Cellular solids are materials made up of cells with solid edges or faces that are piled together to fit a certain space. These materials are already present in nature and have already been utilized in the past. Some examples are wood, cork, sponge and coral. New cellular solids replicating natural ones have been manufactured, such as honeycomb materials and foams, which have a variety of applications because of their special characteristics such as being lightweight, insulation, cushioning and energy absorption derived from the cellular structure. Cellular solids have interesting thermal, physical and mechanical properties in comparison with bulk solids: density, thermal conductivity, Young’s modulus and compressive strength. This huge extension of properties allows for applications that cannot easily be extended to fully dense solids and offers enormous potential for engineering creativity. Their Low densities allow lightweight and rigid components to be designed, such as sandwich panels and large portable and floating structures of all types. Their low thermal conductivity enables cheap and reliable thermal insulation, which can only be improved by expensive vacuum-based methods. Their low stiffness makes the foams ideal for a wide range of applications, such as shock absorbers. Low strengths and large compressive strains make the foams attractive for energy-absorbing applications. Their main properties, applications (real and potential) and recent developments are presented, summarized and discussed.
1. Manufacturing Process of Cellular Solids Sandwich Structures
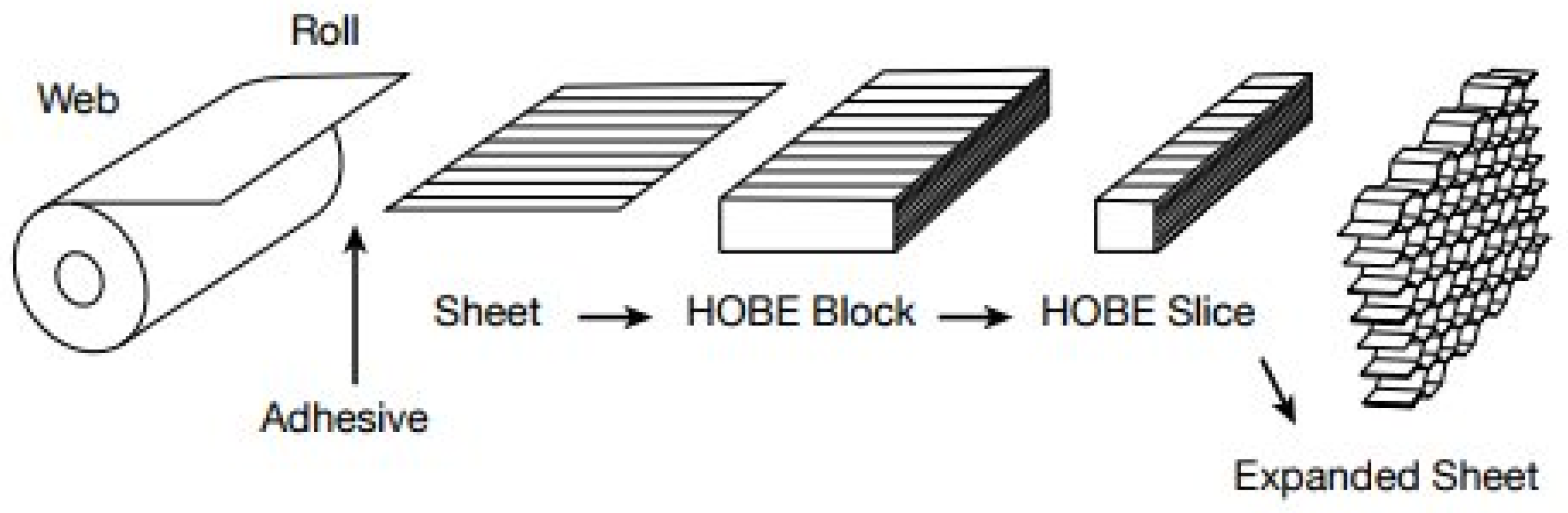
The cellular solids’ sandwich structure manufacturing process includes skin manufacturing, honeycomb core preparation, adhesive application, sandwich structure assembly, curing and finishing. This process ensures the production of lightweight, high-strength and rigid composite panels that are suitable for a variety of applications in industries such as aerospace, automotive and construction. Using a corrugated roller to create a corrugated sheet from a roll of aluminum foil is an alternate method. This sheet’s flat parts are coated with adhesive before sections of the corrugated sheets are placed on top of them, with the flats holding them together while the glue cures
[1]. This is usually carried out for honeycomb cores that are not generated through the expansion process and have smaller cells.
