1. Introduction
Additive manufacture (AM) technology (also known as 3D-printing technology) is a new production technology developed in the late 1980s
[1][2][3][1,2,3]; the processing principle is the opposite of traditional additive and subtractive production technology
[4], with a parts production process using layer-by-layer stacking production process
[5]. The technology offers design flexibility, the printing of complex components
[6], and lightweight, personalized design
[7]; Mg, Cu, Fe, Al, Mo, and other metals and their alloys can be formed
[8][9][10][11][12][13][14][15][16][17][18][19][20][21][8,9,10,11,12,13,14,15,16,17,18,19,20,21], so it is widely used in the aerospace, energy, biomedical, and automotive industries and other fields of metal parts manufacturing
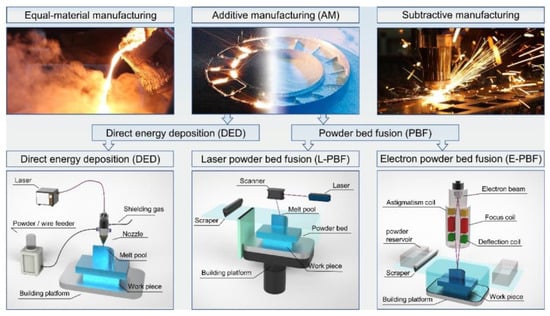
[22]. The metal manufacturing processes mainly include equal-material manufacturing, subtractive manufacturing, and additive manufacturing, as shown in
Figure 1 [23]. Metal additive manufacturing is one of the most difficult and advanced additive manufacturing technologies; among metal additive manufacturing technologies, direct energy deposition (DED)
[24][25][24,25] and powder bed fusion (PBF)
[26][27][26,27] techniques are the most widely used. Powder bed fusion (PBF) is an additive manufacturing technology used to produce metal parts from metal powder raw materials with two types of input energy: laser and electron
[28][29][30][28,29,30]. Among these, LPBF has become a key technology for metal additive manufacturing because of its excellent mechanical properties and high accuracy of formed parts
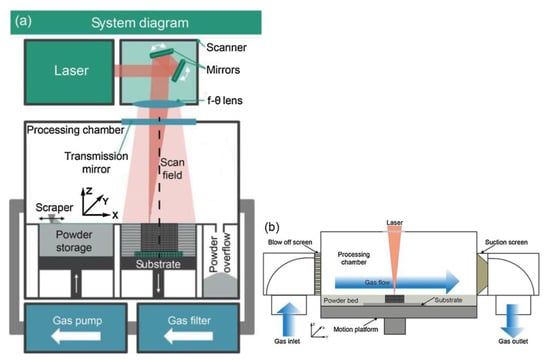
[31]. The LPBF process and gas circulating system is schematically shown in
Figure 2 [32].
Figure 2a shows LPBF process equipment, which mainly consists of a laser, scanning mirror, f-θ lens, protecting mirror, scraper, substrate, gas pump, and powder bin.
