Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Lidia Lombardi | -- | 2791 | 2024-02-23 10:49:45 | | | |
| 2 | Lindsay Dong | + 6 word(s) | 2797 | 2024-02-26 01:12:14 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Lombardi, L.; Castaldi, M.J. Energy Recovery from Residual Municipal Solid Waste. Encyclopedia. Available online: https://encyclopedia.pub/entry/55385 (accessed on 26 July 2026).
Lombardi L, Castaldi MJ. Energy Recovery from Residual Municipal Solid Waste. Encyclopedia. Available at: https://encyclopedia.pub/entry/55385. Accessed July 26, 2026.
Lombardi, Lidia, Marco J. Castaldi. "Energy Recovery from Residual Municipal Solid Waste" Encyclopedia, https://encyclopedia.pub/entry/55385 (accessed July 26, 2026).
Lombardi, L., & Castaldi, M.J. (2024, February 23). Energy Recovery from Residual Municipal Solid Waste. In Encyclopedia. https://encyclopedia.pub/entry/55385
Lombardi, Lidia and Marco J. Castaldi. "Energy Recovery from Residual Municipal Solid Waste." Encyclopedia. Web. 23 February, 2024.
Copy Citation
Among the technologies for the recovery of energy from waste, in particular residual municipal solid waste (rMSW), combustion is the most widely used thermo-chemical treatment process associated with thermal and electric power production by a steam cycle, named, shortly, Waste to Energy (WtE).
waste to energy
gasification
1. Introduction
Waste management must take place in compliance with the well-known hierarchy (Figure 1a): (a) prevention; (b) preparation for reuse; (c) recycling; (d) recovery of other types, for example, energy recovery; and (e) disposal. This hierarchy represents the order of priority of what constitutes the best environmental option: it is in fact widely shared [1] that, in most cases, the recycling of materials makes it possible to obtain lower environmental impacts, compared to the recovery energy or disposal. However, there is a technical limit to recycling, especially for paper and plastic [2].
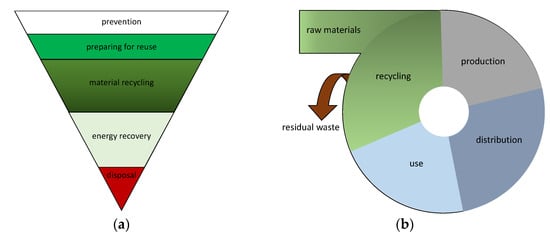
Figure 1. (a) Waste hierarchy; (b) circular economy approach.
More recently, reuse and recycling have found further support and encouragement through the introduction, at the European Union (EU) level, of the concept of circular economy (EC) (Figure 1b). The main attribute of this concept is a model of production and consumption that expects the sharing, loan, reuse, repair, refurbishment and recycling of existing materials and products for as long as possible. The Directive 2018/851/EU is basically an Action Plan for a new circular economy, with the subsequent packages of specific measures and rules, through which the European Commission is guiding the transition towards this new model. The EU imports around half of the raw materials it consumes [3]; therefore, the Directive has the aim of reducing the dependency on raw materials while simultaneously protecting the environment. It is expected that significant support for these activities will come from the EU Recovery Fund.
In this context, energy recovery may be considered a technology of the past. Yet when viewed in a more holistic context, sustainable waste management initiatives must consider all solutions and combine a pragmatic approach. For example, an over emphasis on the reuse and recycling of waste will not address streams that have been recycled multiple times or those that cannot be recycled or reused. Within the scope of municipal solid waste (MSW), everything that cannot be recycled, i.e., what is residual after separate waste collection (SWC), is named residual MSW (rMSW). Therefore, if the recovery of energy and materials is not considered to be a solution, those streams will be disposed of in a landfill, which is the lowest option on the waste hierarchy.
2. MSW and Residual MSW
In 2020, the EU27 produced approximately 231 million (M) of tonnes (t) of MSW. The EU Directive 2018/851 (amending the previous 2008/98/EC) sets ambitious targets for preparing for reuse and recycling, which is to be achieved by 2025 (55%), 2030 (60%) and 2035 (65%).
