Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Shaodan Yang | -- | 5799 | 2023-09-05 10:38:11 | | | |
| 2 | Camila Xu | Meta information modification | 5799 | 2023-09-06 03:02:15 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Yang, S.; Song, K.; Zhou, Y.; Yang, R.; Yu, Y.; Liu, L.; Chen, J.; Zhou, F.; Yang, W.; Zhang, G.; et al. Research Progress on Cu–15Ni–8Sn Alloys. Encyclopedia. Available online: https://encyclopedia.pub/entry/48810 (accessed on 24 June 2026).
Yang S, Song K, Zhou Y, Yang R, Yu Y, Liu L, et al. Research Progress on Cu–15Ni–8Sn Alloys. Encyclopedia. Available at: https://encyclopedia.pub/entry/48810. Accessed June 24, 2026.
Yang, Shaodan, Kexing Song, Yanjun Zhou, Ran Yang, Yan Yu, Lele Liu, Jidong Chen, Fei Zhou, Wenhao Yang, Guoshang Zhang, et al. "Research Progress on Cu–15Ni–8Sn Alloys" Encyclopedia, https://encyclopedia.pub/entry/48810 (accessed June 24, 2026).
Yang, S., Song, K., Zhou, Y., Yang, R., Yu, Y., Liu, L., Chen, J., Zhou, F., Yang, W., Zhang, G., & Du, J. (2023, September 05). Research Progress on Cu–15Ni–8Sn Alloys. In Encyclopedia. https://encyclopedia.pub/entry/48810
Yang, Shaodan, et al. "Research Progress on Cu–15Ni–8Sn Alloys." Encyclopedia. Web. 05 September, 2023.
Copy Citation
The Cu–15Ni–8Sn (C72900) alloy is a typical spinodal hardened copper alloy engineered for high strength, elasticity, and stress relaxation resistance. Compared with Cu-Be alloy, the comprehensive properties of Cu-15Ni-8Sn alloy are equal, and it has no toxicity during manufacturing and processing. In addition, the properties of Cu-15Ni-8Sn alloy are much better than those of Cu-Be alloy at high temperature.
Cu–15Ni–8Sn alloy
microalloying
preparation technology
1. Introduction
The Cu–15Ni–8Sn (C72900) alloy is a typical spinodal hardened copper alloy engineered for high strength, elasticity, and stress relaxation resistance. Compared with Cu-Be alloy, the comprehensive properties of Cu-15Ni-8Sn alloy are equal, and it has no toxicity during manufacturing and processing. In addition, the properties of Cu-15Ni-8Sn alloy are much better than those of Cu-Be alloy at high temperature. As the best substitute material for beryllium bronze, it has potential applications in electronic information, equipment manufacturing, and other fields, such as high-end connectors, instrumentation sensors, and other key components. In recent years, with the rapid development of aerospace, heavy-duty equipment, ocean engineering, and oil and gas exploitation, higher requirements have been put forward for the comprehensive properties of the Cu–15Ni–8Sn alloy. This alloy requires high toughness, wear resistance, and corrosion resistance while maintaining high strength. However, it is difficult to control these comprehensive properties due to the contradictory relationship among the above performances. Therefore, the comprehensive performance control of Cu–15Ni–8Sn alloy under multi-scene service conditions has become a hot and difficult topic for relevant scholars.
2. Development Process of Cu–15Ni–8Sn Alloy
In 1933, Eash J. T. et al. [1] improved the quality of the ingot and strength of the Cu-Ni-Sn alloy by adding Ni to the Cu-Sn alloy and found the aging hardening phenomenon of this alloy. In the 1960s, Hillert, Cahn, and Hilliard et al. [2][3] established the spinodal theory. In the 1970s, Schwartz L. H. et al. [4] observed that spinodal decomposition occurred in Cu-Ni-Sn alloy during aging by TEM. Thereafter, Plewes J. T. [5] applied a large cold deformation before the aging treatment of Cu-Ni-Sn alloy, which obviously improved the plasticity of the alloy and laid the foundation for the practical application of this alloy.
Bell Laboratories [6] exploited the Cu-Ni-Sn alloys in the late 1960s, developing innovations and patents in the 1970s. In the 1980s, the industrial production standard was formulated. Additionally, the Cu-Ni-Sn alloy brand of the American production technology standard mainly includes C72500 (Cu-9Ni-2Sn), CDA725 (Cu-9Ni-2.5Sn), C72600 (Cu-4Ni-4Sn), C72650 (Cu-7.5Ni-5Sn), C72700 (Cu-9Ni-6Sn), C72800 (Cu-10Ni-8Sn), C72900 (Cu–15Ni–8Sn), etc. [7]. Among them, the standard-specified components of C72900 (Cu–15Ni–8Sn) alloy are as follows: Ni 14.5–15.5 wt.%, Sn 7.5–8.5 wt.%, impurity Mn 0.05–0.3 wt.%, and impurity Fe and Zn shall not be more than 0.5 wt.% [7]. However, due to technical difficulties such as segregation and thermal processing cracking in the industrial preparation of Cu–15Ni–8Sn alloy, the commercial application of this alloy is greatly limited. In the 1980s, Pfizer Inc. produced Cu–15Ni–8Sn alloy strip and wire by using powder metallurgy technology [8], but the product size was too small to meet the needs of industrial applications. In the 1990s, Materion Brush Inc. [9] invented the EquaCast continuous casting technology and obtained a Cu–15Ni–8Sn ingot with a uniform solidification structure. This technology can effectively inhibit the segregation of Sn in the alloy and improve machinability. In addition, with the breakthrough of industrialization technology for Cu–15Ni–8Sn alloy, researchers pay more and more attention to the research of alloy application properties such as corrosion resistance, stress relaxation resistance, and wear resistance [10][11][12][13][14][15].
At present, Materion Inc. (Brush, United States) [9] has produced various Cu–15Ni–8Sn products with a yield strength range of 620–1380 MPa. The performance of the main products is shown in Table 1. Among them, ToughMet®3AT series products are mainly strengthened by spinodal decomposition. While maintaining high strength, the alloy has good wear resistance, high-temperature stress relaxation resistance, and corrosion resistance. The main types of application products are rods, pipes, plates, and rings. It can be used as wear-resistant and corrosion-resistant parts such as bearing bushings and valves in aerospace, heavy-duty equipment, oil and gas exploitation, and other fields. ToughMet®3TS is a high-strength and high-toughness alloy developed by the deformation heat treatment process. The hardening method is work hardening and spinodal decomposition, and the strength is obviously higher than that of the ToughMet®3AT series. This alloy has excellent resistance to dynamic impact loads and wear, especially in acidic environments or when exposed to seawater, and it also possesses non-magnetic and anti-knock properties. The main types of application products are rods, pipes, and wires, which can meet the performance requirements in harsh service environments in the field of oil and gas exploitation. BrushForm®158 series products can achieve the highest tensile strength of 1415 MPa by applying large cold deformation before aging, which meets the requirements of key components such as electronic connectors, switches, and sensors in the electronic industry. The application product type is strip.