Figure 2b shows the schematic diagram of the circulation of the gas in the forming vessel. This process is also known as selective laser melting (SLM), direct metal laser sintering (DMLS), or laser metal melting (LMF) due to the selective melting of metal powders by a high-energy laser beam on a powder bed according to a designed digital model
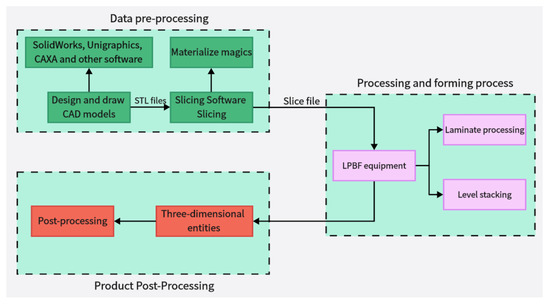
[33][34][33,34]; the printing process of the LPBF technology is shown in
Figure 3. At present, LPBF technology has been successfully used to print on Mg, Cu, Fe, Al, Mo, and other metals and their alloys, and the formed metal parts have been widely used in military and civilian applications. LPBF technology has a promising future in aerospace fuel nozzle fabrication
[35], automotive engine bay fabrication
[36], biomedical bone implant fabrication
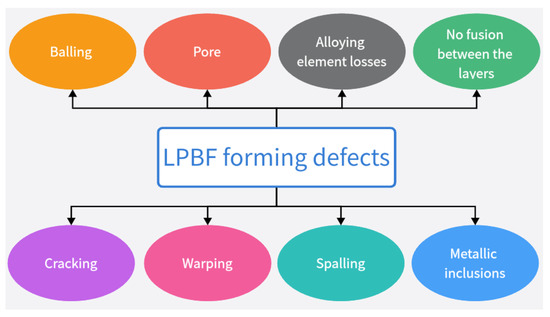
[37], and more. The use of LPBF technology to produce high-quality, high-performance metal parts has become a sought-after goal with the increasing demand for performance and quality metal parts in various fields. However, LPBF technology is affected by material properties, process parameters, and the external environment, resulting in defects such as spheroidization, porosity, alloy loss, cracking, warping, spalling, incomplete fusion, and inclusions in metal parts, reducing part performance and forming quality
[38][39][40][41][42][43][38,39,40,41,42,43]; potential defects in LPBF-produced parts are shown in
Figure 4. In order to improve the forming quality of the parts and to reduce the defects in the parts, more and more scholars have begun to study the physical and kinematic processes of the interaction of the laser and the metal powder. In the LPBF process, metal vaporization occurs in addition to the melting of metal powder, and this vaporization has significant effects on the LPBF process and is the key to the quality control of metal parts
[44][45][44,45].
Figure 1. Classification of metal manufacturing processes: Equal-material manufacturing, additive manufacturing, and subtractive manufacturing
[23].
Figure 2. Schematic diagrams of the laser powder bed melting process and the gas circulation: (
a) the laser powder bed melting process; (
b) the cross-section of the treatment chamber in the YZ direction
[32].
Figure 3.
The printing process of LPBF technology.
Figure 4.
Defects in LPBF.
The LPBF technique is a process of interaction between a high-energy laser and a metal powder, which undergoes changes between the solid, liquid, and gas phases under the irradiation of a high-energy laser, resulting in metal vaporization
[46]. Metal vaporization has the following effects: (1) the vaporization of the metal creates vapor recoil pressure above the melt pool, which in turn leads to keyhole cavities in the melt pool, accelerating the flow of liquid in the melt pool while also predisposing the metal to defects such as porosity
[47]; (2) metal vaporization can cause alloying elements to burn out and distort the composition of the metal material, affecting the mechanical properties of the part
[48]; (3) the metal evaporation process will produce plumes and spatters and other evaporation products, affecting the fluidity of the melt pool. Plumes, spatters, and other evaporation products, on the one hand, will hinder the propagation of high-energy laser radiation, resulting in the metal powder being unable to fully absorb the high-energy laser and the production of an unstable melt pool, destroying the continuity and uniformity of the melt trajectory; meanwhile, sputtering will sputter down to the powder bed, affecting the quality of powder deposition
[49]. On the other hand, it will gradually fall on the laser protection mirror, causing optical system damage. Therefore, defects such as porosity, spheroidization, lack of fusion, slagging, etc., are directly related to the vaporization of the metal
[50][51][52][53][54][50,51,52,53,54], especially for metallic materials such as Mg, Zn, Al, and their alloys, which are prone to vaporization and have important applications. Therefore, it is important to understand the process of laser interaction with metal powders and to make visual measurements of the metal vaporization process
[55][56][57][58][59][60][55,56,57,58,59,60]. The laser–metal powder interaction process is a highly dynamic and complex behavior that is a challenge to study. A deeper understanding of the metal evaporation process is lacking
[61][62][61,62], and visual measurement of it can help us gain a deeper understanding of the physical and kinematic processes behind it, and thus reduce part defects through the optimization of process parameters and control of factors such as the building atmosphere. Recently, it has been found that more and more studies emphasize the effect of metal evaporation
[63]. Researchers have used visual measurement methods, such as high-speed X-ray imaging
[64][65][64,65], high-speed visible camera imaging
[66][67][66,67] and high-speed schlieren imaging
[68][69][68,69], to analyze the metal evaporation process and clearly monitor the interaction process between the laser and metal powder.