The separate collection of relatively homogeneous flows of waste allows them to be sent to industrial recovery processes. However, separately collected waste may contain undesired materials (not recyclable and/or contaminated) that need to be removed to avoid performance losses of the separation/recovery facilities. The total scraps generated in the various pre-treatment and recycling phases of separately collected waste may reach approximately 20%, as has been found in Italy [4].
rMSW can be fed directly to combustion for energy recovery without expensive separation, with its average lower heating value (LHV) being around 10 MJ/kg in the EU and USA. However, it may be desirable and possible to send the rMSW to Mechanical Biological Treatment (MBT) plants to generate a combustible fraction, also named Refuse-Derived Fuel (RDF), whose LHV can be increased up to 15–16 MJ/kg. MBT plants typically generate output streams other than combustible fraction [5] such as recyclable metals and organics that can be stabilized and sent to landfills. RDF may comply with technical/legislative standards [6][7] and can be classified as a Solid Recovered Fuel (SRF). However, several studies have shown that the production of SRF or RDF appears justified only for the replacement of fossil fuels in cement kilns, power plants [8][9][10] and blast furnaces [11], rather than for feeding waste combustion plants. Especially in blast furnaces and cement kilns, high temperature combustion conditions (more than 1000 and 2000 °C, respectively) and long retention times assure the complete combustion and very low levels of several pollutants in the flue gas [11].
3. Waste Combustion with Energy Recovery: Waste to Energy
Among the technologies for the recovery of energy from waste, especially rMSW, combustion is the most widely used thermal treatment process and is commonly adopted. At present, there are more than 500 plants in the EU, 76 in USA and about 400 in China, where the overall treatment capacity has exceeded that of the EU’s [12]. It is characterized by using excess air, nearly 50% more than is required to completely combust the material, resulting in the transformation of rMSW into combustion gases (CO2, N2 and H2O) and the production of thermal energy.
The first incineration plants built in Europe and in the United States from the end of the 1800s to the mid-1900s aimed at realizing the fundamental characteristics of the incineration process on an industrial scale: sanitation, the elimination of putrescibility, relative odor problems and the reduction in volume (and mass). Indeed, combustion residue is represented by non-combustible elements, called slag/ashes, which have a volume that is 80–90% lower than that of the incoming waste [13] and which are not subject to putrefaction.
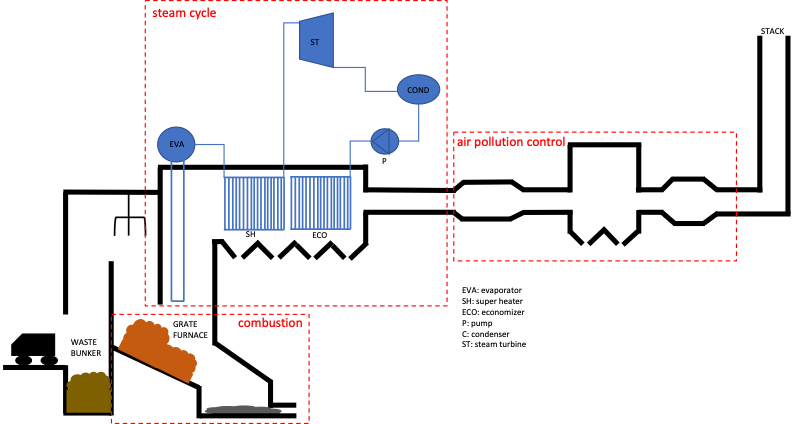
The growth of the energy content of rMSW sparked an interest to construct more efficient technologies and to extract energy to offset traditional energy sources such as fossil fuels. Furthermore, advanced air pollution control (APC) systems have been installed and are continually updated to result in one of the most environmentally friendly sources of energy and material recovery. The changes from incineration to a more controlled combustion with maximum energy extraction and robust APC systems are now best considered waste to Energy (WtE) (Figure 2).