Table 1. Properties of Cu–15Ni–8Sn alloy products prepared by Materion Company [9].
| Alloys | Tensile Strength (MPa) | 0.2% Offset Yield Strength (MPa) | Elongation (%) | CVN Impact Strength (J) | K1c Fracture Toughness (MPa·m1/2) |
|---|---|---|---|---|---|
| UNS C72900 ToughMet®3AT | 760–930 | 620–760 | 4.0–15 | 5.0–12 | 33–49 |
| UNS 72900 ToughMet®3TS | 730–1140 | 655–1035 | 3.0–18 | 5.0–40 | 44–77 |
| UNS C72900 BrushForm®158 | 655–1415 | 515–1380 | 1.0–22 | - | - |
The commercial Cu–15Ni–8Sn alloy currently developed by Lebronze Inc. is shown in Table 2, and its yield strength ranges from 620 MPa to 1069 MPa. This series of alloys focuses on key components such as sucker rods, valves, mud pumps, LWD, and MWD in oil and gas production [16]. In recent years, Concast Inc. and NGK Inc. have also launched Cu–15Ni–8Sn alloy series products for oil exploitation.
Table 2. Properties of Cu–15Ni–8Sn alloy products from Lebronze Company. (The data were collected from the company website [16]).
| Alloys | Tensile Strength (MPa) | 0.2% Offset Yield Strength (MPa) | Elongation (%) | Hardness (HRC) |
|---|---|---|---|---|
| HARDIALL® AMS 4596 C72900 | 876–910 | 738–745 | 3–10 | 30 |
| HARDIALL® AMS 4597 C72900 | 1075–1137 | 1020–1069 | 3–6 | 34–35 |
| HARDIALL® TS 120 U C72900 | 825 | 755 | 15 | 22–24 |
| HARDIALL® TS 160 U C72900 | 1100–1105 | 1020–1035 | 3 | 32–34 |
| HARDIALL® TS 95 C72900 | 725–730 | 655 | 18 | 15 |
| HARDIALL® TX 110 C72900 | 875–910 | 760 | 6–10 | 30 |
| HARDIALL® TX 90 C72900 | 760 | 620 | 15 | 26 |
The research on Cu–15Ni–8Sn alloy in China began in the 1980s. Since the 21st century, a lot of research work has been carried out at Central South University, South China University of Technology, Dalian University of Technology, and Shanghai University of Technology. At present, in the industrial production of Cu–15Ni–8Sn alloy, Boway Inc., Albetter Inc., Shantou Huaxing Inc., Jinchuan Inc., and other enterprises have also carried out industrial small batch production and have made breakthroughs in some performance indexes of pipe rod.
3. Preparation Technology of Cu–15Ni–8Sn Alloy
The Cu–15Ni–8Sn alloy contains a large amount of Sn with a low melting point (231.89 °C), and the solidification temperature range of the solid–liquid phase is wide. Therefore, the macrosegregation and microdendrite segregation of Sn are easy to occur in the casting process, which leads to the difficulty of subsequent deformation and the decline of the comprehensive properties of the alloy. This is due to the rapid cooling rate of alloy melt during non-equilibrium solidification of liquid alloy. The melt volume shrinks, and negative pressure is generated in the ingot. In addition, the diffusion rates of Sn solute atoms in the liquid phase and solid phase are different, which leads to the redistribution of Sn solute atoms. Further, the Sn-rich melt moves to the ingot surface along the coarse dendritic gap. Finally, the phenomenon that the outer surface is rich in Sn but the center is poor in Sn is formed. The segregation of Sn will degrade the processability, strength, wear resistance, and corrosion resistance of the alloy. Therefore, controlling the segregation of the Sn element to obtain an alloy with uniform composition and microstructure is the premise for improving the comprehensive properties of the Cu–15Ni–8Sn alloy. At present, researchers have adopted rapid solidification, powder metallurgy, electromagnetic stirring, and other technologies to improve ingot quality.
3.1. Powder Metallurgy Technology
In this technology, the pre-alloyed powder is prepared by the atomization method, and the prepared mixed powder is added from the hopper between vertical rolls. The powder is sucked into the roll gap by the friction between the powder and the rolls, and the pressure of the rolls makes the powder particles mechanically adhere. After compaction, sintering, winding, and a series of high-temperature annealing and cold rolling steps are carried out to improve the density. In the 1980s, Pfizer Inc. [8] adopted this technology to commercialize Cu–15Ni–8Sn alloy with strip and wire. At present, powder metallurgy methods include mechanical crushing, mechanical alloying, vapor deposition, ion sputtering, and so on. Sintering methods mainly include hot isostatic pressing and cold isostatic pressing. Li J. et al. [17] prepared Cu–15Ni–8Sn alloy by hot isostatic pressing (HIP) technology. The results showed that when the Cu–15Ni–8Sn alloy was prepared at 800 °C under 120 MPa at a heating rate of 5 °C/min, the segregation on the ingot micron scale was completely suppressed. OUYANG Y. et al. [18] prepared the Cu-15Ni-8 Sn-XNb alloy with cold isostatic pressure instead of the HIP. The alloy powders were sealed in rubble molds by isostatic cool pressing under 200 MPa for 20 min. Then, the pressed ingots were vacuum-sintered at 850 °C and 1 × 10−3 Pa for 240 min. The results show that the segregation of Sn is significantly improved, and the grain size of the Cu–15Ni–8Sn–0.3Nb alloy was about 11 µm after aging for 60 min. However, powder metallurgy technology is not suitable for industrial production because of its complex production process, long process, high cost, and small product specifications [9].
3.2. Rapid Solidification Technology
The cooling rate of rapid solidification technology can reach 105 K/s. The ultra-high cooling rate and large melt heat dissipation area make the Sn element too late to diffuse, thus effectively reducing the segregation degree and dendrite segregation spacing of Sn so as to obtain materials with uniform composition, microstructure, and properties. Commonly used rapid solidification technologies mainly include single-roll rotary casting, spray forming, and strip throwing technology [19]. Collins L. E. et al. [20] prepared C72900 alloy strips with a thickness of 20–120 μm by the rapid solidification method. The results show that the macrosegregation of the Sn element has been completely eliminated, but the microsegregation still exists. In the strip with a thickness of 70 μm, the greatest segregation was observed in the equiaxed region towards the outer surface. The Sn content varied from a minimum of 7.0 wt.% in the interior of grains to a maximum of about 10.5 wt.% at the grain boundaries. Deyong L. et al. [21][22] prepared Cu–15Ni–8Sn alloy samples without macrosegregation by the single-roll rotary casting rapid solidification method. Hermann P. et al. [23] obtained the Cu–15Ni–8Sn alloy by Osprey spray and found that Sn element segregation was inhibited and presented isoaxial crystals. However, rapid solidification technology is generally only suitable for making plates and strips with small cross-sectional dimensions [19].
