Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Aleksandra Ziemińska-Stolarska | -- | 2414 | 2024-03-01 11:31:04 | | | |
| 2 | Mona Zou | Meta information modification | 2414 | 2024-03-04 08:50:39 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Ziemińska-Stolarska, A.; Sobulska, M.; Pietrzak, M.; Zbiciński, I. Fibre Composite Manufacturing Technologies in Shipyards Industry. Encyclopedia. Available online: https://encyclopedia.pub/entry/55765 (accessed on 24 June 2026).
Ziemińska-Stolarska A, Sobulska M, Pietrzak M, Zbiciński I. Fibre Composite Manufacturing Technologies in Shipyards Industry. Encyclopedia. Available at: https://encyclopedia.pub/entry/55765. Accessed June 24, 2026.
Ziemińska-Stolarska, Aleksandra, Mariia Sobulska, Monika Pietrzak, Ireneusz Zbiciński. "Fibre Composite Manufacturing Technologies in Shipyards Industry" Encyclopedia, https://encyclopedia.pub/entry/55765 (accessed June 24, 2026).
Ziemińska-Stolarska, A., Sobulska, M., Pietrzak, M., & Zbiciński, I. (2024, March 01). Fibre Composite Manufacturing Technologies in Shipyards Industry. In Encyclopedia. https://encyclopedia.pub/entry/55765
Ziemińska-Stolarska, Aleksandra, et al. "Fibre Composite Manufacturing Technologies in Shipyards Industry." Encyclopedia. Web. 01 March, 2024.
Copy Citation
Fibre-reinforced polymers (FRPs) are one of the most attractive materials for engineering application. In recent times, fibrous composites have become a strong alternative to steel in the construction industry. The general advantages of FRP compared to conventional materials include high durability, cost-effective fabrication, excellent resistance to corrosion, fatigue, and fire, lighter weight, and lower maintenance costs. Owing to their unique properties, FRP composites can be successfully used in the automobile, aerospace, and marine industry, especially for lightweight constructions.
fibre-reinforced polymers
shipbuilding
composite materials
carbon footprint
1. Fibre-Reinforced Polymers in Shipyard Industry
Nowadays, fibre-reinforced polymers (FRPs) are one of the most attractive materials for engineering application. In recent times, fibrous composites have become a strong alternative to steel in the construction industry [1]. The general advantages of FRP compared to conventional materials include high durability, cost-effective fabrication, excellent resistance to corrosion, fatigue, and fire [2][3], lighter weight, and lower maintenance costs [4]. Owing to their unique properties, FRP composites can be successfully used in the automobile [5], aerospace [6], and marine industry [7], especially for lightweight constructions [8].
The application of FRP in shipbuilding needs to qualify a specific marine standard. The main requirements are environmental stability, fracture toughness, resistance to cyclic fatigue, low creep, low relaxation, ease of joining and maintainability, as well as cost of investment and processing [7][9]. However, the production capacity in numbers of FRP ships does not achieve its full potential due to high total production costs. This limitation is due to the lack of automated procedures and the current semi-artisanal methods used in FRP shipbuilding. Therefore, meeting the shipyards sector’s requirements needs a transformation of traditional composite manufacturing processes. The Fibre4Yards (fibre composite manufacturing technologies for the automation and modular construction in shipyards—F4Y) Horizon2020 project brings together a unique multi-disciplinary consortium to successfully introduce advanced and innovative FRP manufacturing technologies in shipyards. The project aims to transfer, adapt, and combine targeted advanced production technologies from other competitive industrial sectors into a Shipyard 4.0 environment, which is interrelated thanks to Internet of Things technologies, and will be continuously supervised to guarantee high-quality processes using a digital twin of the shipyard [4][10][11]. The Shipyard 4.0 concept in the frame of the F4Y project includes the evaluation, assessment, and testing of the following technologies: the installation of the appropriate sensors and network (Internet of Things platform), implementation of improved data visualization tools, implementation of Machine Learning technologies, application of numerical tools for simulation to provide reliable processes, use of real-time analytics (retro feedback). Shipyard 4.0 envisions two types of integrations: horizontal integration on the three levels (production floor, across multiple production facilities of the same enterprise, and across the entire supply chain) and vertical integration, which aims to tie together all logical layers within the organization [11].