Figure 2. Simplified schematic of WtE, mainly composed by the three sections: combustion, steam cycle and air pollution control.
The ability of combustion to guarantee the sterilization of waste attracted renewed interest during the initial stages of the COVID-19 pandemic, when, for unsorted waste collected from subjects positive to COVID-19 or in quarantine, incineration without any pre-treatment or further selection had to be prioritized, creating destination problems for those territories in which this type of plant is lacking, if not completely absent [14][15]. This aspect has become particularly visible recently. Yet since 1980, it has been demonstrated that WtE can render virus and disease vectors inert. A well-designed and well-operated WtE facility will result in the destruction and removal of viruses, enteric bacteria, fungi and human and animal parasites at an efficiency between 99.99% and 99.9999% [16].
WtE plants have a rather small thermal power input, from a few MW to over 500 MW, considering that conventional power plants’ thermal power input ranges from hundreds of MW to more than a thousand MW. In terms of mass flow, the thermal power input ranges between 10 and 20 kt/y and over 1 Mt/y. The heat released by the combustion of waste is recovered in a steam generator which engages a steam cycle, which, in turn, can be designed to produce electricity alone or for the combined production of heat and electricity (cogeneration). Like all technologies, the economics of the steam cycle are affected by the scale, with the specific investment cost, i.e., the investment cost per unit size, decreasing as size increases. Because of their medium–small size, and the negative consequences of the scale effect, the steam cycles of WtE plants are made in simple configurations, with relatively low values of the main parameters, resulting in contained performances that are generally lower than those in large steam power plants. For a more detailed description of the technologies, the reader is directed to the previous literature [17][18][19].
Consequently, for small-scale plants (i.e., less than 100 kt/y), the significant investments for the improvement of the technological level of the steam cycle are generally not yet accessible, and the maximum net electrical efficiency is limited to around 20–24% in the case of power production only. On the contrary, with an economically sustainable technological level on large plants (i.e., above 250 kt/y), a net electrical efficiency of up to 30–31% is achieved (in power-only mode). In terms of specific electricity production, assuming the LHV is equal to 10 GJ/t, the output electricity ranges from 0.56–0.67 to 0.83–0.86 MWh/t.
Cogeneration is considered the best available technique for energy recovery from waste [20] and has better performance in life cycle assessments (LCAs), compared to the production of electricity alone [21]. However, for cogenerated heat to be effectively exploited, the presence of an industrial thermal user or buildings to be district heated is required in the vicinity of the plant. In this configuration, energy recovery increases significantly up to values of 60–65%, with electrical efficiencies of the order of 15–20%, coupled with thermal efficiencies of 40–45%.
With reference to Europe, WtE plants produce about 43 TWh of electricity [22], which represents about 5.8% of the electricity consumed in 2021 by the household sector (about 747 TWh [23]), corresponding to the consumption of more than 25 million European inhabitants (considering the average 1.7 MWh/inhabitant/year [23]). This electricity source is programmable and flexible, contrary to many other renewable electricity sources. Also, 99 TWh of heat is produced by CHP, corresponding to about 10 billion of natural gas (2% of the overall natural gas consumption in Europe [23]).
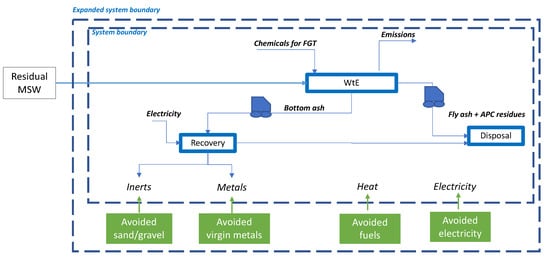
One of the most relevant implications of energy recovery consists of having a beneficial effect on the environmental performance of the process, because the electricity and/or thermal energy generated by waste replaces the consumption of fossil fuels and related emissions, as shown in several LCA studies (for instance [24]), as depicted in Figure 3.