3.3. Additive Manufacturing Technology
As a revolutionary industrial technology, additive manufacturing technology has attracted wide attention from scholars [24]. Specifically, in the machining process, a steep temperature gradient of up to ~107 K/s and a high cooling rate of ~107 K/m can be achieved during the additive manufacturing process [25], which shows excellent advantages in easy segregation and difficult machining of metals. At present, laser powder bed fusion (L-PBF, also known as SLM) and laser directional energy deposition (L-DED) are commonly used in the metal field. And it is found that L-PBF is more suitable than L-DED for preparing easily segregated Cu–15Ni–8Sn alloy [26][27][28][29][30]. Compared with Cu–15Ni–8Sn alloy blanks prepared by L-DED and L-PBF, the average size of tin-segregation phases of the L-DED (0.40 ± 0.20 μm) was three times higher than that of the L-PBF (0.10 ± 0.05 μm) [26]. The microstructures of the L-PBF-manufactured sample are mainly composed of epitaxially grown slender cellular structures with submicron widths. In contrast, the L-DED-manufactured sample is composed of fine dendrites with a width of 5.6 ± 1.2 μm [26]. Macrosegregation is not found in L-PBF-manufactured samples, but microsegregation was observed only under TEM. In L-PBF-manufactured samples, 80–200 nm Sn-enriched precipitates were dispersed between cellular structures [27]. The strengthening mechanism of L-PBF-manufactured alloy is mainly fine grain strengthening and dislocation strengthening caused by high dislocation density [28][29][30]. Currently, the preparation of Cu–15Ni–8Sn alloy by additive manufacturing technology has excellent potential and has become a research hotspot. However, a series of scientific problems existing in the laboratory stage of this technology still need to be further studied. Meanwhile, this technology still faces a series of future challenges in the industrial preparation of alloys, such as the density of large-sized billets, comprehensive performance control, quality stability, and production efficiency.
3.4. Advanced Foundry Technology
Most of the above preparation technologies are suitable for laboratory research or small-size billet production, and researchers have successively developed Cu–15Ni–8Sn alloy preparation technologies suitable for industrial production. For example, EquaCast continuous casting technology, invented by Materion Inc. [9], can obtain large-sized ingots with uniform structures. At present, the maximum ingot diameter can reach 635 mm, and the single weight is 15 t. Shanghai University [31] applies electromagnetic stirring (EMS) on the basis of horizontal continuous casting technology. The results show that the application of EMS is beneficial for grain refinement and for microstructure transformation from the dendrite to the rosette structure. It also leads to a significant improvement in the tensile property. The forced flow induced by EMS homogenizes the temperature field ahead of the solid–liquid interface, disturbing the heat flow direction and resulting in the columnar to equiaxed transition. The grain refinement under different electromagnetic stirring frequencies is mainly derived from the homogenization of the temperature and the remelting of dendritic arms. Dalian University of Technology [32][33] prepared Cu–15Ni–8Sn alloy ingot by vertical semi-continuous casting and applying mechanical vibration (MV) and electromagnetic field at the same time. It is found that when the amplitude of MV was 2 mm, the frequency was 57 time/min, the magnetic field power was 10 kW, the size of equiaxed grain on the whole cross-section of the ingot decreased from 2.24 mm to 0.94 mm, and the segregation rates of surface inverse segregation and center positive segregation improved from 11.5% and −12.6% to 2.1% and −1.4%.
4. Phase Transition Sequence and Microalloying of Cu–15Ni–8Sn Alloy
4.1. Phase Transition Sequence
After melting casting and homogenizing annealing, the solidification structure of the Cu–15Ni–8Sn alloy is obtained, and the segregation is obviously improved. Then, the alloy was subjected to thermomechanical treatment after hot deformation. Under the combined control of the solid solution, cold deformation, and aging, the alloy will successively undergo spinodal decomposition, ordering, discontinuous precipitation (DP), and continuous precipitation. The related microstructure characteristics and phase transformation sequence evolve simultaneously, which affects the comprehensive properties of the alloy. A lot of research on the phase transition process of the Cu–15Ni–8Sn alloy has been carried out before. Zhao J. C. et al. [34] studied the phase transformation process of Cu–15Ni–8Sn alloy by TEM and obtained the TTT curve. Studies have shown that the phase transformation products of Cu–15Ni–8Sn alloy during the aging process mainly include spinodal structure, DO22 ordered phase, L12 ordered phase, discontinuous precipitated phase (DO3), and continuous precipitated γ phase at the grain boundary and intragranular [35]. A large number of studies have shown that the time of spinodal decomposition is very short and may even have occurred in the solution quenching process [6][34][36]. The spinodal decomposition criterion is usually based on its structure diffraction reaction, such as the sideband appearing in the X-ray diffraction and the satellite spots appearing in the selected electron diffraction. However, because the spinodal decomposition process is too short, its decomposition process has not been dynamically observed so far. The mechanism of its occurrence and its influence on the subsequent phase transition process still need to be further explored. In addition, the formation mechanism and evolution process of the DO22 phase and L12 phase in the ordering stage and the influence mechanism of interaction on the subsequent performance are still unclear. Wang Y. [36] found that DO22 and L12 ordered structural formulas of Cu–15Ni–8Sn alloys can be expressed as (Cux, Ni1−x)3Sn, where x values are different. At the same time, the related research shows that the formation of a discontinuous precipitate phase (DO3) in Cu–15Ni–8Sn alloy will seriously deteriorate the properties of the alloy. Still, the formation mechanism of the discontinuous precipitate phase and its influence on its properties need to be further explored [34]. In summary, there are many phase transformation processes in the heat treatment process of Cu–15Ni–8Sn alloy, and the interaction mechanism of microstructure characteristics is complex. Control of the comprehensive properties of this alloy through microstructure is the main goal of developing the alloy, and microalloying and heat treatment process control are effective ways to achieve this target.
4.2. Effect of Microalloying on Properties of Cu–15Ni–8Sn Alloy
By adding appropriate trace alloying elements to Cu–15Ni–8Sn alloy, the segregation can be effectively improved, and the amplitude modulation decomposition process can be affected. In addition, the discontinuous precipitation can also be inhibited, thus affecting the comprehensive performance of the alloy. At present, scholars have studied the influence of Nb [37][38][39][40], V [41], B [42], Mo [43], Fe [44], Co [45], Mg [46], Si [36], Ti [47][48][49][50], Zr [51], P [52], Y [53], and other elements on Cu–15Ni–8Sn alloy, mainly focusing on its microstructure features, phase change sequence, and properties. According to the different interaction modes between microalloying elements and matrix, it can be divided into insoluble metal type, alternative type, compound type, and multi-element additive type. The development of microalloying design and its influence on the properties of Cu–15Ni–8Sn alloy are shown in Figure 1 and Table 3.