Fibre4Yards is a consortium of 13 partners from six European countries, i.e., from Spain: CIMNE, COMPASSIS, TSI, IRURENA; from Portugal: INEGI; from France: NAVAL GROUP, BUREAU-VERITAS, IRT JULES-VERNE, L-UP; from the Netherlands: CURVE-WORKS and 10XL; Lodz University of Technology from Poland; and INNOVATEKNEA from Hungary [11]. In the frame of the F4Y project, several advanced and highly automated FRP production technologies—adaptive moulds, Automatic Tape (Fibre) Placement (ATP/AFP), three-dimensional (3D) printing, curved pultrusion profiles, hot stamping, innovative composite connections—were considered [11].
The real scale demonstrator manufactured in the frame of the F4Y project consists of a deck panel with stiffeners manufactured by NAVAL GROUP (Nantes, France) applying conventional vacuum infusion technology, superstructure panels produced by CURVE-WORKS (Alphen aan den Rijn, The Netherlands) using the adaptive mould process, stiffeners of a superstructure manufactured applying the ultraviolet (UV) curved pultrusion process (Robtrusion®) by IRURENA (Azpeitia, Spain), hot stamping brackets produced using hot stamping technology by INEGI (Porto, Portugal), and pillars produced by 10XL (Rivierdijk, The Netherlands) via 3D printing and ATP/AFP. Figure 1 shows the schematic illustration of the final demonstrator.
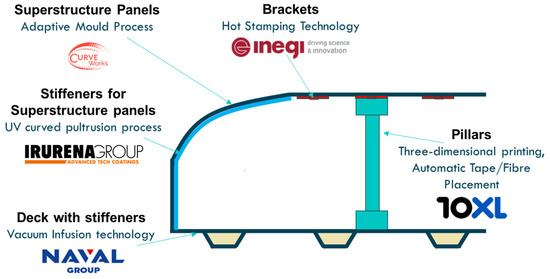
Figure 1. Schematic illustration of the final demonstrator in Fibre4Yards project.
Environmental load of particular technologies was determined by the life cycle assessment (LCA) technique. The environmental impact of the materials and manufacturing technologies, evaluated based on an LCA, was taken into consideration during the design of the ship demonstrator [11].
2. Advanced Manufacturing Processes for Shipyard Composites
Hot stamping technology is used for the production of elements of the lightboat by the Institute of Science and Innovation in Mechanical and Industrial Engineering (INEGI) [12]. The technology was patented by a Swedish company in 1977, as a process for saw blade and lawn mower blade production [13]. Car doors and secondary automotive structures such as Suspension Arms and brackets and Aeronautic Clips and brackets are among many examples of hot stamped parts. Hot stamping technology follows three main steps: FRP lay-up, press consolidation, and stamp forming. The process begins with prepreg uncoil by the automatic tape lay-up process and spot welding. Afterward, the blank is moved on the die to be a two-dimensional shape formed by the application of heat and pressure in a flat plate hot-press. Finally, the previously melted component is heated by an infrared heater and pressed to a 3D shape. In the stamp forming step, the interaction between the hydraulic press and the materials forces the component to achieve the designed geometry. After the forming of the defined shape, the part is quenched by cooling in the stamping press auxiliary cooling system. An industrial production line requires the automatic production of hot stamping with transferring systems of the formed part between particular steps [14]. Hot stamping has a number of advantages, such as a clean production environment and application to a wide range of materials. The main limitations of hot stamping technology are part size and slow cooling rates.
The second technology studied in the Fibre4Yards project is the UV curved pultrusion process (Robtrusion®), proposed by IRURENA Group [15]. The concept of pultrusion was developed in the United States of America during the 1900s [16], dedicated to curve composite profiles. The basic pultrusion operation consists of the following steps: a fibre reinforcement, resin impregnation bath, forming and curing die, pulling and cutting zone [17]. In the first stage, the reinforcements are pulled from the creel to the resin bath. Resin cures inside the die, providing the strength of the composite and resistance to environmental factors. Then, the impregnated reinforcements are pulled into the mould, which is only used to shape the cross-section of the profile. After that, the profile is cured by UV radiation emitted by the UV source. While this occurs, the profile is shaped with the robot arm, which grips the profile and pulls it, following a specific geometry required for the profile. The last step is to cut the profile manually. The energy of UV light is an alternative fast-curing method and can overcome the main limitations of the traditional pultrusion process [18]. The pultrusion process is characterized by high stability and high output, but applications of the process are limited to transparent materials, and thin single cross-sectional-shape products [19].