Figure 3. Simplified sketch of the expanded system boundary approach in LCA to account for the benefits deriving from the electricity and thermal energy generated from waste (and also inert metals recovered from bottom ash), which replace the consumption of fossil fuels and related emissions.
Different approaches have been used in the literature to account for substituted energy—i.e., mix or average in a region or marginal technologies according to the change induced in the energy system [25]—but it is rather obvious that, considering the impacts on climate change, the merit of energy recovery is greater when replacing energy of fossil origin (or energy mixes with high fossil energy). Similarly, climate change impact is strongly affected by the composition of rMSW: for instance, increasing the recycling of plastic reduces the fossil carbon in the rMSW sent for WtE, reducing the climate change impact [26]. The ratio of fossil to biogenic carbon in rMSW may change seasonally, in the long-term and in different countries; however, with reference to the EU and USA, around 50–60% of the carbon content is of biogenic origin [27][28], leading to a specific emission of about 400–500 kg of fossil CO2 at the stack per t of waste [13].
Generally, the climate change impact of WtE LCA is reported in reference to the input waste. However, Sathre et al. [29] calculated and compared the specific fossil CO2 emission at the stack per unit of produced electricity for coal power plants and MSW WtE, reporting values of 710 vs. 384 kgCO2/MWh, respectively. When CO2 specific emissions are calculated from the LCA perspective, the value results are lower than several renewable energy sources and are comparable to natural gas-based electricity [30].
4. Gasification and Energy Recovery
Gasification slightly differs from combustion in a few ways, but most importantly, it uses a much lower amount of oxygen than that necessary for complete oxidation (25–50%). This results in the generation of a synthetic gas (or syngas) rich in carbon monoxide (CO) and hydrogen (H2), with a certain amount of methane (CH4) [31]. This syngas, which retains a significant fraction of the energy originally present in the waste, could theoretically be used in highly efficient internal combustion cycles such as gas turbines or gas engines. However, the presence of impurities and, in particular, the high tar content are some of the main challenges for operation, as tar—aromatic hydrocarbons prone to condense—can block the valve, pipes and injectors of engines, requiring high maintenance, unexpected shutdowns and, ultimately, an uneconomic operation [32][33]. Indeed, tar must be significantly reduced from the initial concentration, in the range of 2000–20,000 mg/m3 in the raw syngas, before this can be used in devices such as reciprocating engines (<50 mg/m3), gas turbines (<1 mg/m3), fuel cells (<0.1 mg/m3) or for methanol synthesis (<1 mg/m3) [34]. Thus, realizing an efficient and economic syngas cleaning system, able to achieve the required levels, is the main challenge for syngas use in added-value applications [35]. Tar reduction can be achieved by primary methods, realized inside the gasification reactor by a specific design and by controlling the operating conditions, and by secondary methods that are downstream the gasification reactor. Secondary methods are based on mechanical, dry, wet, thermal and catalytic methods for tar and particulate removal. At present, the secondary methods can reach high removal efficiency; however, they are economically and technically limited and are not yet commercialized [35].
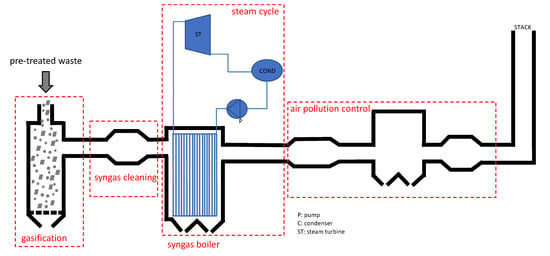
This is why, together with the atmospheric pressure at which syngas is normally produced, the use of a conventional steam cycle is still the employed way to recover the syngas energy content (Figure 4), with the same limitations described above in the case of steam cycles associated with combustion; thus, most of the potential advantages of gasification are not currently exploited [36][37].