2. Mechanism of Metal Evaporation in the LPBF Process
Metal vaporization is an important physical phenomenon during the interaction between laser and metal powder, which is the key to melt pool characteristics and forming quality
[70], and by studying the interaction between laser and metal powder, the mechanism of defect generation in LPBF and the factors affecting its forming quality can be revealed. The degree of vaporization varies from one metal material to another due to different metal material characteristics and process conditions
[71]. Metal evaporation involves rapidly melting metal powder material by high-energy laser radiation and forming melt puddles as the material temperature reaches the melting point; as the temperature continues to approach the boiling point, the metal vapor suddenly expands into the surrounding air. The vapor expansion creates vapor recoil pressure on the molten surface
[72], which increases its penetration depth and creates a gas-filled or plasma-filled depression, often referred to as a keyhole
[51]. Porosity defects are caused by keyhole collapse, trapping shielding gas in the melt pool
[73] and creating porosity defects, while the high saturation vapor pressure of alloying elements exerts recoil pressure on the melt pool liquid surface
[74], causing unstable melt pool flow and droplet splashing, increasing porosity and other defects. At the same time, metal vaporization causes volatile alloying elements to evaporate, resulting in alloy composition segregation, which affects the chemical composition, microstructure, and properties of the part
[75]. LPBF is an intense form of laser-induced metal evaporation due to the high energy density of the laser power and the fast-scanning speed, so more severe physical phenomena, such as bursts, may occur in the laser–metal powder interaction during LPBF
[76]. In addition, during LPBF, there is significant interaction between the different phases (solid, liquid, and gas), with gas–solid and gas–liquid interactions resulting in vaporization products such as plumes and sputtering.
3. Visual Measurement Methods of the Molten Metal Evaporation Process in LPBF
3.1. High-Speed X-ray Imaging
The LPBF process is characterized by fast laser scanning speed, small melt pool size, and rapid melt pool solidification, and the vapor pressure and melt pool dynamics generated during metal vaporization occur within the melt pool. Recently, it has been discovered that a high-speed X-ray imaging technique can be used to observe the dynamic microstructure and defect formation inside metal powders in real-time, such as the motion of the melt pool, due to its high spatial and temporal resolution and ability to penetrate metal powders, to study critical problems that could not be explored before, such as sputtering, keyhole formation, melt pool, and porosity
[77][105]. First, Yuze Huang et al.
[78][106] revealed keyhole and stomatal behavior using high-speed X-ray imaging to quantify the kinetics of their formation and found experimentally that keyhole pores are generated not only in the unstable case, but also in the transitional keyhole region generated at high power and scanning speed, while stomatal formation was observed. Ross Cunningham et al.
[79][107] also investigated the keyhole during LPBF using ultrafast X-ray imaging, and the experimental results showed that the keyhole existed in the range of laser power and scanning speed used, and the transformation process followed the sequence of metal vaporization, melt pool liquid depression, and keyhole formation during high-energy laser irradiation of the metal using ultrafast X-rays; in addition to the keyhole, sputtering motion could also be observed. Zachary A. Youngdeng et al.
[80][108] revealed the characteristics and formation mechanisms of five types of splashes in the LPBF process by high-speed in-situ X-ray imaging, the observed splashes were quantified by their velocity, size, and direction, the effects of laser power, scanning speed, and ambient pressure on the formation and characteristics of the five types of splashes in the LPBF process were investigated. In order to be able to eliminate the pores generated by stomata, Chu Lun Alex Leung et al.
[81][109] investigated the underlying physical phenomena of laser–matter interaction between the first and second layers by in-situ high-speed X-ray imaging, showing that the steam jet promotes the formation of melt trajectories and exfoliation zones by sputtering, and also revealed the mechanisms of Marangoni-driven pore formation and pore dissolution and dispersion by laser remelting. S. Mohammad. H. Hojjatzadeh et al.
