Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | bin wei | -- | 3653 | 2023-07-13 13:14:13 | | | |
| 2 | Sirius Huang | Meta information modification | 3653 | 2023-07-14 03:19:05 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Liu, J.; Wei, B.; Chang, H.; Li, J.; Yang, G. Visual Measurement Methods for Metal Evaporation in LPBF. Encyclopedia. Available online: https://encyclopedia.pub/entry/46762 (accessed on 27 July 2026).
Liu J, Wei B, Chang H, Li J, Yang G. Visual Measurement Methods for Metal Evaporation in LPBF. Encyclopedia. Available at: https://encyclopedia.pub/entry/46762. Accessed July 27, 2026.
Liu, Jiaqi, Bin Wei, Hongjie Chang, Jie Li, Guang Yang. "Visual Measurement Methods for Metal Evaporation in LPBF" Encyclopedia, https://encyclopedia.pub/entry/46762 (accessed July 27, 2026).
Liu, J., Wei, B., Chang, H., Li, J., & Yang, G. (2023, July 13). Visual Measurement Methods for Metal Evaporation in LPBF. In Encyclopedia. https://encyclopedia.pub/entry/46762
Liu, Jiaqi, et al. "Visual Measurement Methods for Metal Evaporation in LPBF." Encyclopedia. Web. 13 July, 2023.
Copy Citation
Laser powder bed fusion (LPBF) is of great importance for the visual measurement and analysis of the metallization process, which is the process of solid, liquid, and gas phase transformations of metal powders under high-energy laser irradiation due to the low boiling point/high saturated vapor pressure. More and more researchers are using imaging technologies, such as high-speed X-ray, high-speed visible light cameras, and high-speed schlieren imaging, to perform noncontact visual measurements and analyses of the melt pool, vapor plume, and spatter during the metal evaporation process.
laser powder bed fusion
metal evaporation
melt pool
evaporation products
visual measurement
1. Introduction
Additive manufacture (AM) technology (also known as 3D-printing technology) is a new production technology developed in the late 1980s [1][2][3]; the processing principle is the opposite of traditional additive and subtractive production technology [4], with a parts production process using layer-by-layer stacking production process [5]. The technology offers design flexibility, the printing of complex components [6], and lightweight, personalized design [7]; Mg, Cu, Fe, Al, Mo, and other metals and their alloys can be formed [8][9][10][11][12][13][14][15][16][17][18][19][20][21], so it is widely used in the aerospace, energy, biomedical, and automotive industries and other fields of metal parts manufacturing [22]. The metal manufacturing processes mainly include equal-material manufacturing, subtractive manufacturing, and additive manufacturing, as shown in Figure 1 [23]. Metal additive manufacturing is one of the most difficult and advanced additive manufacturing technologies; among metal additive manufacturing technologies, direct energy deposition (DED) [24][25] and powder bed fusion (PBF) [26][27] techniques are the most widely used. Powder bed fusion (PBF) is an additive manufacturing technology used to produce metal parts from metal powder raw materials with two types of input energy: laser and electron [28][29][30]. Among these, LPBF has become a key technology for metal additive manufacturing because of its excellent mechanical properties and high accuracy of formed parts [31]. The LPBF process and gas circulating system is schematically shown in Figure 2 [32]. Figure 2a shows LPBF process equipment, which mainly consists of a laser, scanning mirror, f-θ lens, protecting mirror, scraper, substrate, gas pump, and powder bin. Figure 2b shows the schematic diagram of the circulation of the gas in the forming vessel. This process is also known as selective laser melting (SLM), direct metal laser sintering (DMLS), or laser metal melting (LMF) due to the selective melting of metal powders by a high-energy laser beam on a powder bed according to a designed digital model [33][34]; the printing process of the LPBF technology is shown in Figure 3. At present, LPBF technology has been successfully used to print on Mg, Cu, Fe, Al, Mo, and other metals and their alloys, and the formed metal parts have been widely used in military and civilian applications. LPBF technology has a promising future in aerospace fuel nozzle fabrication [35], automotive engine bay fabrication [36], biomedical bone implant fabrication [37], and more. The use of LPBF technology to produce high-quality, high-performance metal parts has become a sought-after goal with the increasing demand for performance and quality metal parts in various fields. However, LPBF technology is affected by material properties, process parameters, and the external environment, resulting in defects such as spheroidization, porosity, alloy loss, cracking, warping, spalling, incomplete fusion, and inclusions in metal parts, reducing part performance and forming quality [38][39][40][41][42][43]; potential defects in LPBF-produced parts are shown in Figure 4. In order to improve the forming quality of the parts and to reduce the defects in the parts, more and more scholars have begun to study the physical and kinematic processes of the interaction of the laser and the metal powder. In the LPBF process, metal vaporization occurs in addition to the melting of metal powder, and this vaporization has significant effects on the LPBF process and is the key to the quality control of metal parts [44][45].
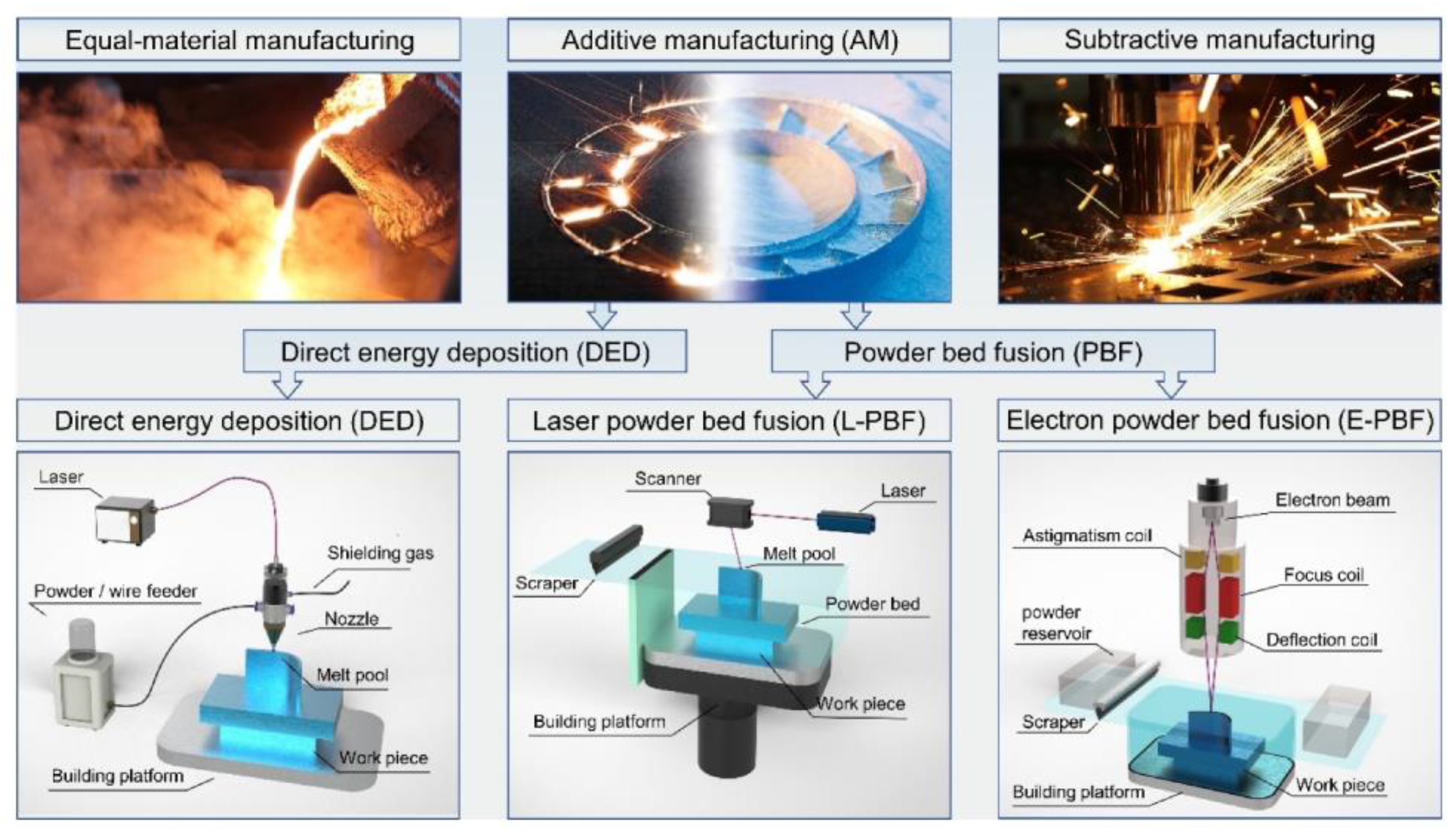
Figure 1. Classification of metal manufacturing processes: Equal-material manufacturing, additive manufacturing, and subtractive manufacturing [23].