The Dutch company 10XL [20] developed in the frame of the Fibre4Yards project two technologies: ATP/AFP and 3D printing. ATP is one of the most versatile multi-layered composite forming processes. ATP consists of placing unidirectional thermoplastic tape on a substrate, and the application of heating followed by pressure. The tapes can be laid in various directions to produce a multi-oriented surface. Different heat sources can be used, e.g., laser, IR, hot gas, or air. The tool is moved by a robot, fusing the tape onto the thermoplastic surface. After a line, the tool cuts the tape to start over. The tape is mechanically forwarded to the pressure wheel. Currently, thermoplastic panels or sheets are mainly used in aerospace parts like aircraft wings [21]. Each ply can be placed at different angles, so the ATP process allows the production of highly customized parts. The limitations of technology are related to robot speed, machine dimensions, tape thickness, width, heat-source power.
A second technology reported by 10XL is 3D printing. 10XL specializes in extra-large three-dimensional objects by using its proprietary large-scale hybrid printers. Nowadays, 3D printing, also known as additive manufacturing, plays a crucial role in medical [22], electrochemical [23], architecture, aerospace, and automotive designs [24]. One of the main advantages of additive manufacturing over subtractive manufacturing, where three-dimensional objects are constructed by cutting material away from a solid block of material, is a lower amount of waste generated in 3D printing, because material is deposited layer by layer and is not cut away. Technology is based on the principle of layered manufacturing through positioning the print head in defined directions to overlap materials layer by layer. Several varieties of 3D printing technologies have been developed [25]. In the Fibre4Yards project, the process begins with preparing the material for printing. Thermoplastic granules are fed via a hopper loader into the extruder’s barrel. The extruder processes the molten polymers via a heated hose towards a heated nozzle mounted on a 6-axis industrial robot. Later, it is mounted on a track, and can move in a freeform manner in all directions. A 3D printing design is generated using appropriate software under computer control. While the robot is moving in a layered sequence, the nozzle leaves a bead of polymer on top of a previous layer where it fuses together and solidifies. The process limits include machine dimensions, extruder throughput, robot speed, or cooling rate. Compared to alternative technology, the production of parts by 3D printing requires the raw materials only needed for the printing parts, with minimum waste. Often the raw materials are recycled.
In the Fibre4Yards project, the Curve Works company [26] presented alternative solutions in the adaptive mould process to create curved shapes from 3D drawings with a high surface quality. This technology is already successfully applied to the production of large moulds built up of panels and large curved loaded structures such as a superstructure and hulls of ships. There are three main steps in the process: engineering, production, and assembly. At first, the structure is split into manufacturable panels within a 3D Computer-Aided Design program. The panels are engineered for strength, stiffness, minimal material waste, and panel assembly methodology. The Computer-Aided Design program generates files for the adaptive mould for each individual panel. When the file is chosen, the adaptive mould shapes itself automatically to the designed shape. After curing, the panel is released, the mould returns to its flattened shape, and the next panel is chosen. A simple jig is required to support the panels during the assembly process. The panels are assembled together at their joints using adhesion and in situ curing.
Naval Group (France) applied conventional vacuum infusion technology to produce a deck panel with stiffeners. Vacuum infusion uses reduced pressure to force resin to fill in the composite laminate [27]. The most commonly used composite in vacuum infusion technology is sandwich, which includes two stiffeners made from fibre-reinforced laminates of glass or carbon and the lightweight core made from the foam or balsa wood. The first step includes the fixing of fibres and a core material on the mould, and in the next step, a resin feed line is installed, including a vacuum line, valves, and the vacuum bag, which need to be properly sealed. Under-pressure conditions allow for compact joining of all the material layers: both fibre skins and the balsa core, as well as the complete impregnation of layers by epoxy resin and the elimination of any air voids from the laminate structure [28].
Advantages and disadvantages of particular technologies applied in the F4Y project are summarized in Table 1.
Table 1. Advantages and disadvantages of particular technologies applied in F4Y project.