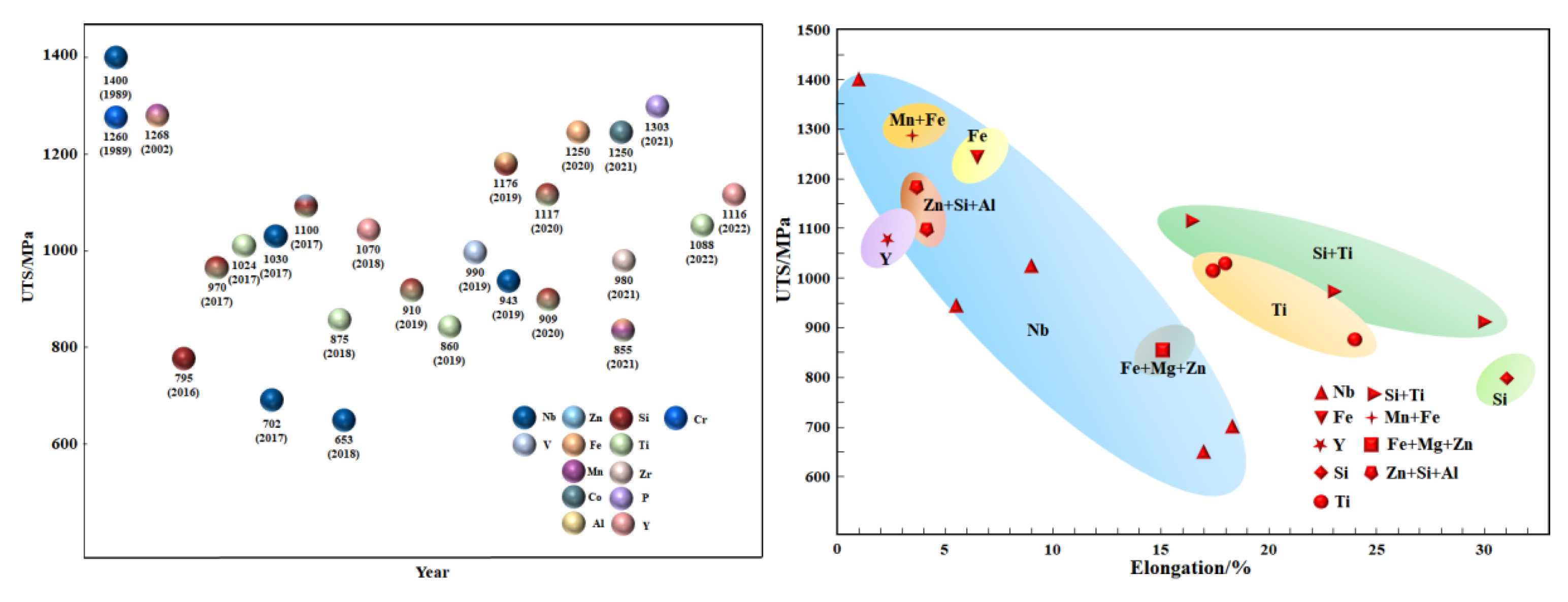
Table 3. Comparison of the strength and elongation ratio of the Cu–15Ni–8Sn–X alloy with different trace alloy elements.
| Alloys (wt.%) | Tensile Strength (MPa) | Elongation (%) | Reference |
|---|---|---|---|
| Cu–15Ni–8Sn–0.2Nb | 1400 | 1 | [37] |
| Cu–15Ni–8Sn–0.21Nb | 702.9 | 18.4 | [39] |
| Cu–15Ni–8Sn–0.2Nb | 653 | 17 | [30] |
| Cu–15Ni–8Sn–0.3Nb | 1030 | 9.1 | [18] |
| Cu–15Ni–8Sn–0.3Nb | 943 | 5.5 | [40] |
| Cu–15Ni–8Sn–0.4V | 990 | - | [41] |
| Cu–15Ni–8Sn–0.1Fe | 1250 | 6.45 | [44] |
| Cu–15Ni–8Sn–0.5Co | 1250 | - | [45] |
| Cu–15Ni–8Sn–0.3Si | 795 | 31.2 | [36] |
| Cu–15Ni–8Sn–0.2Ti | 860.36 | - | [47] |
| Cu–15Ni–8Sn–0.3Ti | 1024 | 17.9 | [48] |
| Cu–15Ni–8Sn–0.1Ti | 1088 | 17.3 | [49] |
| Cu–15Ni–8Sn–0.3Ti | 875 | 24.1 | [50] |
| Cu–15Ni–8Sn–0.5Zr | 980 | - | [51] |
| Cu–15Ni–8Sn–0.2P | 1303 | - | [52] |
| Cu–15Ni–8Sn–0.2Y | 1166 | - | [53] |
| Cu–15Ni–8Sn–0.3Si–0.1Ti | 910 | 30 | [50] |
| 1117 | 16.4 | ||
| Cu–15Ni–8Sn–0.25Mn–0.1Fe | 1268 | 3.6 | [54] |
| Cu–15Ni–8Sn–1.0Zn–0.5Al–0.2Si | 1176 | 3.86 | [55] |
| Cu–15Ni–8Sn–0.14Fe–0.11Mn–0.22Zn | 855 | 15.2 | [56] |
4.2.1. Insoluble Metal Type
Nb, V, B, and Mo belong to high-melting-point trace elements. The melting points of Nb, V, B, and Mo are 2468 °C, 1902 °C, 2300 °C, and 2617 °C, respectively, which are much higher than the melting points of Cu at 1084.6 °C. The combination of high melting points V and Ni forms a stable second phase with high melting points at grain boundaries and grains, which inhibits the nucleation and growth of discontinuous precipitates (DP). Nb can promote the spinodal decomposition process and significantly inhibit grain growth and discontinuous precipitation formation. Mo can improve the comprehensive properties of the Cu–15Ni–8Sn alloy by inhibiting the formation of discontinuous precipitation.
Nb: As can be seen from Table 3, when the additional amount of Nb is 0.2–0.3 wt.%, the tensile strength can reach 650–1400 MPa, and the elongation is 1–18%. Jiang B. et al. [37] prepared Cu–15Ni–8Sn–0.2Nb alloy by vacuum induction furnace smelting. The tensile strength of the alloy after aging is up to 1400 MPa, and the stress relaxation performance at 250 °C is better than beryllium copper, which is suitable for high-temperature elastic materials. The results show that Nb promotes the kinetics of spinodal decomposition of Cu–15Ni–8Sn. It not only accelerates its strengthening at the initial stage of spinodal decomposition but also promotes the growth of precipitates at grain boundaries [38]. The properties of alloys obtained by different preparation methods are also different. OUYANG Y. et al. [18] prepared Cu–15Ni–8Sn–0.3Nb alloy rods by means of powder metallurgy followed by hot extrusion, and it exhibited both higher strength (ultimate tensile strength > 1030 MPa) and higher tensile ductility (elongation > 9.1%) than Cu–15Ni–8Sn alloy after aging treatment. This study found that the improvement was caused by Nb-rich phases at grain boundaries, which led to the refinement of grain size and postponed the growth of discontinuous precipitates during aging. Wang N. et al. [35] think that the trace addition of Nb does not affect the precipitation type and sequence of Cu–15Ni–8Sn–0.3Nb.
V: Guo Z. et al. [41] studied the effects of different V addition amounts on the microstructure and properties of Cu–15Ni–8Sn alloy. The results showed that when the V content increased from 0 wt.% to 1.0 wt.%, the as-cast grain size of Cu–15Ni–8Sn–xV alloy decreased from 762 μm to 30 μm. When V content is 0.4 wt.%, the tensile strength, elastic modulus, and conductivity of Cu–15Ni–8Sn–0.4V alloy are 990 MPa, 131 GPa, and 8.0% IACS after aging at 400 °C for 240 min, respectively. The morphology and growth kinetics of discontinuous precipitation in Cu–15Ni–8Sn–xV alloy were studied experimentally. It was found that the DP reaction was controlled by grain boundary diffusion. In the Cu–15Ni–8Sn–0.4V alloy, the growth of DP was inhibited by the pinning effect of Ni3V particles on the grain boundary. However, when the V content is 1.0 wt.%, the alloy DP reaction can be accelerated.
B: The effects of B content (0.04, 0.08, 0.1, 0.3, and 0.5 wt.%) on the properties of Cu–15Ni–8Sn alloy were studied by Liu, S. et al. [42]. The results show that the Ni6.67SnB2 phase will be formed in an as-cast microstructure with the addition of B, and the segregation of the Sn element at the grain boundary could be alleviated to a certain degree. The hardness of Cu–15Ni–8Sn–0.1B alloy is 379 HV after aging at 400 °C for 360 min, which is slightly higher than that of Cu–15Ni–8Sn–0.04B and Cu–15Ni–8Sn–0.08B alloys. The appropriate B addition (0.04, 0.08, 0.1 wt.%) can greatly suppress the discontinuous precipitation behavior, while the excess B addition (0.3 and 0.5 wt.%) instead promotes the discontinuous precipitation behavior.