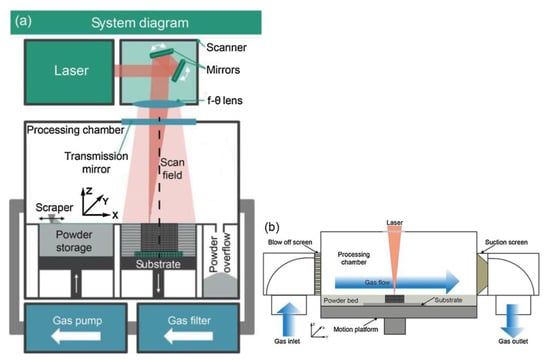
Figure 2. Schematic diagrams of the laser powder bed melting process and the gas circulation: (a) the laser powder bed melting process; (b) the cross-section of the treatment chamber in the YZ direction [32].
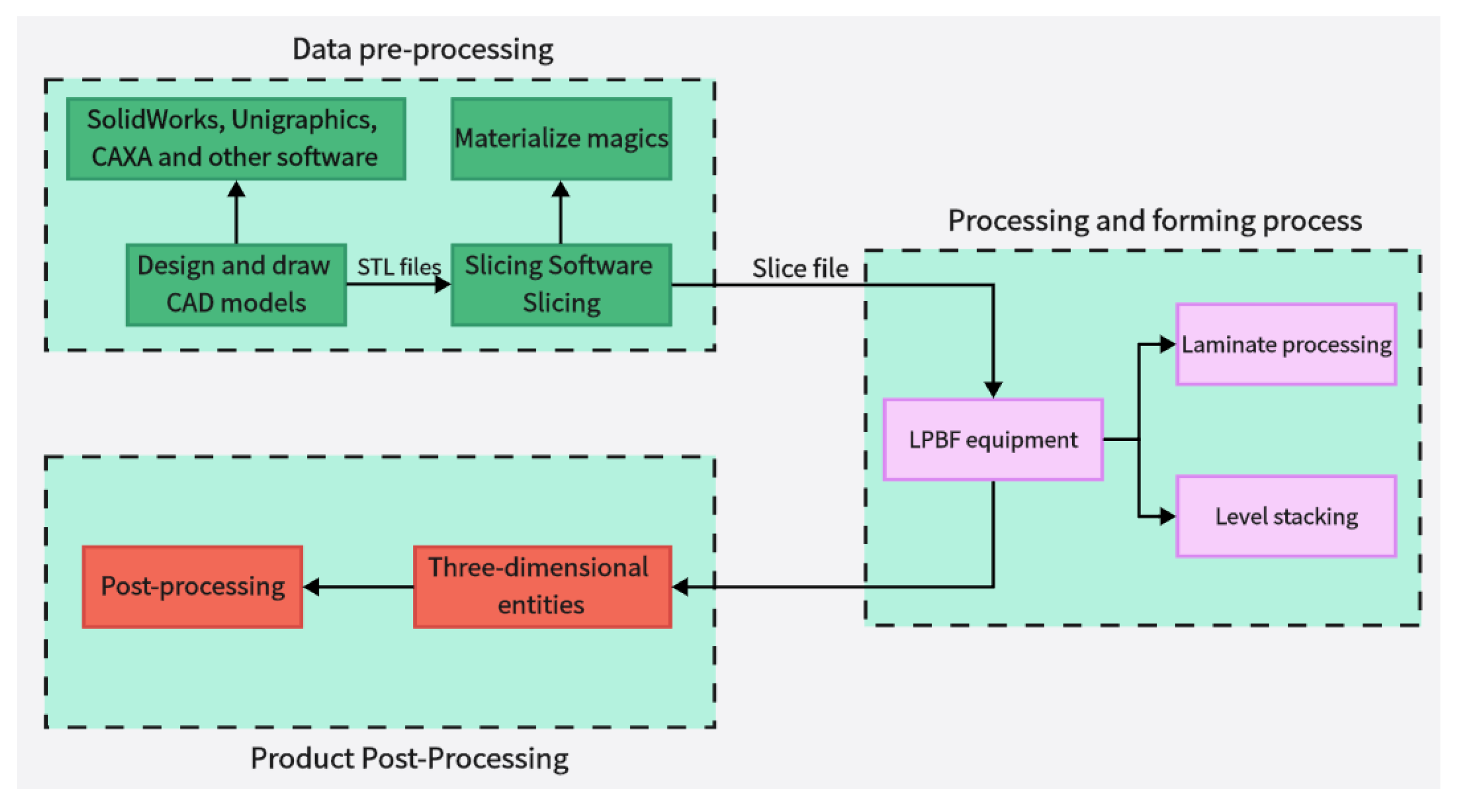
Figure 3. The printing process of LPBF technology.
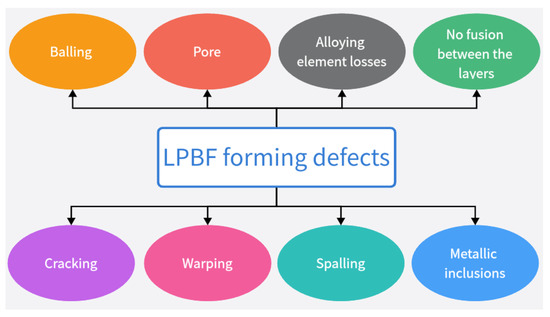
Figure 4. Defects in LPBF.