Figure 4. Simplified schematic of a gasification plant that is fed by pre-treated waste, where the syngas is cleaned and then burnt in a boiler to produce steam feeding a stem cycle. After the syngas combustion, the combustion gases proceed through the air pollution control section.
An example is the Metso gasification plant in Lahti (Finland) where 250 kt/y of combustible fraction from selected MSW and commercial and industrial waste are gasified. The syngas is purified and feeds a steam cycle to produce 50 MW of electrical power and 90 MW of thermal power for district heating. The electrical efficiency is about 31%, which is slightly higher than the average WtE facility.
A specific feature of some gasification processes, which has led to numerous commercial applications in Japan [38], is the possibility of obtaining completely inert vitrified solid residues by the combustion of syngas and ash above the melting point of the ashes. This essentially eliminates the need for landfill space if the material is beneficially used, although it further reduces energy efficiency.
5. Emission Control
In modern WtE plants, the rigorous control of combustion (high temperature and correct air supply) and advanced APC technologies make it possible to achieve very low emission levels. Measurement campaigns [39] and data reported in scientific articles [24][40] show that concentrations at the stack are far lower than the limits set for WtE by the very stringent EU legislation (the most restrictive compared to other types of air emission sources, both from combustion and from other industrial activities) and are generally below the lower end of the range defined by the Industrial Directive, according to the application of the Best Available Techniques (BATs) [20], or close to it. The current performance of WtE facilities in the USA, and globally, shows that their emissions are more than 70% below maximum achievable control technology (MACT) standards, and they are continually reduced due to better control, system efficiency and APC upgrades [41].
Among the several types of pollutants present in WtE flue gases, polychlorinated dibenzo-p-dioxins (PCDDs) and polychlorinated dibenzo furans (PCDFs) are the most famous and discussed ones, since they were detected, for the first time, after the 1976 Seveso accident in the ashes filtered at a WtE plant in The Netherlands [34]. Later on, thanks to the introduction of combustion requirements (temperature higher than 850 °C for at least 2 s with oxygen availability) and efficient fly ash removal by fabric filters (indeed, organic compounds such as PCDDs and PCDFs are adsorbed on particles and soot), their emission was dramatically reduced [34]. PCDDs and PCDFs might also be re-formed by the so-called de novo synthesis, which basically consists of the oxi-chlorination of incomplete combustion products, catalyzed by copper compounds, at a temperature higher than 200 °C. Thus, secondary methods to remove de novo-formed PCDDs and PCDFs are available such as absorption by activated carbon, destruction by a catalyst that is operated in oxidative mode (i.e., the same catalyst used for NOx selective catalytic reduction (SCR) is effective for PCDDs and PCDFs), catalytic filtration and adsorption in the packing material of wet scrubbers (made by polypropylene molded with carbon) [34]. PCDDs’ and PCDFs’ limits and effective emissions at WtE stacks have significantly decreased over time (from values of around 4000 ng/Nm3 in the 1990s of last century to the present 0.01–0.08 ng/Nm3).
6. Conclusions
WtE plants, to date, are a consolidated, safe and reliable technology available for the recovery of energy from non-recyclable waste and to close the waste cycle. Through the recovery of electricity and heat, WtE plants allow for the saving of fossil resources and operate today, substantially, in a neutral way with respect to climate change.
References
- Haupt, M.; Waser, E.; Würmli, J.C.; Hellweg, S. Is there an environmentally optimal separate collection rate? Waste Manag. 2018, 77, 220–224.
- Sharma, D.K.; Bapat, S.; Brandes, W.F.; Rice, E.; Castaldi, M.J. Technical feasibility of zero waste for paper and plastic wastes. Waste Biomass Valorization 2019, 10, 1355–1363.
- Eurostat. Material Flow Accounts Statistics-Material Footprints. 2020. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Material_flow_accounts_statistics_-_material_footprints#EU.27s_material_footprint_by_material_category_over_time (accessed on 30 November 2023).
- Bellan, M.; Grosso, M. Valutazione dei flussi di scarto nella gestione dei rifiuti urbani in Italia. Ing. Ambiente 2020, 7, 161–175.