Mo: Zhang K. et al. [43] studied the effect of 0–1.5 wt.% Mo on the properties of Cu–15Ni–8Sn alloy. It was found that when the Mo content was 0.9 wt.%, the hardness of the alloy reached 384 HV. Further, Mo has a weak effect on improving as-cast microstructure segregation. In the stage of solid solution, when the content of Mo is lower than 0.3 wt.%, Mo dissolves in the matrix. When the content of Mo is higher than 0.9 wt.%, Mo exists as the second phase. In the stage of aging, the addition of proper Mo can significantly inhibit the nucleation and slow down the growth of DP. Excessive Mo content (greater than 0.9 wt.%) promotes the nucleation and growth of DP.
4.2.2. Alternative Type
The alternative types of trace elements include Zn, Fe, Mn, Co, Al, Mg, etc. Zn, Fe, and Mn can be used as substitute elements for Cu, which can reduce the cost of the alloy and improve its processability. Co is near Ni in the Periodic Table of elements, and the chemical and physical properties are similar, so Co can be used as a substitute element for Ni. The addition of a small amount of Al and Mg can replace Sn, which is comparable to the high Sn content alloy in performance while reducing the cost.
Fe: Guo C. et al. [44] investigated the effect of the addition of Fe at 0–0.5 wt.% on the properties of the Cu–15Ni–8Sn alloy. It was found that with the Fe content of 0.1 wt.%, the alloy hardness, tensile strength, and yield strength were 458 HV, 1250 MPa, and 960 MPa, respectively, which were 30 HV, 123 MPa, and 58 MPa higher than those without Fe, respectively. This research used the 3D atomic probe to study the mechanism of Fe and found that Fe is mainly enriched in the core of the ordered phase. It was shown that the addition of Fe improved the DO22-ordered phase stability and inhibited the DP growth rate.
Co: Guo C. et al. [45] studied the effect of 0–1.5 wt.% Co content on the microstructure and properties of Cu–15Ni–8Sn alloy. It shows that when the addition of Co is 0.5 wt.%, the tensile strength (yield strength) and elastic modulus at peak aging are 1250 MPa (1197 MPa) and 149.8 GPa, respectively. The addition of trace Co elements can inhibit the precipitation and growth of discontinuous precipitation. Co enrichment is found in the γ-DO3 phase, which can change the interlamellar spacing, thus affecting the hardness of the alloy.
4.2.3. Compound Type
Compound trace elements mainly include Si, Ti, Zr, P, Y, etc. These elements mainly form compounds with Ni and precipitate at grain boundaries or within grains, thus inhibiting the formation and development of discontinuous precipitates. Under suitable heat treatment conditions, the strength of alloys can be obviously improved. In recent years, there has been much research on this kind of alloy element, and the representative teams include Central South University, South China University of Technology, Jiangxi University of Science and Technology, and so on.
Si: Central South University [36] has carried out systematic research on Cu-Ni-Sn since the beginning of the 21st century. The research shows that the optimal addition amount of Si in Cu–15Ni–8Sn alloy is 0.3 wt.%, and the hardness can reach 457 HV. It was found that the addition of the Si element combined with Ni to form Ni3lSil2 and Ni3Si, in which the Ni3Si phase has the same structure and size as the matrix α phase and has an obvious refinement effect on dendrites. Ni3Si can be reversibly dissolved and precipitated in the alloy with a change in temperature. It is easy to precipitate at grain boundaries during aging, occupying the nucleation position of γ phase discontinuous precipitation and inhibiting discontinuous precipitation in the later aging period. This inhibitory effect was strongest at 0.3 wt.% Si content. The increase in Si content made it easy to form insoluble Ni3lSil2, but it also provided the nucleation position for discontinuous precipitation and promoted its growth.
Ti: Dalian University of Technology [47] studied the comprehensive properties of Cu–15Ni–8Sn alloy with 0–0.7 wt.% Ti. The hardness and tensile strength of Cu–15Ni–8Sn–0.2Ti alloy are 378.2 HV and 860.36 MPa, respectively. The effect of 0–0.5 wt.% Ti on the microstructure and properties of Cu–15Ni–8Sn alloy was studied at the South China University of Technology [48][49][50]. The optimum content of Ti was 0.3 wt.%. Compared with the alloy without Ti, the tensile strength increased from 953 MPa to 1024 MPa, and the elongation increased from 2.7% to 17.9%. The experimental results show that the addition of Ti forms the Ni3Ti phase during solidification, and the Ni3Ti phase has a pinning effect on grain boundary migration during solution treatment, which leads to grain refinement. In addition, the Ni3Ti phase at the grain boundary occupies the nucleation position of discontinuous precipitation, which inhibits discontinuous precipitation.
Zr: Zhang J. et al. [51] added 0–0.7 wt.% Zr to Cu–15Ni–8Sn. The results show that the hardness of the alloy is 330 HB, and the tensile strength is 980 MPa when the addition of Zr is 0.5 wt.%. Zr can reduce the segregation of Sn and change the precipitation morphology of the γ phase from the supersaturated α phase (flake → needle). When the content of Zr is lower than 0.1 wt.%, it mainly exists in the matrix as a solid solution atom. When the content increases to more than 0.3 wt.%, the existing form changes into a nano-scale precipitation phase (Ni5Zr) and then into a micron-scale segregation phase (Ni4SnZr). During aging, Zr can inhibit the nucleation and growth of DP significantly but cannot inhibit the growth of favorable ordered phases. When Zr content reaches 0.3 wt.%, DP content is reduced after aging for 16 h.
P: The effect of 0–0.3 wt.% P addition on the microstructure and properties of Cu–15Ni–8Sn alloy was studied by Jiangxi University of Technology [52]. The test results showed that when P content was 0.2 wt.%, the tensile strength (yield strength) and elastic modulus at peak aging were 1303 MPa (1280 MPa) and 145.0 GPa, respectively. The results show that the coarsening activation energy of Cu–15Ni–8Sn–0.2P alloy is 198.61 kJ/mol, which is less than 148 kJ/mol of Cu–15Ni–8Sn alloy. Based on the JMAK (Johnsone–Mehl–Avramie–Kolmogorov) equation, the diffusion activation energy Q of the discontinuous precipitation reaction of Cu–15Ni–8Sn–0.2P alloy is 221.90 kJ/mol, which is much higher than 105.45 kJ/mol of Cu–15Ni–8Sn alloy. The inhibitory effect of P addition on discontinuous precipitation is related to the distribution of the Ni10SnP3 phase, the formation of a non-precipitation zone, the decrease in grain boundary diffusion coefficient, and the increase in discontinuous precipitation layer spacing.
Y: Cu–15Ni–8Sn–0.2Y alloy was prepared by Cheng J. et al. [53]. The hardness of the peak-aging alloy was 372.2 HV, the yield strength was 1098 MPa, and the ultimate tensile strength was 1166 MPa. NiSnY and Ni2Y phases can be formed by adding Y elements to combine with Ni and Sn atoms, which are mainly distributed at grain boundaries and inhibit discontinuous precipitation. The strengthening effect of Y is mainly grain boundary strengthening and precipitation strengthening. After aging at 400 °C for 150 min, the grain size of Cu-15Ni-8Sn alloy increased by 10.08 µm, while that of Cu-15Ni-8Sn-0.2Y alloy only increased by 2.13 µm.