Figure 1 illustrates the manufacturing process for corrugated honeycomb cores
[1]. Both techniques require gluing two sheets of aluminum foil together to form a honeycomb structure where the cell walls along one orientation have twice the wall thickness as compared to those in either oblique orientation. The “ribbon direction” is the name given to this position.
Figure 1. Manufacturing process for corrugated honeycomb cores
[1].
Sandwich panels are created by using an adhesive to join the face sheets to the core material
[2]. This might happen at the same time as the composite material’s curing process in the case of face sheets made of carbon-fiber-reinforced polymers (CFRP) or other composite materials.
1.1. Prepreg Lay-Up Process
The degassing lamination method is often used to create thermoset-based composite laminates. The prepreg lay-up process produces layers of the desired shape, which are assembled in this method in a certain orientation to create a laminate.
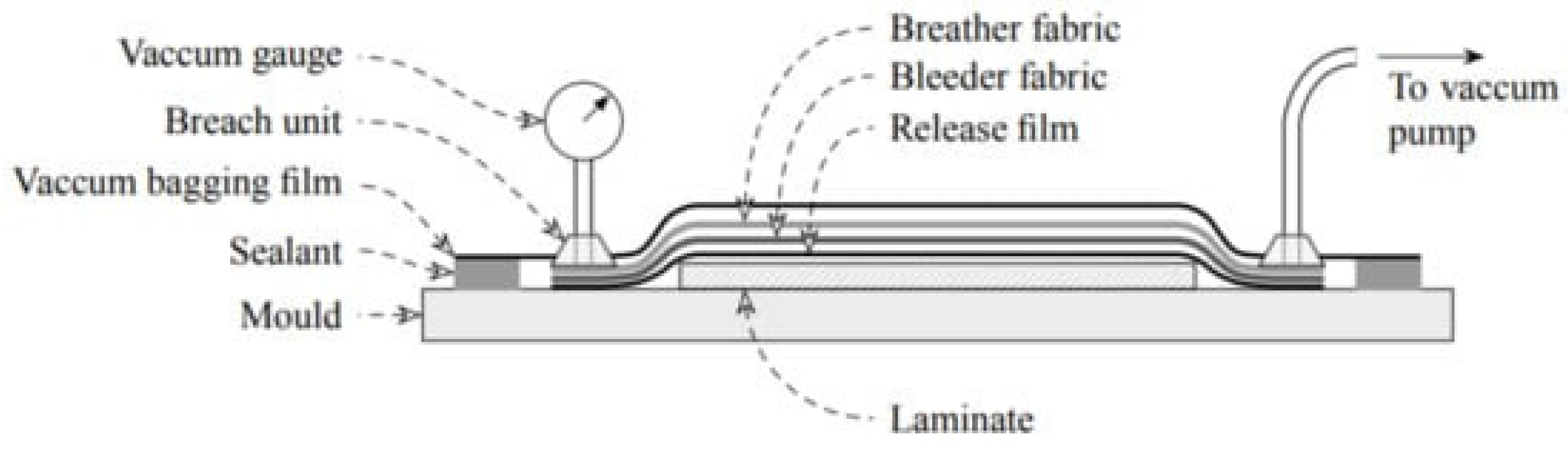
Figure 2 shows an overview of the prepreg lay-up process
[3]. Following layers of an absorbent substance (glass bleeder fabric), a fluorinated film to avoid adhering and, lastly, a vacuum bag, the laminate is coated. In an autoclave, the complete system is put on a flat metal tool surface, the bag is vacuumed and the temperature is raised steadily to encourage resin flow and polymerization
[3]. This section will utilize the autoclave process as a case study to discuss how matrix properties affect high-performance composites during the process.
Figure 2. An overview of prepreg lay-up process
[4].
1.2. Hand Lay-Up Process
The earliest process for creating woven composites is called hand lay-up. To prevent a polymer from adhering to the mold surface, a released antiadhesive agent is applied first. The product’s surface is then made smooth by applying a thin plastic layer to the top and bottom of the mold plate.