The LPBF technique is a process of interaction between a high-energy laser and a metal powder, which undergoes changes between the solid, liquid, and gas phases under the irradiation of a high-energy laser, resulting in metal vaporization [46]. Metal vaporization has the following effects: (1) the vaporization of the metal creates vapor recoil pressure above the melt pool, which in turn leads to keyhole cavities in the melt pool, accelerating the flow of liquid in the melt pool while also predisposing the metal to defects such as porosity [47]; (2) metal vaporization can cause alloying elements to burn out and distort the composition of the metal material, affecting the mechanical properties of the part [48]; (3) the metal evaporation process will produce plumes and spatters and other evaporation products, affecting the fluidity of the melt pool. Plumes, spatters, and other evaporation products, on the one hand, will hinder the propagation of high-energy laser radiation, resulting in the metal powder being unable to fully absorb the high-energy laser and the production of an unstable melt pool, destroying the continuity and uniformity of the melt trajectory; meanwhile, sputtering will sputter down to the powder bed, affecting the quality of powder deposition [49]. On the other hand, it will gradually fall on the laser protection mirror, causing optical system damage. Therefore, defects such as porosity, spheroidization, lack of fusion, slagging, etc., are directly related to the vaporization of the metal [50][51][52][53][54], especially for metallic materials such as Mg, Zn, Al, and their alloys, which are prone to vaporization and have important applications. Therefore, it is important to understand the process of laser interaction with metal powders and to make visual measurements of the metal vaporization process [55][56][57][58][59][60]. The laser–metal powder interaction process is a highly dynamic and complex behavior that is a challenge to study. A deeper understanding of the metal evaporation process is lacking [61][62], and visual measurement of it can help us gain a deeper understanding of the physical and kinematic processes behind it, and thus reduce part defects through the optimization of process parameters and control of factors such as the building atmosphere. Recently, it has been found that more and more studies emphasize the effect of metal evaporation [63]. Researchers have used visual measurement methods, such as high-speed X-ray imaging [64][65], high-speed visible camera imaging [66][67] and high-speed schlieren imaging [68][69], to analyze the metal evaporation process and clearly monitor the interaction process between the laser and metal powder.
2. Mechanism of Metal Evaporation in the LPBF Process
Metal vaporization is an important physical phenomenon during the interaction between laser and metal powder, which is the key to melt pool characteristics and forming quality [70], and by studying the interaction between laser and metal powder, the mechanism of defect generation in LPBF and the factors affecting its forming quality can be revealed. The degree of vaporization varies from one metal material to another due to different metal material characteristics and process conditions [71]. Metal evaporation involves rapidly melting metal powder material by high-energy laser radiation and forming melt puddles as the material temperature reaches the melting point; as the temperature continues to approach the boiling point, the metal vapor suddenly expands into the surrounding air. The vapor expansion creates vapor recoil pressure on the molten surface [72], which increases its penetration depth and creates a gas-filled or plasma-filled depression, often referred to as a keyhole [51]. Porosity defects are caused by keyhole collapse, trapping shielding gas in the melt pool [73] and creating porosity defects, while the high saturation vapor pressure of alloying elements exerts recoil pressure on the melt pool liquid surface [74], causing unstable melt pool flow and droplet splashing, increasing porosity and other defects. At the same time, metal vaporization causes volatile alloying elements to evaporate, resulting in alloy composition segregation, which affects the chemical composition, microstructure, and properties of the part [75]. LPBF is an intense form of laser-induced metal evaporation due to the high energy density of the laser power and the fast-scanning speed, so more severe physical phenomena, such as bursts, may occur in the laser–metal powder interaction during LPBF [76]. In addition, during LPBF, there is significant interaction between the different phases (solid, liquid, and gas), with gas–solid and gas–liquid interactions resulting in vaporization products such as plumes and sputtering.
3. Visual Measurement Methods of the Molten Metal Evaporation Process in LPBF
3.1. High-Speed X-ray Imaging
The LPBF process is characterized by fast laser scanning speed, small melt pool size, and rapid melt pool solidification, and the vapor pressure and melt pool dynamics generated during metal vaporization occur within the melt pool. Recently, it has been discovered that a high-speed X-ray imaging technique can be used to observe the dynamic microstructure and defect formation inside metal powders in real-time, such as the motion of the melt pool, due to its high spatial and temporal resolution and ability to penetrate metal powders, to study critical problems that could not be explored before, such as sputtering, keyhole formation, melt pool, and porosity [77]. First, Yuze Huang et al. [78] revealed keyhole and stomatal behavior using high-speed X-ray imaging to quantify the kinetics of their formation and found experimentally that keyhole pores are generated not only in the unstable case, but also in the transitional keyhole region generated at high power and scanning speed, while stomatal formation was observed. Ross Cunningham et al. [79] also investigated the keyhole during LPBF using ultrafast X-ray imaging, and the experimental results showed that the keyhole existed in the range of laser power and scanning speed used, and the transformation process followed the sequence of metal vaporization, melt pool liquid depression, and keyhole formation during high-energy laser irradiation of the metal using ultrafast X-rays; in addition to the keyhole, sputtering motion could also be observed. Zachary A. Youngdeng et al. [80] revealed the characteristics and formation mechanisms of five types of splashes in the LPBF process by high-speed in-situ X-ray imaging, the observed splashes were quantified by their velocity, size, and direction, the effects of laser power, scanning speed, and ambient pressure on the formation and characteristics of the five types of splashes in the LPBF process were investigated. In order to be able to eliminate the pores generated by stomata, Chu Lun Alex Leung et al. [81] investigated the underlying physical phenomena of laser–matter interaction between the first and second layers by in-situ high-speed X-ray imaging, showing that the steam jet promotes the formation of melt trajectories and exfoliation zones by sputtering, and also revealed the mechanisms of Marangoni-driven pore formation and pore dissolution and dispersion by laser remelting. S. Mohammad. H. Hojjatzadeh et al. [82] revealed the mechanism of pore formation during LPBF in real time using high-speed X-ray imaging, revealing that melt ejection and rapid melt pool solidification during pulsed laser melting led to the formation of the keyhole, and also revealed the kinetics of pore formation to provide guidance for the development of pore elimination methods. In addition, to reduce the effect of sputtering, Qilin Guo et al. [83] used in-situ high-speed X-ray imaging to observe the transient kinetic process of powder sputtering during LPBF and quantified the moving velocity, acceleration, and driving force of powder motion induced by metal vapor jet/plume and argon gas flow; the data quantified in this paper are important for developing accurate predictive powder sputtering models and can also be used to fit uncertainty constants and validate the model, which is important for developing new process techniques to reduce powder sputtering. Ming lei Qu et al. [84] showed that large spatters can be eliminated by using nanoparticles that can control laser–powder bed interaction instabilities, and verified this using in-situ high-speed X-ray imaging, ultimately finding two synergistic effects to prevent large spatter formation: (1) nanoparticle-enabled control of molten pool fluctuation eliminates the liquid-breakup-induced large spatters; and (2) nanoparticle-enabled control of the liquid droplet coalescence eliminates liquid-droplet-colliding-induced large spatters.
The scholars using X-ray mainly focus on the study of melt pool dynamics, sputtering dynamics, metal powder phase change process, etc.: for the melt pool, they mainly study the formation process of the keyhole and the stability of the melt pool; for the sputtering dynamics, they mainly study the formation process of sputtering, and the direction of motion, speed, quantity, etc.; for the metal powder phase change process, they mainly study the metal vaporization process, the resulting vapor plume, and recoil pressure. The X-ray effect allows us to observe the changes inside the metal powder during the interaction of the laser and the metal powder. The above studies help us to investigate the causes of the forming defects of parts and thus find ways to reduce the forming defects of parts. In addition to the above scholars who have used X-rays to study the process of laser interaction with metal powder, there are other scholars who have also conducted relevant studies using X-rays [85][86][87][88][89][90][91][92][93]. X-ray observation of the microstructure of molded parts has also been used to determine the internal grain boundary distribution [94] and to find microscopic defects (internal porosity, cracks, etc.). S. Mohammad H. Hojjatzadeh et al. [95] investigated the formation of porosity during LPBF using X-ray and multi-physics field simulation models and found that the high thermal capillary force generated by the high-temperature gradient in the laser action zone can rapidly eliminate porosity in the melt pool, providing guidance for achieving porosity-free 3D printing. Hossein Ghasemi-Tabasi et al. [96] also observed the crack formation process using X-rays in a miniaturized LPBF simulation chamber as a way to help us understand the mechanism of crack formation and provide guidance for the elimination of crack defects. The above study helps us to better understand the process of the interaction of the laser and the metal powder in the LPBF process as a way to improve the manufacturing quality and the performance of parts.