4.2.4. Multi-Element Additive Type
The composite type is composed of multiple microalloying elements, which has a significant effect on the microstructure and properties of the Cu–15Ni–8Sn alloy. In recent years, compound research has been mainly carried out around the above-mentioned substitutive and compound trace elements. The effects of 0–0.3 wt.% Si and 0–0.5 wt.% Ti on the microstructure and properties of Cu–15Ni–8Sn alloys were studied by the South China University of Technology [50]. The results showed that the tensile strength and yield strength of the alloys were 909 MPa and 708 MPa, respectively. The elongation was 29.6% when the content of Si and Ti was 0.3 wt.% and 0.1 wt.%, respectively. The Cu–15Ni–8Sn–0.25Mn–0.1Fe alloy developed by Ye J. [54] can reach 33 HRC at peak aging, and the tensile strength and elongation can reach 1268 MPa and 3.6%, respectively. Cu–15Ni–8Sn–1.0Zn–0.5Al–0.2Si alloy developed by Jiang Y. et al. [55] has a peak aging tensile strength of 1176 MPa, a yield strength of 1106 MPa, and an elongation of 3.86%. The tensile strength, elongation, and microhardness of Cu–15Ni–8Sn–0.14Fe–0.11Mn–0.22Zn developed by Xie et al. [56] are 855 ± 41 MPa, 15.2 ± 1.0%, and 292 ± 5 HV, respectively.
4.3. Heat Treatment of Cu–15Ni–8Sn Alloy
Based on the above-mentioned research review and analysis at home and abroad, in the composition optimization design stage of Cu–15Ni–8Sn alloy, different microalloying elements can improve segregation, refine grains, and affect the subsequent aging precipitation process. Furthermore, in the heat treatment process of the alloy, through the control of different heat treatment processes, the role of microalloying can be further exerted to the maximum extent. For example, it affects the decomposition process of amplitude modulation, promotes the characteristic evolution of precipitates during aging, inhibits discontinuous precipitation, etc. The properties of the Cu–15Ni–8Sn alloy are required for different application fields. At present, the influence of the heat treatment process on the microstructure and properties of the Cu–15Ni–8Sn alloy has become the focus and hot spot. The comparison of properties of Cu–15Ni–8Sn alloys after heat treatment by different processes is shown in Table 4.
Table 4. Comparison of properties of Cu–15Ni–8Sn alloys after heat treatment by different processes.
| Alloy System | Preparation Process | Heat Treatment Process and Parameters | Tensile Strength (MPa) | Hardness (HV) | Elongation (%) | References |
|---|---|---|---|---|---|---|
| Cu–15Ni–8Sn | Solution + Aging | Solution: 850 °C/6 h Aging: 400° C/4 h |
890 | - | - | [57] |
| Cu–15Ni–8Sn | Solid solution in two-phase region + Aging | Solution: 725 °C/4 h Aging: 425 °C × 8 h |
889 | - | - | [58] |
| Cu–15Ni–8Sn–0.3Si–0.1Ti | Solution + Aging | Solution: 820 °C/1 h Aging: 400 °C/4 h |
1117 | - | 16.4 | [50] |
| Cu–15Ni–8Sn–0.2P | Solution + Cold deformation + Aging | Solution: 850 °C × 15 h Cold deformation: 70% Aging: 400 °C/1 h |
1303 | - | - | [59] |
| Cu–15Ni–8Sn | Solution + Dynamic strain aging (DSA) + Aging | Solution: 850 °C/1 h DSA: 250 °C, 75%, 5 × 10−5 s−1 Aging: 400 °C/10 min |
- | 390 | - | [60] |
| Cu–15Ni–8Sn–1.0Zn–0.8Al–0.2Si | Two-stage homogenization annealing (THA) + Solution + Cold deformation + Aging | THA:830 °C/2 h + 850 °C/2 h Solution: 850 °C/1 h Cold deformation: 60% Aging: 450 °C/0.5 h |
1144 | - | 3.29 | [61] |
| Cu–15Ni–8Sn–1.0Zn–0.5Al–0.2Si | Two-stage homogenization annealing(THA) + Hot rolling + Solution + Pre-aging + Cold deformation + Aging | THA: 830 °C/2 h + 850 °C/2 h Hot rolling: 850 °C, 70% Solution: 850 °C/1 h Pre-aging: 400 °C/0.5 h Cold deformation: 60% Aging: 450 °C/0.5 h |
1176 | - | 3.86 | [55] |
5. Application Prospect and Development Trend
The Cu–15Ni–8Sn alloy can be used in service conditions up to 250 °C, and its stress relaxation resistance is better than that of beryllium bronze. It is one of the most promising materials to replace beryllium bronze alloy in the field of electronic equipment and instruments. In recent years, with the in-depth study of this alloy by scholars at home and abroad, the requirements for the comprehensive properties of this alloy have been constantly improving.
(1) The multi-component synergistic strengthening effect of microalloying in Cu–15Ni–8Sn alloy should be further exerted. The inhibition mechanism of element interaction on segregation in Cu–15Ni–8Sn alloys should be further clarified. The synergistic improvement mechanisms for strength, toughness, wear resistance, and corrosion resistance of alloys should be further revealed. Based on the genetic engineering of materials, the composition design basis of high-performance Cu–15Ni–8Sn alloy should be further put forward, and the database should be established.
(2) The effect of the heredity of the solidification structure on the microstructure and properties of the Cu–15Ni–8Sn alloy during subsequent deformation and heat treatment should be given more attention. The application of in situ observation in the study of amplitude-modulated decomposition and discontinuous precipitation behavior of Cu–15Ni–8Sn alloys should also receive more attention. Furthermore, through material computation and experimental verification, the phase transformation sequence of this alloy can be deeply and intuitively revealed. It is necessary to further clarify the regulating mechanism of microstructure characteristics on the properties of alloys, such as high strength and toughness, high wear resistance, and high corrosion resistance. Furthermore, it is expected to further optimize and improve the industrial production process of Cu–15Ni–8Sn alloy.
(3) New application scenarios and new performance requirements for Cu–15Ni–8Sn alloys should be given more attention. Cu-15Ni-8Sn alloy is required not only to have high strength, but also to have excellent corrosion resistance, wear resistance, and stress relaxation resistance. For example, spherical bearings for aerospace use require significantly higher strength than those used in other applications due to load concentration. In addition, with the development of service conditions for key components in deep-sea oil and gas exploration, underground oil and gas development, and other fields involving high temperatures, high pressure, and complex corrosive media, there is a growing need for materials with enhanced performance and durability. As new energy vehicles and the renewable energy industry bloom, Cu–15Ni–8Sn alloy has great application potential because of its excellent properties. Furthermore, the development of new technologies further promotes the demand for Cu–15Ni–8Sn series new materials with high strength, toughness, and wear resistance.
References
- Eash, J.T.; Upthegrove, C. Strength and aging characteristics of the nickel bronzes. Am. Inst. Min. Metall. Pet. Eng. 1933, 104, 221.
- Hillert, M. A solid-solution model for inhomogeneous systems. Acta Metall. 1961, 9, 525–535.
- Huston, E.L.; Cahn, J.W.; Hilliard, J.E. Spinodal decomposition during continuous cooling. Acta Metall. 1966, 14, 1053–1062.