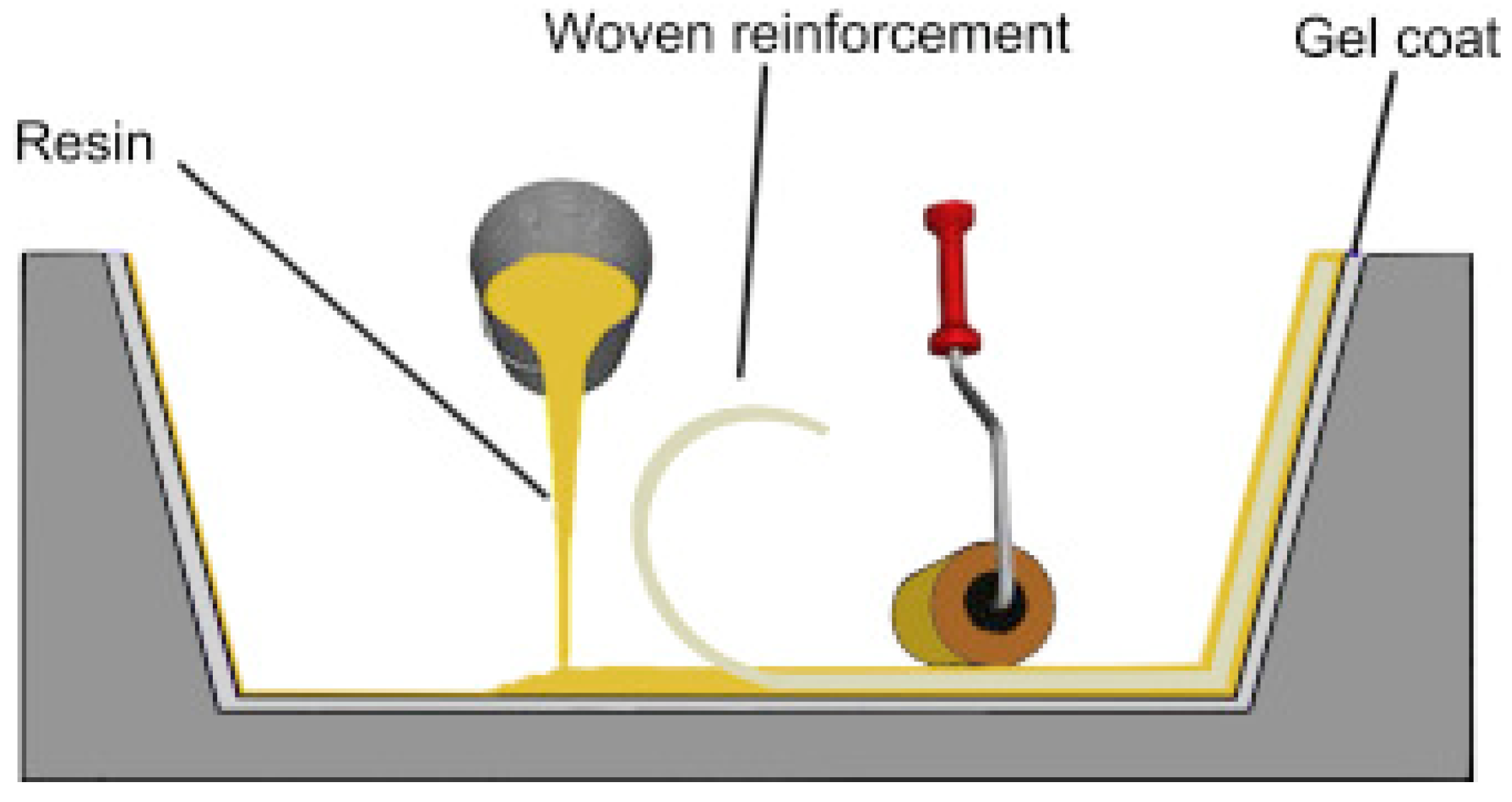
Figure 3 illustrates the hand lay-up process
[5]. Cut into the necessary forms, the woven reinforcing layers are laid down on the mold’s surface. As a result, as previously stated, the resin combines with other materials and is evenly applied with the aid of an assist brush over the surface of the reinforcement that was already set up in the mold. The remaining mats are then positioned on top of the prior polymer layer, and pressure is applied with a roller to remove any trapped air bubbles as well as extra polymers
[5]. To produce a single mat, the mold is then shut and the pressure is released. The woven composite is removed from the mold’s surface once it has finished curing at room temperature.