3.2. High-Speed Visible Light Camera Imaging
Due to their high frame rate and resolution, high-speed visible light cameras are widely used for online and offline inspection of LPBF. The obtained images can be enhanced, feature-extracted, and run through target recognition and target segmentation to extract the surface shape of the melt pool, plume, sputtering evaporation products, holes, areas without fusion, and other forming defects, and then optimize the process parameters and change the processing atmosphere to reduce defects and improve the forming quality and mechanical properties of parts. The coaxial system is the camera and laser optical path sharing a common optical path, and the side axis is the camera and laser optical path at a certain angle [23]; the coaxial system is mainly used for inspection of the melt pool surface morphology, and the side-axis system is mainly used for sputtering inspection. In contrast, the side-axis system is more adaptable and is not limited by the original laser optical path.
High-speed visible light cameras can visually monitor the behavior of melt pools, splashes, vapor plumes, etc. They can also quickly identify defects, while methods such as image processing and machine learning enable the extraction of melt pool, splash, and plume features and their analysis. Yingjie Zhang et al. [97] used a high-speed visible light camera to build a side-axis monitoring system for image acquisition of the melt pool, plume, and splash during the melting process of the laser powder bed, and then used support vector machine (SVM) and convolutional neural network (CNN) methods to extract the melt pool, plume, and splash from the images, and found that the recognition accuracy of CNN was as high as 92.7%, which was higher than that of the recognition rate of the support vector machine (SVM). Jie Yin et al. [98] built a high-speed high-resolution imaging technique to study the laser–matter interaction in LPBF, and the melt pool, vapor plume, and droplet splash could be clearly observed by the image filtering algorithm and image enhancement method; the characterization analysis of the melt pool and splash showed that the melt pool characteristics and splash behavior depend on the laser input energy, the average ejection velocity and ejection angle of the splash increase with the laser power, and the high power laser tends to produce a large splash. Dekun Yang et al. [99] built a side-axis monitoring system to capture splash images; proposed a genetic-algorithm-based maximum entropy double-threshold image processing algorithm to extract splash features in images; used the Otsu method, triangle threshold segmentation algorithm, and K-means clustering algorithm for comparison; and found that the maximum entropy double-threshold image processing algorithm can eliminate errors such as noise, splash adhesion, and splash omission. Finally, the relationship between splash area and splash number and laser energy density was analyzed. Ralf D. Fischer et al. [100] built a high-speed all-optical camera to obtain the three-dimensional sputtering particle trajectories generated by the laser and powder interaction in LPBF and also calculated the sputtering particle velocities, which are important for predicting the sputtering particle’s landing point location on the powder bed and provides a new perspective for the subsequent analysis of the forming quality. Zhenbiao Tan et al. [101] built a side-axis monitoring system to capture melt pool, plume, and splash images, proposed a segmentation method based on a CNN, which segmented the image into a block network, used a CNN and threshold neural network (TNN) to segment each block, and finally extracted 80.48% of the splash, while the splash connected to the melt pool could be extracted. Meanwhile, Heng Ma et al. [102] developed a single high-speed coaxial camera temperature measurement system for the laser powder bed melting process based on the dual-wavelength temperature measurement principle, proposed a dual-wavelength image matching method with sub-pixel accuracy and an overall parameter calibration optimization method, conducted experiments using the built experimental equipment, obtained single-line scan, single-layer scan, and multi-layer scan images of melt pool temperature field and melt pool morphology and visualized them, and finally built images of melt pool temperature with time and different size images of melt pool morphology. Scholars have used high-speed visible light imaging techniques mainly to extract melt pool surface morphology and vaporization products such as vapor plumes and splashes while combining traditional image segmentation algorithms and newly developed CNN algorithms in deep learning to extract features in the images, which has laid the foundation for subsequent research on methods to improve part imaging quality and control part performance. Melt pool, vapor plume, and splash features are currently being studied using high-speed visible cameras, and there is further research on melt pool [103][104][105] and splash [106][107][108][109][110][111][112][113][114][115][116][117] characteristics.
3.3. High-Speed Schlieren Imaging
To visualize nonconstant gas flows with discontinuities, high-speed schlieren imaging techniques are often used [118]. High-speed schlieren imaging has been widely used to visualize gas flow in various applications, such as automotive aerodynamics, ballistics, and laser welding [119]. LPBF is a process in which metal vaporization occurs during the interaction between the laser and the metal powder. However, since the vaporization process cannot be observed with the naked eye, it is necessary to study it to help us understand the metal vaporization process and determine whether the process parameters are reasonable and the formation of vaporization products, such as vapor plume and sputtering by the vaporization phenomenon, is within acceptable parameters. Therefore, high-speed schlieren imaging is introduced to observe the process of evaporating metal. Deep learning has also been applied to image analysis of schlieren imaging systems, where neural networks can effectively capture flow structure features, such as excitation and vortices [120][121][122], and extract data information about the flow that can also be used for prediction [123] and reconstruction [124][125]. To understand how the melt pool and vapor plume interact during the laser and powder interaction, I. Bithara et al. [76] coupled the melt pool and plume dynamics by combining the high-speed schlieren imaging technique and in-situ X-ray method to correlate the vapor plume generated by the interaction of the laser and metal powder with the keyhole it creates in the melt pool, and judged the stability of the melt pool by the morphology of the vapor plume. The high-speed visualization of the fluid motion of the LPBF process helps us to design the process window with higher efficiency and speed, and lays the foundation for LPBF process monitoring with the combined imaging of high-speed schlieren imaging technology and X-ray imaging technology. Meanwhile, P. Bidare et al. [68] used a combination of high-speed imaging and schlieren imaging, as well as Multiphysics field simulations, to reveal the process of laser and metal powder interaction during LPBF. The numerical simulations also help us to understand and quantify the observed flow behavior by varying the process parameters, such as laser power and scanning speed, to observe the changes in the vapor plume morphology, which facilitates the characterization of hydrodynamic phenomena in the LPBF process, helping to prevent defects in additively manufactured parts. For vaporization by-products such as plumes and spatters, which can be effectively removed by changing the processing atmosphere, Siegfried Baehr et al. [126] studied the effect of different argon–helium gas mixtures compared to pure argon on by-products during the processing of high-strength aluminum alloys using high-speed grain shadowing, which allows visualization of by-products during the process, and then studied the evaporation phenomenon during the melting process of the laser powder bed. Additionally, P. Bidare et al. [127] studied the state of the laser beam and powder plume in different processing atmospheres using high-speed imaging and schlieren imaging techniques. Scholars have now used high-speed schlieren imaging technology to study the interaction between laser and metal powder during the melting process of the laser powder bed, combining imaging analysis of melt pool and vapor plume dynamics, which helps us understand the process in a deeper way, and then correlate process parameters such as laser power, scanning speed, and processing environment with part performance and forming quality, helping us optimize process parameters at high efficiency and speed. However, there are still relatively few studies using a high-speed schlieren imaging system to study the melting process of the laser powder bed. With the rapid development of machine learning and artificial intelligence, it is an important trend to introduce deep learning and other methods into image analysis in high-speed schlieren imaging, which can help us to quantify the metal evaporation process by extracting the feature information in the image.