- Bourtsalas, A.C.; Themelis, N.J. Materials and energy recovery at six European MBT plants. Waste Manag. 2022, 141, 79–91.
- Sarquah, K.; Narra, S.; Beck, G.; Bassey, U.; Antwi, E.; Hartmann, M.; Derkyi, N.S.A.; Awafo, E.A.; Nelles, M. Characterization of Municipal Solid Waste and Assessment of Its Potential for Refuse-Derived Fuel (RDF) Valorization. Energies 2023, 16, 200.
- Bessi, C.; Lombardi, L.; Meoni, R.; Canovai, A.; Corti, A. Solid recovered fuel: An experiment on classification and potential applications. Waste Manag. 2016, 47, 184–194.
- Consonni, S.; Giugliano, M.; Grosso, M. Alternative strategies for energy recovery from municipal solid waste. Part A: Mass and energy balances. Waste Manag. 2005, 25, 123–135.
- Papageorgiou, A.; Barton, J.R.; Karagiannidis, A. Assessment of the greenhouse effect impact of technologies used for energy recovery from municipal waste: A case for England. J. Environ. Manag. 2009, 90, 2999–3012.
- Cimpan, C.; Wenzel, H. Energy implications of mechanical and mechanical–biological treatment compared to direct waste-to-energy. Waste Manag. 2013, 33, 1648–1658.
- Gałko, G.; Mazur, I.; Rejdak, M.; Jagustyn, B.; Hrabak, J.; Ouadi, M.; Jahangiri, H.; Sajdak, M. Evaluation of alternative refuse-derived fuel use as a valuable resource in various valorised applications. Energy 2023, 263, 125920.
- ISWA. White Book on Energy-from-Waste (EfW) Technologies; ISWA: Rotterdam, The Netherlands, 2023.
- Brunner, P.H.; Rechberger, H. Waste to energy—Key element for sustainable waste management. Waste Manag. 2015, 37, 3–12.
- Di Maria, F.; Beccaloni, E.; Bonadonna, L.; Cini, C.; Confalonieri, E.; La Rosa, G.; Milana, M.R.; Testai, E.; Scaini, F. Minimization of spreading of SARS-CoV-2 via household waste produced by subjects affected by COVID-19 or in quarantine. Sci. Total Environ. 2020, 743, 140803.
- Puertas, R.; Carracedo, P.; Marti, L. Environmental policies for the treatment of waste generated by COVID-19: Text mining review. Waste Manag. Res. 2022, 2022, 1480–1493.
- Ware, S.A. A Survey of Pathogen Survival during Municipal Solid Waste and Manure Treatment Processes; Municipal Environmental Research Laboratory, Office of Research and Development, U.S. Environmental Protection Agency: Washington, DC, USA, 1980.
- Castaldi, M.J.; LeBlanc, J.; Licata, A. The Case for Waste to Energy. Mech. Eng. 2022, 144, 34–39.
- Consonni, S.; Lombardi, L.; Viganò, F. Municipal Solid Waste to Energy Technology. In Encyclopedia of Sustainable Technologies; Elsevier: Amsterdam, The Netherlands, 2017; pp. 389–401.
- Lombardi, L.; Carnevale, E.; Corti, A. A review of technologies and performances of thermal treatment systems for energy recovery from waste. Waste Manag. 2015, 37, 26–44.
- EUR 29971 EN; Best Available Techniques (BAT) Reference Document for Waste Incineration. Joint Research Centre of European Community: Brussels, Belgium, 2019.
- Lombardi, L.; Carnevale, E. Evaluation of the environmental sustainability of different waste-to-energy plant configurations. Waste Manag. 2018, 73, 232–246.
- Poretti, F.; Stengler, E. The Climate Roadmap of the European Waste-to-Energy Sector The path to Carbon Negative. In Proceedings of the 16th International Conference on Greenhouse Gas Control Technologies (GHGT-16), Lyon, France, 23–27 October 2022.