Figure 3. Hand lay-up process
[5].
One of the oldest techniques employed in the sector is the hand lay-up method, often known as the wet lay-up method. Each ply is handled only by hand during the whole process, which entails the layer-by-layer stacking of the ply up to the necessary thickness
[6]. Even though this approach is dependable, it is labor-intensive and takes longer to complete than modern production techniques. The employee’s expertise determines the quality. The complexity of the aircraft is a manufacturing constraint for this technology as well. Any materials, such as carbon or glass fiber, in any form (continuous fiber, chopped fiber, woven, etc.) are acceptable for this procedure
[6].
1.3. Liquid Bonding
Using liquid adhesives or bonding agents to bind cellular or porous materials together is known as “liquid bonding” in cellular materials. To create a solid and long-lasting connection, cellular materials, such as foam, honeycomb structures or other porous substrates, frequently require specific bonding methods. The sandwich construction that will be produced will determine the ideal honeycomb core pressure range. For instance, thicker skins, lower vacuum bag pressure levels or greater internal core pressures may be necessary for cores with larger cell diameters to stabilize the core and minimize skin voids. The manufacturing process’s pressure sinks and sources determine how the ideal core pressure is reached
[7]. Given the air permeability of the skin and the amount of vacuum bag pressure, the honeycomb core pressure will decrease. It will then rise because of a gas expansion brought on by rising temperatures and the presence of moisture or other volatiles. The foam cells have accessible routes to the atmospheric environment due to the micro-hole array, which entirely prevents Ostwald ripening and permits guided spontaneous evaporative formation of discretized liquid–air interfaces
[8]. Instead, in a controlled manner, the micro-post array secures the grown interfaces at predetermined points. To illustrate the MNLP approach used to shape different liquid film networks and explain the mechanics of open-cell 2D liquid foam
[8], it has been demonstrated that liquid-mediated materials may ultimately be constructed into long-lasting well-ordered micro-/nanostructure patterns by the evaporative thinning of the network to contain liquid-mediated or aqueous materials at the microscale and nanoscale.
1.4. Continuous Lamination
Continuous-fiber composites are laminated materials in which the orientation of the individual layers, plies or laminae enhances the strength in the main load direction. Unidirectional laminates are exceedingly stiff and robust when viewed in a parallel direction, but since the load must be borne by the much more fragile polymeric matrix, they are also quite weak when viewed in a perpendicular direction
[9].
A conventional polymeric matrix typically has a tensile strength of only 5–10 ksi, but a high-strength fiber can have a tensile strength of 500 ksi or more. The matrix distributes the tension loads across the fibers and stabilizes and prevents the fibers from buckling under compression, while the fibers carry the longitudinal tension and compression loads.
Laminated materials have long been used. The use of laminated glass-fiber-reinforced composites based on organic matrix resins in boat construction dates back more than 50 years, while applications for carbon fiber composite aircraft have gradually grown since the early 1970s
[10]. Plywood is a conventional building material. For composite materials, whose mechanical behavior is strongly influenced by the manufacturing process, it has been acknowledged that the formulation of test standards is of utmost significance. Significant property alterations can occur because of changes in pressure, temperature or hygrometry.
1.5. Adhesive Bonding
Humans have spent thousands of years learning about adhesives. Initially, materials derived from natural sources, such as birch tar, bituminous substances (asphalts) or animal collagen derivatives, were used, but the development of this technique has also been facilitated by the constant advancement of knowledge in the disciplines of chemistry, physics, materials engineering and mechanics
[11]. There are already tens of thousands of different adhesive formulations on the market. There are adhesives made specifically for certain substrates, operational environments and joint loading scenarios, in addition to universal adhesives. There are adhesives for detachable joints, such as light paper adhesives and adhesives that are neutralized by solvents or heat, as well as adhesives for high-strength joints that call for specific stages in the bonding process (surface preparation, the application of the adhesive and the joint curing procedure).