References
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The role of additive manufacturing in the era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554.
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A review of metal additive manufacturing technologies. Solid State Phenom. 2018, 278, 1–14.
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928.
- Landi, D.; Zefinetti, F.C.; Spreafico, C.; Regazzoni, D. Comparative life cycle assessment of two different manufacturing technologies: Laser additive manufacturing and traditional technique. Procedia CIRP 2022, 105, 700–705.
- Garden, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132.
- Lin, Z.Q.; Lai, Y.W.; Pan, T.T.; Zhang, W.; Zheng, J.; Ge, X.H.; Liu, Y.G. A new method for automatic detection of defects in selective laser melting based on machine vision. Materials 2021, 14, 4175.
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760.
- Xu, T.C.; Yang, Y.; Peng, X.D.; Song, J.F.; Pan, F.S. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloys 2019, 7, 536–544.
- Zeng, Z.R.; Salehi, M.; Kopp, A.; Xu, S.W.; Esmaily, M.; Birbilis, N. Recent progress and perspectives in additive manufacturing of magnesium alloys. J. Magnes. Alloys 2022, 10, 1511–1541.
- Dutta, B.; Froes, F. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106.
- Mukinay, T. The Development of Antibacterial and Wear Resistant Ti6Al4V Surfaces by Silver Doping, Selective Laser Melting, and Thermal Oxidation. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2020.
- Nie, P.; Ojo, O.; Li, Z.G. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95.
- Chua, K.; Khan, I.; Malhotra, R.; Zhu, D.H. Additive manufacturing and 3D printing of metallic biomaterials. Eng. Regen. 2022, 2, 288–299.
- Zhou, W.W.; Kikuchi, K.; Nomura, N.; Yoshimi, K.; Kawasaki, A. In-situ formation of ceramic layer on Mo-based composites via laser powder bed fusion. Materialia 2020, 10, 100655.
- Jadhav, S.D.; Goossens, L.R.; Kinds, Y.; Hooreweder, B.V.; Vanmeensel, K. Laser-based powder bed fusion additive manufacturing of pure copper. Addit. Manuf. 2021, 42, 101990.
- Karunakaran, R.; Ortgies, S.; Tamayol, A.; Bobaru, F.; Sealy, M.P. Additive manufacturing of magnesium alloys. Bioact. Mater. 2020, 5, 44–54.
- Sanchez, S.; Smith, P.; Xu, Z.K.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of nickel-based superalloys: A review. Int. J. Mach. Tool. Manu. 2021, 165, 103729.
- Bi, J.; Lei, Z.L.; Chen, Y.B.; Chen, X.; Lu, N.N.; Tian, Z.; Qin, X.K. An additively manufactured Al-14.1 Mg-0.47 Si-0.31 Sc-0.17 Zr alloy with high specific strength, good thermal stability and excellent corrosion resistance. J. Mater. Sci. Technol. 2021, 67, 23–35.
- Heidarzadeh, A.; Zavašnik, J.; Shabadi, R.; Mousavian, R.T. Dynamic recrystallization’s role in strength-ductility trade-off in polycrystalline Fe–Cr–Ni stainless steels produced by laser powder bed fusion. Mat. Sci. Eng. A 2021, 814, 141214.
- Adeyemi, A.; Akinlabi, E.T.; Mahamood, R.M. Powder bed based laser additive manufacturing process of stainless steel: A review. Mater. Today Proc. 2018, 5, 18510–18517.
- Wang, W.Y.; Takata, N.; Suzuki, A.; Kobashi, M.; Kato, M. High-temperature strength sustained by nano-sized eutectic structure of Al–Fe alloy manufactured by laser powder bed fusion. Mat. Sci. Eng. A 2022, 838, 142782.
- Kyogoku, H.; Ikeshoji, T. A review of metal additive manufacturing technologies: Mechanism of defects formation and simulation of melting and solidification phenomena in laser powder bed fusion process. Mech. Eng. Rev. 2020, 7, 19–00182.
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.G.; Li, X.Y.; You, D.Y.; Guan, K.; Duan, W.; Cao, L.C.; et al. A review of spatter in laser powder bed fusion additive manufacturing: In situ detection, generation, effects, and countermeasures. Micromachines 2022, 13, 1366.
- Gibson, I.; Rosen, D.; Stucker, B. Directed energy deposition processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; pp. 245–268.
- Zhang, Y.; Wu, L.M.; Guo, X.Y.; Kane, S.; Deng, Y.F.; Jung, Y.; Lee, J.; Zhang, J. Additive manufacturing of metallic materials: A review. J. Mater. Eng. Perform. 2018, 27, 1–13.
- Wang, X.L.; Jiang, J.K.; Tian, Y.C. A review on macroscopic and microstructural features of metallic coating created by pulsed laser material deposition. Micromachines 2022, 13, 659.
- Xu, Z.D.; Wang, D.Z.; Song, W.J.; Tang, C.W.; SUN, P.F.; Yang, J.X.; Hu, Q.W.; Zeng, X.Y. Microstructure and Wear of W-Particle-Reinforced Al Alloys Prepared by Laser Melt Injection. Micromachines 2022, 13, 699.
- Cardon, A.; Mareau, C.; Ayed, Y.; Veen, S.V.D.; Giraud, E.; Santo, P.D. Heat treatment simulation of Ti-6Al-4V parts produced by selective laser melting. Addit. Manuf. 2021, 39, 101766.
- Bartlett, J.L.; Li, X.D. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149.
- Grasso, M. In situ monitoring of powder bed fusion homogeneity in electron beam melting. Materials 2021, 14, 7015.
- Liu, J.G.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505.
- Wen, P.; Qin, Y.; Chen, Y.Z.; Voshage, M.; Jauer, L.; Poprawe, R.; Schleifenbaum, J.H. Laser additive manufacturing of Zn porous scaffolds: Shielding gas flow, surface quality and densification. J. Mater. Sci. Technol. 2019, 35, 368–376.
- Gibson, I.; Rosen, D.; Stucker, B. Powder bed fusion processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; pp. 107–145.
- Astm, I. ASTM52900-15 Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015; Volume 3, p. 5.
- Garcia-Colomo, A.; Wood, D.; Martina, F.; Williams, S.W. A comparison framework to support the selection of the best additive manufacturing process for specific aerospace applications. Int. J. Rapid Manuf. 2020, 9, 194–211.
- Vasco, J. C Additive manufacturing for the automotive industry. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 505–530.
- Depboylu, F.N.; Yasa, E.; Poyraz, Ö.; Minguella-Canela, J.; Korkusuz, F.; Lopez, M.A.D.S. Titanium based bone implants production using laser powder bed fusion technology. J. Mater. Res. Technol. 2022, 17, 1408–1426.
- Vukkum, V.B.; Gupta, R.K. Review on corrosion performance of laser powder-bed fusion printed 316L stainless steel: Effect of processing parameters, manufacturing defects, post-processing, feedstock, and microstructure. Mater. Des. 2022, 221, 110874.
- Ali, U.; Esmaeilizadeh, R.; Ahmed, F.; Sarker, D.; Muhammad, W.; Keshavarzkermani, A.; Mahmoodkhani, Y.; Marzbanrad, E.; Toyserkani, E. Identification and characterization of spatter particles and their effect on surface roughness, density and mechanical response of 17-4 PH stainless steel laser powder-bed fusion parts. Mat. Sci. Eng. A 2019, 756, 98–107.
