontal cross-sectioning with the help of CAD slicing/editing software features. Each of the generated layers represents a cross-section of the final object and dictates the printing pathway layer by layer. The 3D printer deposits or solidifies the chosen material, whether it is plastic, metal, resin, or another substance, to build up the object following the pathway layer by layer, while manual modifications may be required, depending on the complexity of the printed part.
Over time, various 3D printing techniques have evolved
[28][31], including Stereolithography (SLA), Selective Laser Sintering (SLS), Fused Deposition Modelling (FDM), Fused Filament Fabrication (FFF), and DLS (Digital Light Synthesis). SLA, the most common resin 3D printing process, constructs objects in a vat of liquid polymer. The liquid resin material is solidified into plastic as a computer-controlled laser beam follows a designated trajectory, heating the polymer. Gradually, the object is constructed layer by layer. SLS builds objects using the powder bed fusion process. In this process, a thin layer of powdered polymer is deposited onto the building platform. A laser or UV light fuses together all particles within the area of the first cross-section. After a layer is created, the platform is lowered, and the process is repeated, producing the object layer by layer. FDM is the most widely used process. It utilizes a thermoplastic filament heated to its melting point by a light source
[32][33][34]. In DLS, mixed ultraviolet light and oxygen are used to continuously grow 3D parts from a small vat of liquid resin. The material cures during the printing process, resulting in a rigid polyurethane object. The claimed printing time is 25–100 times faster than traditional printers
[34].
The materials used in 3D printing are thermoplastic filaments, such as polylactic acid (PLA), polymer powders (usually polyamide), polymer filaments (Polyethylene Terephthalate, PET), photopolymer powders, metal powders and others
[35]. A significant challenge in the manufacture of 3D-printed musical instruments lies in the complexity of fabricating such intricate designs. This process demands advanced manufacturing skills and specific tools, typically available only in specialized workshops operated by highly trained craftsmen
[36]. In the musical instrument industry, the quality of 3D-printed parts is determined by the mechanical and acoustic standards, set by the manufacturer
[37]. While it is feasible to quantitatively measure sound in terms of frequencies, amplitudes, harmonic content, and more, the qualitative assessment of these sounds poses challenges. Subjectivity comes into play when involving human players and listeners, making it challenging to provide an objective evaluation
[37][38].
Despite the difficulties, research on additively manufactured musical instruments has advanced, with a predominant emphasis on wind instruments and, to a lesser extent, string and percussion instruments. Research predominantly focuses on wind instruments due to the costliness associated with their traditional manufacturing methods. The rationale behind this emphasis lies in the fact that the material of a wind instrument has a comparatively lesser impact on the produced sound when contrasted with strings or percussion instruments, as indicated in former studies
[36][37][38][39][40].
Guitars
[37][41][42], violins
[35][37][42], flutes
[38][40][42], claves
[43], drums
[37], whistles
[37], and mouthpieces for wind instruments
[28] have all been successfully 3D-printed, with their sound effectively compared to traditionally crafted counterparts. Research in this field extends beyond classical instruments to encompass traditional and even lost musical instruments, either replicated based on descriptions or existing parts. Notably, traditional instruments like the Hawaiian ukulele
[36], Greek anakari
[39], Japanese shakuhachi
[36], and many others were successfully reproduced through 3D printing, producing sounds remarkably like conventionally constructed counterparts. Additionally, efforts were made to revive lost instruments, such as the cornet
[30], and to create entirely new ones, like slide pipes
[36] (whistle-like instruments), which were 3D-printed and featured in various concerts.
In addition to 3D-printed polymers, the potential application of 3D-printed bio-inspired composites has also attracted interest from scientists. Nacre and chitin, among other materials, stand out as promising candidates for bio-inspired composites due to various noteworthy properties they exhibit. De Maio et al.
[44] conducted a study on 3D-printed nacre, incorporating hollow platelets to achieve good sound absorption, lightweight properties, and mechanical performance. The composite demonstrates a combination of properties, which resemble cellular materials, and the ability to dissipate energy. By extending their previous work, De Maio et al.
[45], studied the influence of parameters such as geometry, on the attenuation properties of nacre. The wave attenuation properties were also the topic of the study of Lu et al.
[46]. Consequently, nacre can be described as a non-brittle ceramic, due to its high strength and high roughness
[47]. This enables the use of nacre 3D-printed bio-composites to the crafting of idiophones or parts of other musical instruments.
3D printing technology has profound impacts on the musical industry. It enables the customization of musical instruments, fostering innovation in design and even giving rise to entirely new instruments. Moreover, the potential for mass production using 3D printing has the capacity to enhance accessibility and affordability of musical instruments. Additionally, this technology is instrumental in rapid prototyping and the faithful replication of vintage or rare instruments, contributing to the preservation of musical heritage
[36][37][39][48].
3. Metamaterials in Musical Instrument Manufacturing
Metamaterials, designed to exhibit unique acoustic properties, not found in nature, often display distinctive transmission spectra influenced by their specific geometric and material configurations. Analysis of the recorded acoustic signal provides information about acoustic band gaps, resonance frequencies, and other key features contributing to the metamaterial’s ability to manipulate and control sound propagation. In the literature a comprehensive definition of acoustic metamaterials hinges on the concept of utilizing purposefully designed internal structures, as opposed to inherent material properties, for the manipulation and control of acoustic fields and waves within fluids
[49]. Mechanical metamaterials constitute another subset of architected materials, characterized by unparalleled mechanical properties or functionalities. Comparable to acoustic metamaterials, these distinctive attributes arise from the synergistic interaction between the deliberate design of their 2D or 3D (micro)architectures and the materials they are composed of
[49].
The incorporation of metamaterials in musical instruments offers the potential to significantly alter the instrument’s sound. Modifying existing instrument geometries introduces additional band gaps in their spectrum, and the strategic utilization of multiple such band gaps allows for the intentional shaping of a designed sound. In the literature, metamaterial structures have been made by attaching a ring of masses on a drum membrane
[50], leading to a cloaking behavior of vibrations from within the ring into the area outside the ring and vice versa. In a similar study
[51], tubes and bars attached to a plain PLA plate resonated at discrete frequencies. The vibrations in the bars were damped due to internal damping, leading to bandgaps in the radiation spectrum of the entire plate occurring at these discrete bar frequencies. To generate metamaterial structures on the top plate of a guitar
[52], the soundboard underwent modifications by incorporating a pattern of elliptical holes on the underside. Two types of holes were implemented based on their orientation. When the long side was parallel to the longitudinal axis of the soundboard’s wood, they were designated as longitudinal holes, while alignment with the radial axis led to the designation of radial holes. The results indicated that these metamaterials effectively tuned the instrument’s response without compromising its structural integrity.
 +1 credit
+1 credit