- Eurostat. Energy Consumption in Households. 2021. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Energy_consumption_in_households#Energy_consumption_in_households_by_type_of_end-use (accessed on 30 November 2023).
- Ardolino, F.; Boccia, C.; Arena, U. Environmental performances of a modern waste-to-energy unit in the light of the 2019 BREF document. Waste Manag. 2020, 104, 94–103.
- Astrup, T.; Tonini, D.; Turconi, R.; Boldrin, A. Life cycle assessment of thermal Waste-to-Energy technologies: Review and recommendations. Waste Manag. 2015, 37, 104–115.
- Hupponen, M.; Havukainen, J.; Horttanainen, M. Long-term evolution of the climate change impacts of solid household waste management in Lappeenranta, Finland. Waste Manag. 2023, 157, 69–81.
- CEWEP. Waste-to-Energy Climate Roadmap—The Path to Carbon Negative; CEWEP: Bruxelles, Belgium, 2022.
- Schwarzböck, T.; Rechberger, H.; Cencic, O.; Fellner, J. Determining national greenhouse gas emissions from waste-to-energy using the Balance Method. Waste Manag. 2016, 49, 263–271.
- Sathre, R.; Gustavsson, L.; Le Truong, N. Climate effects of electricity production fuelled by coal, forest slash and municipal solid waste with and without carbon capture. Energy 2017, 122, 711–723.
- Pfadt-Trilling, A.R.; Volk, T.A.; Fortier, M.O.P. Climate Change Impacts of Electricity Generated at a Waste-to- Energy Facility. Environ. Sci. Technol. 2021, 55, 1436–1445.
- Arena, U. Process and technological aspects of municipal solid waste gasification. A review. Waste Manag. 2012, 32, 625–639.
- Hai, I.U.; Sher, F.; Zarren, G.; Liu, H. Experimental investigation of tar arresting techniques and their evaluation for product syngas cleaning from bubbling fluidized bed gasifier. J. Clean. Prod. 2019, 240, 118239.
- Chan, W.P.; Yusoff, S.A.M.B.; Veksha, A.; Giannis, A.; Lim, T.T.; Lisak, G. Analytical assessment of tar generated during gasification of municipal solid T waste: Distribution of GC–MS detectable tar compounds, undetectable tar residues and inorganic impurities. Fuel 2020, 268, 117348.
- Vehlow, J. Air pollution control systems in WtE units: An overview. Waste Manag. 2015, 37, 58–74.
- Boccia, C.; Parrillo, F.; Ruoppolo, G.; Commodo, M.; Berruti, F.; Arena, U. The effect of steam concentration on hot syngas cleaning by activated carbons. Fuel Process. Technol. 2021, 224, 107033.
- Consonni, S.; Viganò, F. Waste gasification vs. conventional Waste-To-Energy: A comparative evaluation of two commercial technologies. Waste Manag. 2012, 32, 653–666.
- Lombardi, L.; Carnevale, E.; Corti, A. Analysis of energy recovery potential using innovative technologies of waste gasification. Waste Manag. 2012, 32, 640–652.
- Tanigaki, N.; Manako, K.; Osada, M. Co-gasification of municipal solid waste and material recovery in a large-scale gasification and melting system. Waste Manag. 2012, 32, 667–675.
- Utilitalia. Libro Bianco sull’Incenerimento dei Rifiuti Urbani; Utilitalia: Roma, Italy, 2020.
- Van Caneghem, J.; Van Acker, K.; De Greef, J.; Wauters, G.; Vandecasteele, C. Waste-to-energy is compatible and complementary with recycling in the circular economy. Clean Technol. Environ. Policy 2019, 21, 925–939.
- Onondaga County Resource Recovery Agency. Annual Report 2020. Available online: https://ocrra.org (accessed on 30 November 2023).
More
Information
Subjects:
Engineering, Environmental
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.1K
Revisions:
2 times
(View History)
Update Date:
26 Feb 2024
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No