- Schwartz, L.H.; Mahajan, S.; Plewes, J.T. Spinodal decomposition in a Cu-9 wt.% Ni-6 wt.% Sn alloy. Acta Metall. 1974, 22, 601–609.
- Plewes, J.T. High-strength Cu-Ni-Sn alloys by thermomechanical processing. Metall. Trans. A 1975, 6, 537–544.
- Lefevre, B.G.; D’Annessa, A.T.; Kalish, D. Age hardening in Cu-15Ni-8Sn alloy. Metall. Trans. A 1978, 9, 577–586.
- Association AC, D. American Copper development association. Met. Prog. 1983, 124, 36.
- Scorey, C.R.; Chin, S.; White, M.J.; Livak, R.J. Spinodal Cu-Ni-Sn alloys for electronic applications. JOM 1984, 36, 52–54.
- Raymond, W.; Gedeon, M.J.; Grensing, F.C. Performance advances in Copper-Nickel-Tin spinodal alloys. Adv. Mater. Process. 2013, 171, 20–25.
- Suter, T.; Moser, E.; Böhni, H. The characterization of the tarnishing of Cu-15Ni-8Sn and Cu-5Al-5Sn Alloys. Corros. Sci. 1993, 34, 1111–1122.
- Johnsen, R.; Lange, T.; Stenerud, G.; Olsen, J.S. Environmentally assisted degradation of spinodal copper alloy C72900. Corros. Sci. 2018, 142, 45–55.
- Singh, J.; Cai, W.; Bellon, P. Dry sliding of Cu–15wt.%Ni–8wt.%Sn Bronze: Wear behaviour and microstructures. Wear 2007, 263, 830–841.
- Li, D.; Wang, Z.; Zhao, C.; Luo, Z.; Zhang, W. The role of the transfer layer on the sliding wear behaviour of a Cu-15Ni-8Sn alloy under different loads. Tribol. Lett. 2021, 70, 9.
- Cheng, J.; Gan, X.; Lei, Q.; Mao, M.; Li, Z.; Zhou, K. Tribological behaviors of an ultrahigh strength Cu–15Ni–8Sn–0.2Y alloy sliding against TC6 titanium alloy in deionized water and seawater. Tribol. Lett. 2020, 68, 21.
- Zhang, Y.; Xiao, Z.; Zhao, Y.; Li, Z.; Xing, Y.; Zhou, K. Effect of thermo-mechanical treatments on corrosion behavior of Cu-15Ni-8Sn alloy in 3.5 wt.% NaCl solution. Mater. Chem. Phys. 2017, 199, 54–66.
- Lebronze-Alloys. Hardiall® Range of Spinodal Alloys. 2022. Available online: https://www.Lebronze-Alloys.Com/En/Products/1-Hardiall-r-Range-of-Spinodal-Alloys (accessed on 20 December 2022).
- Li, J.; Zhang, Z.; Xu, W.; Yang, Y.; Xue, P.; Teng, Q.; Cai, C.; Li, W.; Wei, Q. Hot isostatic pressing of Cu–15Ni–8Sn alloy with suppressed Sn macro-segregation and enhanced mechanical properties. Mater. Sci. Eng. A 2022, 855, 143866.
- Ouyang, Y.; Gan, X.-P.; Zhang, S.-Z.; Li, Z.; Zhou, K.-C.; Jiang, Y.-X.; Zhang, X.-W. Age-hardening behavior and microstructure of Cu-15Ni-8Sn-0.3Nb alloy prepared by powder metallurgy and hot extrusion. Trans. Nonferrous Met. Soc. China 2017, 27, 1947–1955.
- Sankar, B.; Vinay, C.; Vishnu, J.; Shankar, K.V.; Krishna GP, G.; Govind, V.; Jayakrishna, A.J. Focused review on Cu–Ni–Sn spinodal alloys: From casting to additive manufacturing. Met. Mater. Int. 2022, 29, 1203–1228.
- Collins, L.E.; Barry, J.R. Reduced segregation in rapidly solidified Cu-Ni-Sn alloys. Mater. Sci. Eng. 1988, 98, 335–338.
- Deyong, L.; Elboujdaini, M.; Tremblay, R.; Ghali, E. Electrochemical behaviour of rapidly solidified and conventionally cast Cu-Ni-Sn alloys. J. Appl. Electrochem. 1990, 20, 756–762.
- Deyong, L.; Tremblay, R.; Angers, R. Microstructural and mechanical properties of rapidly solidified Cu-Ni-Sn alloys. Mater. Sci. Eng. A 1990, 124, 223–231.
- Hermann, P.; Morris, D.G. Relationship between microstructure and mechanical properties of a spinodally decomposing Cu-15Ni-8Sn alloy prepared by spray deposition. Metall. Mater. Trans. A 1994, 25, 1403–1412.
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, Z. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224–236.
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559.
- Wang, J.; Zhou, X.; Li, J.; Zhu, J.; Zhang, M. A comparative study of Cu–15Ni–8Sn alloy prepared by L-DED and L-PBF: Microstructure and properties. Mater. Sci. Eng. A 2022, 840, 142934.
- Wang, J.; Zhou, X.L.; Li, J.; Brochu, M.; Zhao, Y.F. Microstructures and properties of SLM-manufactured Cu-15Ni-8Sn alloy. Addit. Manuf. 2020, 31, 100921.
- Zhao, C.; Wang, Z.; Li, D.; Xie, M.; Kollo, L.; Luo, Z.; Prashanth, K.G. Comparison of additively manufacturing samples fabricated from pre-alloyed and mechanically mixed powders. J. Alloys Compd. 2020, 830, 154603.
- Zhao, C.; Wang, Z.; Li, D.; Kollo, L.; Luo, Z.; Zhang, W.; Prashanth, K.G. Cu-Ni-Sn alloy fabricated by melt spinning and selective laser melting: A comparative study on the microstructure and formation kinetics. J. Mater. Res. Technol. 2020, 9, 13097–13105.
- Zhang, G.; Chen, C.; Wang, X.; Wang, P.; Zhang, X.; Gan, X.; Zhou, K. Additive manufacturing of fine-structured copper alloy by selective laser melting of pre-alloyed Cu-15Ni-8Sn powder. Int. J. Adv. Manuf. Technol. 2018, 96, 4223–4230.
- Shen, Z.; Zhou, B.; Zhong, J.; Zhong, Y.; Zheng, T.; Dong, L.; Zhai, Y.; Ren, W.; Lei, Z.; Ren, Z. Evolutions of the micro- and macrostructure and tensile property of Cu-15Ni-8Sn alloy during electromagnetic stirring-Assisted horizontal continuous casting. Metall. Mater. Trans. B 2019, 50, 2111–2120.
- Guo, Z.; Jie, J.; Liu, J.; Yue, S.; Liu, S.; Li, T. Effect of cold rolling on aging precipitation behavior and mechanical properties of Cu–15Ni–8Sn alloy. J. Alloy. Compd. 2020, 848, 156275.
- Guo, Z.; Jie, J.; Yue, S.; Li, T.; Guo, Q. Microstructure evolution of Cu-15Ni-8Sn alloy prepared by vertical semi-continuous casting with EMS. IOP Conf. Series: Mater. Sci. Eng. 2018, 424, 012073.