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312.
- Morrow, B.M.; Lienert, T.J.; Knapp, C.M.; Sutton, J.O.; Brand, M.J.; Pacheco, R.M.; Livescu, V.; Carpenter, J.S.; Gray, G.T. Impact of defects in powder feedstock materials on microstructure of 304L and 316L stainless steel produced by additive manufacturing. Metall. Mater. Trans. A 2018, 49, 3637–3650.
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103.
- Yang, G.; Xie, Y.L.; Zhao, S.; Qin, L.Y.; Wang, X.M.; Wu, B. Quality control: Internal defects formation mechanism of selective laser melting based on laser-powder-melt pool interaction: A review. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100037.
- Zhao, C.; Shi, B.; Chen, S.; Du, D.; Sun, T.; Simonds, B.J.; Fezzaa, K.; Rollett, A.D. Laser melting modes in metal powder bed fusion additive manufacturing. Rev. Mod. Phys. 2022, 94, 045002.
- Masmoudi, A.; Bolot, R.; Coddet, C. Investigation of the laser–powder–atmosphere interaction zone during the selective laser melting process. J. Mater. Process. Technol. 2015, 225, 122–132.
- Li, Y.L.; Zhou, K.; Tor, S.B.; Chua, C.K.; Leong, K.F. Heat transfer and phase transition in the selective laser melting process. Int. J. Heat Mass. Tram. 2017, 108, 2408–2416.
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925.
- Li, G.; Li, X.W.; Guo, C.; Zhou, Y.; Tan, Q.Y.; Qu, W.Y.; Li, X.G.; Hu, X.G.; Zhang, M.X.; Zhu, Q. Investigation into the effect of energy density on densification, surface roughness and loss of alloying elements of 7075 aluminium alloy processed by laser powder bed fusion. Opt. Laser. Technol. 2022, 147, 107621.
- Esmaeilizadeh, R.; Ali, U.; Keshavarzkermani, A.; Mahmoodkhani, Y.; Marzbanrad, E.; Toyserkani, E. On the effect of spatter particles distribution on the quality of Hastelloy X parts made by laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2019, 37, 11–20.
- Attarzadeh, F.; Asadi, E. Analysis of element loss, densification, and defects in laser-based powder-bed fusion of magnesium alloy WE43. J. Magnes. Alloys 2022, 10, 2118–2136.
- Zhao, C.; Guo, Q.; Li, X.; Parab, N.; Fezzaa, K.; Tan, W.; Chen, L.; Sun, T. Bulk-explosion-induced metal spattering during laser processing. Phys. Rev. X 2019, 9, 021052.
- Du, C.B.; Zhao, Y.Y.; Jiang, J.C.; Wang, Q.; Wang, H.J.; Li, N.; Sun, J. Pore defects in Laser Powder Bed Fusion: Formation mechanism, control method, and perspectives. J. Alloys Compd. 2023, 944, 169215.
- Yin, J.; Wang, D.Z.; Yang, L.I.; Wei, H.L.; Dong, P.; Ke, L.D.; Wang, G.Q.; Zhu, H.H.; Zeng, X.Y. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2020, 31, 100958.
- Ladewig, A.; Schlick, G.; Fisser, M.; Schulze, V.; Glatzel, U. Influence of the shielding gas flow on the removal of process by-products in the selective laser melting process. Addit. Manuf. 2016, 10, 1–9.
- Ahmadi, M.; Tabary, S.A.A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562.
- Calta, N.; Martin, A.; Hammons, J.A.; Nielsen, M.H.; Roehling, T.T.; Fezzaa, K.; Matthews, M.J.; Jeffries, J.R.; Willey, T.; Lee, J.R. Pressure dependence of the laser-metal interaction under laser powder bed fusion conditions probed by in situ X-ray imaging. Addit. Manuf. 2020, 32, 101084.
- Zhou, L.; Hyer, H.; Thapliyal, S.; Mishra, R.S.; McWilliams, B.; Cho, K.; Sohn, Y. Process-dependent composition, microstructure, and printability of Al-Zn-Mg and Al-Zn-Mg-Sc-Zr alloys manufactured by laser powder bed fusion. Metall. Mater. Trans. A 2020, 51, 3215–3227.
- Qin, Y.; Liu, J.G.; Chen, Y.Z.; Wen, P.; Zheng, Y.F.; Tian, Y.; Voshage, M.; Schleifenbaum, J.H. Influence of Laser Energy Input and Shielding Gas Flow on Evaporation Fume during Laser Powder Bed Fusion of Zn Metal. Materials 2021, 14, 2677.
- Chen, Y.Z.; Wen, P.; Voshage, M.; Jauer, L.; Qin, Y.; Schleifenbaum, J.H. Laser additive manufacturing of Zn metal parts for biodegradable implants: Effect of gas flow on evaporation and formation quality. J. Laser Appl. 2019, 31, 022304.
- Deng, Q.C.; Wu, Y.J.; Wu, Q.; Xue, Y.T.; Zhang, Y.; Peng, L.M.; Ding, W. Microstructure evolution and mechanical properties of a high-strength Mg-10Gd-3Y–1Zn-0.4 Zr alloy fabricated by laser powder bed fusion. Addit. Manuf. 2022, 49, 102517.
- Yang, J.J.; Han, J.; Yu, H.C.; Yin, J.; Gao, M.; Wang, Z.M.; Zeng, X.Y. Role of molten pool mode on formability, microstructure and mechanical properties of selective laser melted Ti-6Al-4V alloy. Mater. Design 2016, 110, 558–570.
- Wang, H.Z.; Zou, Y. Microscale interaction between laser and metal powder in powder-bed additive manufacturing: Conduction mode versus keyhole mode. Int. J. Heat Mass. Tran. 2019, 142, 118473.
- Nassar, A.R.; Gundermann, M.A.; Reutzel, E.W.; Guerrier, P.; Krane, M.H.; Weldon, M.J. Formation processes for large ejecta and interactions with melt pool formation in powder bed fusion additive manufacturing. Sci. Rep. 2019, 9, 5038.
- Sun, T.; Tan, W.D.; Chen, L.Y.; Rollett, A. In situ/operando synchrotron x-ray studies of metal additive manufacturing. MRS. Bull. 2020, 45, 927–933.
- Guo, Q.; Qu, M.; Escano, L.I.; Hojjatzadeh, S.M.H.; Young, Z.; Fezzaa, K.; Chen, L. Revealing melt flow instabilities in laser powder bed fusion additive manufacturing of aluminum alloy via in-situ high-speed X-ray imaging. Int. J. Mach. Tool. Manuf. 2022, 175, 103861.
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085.
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Laser powder bed fusion at sub-atmospheric pressures. Int. J. Mach. Tool. Manuf. 2018, 130, 65–72.
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Fluid and particle dynamics in laser powder bed fusion. Acta Mater. 2018, 142, 107–120.
- Hoppe, B.; Enk, S.; Schleifenbaum, J.H. Analysis of the Shielding Gas Dependent L-PBF Process Stability by Means of Schlieren and Shadowgraph Techniques. In Proceedings of the 2019 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019; University of Texas: Austin, TX, USA, 2019.
- Santecchia, E.; Spigarelli, S.; Cabibbo, M. Material reuse in laser powder bed fusion: Side effects of the laser—Metal powder interaction. Metals 2020, 10, 341.