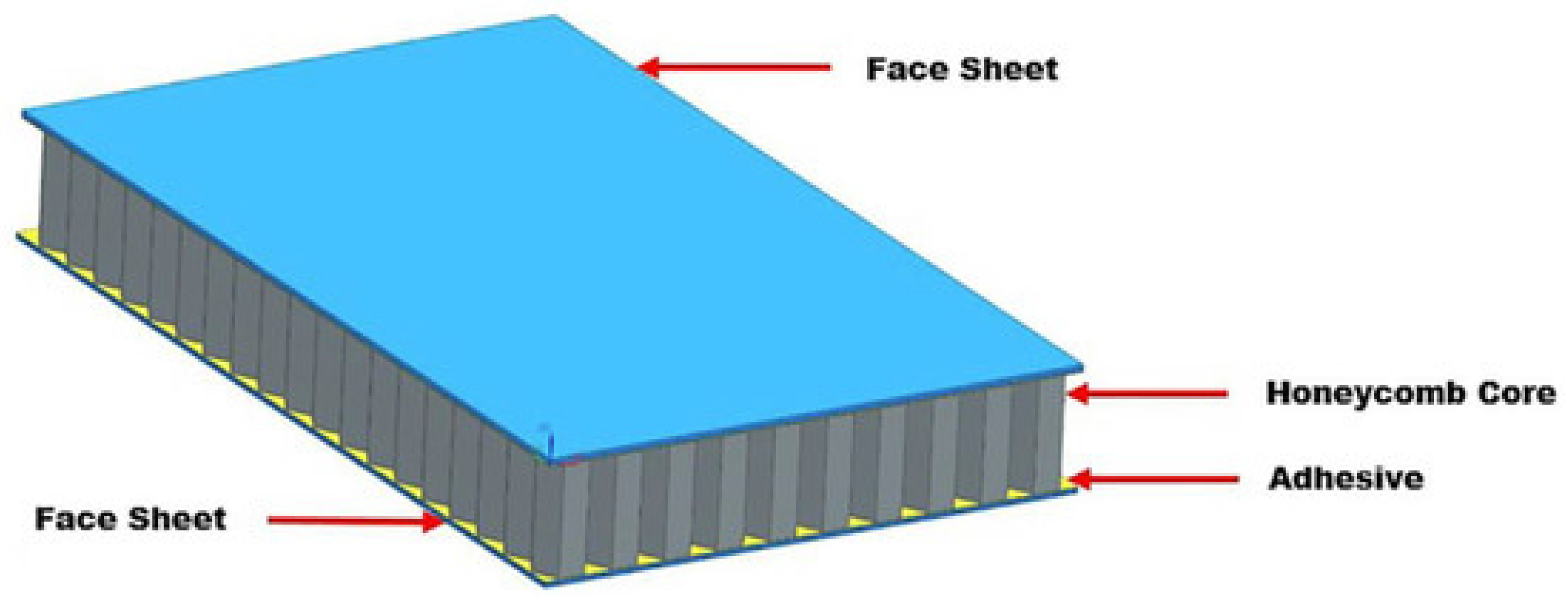
Figure 4 illustrates adhesive bonding in a honeycomb structure
[11]. Today, a wide range of materials are bonded using this method, including simple building materials, tissues (adhesives used in biomedical engineering) and even the most intricately made honeycomb composites utilized in the aerospace sector. This demonstrates the current significance of the adhesive bonding process. Since adhesive bonding could be the only approach available for making joints in some circumstances, technology professionals are now adopting it more frequently than only as a complimentary alternative for attaching materials. Bolted connections, soldering and other conventional joining techniques are gradually being replaced by these joint types.
Figure 4. Adhesive bonding in honeycomb structure
[11].
Fiber–metal laminates, sandwich structures and other joint assemblies that scale from the integration level of the part to the product employ adhesive bonding extensively. For instance, to achieve the synergistic benefits of both metal and composites, titanium alloys or steel alloys are adhesively linked to carbon-fiber-reinforced polymeric (CFRP) composite fan blades
[12]. Additionally, metal alloys guard against erosion brought on by sand, stone or engine debris as well as damage from foreign object hits, such as those caused by bird strikes, hailstorms or rain. Damage causes include manufacturing flaws and internal residual stress release in use, which degrade the integrity of the composite blade throughout the course of its life and need “debonding”. To ensure appropriate adhesion, most structural adhesives create main chemical connections with the adherends, which are surface atoms that are either covalent or ionic.