[82][110] revealed the mechanism of pore formation during LPBF in real time using high-speed X-ray imaging, revealing that melt ejection and rapid melt pool solidification during pulsed laser melting led to the formation of the keyhole, and also revealed the kinetics of pore formation to provide guidance for the development of pore elimination methods. In addition, to reduce the effect of sputtering, Qilin Guo et al.
[83][111] used in-situ high-speed X-ray imaging to observe the transient kinetic process of powder sputtering during LPBF and quantified the moving velocity, acceleration, and driving force of powder motion induced by metal vapor jet/plume and argon gas flow; the data quantified in this paper are important for developing accurate predictive powder sputtering models and can also be used to fit uncertainty constants and validate the model, which is important for developing new process techniques to reduce powder sputtering. Ming lei Qu et al.
[84][112] showed that large spatters can be eliminated by using nanoparticles that can control laser–powder bed interaction instabilities, and verified this using in-situ high-speed X-ray imaging, ultimately finding two synergistic effects to prevent large spatter formation: (1) nanoparticle-enabled control of molten pool fluctuation eliminates the liquid-breakup-induced large spatters; and (2) nanoparticle-enabled control of the liquid droplet coalescence eliminates liquid-droplet-colliding-induced large spatters.
The scholars using X-ray mainly focus on the study of melt pool dynamics, sputtering dynamics, metal powder phase change process, etc.: for the melt pool, they mainly study the formation process of the keyhole and the stability of the melt pool; for the sputtering dynamics, they mainly study the formation process of sputtering, and the direction of motion, speed, quantity, etc.; for the metal powder phase change process, they mainly study the metal vaporization process, the resulting vapor plume, and recoil pressure. The X-ray effect allows us to observe the changes inside the metal powder during the interaction of the laser and the metal powder. The above studies help us to investigate the causes of the forming defects of parts and thus find ways to reduce the forming defects of parts. In addition to the above scholars who have used X-rays to study the process of laser interaction with metal powder, there are other scholars who have also conducted relevant studies using X-rays
[85][86][87][88][89][90][91][92][93][113,114,115,116,117,118,119,120,121]. X-ray observation of the microstructure of molded parts has also been used to determine the internal grain boundary distribution
[94][122] and to find microscopic defects (internal porosity, cracks, etc.). S. Mohammad H. Hojjatzadeh et al.
[95][123] investigated the formation of porosity during LPBF using X-ray and multi-physics field simulation models and found that the high thermal capillary force generated by the high-temperature gradient in the laser action zone can rapidly eliminate porosity in the melt pool, providing guidance for achieving porosity-free 3D printing. Hossein Ghasemi-Tabasi et al.
[96][124] also observed the crack formation process using X-rays in a miniaturized LPBF simulation chamber as a way to help us understand the mechanism of crack formation and provide guidance for the elimination of crack defects. The above study helps us to better understand the process of the interaction of the laser and the metal powder in the LPBF process as a way to improve the manufacturing quality and the performance of parts.
3.2. High-Speed Visible Light Camera Imaging
Due to their high frame rate and resolution, high-speed visible light cameras are widely used for online and offline inspection of LPBF. The obtained images can be enhanced, feature-extracted, and run through target recognition and target segmentation to extract the surface shape of the melt pool, plume, sputtering evaporation products, holes, areas without fusion, and other forming defects, and then optimize the process parameters and change the processing atmosphere to reduce defects and improve the forming quality and mechanical properties of parts. The coaxial system is the camera and laser optical path sharing a common optical path, and the side axis is the camera and laser optical path at a certain angle
[23]; the coaxial system is mainly used for inspection of the melt pool surface morphology, and the side-axis system is mainly used for sputtering inspection. In contrast, the side-axis system is more adaptable and is not limited by the original laser optical path.
High-speed visible light cameras can visually monitor the behavior of melt pools, splashes, vapor plumes, etc. They can also quickly identify defects, while methods such as image processing and machine learning enable the extraction of melt pool, splash, and plume features and their analysis. Yingjie Zhang et al.