| Technology | Advantages | Disadvantages |
|---|---|---|
| Hot stamping | ▪ it can be used to process a wide range of materials (plastics, rubbers, metals, wood, leather, glass); ▪ clean production environment. |
▪ part size; ▪ slow cooling rates; ▪ heat vs. thickness vs. material ratio. |
| Ultraviolet (UV) curved pultrusion process (Robtrusion®) | ▪ suitable for mass production; ▪ low raw material cost; ▪ highly automatable process; ▪ high process stability and output. |
▪ limited to the production of products with single cross-sectional shape; ▪ limited to transparent materials regarding UV radiation; ▪ part size regarding width and height depends on the dimensions of the UV sources, the pulling force capacity of the robot arm, and the gripper dimensions; ▪ limited to constant cross-section profiles. |
| Automated tape (fibre) placement | ▪ increased productivity; ▪ superior accuracy and precision; ▪ high volume capability; ▪ capability to produce complex geometries; ▪ low amount of material waste. |
▪ limitation on acceptable mould shapes. |
| Three-dimensional (3D) printing | ▪ ability to produce very complex shapes or geometries; ▪ rapid prototyping; ▪ fast production; ▪ minimising waste; ▪ cost-effective. |
▪ the dimensions of the part depend on the robot scale; ▪ in some cases, parts need post processing. |
| Adaptive mould | ▪ reduce waste; ▪ suited to process a broad range of composite materials. |
▪ curvature of the part is limited by the curvature of the adaptive mould. |
Apart from the technologies developed in the FIBRE4YARDS project, laser cutting is another promising manufacturing method in shipyard composites. Laser cutting is a highly versatile and efficient manufacturing process that offers exceptional precision, versatility, and cost-effectiveness for a wide range of applications across various industries. There are several laser sources of cutting equipment such as CO2, solid-state, fibre, and YAG lasers [29]. CO2 laser cutting is commonly used for thermoplastic materials where CO2 lasers generate a high-powered infrared beam by exciting CO2 gas molecules with electricity. Since CO2 laser cutting is a non-contact process, there is no tool wear, reducing maintenance costs and ensuring consistent cutting quality over time. It also minimizes the risk of damage, distortion, or contamination to the material being cut [30]. Caiazzo et al. examined optimal parameters for CO2 laser cutting of polycarbonate (PC), polypropylene (PP), and polyethylene (PE). It was proved that employment of powerful CO2 laser sources is not necessary to achieve a good quality of the cut [31]. Der et al. investigated the effects of a number of cutting parameters (i.e., material type, power, and cutting speed) on the key output (i.e., kerf width and heat-affected zone) in CO2 laser cutting of thermoplastic materials [32].
3. LCA for FRP Technologies
In light of environmental issues, LCA becomes a key methodology to evaluate impact indicators throughout an entire life cycle of materials, products, or technology. The LCA approach was successfully adopted by numerous projects as a decision making tool at the design stage [33] as well as for the redesign and replacement of conventional materials to reduce environmental load. Redesign refers to activities that are aimed to reduce environmental load of a particular stage of a product’s life and future post-use stage [34]. The comparative LCA analysis gives measurable indicators in various impact categories to indicate the manufacturing options with low environmental load [35].
References
- Lau, D. Hybrid Fiber-Reinforced Polymer (FRP) Composites for Structural Applications. In Developments in Fiber-Reinforced Polymer (FRP) Composites for Civil Engineering; Uddin, N., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 205–225.
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667.
- Abbood, I.S.; Odaa, S.A.; Hasan, K.F.; Jasim, M.A. Properties Evaluation of Fiber Reinforced Polymers and Their Constituent Materials Used in Structures—A Review. Mater. Today Proc. 2021, 43, 1003–1008.
- Dolz, M.; Martinez, X.; Sá, D.; Silva, J.; Jurado, A. Composite materials, technologies and manufacturing: Current scenario of European Union shipyards. Ships Offshore Struct. 2023.
- Kim, D.H.; Kim, H.G.; Kim, H.S. Design Optimization and Manufacture of Hybrid Glass/Carbon Fiber Reinforced Composite Bumper Beam for Automobile Vehicle. Compos Struct. 2015, 131, 742–752.
- Yi, X.S. Development of multifunctional composites for aerospace application. In Multifunctionality of Polymer Composites; Friedrich, K., Breuer, U., Eds.; William Andrew Publishing: Oxford, UK, 2015; pp. 367–418.
- Chakraborty, B.C. FRP for Marine Application. In Fiber-Reinforced Plastics; Masuelli, M.A., Ed.; IntechOpen: Rijeka, Croatia, 2022; pp. 1–32.
- Luo, G.M.; Wu, C.W. Lightweight Fiber-Reinforced Plastic Constructions Using Improved Overlap Forms. Adv. Compos. Mater. 2015, 24, 545–560.
- Vizentin, G.; Vukelic, G. Marine Environment Induced Failure of FRP Composites Used in Maritime Transport. Eng. Fail. Anal. 2022, 137, 106258.
- Available online: https://www.fibre4yards.eu/ (accessed on 17 May 2023).
- Martinez, X.; Sá, D.; Silva, J.; Alvarez-Buylla, S. FIBRE4YARDS: Fibre Composite Manufacturing Technologies for the Automation and Modular Construction in Shipyards. Materiales Compuestos 2022, 6, 185.
- Available online: http://www.inegi.pt/en/ (accessed on 3 March 2023).