- Zhao, J.-C.; Notis, M. Spinodal decomposition, ordering transformation, and discontinuous precipitation in a Cu-15Ni-8Sn alloy. Acta Mater. 1998, 46, 4203–4218.
- Wang, N.; Shen, Y.; An, Q.; Reddy, K.M.; Jin, M.; Karre, R.; Wang, X. Microstructure evolution and mechanical property of Cu-15Ni-8Sn-0.2Nb alloy during aging treatment. J. Mater. Sci. Technol. 2021, 86, 227–236.
- Wang, Y.; Wang, M.; Hong, B.; Li, Z. Microstructure and properties of Cu-15Ni-8Sn-0.4Si alloy. Trans. Nonferrous Met. Soc. China 2003, 13, 1051–1055.
- Jiang, B.; Wei, Q.; Xu, Z. Study on Cu-15Ni-8Sn and Cu-15Ni-8Sn-0.2Nb spinodal elastic alloys. J. Instrum. Mater. 1989, 20, 257–264.
- Zhang, M.; Jiang, B.; Xu, Z. Spinodal decomposition kinetics of Cu-15Ni-8Sn alloy and the effect of Nb on it. Mater. Sci. Prog. 1991, 5, 106–112.
- Zhang, S.; Gan, X.; Cheng, J.; Jiang, Y.; Li, Z.; Zhou, K. Effect of applied load on transition behavior of wear mechanism in Cu−15Ni−8Sn alloy under oil lubrication. J. Cent. South Univ. 2017, 24, 1754–1761.
- Zhang, G.; Liu, S.; Chen, C.; Zhang, X.; Gan, X.; Lei, Q.; Li, Z.; Zhou, K. Effect of heat treatment on microstructure and mechanical properties of a selective laser melted Cu–15Ni–8Sn alloy. Mater. Sci. Eng. A 2019, 763, 138132.
- Guo, Z.; Jie, J.; Liu, S.; Zhang, Y.; Qin, B.; Wang, T.; Li, T. Effect of V addition on microstructures and mechanical properties of Cu-15Ni-8Sn alloy. Mater. Sci. Eng. A 2019, 748, 85–94.
- Liu, S.; Guo, Z.; Zhang, S.; Jie, J.; Xu, S.; Li, X.; Li, T. Effect of B addition on microstructures and properties of Cu-15Ni-8Sn alloy. J. Alloys Compd. 2023, 947, 169644.
- Zhang, K.; Zhang, L.; Shu, C.; Fan, W.; Li, S.; Yuan, X.; Zhao, J.; Wang, Y.; Wang, P. Effect of different Mo addition on microstructure and mechanical properties of Cu-15Ni-8Sn alloy. Materials 2022, 15, 5521.
- Guo, C.; Wan, J.; Chen, J.; Xiao, X.; Huang, H.; Liu, J.; Yang, B. Inhibition of discontinuous precipitation and enhanced properties of Cu–15Ni–8Sn alloy with Fe addition. Mater. Sci. Eng. A 2020, 795, 139917.
- Guo, C.; Chen, J.; Xiao, X.; Huang, H.; Wang, W.; Yang, B. The effect of Co addition on the modulated structure coarsening and discontinuous precipitation growth kinetics of Cu–15Ni–8Sn alloy. J. Alloys Compd. 2020, 835, 155275.
- Zhang, Y. Study on Microstructure and Prop Cu-15Ni-8Sn-xMg alloy. Master’s Thesis, The Dalian University of Technology, Dalian, China, June 2021.
- Qin, B. Effect of Ti Addition on Microstructures and Mechanical Properties of Cu-15Ni-8Sn Alloy. Master’s Thesis, The Dalian University of Technology, Dalian, China, June 2019.
- Zhao, C.; Zhang, W.; Wang, Z.; Li, D.; Luo, Z.; Yang, C.; Zhang, D. Improving the mechanical properties of Cu-15Ni-8Sn alloys by addition of titanium. Materials 2017, 10, 1038.
- Li, D.; Wang, Z.; Zhao, C.; Luo, Z.; Yang, C.; Zhang, W. Comprehensive characterisation of tribo-layer in a Cu-15Ni-8Sn alloy during dry sliding wear. Mater. Sci. Technol. 2022, 38, 57–68.
- Zhao, C. Preparation and Fundamental Research of the Cu-15Ni-8Sn Alloy with High Strength and Ductility. Ph.D. Thesis, The South China University of Technology, Guangzhou, China, December 2020.
- Zhang, J.; Liu, Z.; Guo, Z.; Liu, S.; Dong, Y.; Fu, Y.; Jie, J.; Zhang, D. Effects of Zr on microstructural evolution and mechanical property of Cu-15Ni-8Sn alloy. Mater. Sci. Eng. A 2021, 831, 142287.
- Guo, C.; Shi, Y.; Chen, J.; Xiao, X.; Liu, B.; Liu, J.; Yang, B. Effects of P addition on spinodal decomposition and discontinuous precipitation in Cu-15Ni-8Sn alloy. Mater. Charact. 2021, 171, 110760.
- Cheng, J.; Gao, Y.; Zhang, Z.; Gan, X.; Lei, Q.; Wu, X. Effect of yttrium on the cellular precipitation kinetics, grain growth behavior and mechanical properties of high strength Cu-15Ni-8Sn alloy. J. Alloys Compd. 2022, 918, 165408.
- Ye, J. Study on Aging of High Strength and Wear Resistance Cu-Ni-Sn Alloy. Master’s Thesis, The Central South University, Changsha, China, January 2002.
- Jiang, Y.; Li, Z.; Xiao, Z.; Xing, Y.; Zhang, Y.; Fang, M. Microstructure and properties of a Cu-Ni-Sn alloy treated by two-Stage thermomechanical processing. JOM 2019, 71, 2734–2741.
- Xie, S.; Li, D.; Zhao, C.; Luo, Z.; Zhang, W. Effect of cooling methods on microstructure and mechanical properties of hot-extruded Cu-15Ni-8Sn Alloy. J. Physics Conf. Ser. 2021, 2044, 012062.
- Zhang, J.; Guo, Z.; Jie, J.; Cheng, J.; Zhang, D. Evolution behavior of γ-DO3 phase in Cu-15Ni-8Sn alloy and the corresponding effects on alloy property. J. Alloys Compd. 2022, 897, 162736.
- Louzon, T.J. Tensile property improvements of spinodal Cu-15Ni-8Sn by two-Phase heat treatment. J. Eng. Mater. Technol. 1982, 104, 234–240.
- Shi, Y.; Guo, C.; Chen, J.; Xiao, X.; Huang, H.; Yang, B. Recrystallization behavior and mechanical properties of a Cu–15Ni–8Sn(P) alloy during prior deformation and aging treatment. Mater. Sci. Eng. A 2021, 826, 142025.
- Peng, G.; Gan, X. Re-aging behavior of Cu–15Ni–8Sn alloy pretreated by dynamic strain aging. Mater. Sci. Eng. A 2019, 752, 18–23.
- Yan, X.; Zhou, L.; Xueping, G.; Si, L.; Yang, Z.; Xianwei, Z.; Kexing, S. Effect of thermo-mechanical treatment on microstructure and properties of Cu-15Ni-8Sn Alloy. Rare Met. Mater. Eng. 2018, 47, 286–292.
More
Information
Subjects:
Engineering, Manufacturing
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.4K
Revisions:
2 times
(View History)
Update Date:
06 Sep 2023
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No