- Stopyra, W.; Gruber, K.; Smolina, I.; Kurzynowski, T.; Kuznicka, B. Laser powder bed fusion of AA7075 alloy: Influence of process parameters on porosity and hot cracking. Addit. Manuf. 2020, 35, 101270.
- Wang, J.C.; Zhu, R.; Liu, Y.J.; Zhang, L.C. Understanding melt pool characteristics in laser powder bed fusion: An overview of single and multi-track melt pools for process optimization. Adv. Powder Mater. 2023, 2, 100137.
- Soltani-Tehrani, A.; Shrestha, R.; Phan, N.; Seifi, M.; Shamsaei, N. Establishing specimen property to part performance relationships for laser beam powder bed fusion additive manufacturing. Int. J. Fatigue 2021, 151, 106384.
- Zhang, T.; Zhou, X.; Zhang, P.Y.; Duan, Y.C.; Cheng, X.; Wang, X.D.; Ding, G.Q. Hardness Prediction of Laser Powder Bed Fusion Product Based on Melt Pool Radiation Intensity. Materials 2022, 15, 4674.
- Yin, J.; Zhang, W.Q.; Ke, L.D.; Wei, H.L.; Wang, D.Z.; Yang, L.L.; Zhu, H.H.; Dong, P.; Wang, G.Q.; Zeng, X.Y. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu–10Zn alloy. Int. J. Mach. Tool. Manuf. 2021, 161, 103686.
- Bitharas, I.; Parab, N.; Zhao, C.; Sun, T.; Rollett, A.D.; Moore, A.J. The interplay between vapour, liquid, and solid phases in laser powder bed fusion. Nat. Commun. 2022, 13, 2959.
- Parab, N.D.; Zhao, C.; Cunningham, R.; Escano, L.I.; Gould, B.; Wolff, S.; Guo, Q.L.; Xiong, L.H.; Kantzos, C.; Pauza, J.; et al. High-speed synchrotron X-ray imaging of laser powder bed fusion process. Synchrotron Radiat. News 2019, 32, 4–8.
- Huang, Y.; Fleming, T.G.; Clark, S.J.; Marussi, S.; Fezzaa, K.; Thiyagalingam, J.; Leung, C.L.A.; Lee, P.D. Keyhole fluctuation and pore formation mechanisms during laser powder bed fusion additive manufacturing. Nat. Commun. 2022, 13, 1170.
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 2019, 363, 849–852.
- Young, Z.A.; Guo, Q.; Parab, N.D.; Zhao, G.; Qu, M.L.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; Chen, L.Y. Types of spatter and their features and formation mechanisms in laser powder bed fusion additive manufacturing process. Addit. Manuf. 2020, 36, 101438.
- Leung, C.L.A.; Marussi, S.; Atwood, R.C.; Towrie, M.; Withers, P.J.; Lee, P.D. In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat. Commun. 2018, 9, 1355.
- Hojjatzadeh, S.M.H.; Guo, Q.L.; Parab, N.D.; Qu, M.L.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; Chen, L.Y. In-situ characterization of pore formation dynamics in pulsed wave laser powder bed fusion. Materials 2021, 14, 2936.
- Guo, Q.L.; Zhao, C.; Escano, L.; Young, Z.; Xiong, L.H.; Fezzaa, K.; Everhart, W.; Brown, B.; Sun, T.; Chen, L.Y. Transient dynamics of powder spattering in laser powder bed fusion additive manufacturing process revealed by in-situ high-speed high-energy x-ray imaging. Acta Mater. 2018, 151, 169–180.
- Qu, M.; Guo, Q.L.; Escano, L.I.; Nabaa, A.; Hjjatzadeh, S.M.H.; Young, Z.A.; Chen, L.Y. Controlling process instability for defect lean metal additive manufacturing. Nat. Commun. 2022, 13, 1079.
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.I.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 2020, 368, 660–665.
- Zhao, C.; Parab, N.D.; Li, X.X.; Fezzaa, K.; Tan, W.D.; Rollett, A.D.; Sun, T. Critical instability at moving keyhole tip generates porosity in laser melting. Science 2020, 370, 1080–1086.
- Martin, A.A.; Calta, N.P.; Hammons, J.A.; Kharirallah, S.A.; Nielsen, M.H.; Shuttlesworth, R.M.; Sinclair, N.; Matthews, M.J.; Jeffries, J.R.; Willey, T.M.; et al. Ultrafast dynamics of laser-metal interactions in additive manufacturing alloys captured by in situ X-ray imaging. Mater. Today Adv. 2019, 1, 100002.
- Chen, Y.H.; Clark, S.J.; Leung, C.L.A.; Sinclair, L.; Marussi, S.; Olbinado, M.P.; Boller, E.; Rack, A.; Todd, I.; Lee, P.D. In-situ Synchrotron imaging of keyhole mode multi-layer laser powder bed fusion additive manufacturing. Appl. Mater. Today 2020, 20, 100650.
- Parab, N.D.; Xiong, L.H.; Guo, Q.L.; Guo, Z.R.; Kirk, C.; Nie, Y.Z.; Xiao, X.H.; Kamel, F.; Everheart, W.; Chen, W.N.; et al. Investigation of dynamic fracture behavior of additively manufactured Al-10Si-Mg using high-speed synchrotron X-ray imaging. Addit. Manuf. 2019, 30, 100878.
- Noskov, A.; Ervik, T.K.; Tsivilskiy, I.; Gilmutdinov, A.; Thomassen, Y. Characterization of ultrafine particles emitted during laser-based additive manufacturing of metal parts. Sci. Rep. 2020, 10, 20989.
- Zhao, C.; Fezzaa, K.; Cunningham, R.W.; Wen, H.D.; Carlo, F.D.; Chen, L.Y.; Rollett, A.D.; Sun, T. Real-time monitoring of laser powder bed fusion process using high-speed X-ray imaging and diffraction. Sci. Rep. 2017, 7, 3602.
- Escano, L.I.; Clark, S.J.; Chuang, A.C.; Yuan, J.D.; Guo, Q.L.; Qu, M.L.; Dong, M.; Zhang, X.H.; Huang, J.Y.; Fezzaa, K.; et al. An electron beam melting system for in-situ synchrotron X-ray monitoring. Addit. Manuf. Lett. 2022, 3, 100094.
- Guo, Q.L.; Zhao, C.; Qu, M.L.; Xiong, L.H.; Escano, L.I.; Hojjatzadeh, S.M.H.; Parab, N.D.; Fezzaa, K.; Everhart, W.; Sun, T. In-situ characterization and quantification of melt pool variation under constant input energy density in laser powder bed fusion additive manufacturing process. Addit. Manuf. 2019, 28, 600–609.
- Wakai, A.; Das, A.; Bustillos, J.; Moridi, A. Effect of solidification pathway during additive manufacturing on grain boundary fractality. Addit. Manuf. Lett. 2023, 6, 100149.
- Hojjatzadeh, S.M.H.; Parab, N.D.; Yan, W.T.; Guo, Q.L.; Xiong, L.H.; Zhao, C.; Qu, M.L.; Escano, L.I.; Xiao, X.H.; Fezzaa, K.; et al. Pore elimination mechanisms during 3D printing of metals. Nat. Commun. 2019, 10, 3088.
- Ghasemi-Tabasi, H.; Formanoir, C.D.; Petegem, S.T.; Jhabvala, J.; Hocine, S.; Boillat, E.; Sohrabi, N.; Marone, F.; Grolimund, D.; Swygenhoven, H.V.; et al. Direct observation of crack formation mechanisms with operando Laser Powder Bed Fusion X-ray imaging. Addit. Manuf. 2022, 51, 102619.