2. Applications of Cellular Solid Structures
Due to their high stiffness-to-weight ratio, superior crash energy absorption, fire resistance, non-toxicity, low thermal conductivity, magnetic permeability and reduced density, cellular materials have the most promising applications and have been shown to be suitable for their applicability. In the case of cellular structures, there are additional application-specific advantages such as noise and energy absorption, mechanical dampening and filtration effects, in addition to significant weight reduction and material savings
[13]. There are several materials available where weight reduction is the only factor to be considered; however, metal foams may be preferable if a low weight is also required, along with high energy absorption or heat resistance properties. Possible uses may be found in industries including light-weight building, crash energy absorption, noise reduction, transportation, construction, heat exchangers, purifiers, decorating and the arts, among others.
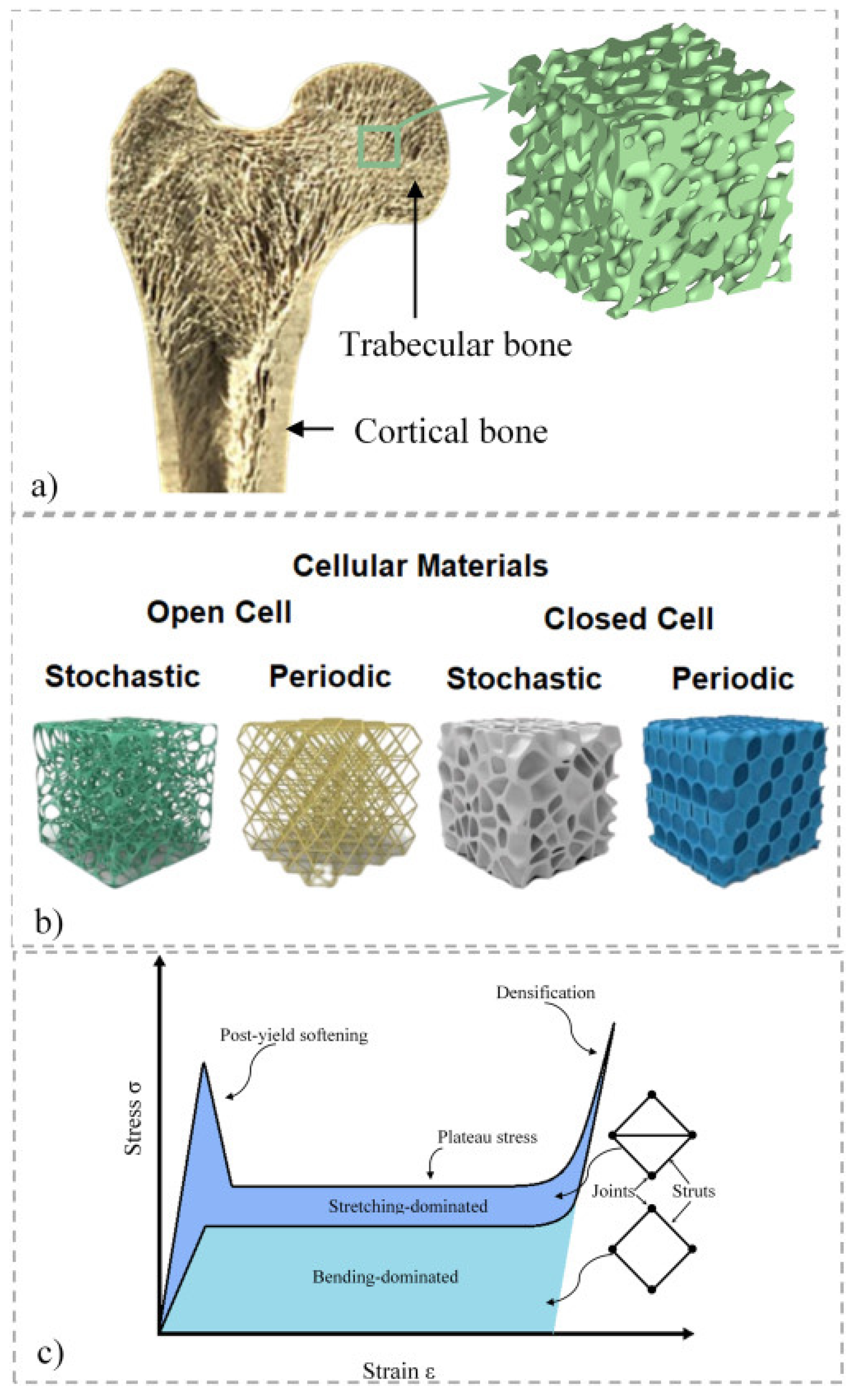
The solid and voided networks that make up the porous microstructure of cellular materials give them their distinctive properties. The growth of the subject of research known as cellular materials has been greatly impacted and supported by a variety of biological systems, including bone, honeycombs, marine sponges, wood and cork. One of the most fascinating natural biological materials for humans is likely bone (
Figure 5)
[14].