- Karbasian, H.; Tekkaya, A.E. A Review on Hot Stamping. J. Mater. Process Technol. 2010, 210, 2103–2118.
- Chen, J.; Li, X.; Han, X. Hot Stamping. Compr. Mater. Process. 2014, 5, 351–370.
- Available online: https://www.irurenagroup.com/ (accessed on 10 March 2023).
- Correia, J. Pultrusion of Advanced Fibre-Reinforced Polymer (FRP) Composites. In Advanced Fibre-Reinforced Polymer (FRP) Composites for Structural Applications; Bai, J., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 207–251.
- Qureshi, J. A Review of Fibre Reinforced Polymer Structures. Fibers 2022, 10, 27.
- Tena, I.; Sarrionandia, M.; Torre, J.; Aurrekoetxea, J. The Effect of Process Parameters on Ultraviolet Cured out of Die Bent Pultrusion Process. Compos. Part B Eng. 2016, 89, 9–17.
- Joshi, S.C. The Pultrusion Process for Polymer Matrix Composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Advani, S.G., Hsiao, K.T., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 381–413.
- Available online: https://10-xl.nl/ (accessed on 8 March 2023).
- Qureshi, Z.; Swait, T.; Scaife, R.; El-Dessouky, H.M. In Situ Consolidation of Thermoplastic Prepreg Tape Using Automated Tape Placement Technology: Potential and Possibilities. Compos. Part B Eng. 2014, 66, 255–267.
- Yan, Q.; Dong, H.; Su, J.; Han, J.; Song, B.; Wei, Q.; Shi, Y. A Review of 3D Printing Technology for Medical Applications. Engineering 2018, 4, 729–742.
- Ambrosi, A.; Pumera, M. 3D-Printing Technologies for Electrochemical Applications. Chem. Soc. Rev. 2016, 45, 2740–2755.
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296.
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Ul Haq, M.I. 3D Printing—A Review of Processes, Materials and Applications in Industry 4.0. Sustai. Oper Comput. 2022, 3, 33–42.
- Available online: https://curveworks.nl/ (accessed on 27 April 2023).
- Kim, S.Y.; Shim, C.S.; Sturtevant, C.; Kim, D.; Song, H.C. Mechanical properties and production quality of hand-layup and vacuum infusion processed hybrid composite materials for GFRP marine structures. Int. J. Nav. Archit. Ocean Eng. 2014, 6, 723–736.
- Cucinotta, F.; Guglielmino, E.; Sfravara, F. Life cycle assessment in yacht industry: A case study of comparison between hand lay-up and vacuum infusion. J. Clean Prod. 2017, 142, 3822–3833.
- He, Y.; Xie, H.; Ge, Y.; Lin, Y.; Yao, Z.; Wang, B.; Jin, M.; Liu, J.; Chen, X.; Sun, Y. Laser Cutting Technologies and Corresponding Pollution Control Strategy. Processes 2022, 10, 732.
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-Of-The-Art and Trends in CO2 Laser Cutting of Polymeric Materials—A Review. Materials 2020, 13, 3839.
- Caiazzo, F.; Curcio, F.; Daurelio, G.; Minutolo, F.M.C. Laser cutting of different polymeric plastics (PE, PP and PC) by a CO2 laser beam. J. Mater. Process. Technol. 2005, 159, 279–285.
- Der, O.; Başar, G.; Ordu, M. Statistical Investigation of the Effect of CO2 Laser Cutting Parameters on Kerf Width and Heat Affected Zone in Thermoplastic Materials. J. Mater. Mechatron. A 2023, 4, 459–474.
- Agudelo, L.M.; Mejía-Gutiérrez, R.; Nadeau, J.P.; Pailhes, J. Life Cycle Analysis in Preliminary Design Stages. In Proceedings of the Joint Conference on Mechanical, Design Engineering & Advanced Manufacturing, Toulouse, France, 28 January–17 March 2014; pp. 1–7.
- Suhariyanto, T.T.; Wahab, D.A.; Rahman, M.N.A. Product Design Evaluation Using Life Cycle Assessment and Design for Assembly: A Case Study of a Water Leakage Alarm. Sustainability 2018, 10, 2821.
- Mendoza Beltran, A.; Prado, V.; Font Vivanco, D.; Henriksson, P.J.G.; Guinée, J.B.; Heijungs, R. Quantified Uncertainties in Comparative Life Cycle Assessment: What Can Be Concluded? Environ. Sci. Technol. 2018, 52, 2152–2161.
More
Information
Subjects:
Engineering, Environmental
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
459
Revisions:
2 times
(View History)
Update Date:
04 Mar 2024
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No