- Zhang, Y.J.; Hong, G.S.; Ye, D.; Zhu, K.P.; Fuh, J.Y.H. Extraction and evaluation of melt pool, plume and spatter information for powder-bed fusion AM process monitoring. Mater. Des. 2018, 156, 458–469.
- Yin, J.; Yang, L.L.; Yang, X.; Zhu, H.H.; Wang, D.Z.; Ke, L.D.; Wang, Z.M.; Wang, G.Q.; Zeng, X.Y. High-power laser-matter interaction during laser powder bed fusion. Addit. Manuf. 2019, 29, 100778.
- Yang, D.K.; Li, H.; Liu, S.; Song, C.G.; Yang, Y.Q.; Shen, S.G.; Lu, J.W.; Liu, Z.F.; Zhu, Y.L. In situ capture of spatter signature of SLM process using maximum entropy double threshold image processing method based on genetic algorithm. Opt. Laser Technol. 2020, 131, 106371.
- Fischer, R.D.; Moaven, M.; Kelly, D.; Morris, S.; Thurow, B.; Prorok, B.C. 3D tracking velocimetry of L-PBF spatter particles using a single high-speed plenoptic camera. Addit. Manuf. Lett. 2022, 3, 100083.
- Tan, Z.B.; Fang, Q.H.; Li, H.; Liu, S.; Zhu, W.K.; Yang, D.K. Neural network based image segmentation for spatter extraction during laser-based powder bed fusion processing. Opt. Laser Technol. 2020, 130, 106347.
- Ma, H.; Mao, Z.Z.; Feng, W.; Yang, Y.; Hao, C.; Zhou, J.F.; Liu, S.; Xie, H.M.; Guo, G.P.; Liu, Z.W. Online in-situ monitoring of melt pool characteristic based on a single high-speed camera in laser powder bed fusion process. Appl. Therm. Eng. 2022, 211, 118515.
- Kwon, O.; Kim, H.G.; Ham, M.J.; Kim, W.; Kim, G.; Cho, J.; Kim, N.I.; Kim, K. A deep neural network for classification of melt-pool images in metal additive manufacturing. J. Intell. Manuf. 2020, 31, 375–386.
- Zhang, B.; Liu, S.Y.; Shin, Y.C. In-Process monitoring of porosity during laser additive manufacturing process. Addit. Manuf. 2019, 28, 497–505.
- Scime, L.; Beuth, J. Using machine learning to identify in-situ melt pool signatures indicative of flaw formation in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 2019, 25, 151–165.
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tool Manuf. 2017, 121, 22–36.
- Andani, M.T.; Dehghani, R.; Karamooz-Ravari, M.R.; Mirzaeifar, R.; Ni, J. A study on the effect of energy input on spatter particles creation during selective laser melting process. Addit. Manuf. 2018, 20, 33–43.
- Ji, Z.; Han, Q. A novel image feature descriptor for SLM spattering pattern classification using a consumable camera. Int. J. Adv. Manuf. Technol. 2020, 110, 2955–2976.
- Bertoli, U.S.; Guss, G.; Wu, S.; Matthews, M.J.; Schoenung, J.M. In-situ characterization of laser-powder interaction and cooling rates through high-speed imaging of powder bed fusion additive manufacturing. Mater. Des. 2017, 135, 385–396.
- Eschner, E.; Staudt, T.; Schmidt, M. 3D particle tracking velocimetry for the determination of temporally resolved particle trajectories within laser powder bed fusion of metals. Int. J. Extreme. Manuf. 2019, 1, 035002.
- Eschner, E.; Staudt, T.; Schmidt, M. Sensing approach for the in-situ determination of spatter motion within PBF-LB/M. CIRP Ann. 2022, 71, 149–152.
- Snow, Z.; Scime, L.; Ziabari, A.; Fisher, B.; Paquit, V. Observation of spatter-induced stochastic lack-of-fusion in laser powder bed fusion using in situ process monitoring. Addit. Manuf. 2023, 61, 103298.
- Repossini, G.; Laguzza, V.; Grasso, M.; Colosimo, B.M. On the use of spatter signature for in-situ monitoring of Laser Powder Bed Fusion. Addit. Manuf. 2017, 16, 35–48.
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater. 2015, 96, 72–79.
- Andani, M.T.; Dehghani, R.; Karamooz-Ravari, M.R.; Mirzaeifar, R.; Ni, J. Spatter formation in selective laser melting process using multi-laser technology. Mater. Des. 2017, 131, 460–469.
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Fabbro, R. Analysis of laser–melt pool–powder bed interaction during the selective laser melting of a stainless steel. J. Laser Appl. 2017, 29, 022303.
- Liu, Y.; Yang, Y.Q.; Mai, S.Z.; Wang, D.; Song, C.H. Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater. Des. 2015, 87, 797–806.
- Settles, G.S.; Hargather, M.J. A review of recent developments in schlieren and shadowgraph techniques. Meas. Sci. Technol. 2017, 28, 042001.
- Bharadwaja, R.; Murugan, A.; Chen, Y.; Liou, F.W. Application of Schlieren Technique in Additive Manufacturing: A Review. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019.
- Monfort, M.; Luciani, T.; Komperda, J.; Ziebart, B.; Mashayek, F.; Elisabeta, G. A deep learning approach to identifying shock locations in turbulent combustion tensor fields. In Modeling, Analysis, and Visualization of Anisotropy; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; pp. 375–392.
- Colvert, B.; Alsalman, M.; Kanso, E. Classifying vortex wakes using neural networks. Bioinspir. Biomin. 2018, 13, 25003.
- Manshadia, M.D.; Vahdat-Nejad, H.; Kazemi-Esfeh, M.; Alavi, M. Speed detection in wind-tunnels by processing schlieren images. Int. J. Eng. Trans. A Basics 2016, 29, 962–967.
- Harel, R.; Rusanovsky, M.; Fridman, Y.; Shimony, A.; Oren, G. Complete Deep Computer-Vision Methodology for Investigating Hydrodynamic Instabilities. In High Performance Computing: ISC High Performance 2020 International Workshops, Frankfurt, Germany, 21–25 June 2020; Revised Selected Papers 35; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 61–80.
- Ott, C.; Pivot, C.; Dubois, P.; Gallas, Q.; Delva, J.; Lippert, M.; Keirsbulck, L. Pulsed jet phase-averaged flow field estimation based on neural network approach. Exp. Fluids 2021, 62, 79.
- Znamenskaya, I.; Doroshchenko, I.; Sysoev, N. Edge detection and machine learning application for shadowgraph and schlieren images analysis. In Proceedings of the 19th International Symposium on Flow Visualization, Virtual, 14–16 September 2021; Shanghai Jiaotong University Press: Shanghai, China, 2021; pp. 121–130.
- Baehr, S.; Melzig, L.; Bauer, D.; Ammann, T.; Zaeh, M. Investigations of process by-products by means of Schlieren imaging during the powder bed fusion of metals using a laser beam. J. Laser Appl. 2022, 34, 042045.
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Laser powder bed fusion in high-pressure atmospheres. Int. J. Adv. Manuf. Technol. 2018, 99, 543–555.
More
Information
Subjects:
Engineering, Manufacturing
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.4K
Revisions:
2 times
(View History)
Update Date:
14 Jul 2023
Table of Contents



Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No