Figure 5. Cellular materials derived from nature. (
a) The microstructure of bone; (
b) the categorization of cellular materials; (
c) the typical stress–strain response of cellular materials with bending and stretching as the dominant modes of deformation
[14].
For support, protection and mobility, its microstructure has been developed to offer an unusual yet desired mix of strength and lightweight. Anatomically, bone is made up of cancellous (or trabecular) bone, which is largely porous, and cortical (i.e., compact) material, which is mostly solid. For instance, a thin cortical shell surrounds a porous cancellous core at the end of a femur bone, but a flat bone like the calvaria has a thin cancellous bone wedged between thick cortical shells. The Young’s modulus, strength, toughness and other mechanical characteristics of bone are governed by three basic factors: (1) the overall porosity of the bone, (2) the spatial distribution of the solid phase and (3) the degree of mineralization. Porosity is increased to save weight, but it also reduces strength and stiffness
[14]. On the other hand, when the amount of mineralization rises, the bone strength rises as well. Additionally, solid matrices are stronger when orientated in that way because they offer more resistance to loading in that direction.
As a result, an optimum combination of these elements must be applied to the anatomical location of a bone and its intended use (external stress and functioning) to adapt the mechanical properties to acceptable and desired levels. The unique combination of strength, light weight and design flexibility of sandwich construction results in it having a wide range of applications in a variety of industries. They are commonly used in aerospace applications such as aerospace vehicles. Due to their mechanical, thermal, acoustic and electromagnetic properties, cellular materials are appealing for a variety of engineering applications, with the use of these materials for energy absorption and load attenuation seeing a steady increase in the building, aerospace, defense, transportation and biomedical sectors
[15]. Because it is extremely light, less costly, fungus-resistant and impermeable, EPS could be a viable substitute for many of the primary materials now utilized in maritime applications. Unfortunately, it is also a somewhat weaker material, and because of this, it is prone to delamination and damage due to its poor shear and compressive strength. However, by thickening the core or utilizing shear webs, these restrictions can usually be circumvented. Lattice webs, a variation on the shear web idea, are currently being used in civil infrastructure applications. Unfortunately, polyester resin cannot be used with this material. However, this issue can usually be fixed by attaching a thin PVC cover over the central polystyrene core to serve as a barrier
[16].
At the bone–implant contact, the impact of adding cellular structures also shows enormous potential. The cellular structure can be further treated with a biomaterial to unlock a large potential for medicinal applications. High-molecular-weight bone morphogenetic proteins were injected into the titanium cellular structure in an in vivo investigation to promote bone regeneration. The medullary canal and cortex, as well as the whole segmental bone defect, fully recovered after four weeks
[17]. They are used to manufacture aircraft wings, fuselages, control surfaces and interior components. Sandwich lightweight construction reduces fuel consumption and increases payload, and it is used in the construction of boats, yachts and ships. Moreover, it provides superior stiffness and strength at a minimal weight for improved performance and fuel efficiency. Sandwich composites are widely used for hulls, decks, bulkheads and superstructures. Cellular solids structures are used in renewable industries such as photovoltaic modules. This is because their lightweight design facilitates installation and transportation, while their structural rigidity protects delicate solar cells. They are even used in electronic devices and cases to provide structural support, thermal management and electromagnetic shielding. This is because they help protect electronic components and ensure proper function. These are a few of the many illustrations of the wide range of applications for sandwich structures. Its light weight, high strength-to-weight proportion and flexibility make it suitable for a wide range of businesses where weight reduction, toughness and execution are key variables. The fabrication of porous CsPbBr3 and H-CTFs nanocomposites (CsPbBr3/CTFs) has been developed for enhanced photocatalytic H
2O
2 production due to their homogeneous active sites distribution showing a unique hollow porous framework
[18][19].
 +1 credit
+1 credit