[97][125] used a high-speed visible light camera to build a side-axis monitoring system for image acquisition of the melt pool, plume, and splash during the melting process of the laser powder bed, and then used support vector machine (SVM) and convolutional neural network (CNN) methods to extract the melt pool, plume, and splash from the images, and found that the recognition accuracy of CNN was as high as 92.7%, which was higher than that of the recognition rate of the support vector machine (SVM). Jie Yin et al.
[98][126] built a high-speed high-resolution imaging technique to study the laser–matter interaction in LPBF, and the melt pool, vapor plume, and droplet splash could be clearly observed by the image filtering algorithm and image enhancement method; the characterization analysis of the melt pool and splash showed that the melt pool characteristics and splash behavior depend on the laser input energy, the average ejection velocity and ejection angle of the splash increase with the laser power, and the high power laser tends to produce a large splash. Dekun Yang et al.
[99][127] built a side-axis monitoring system to capture splash images; proposed a genetic-algorithm-based maximum entropy double-threshold image processing algorithm to extract splash features in images; used the Otsu method, triangle threshold segmentation algorithm, and K-means clustering algorithm for comparison; and found that the maximum entropy double-threshold image processing algorithm can eliminate errors such as noise, splash adhesion, and splash omission. Finally, the relationship between splash area and splash number and laser energy density was analyzed. Ralf D. Fischer et al.
[100][128] built a high-speed all-optical camera to obtain the three-dimensional sputtering particle trajectories generated by the laser and powder interaction in LPBF and also calculated the sputtering particle velocities, which are important for predicting the sputtering particle’s landing point location on the powder bed and provides a new perspective for the subsequent analysis of the forming quality. Zhenbiao Tan et al.
[101][129] built a side-axis monitoring system to capture melt pool, plume, and splash images, proposed a segmentation method based on a CNN, which segmented the image into a block network, used a CNN and threshold neural network (TNN) to segment each block, and finally extracted 80.48% of the splash, while the splash connected to the melt pool could be extracted. Meanwhile, Heng Ma et al.
[102][130] developed a single high-speed coaxial camera temperature measurement system for the laser powder bed melting process based on the dual-wavelength temperature measurement principle, proposed a dual-wavelength image matching method with sub-pixel accuracy and an overall parameter calibration optimization method, conducted experiments using the built experimental equipment, obtained single-line scan, single-layer scan, and multi-layer scan images of melt pool temperature field and melt pool morphology and visualized them, and finally built images of melt pool temperature with time and different size images of melt pool morphology. Scholars have used high-speed visible light imaging techniques mainly to extract melt pool surface morphology and vaporization products such as vapor plumes and splashes while combining traditional image segmentation algorithms and newly developed CNN algorithms in deep learning to extract features in the images, which has laid the foundation for subsequent research on methods to improve part imaging quality and control part performance. Melt pool, vapor plume, and splash features are currently being studied using high-speed visible cameras, and there is further research on melt pool
[103][104][105][131,132,133] and splash
[106][107][108][109][110][111][112][113][114][115][116][117][134,135,136,137,138,139,140,141,142,143,144,145] characteristics.
3.3. High-Speed Schlieren Imaging
To visualize nonconstant gas flows with discontinuities, high-speed schlieren imaging techniques are often used
[118][146]. High-speed schlieren imaging has been widely used to visualize gas flow in various applications, such as automotive aerodynamics, ballistics, and laser welding
[119][147]. LPBF is a process in which metal vaporization occurs during the interaction between the laser and the metal powder. However, since the vaporization process cannot be observed with the naked eye, it is necessary to study it to help us understand the metal vaporization process and determine whether the process parameters are reasonable and the formation of vaporization products, such as vapor plume and sputtering by the vaporization phenomenon, is within acceptable parameters. Therefore, high-speed schlieren imaging is introduced to observe the process of evaporating metal. Deep learning has also been applied to image analysis of schlieren imaging systems, where neural networks can effectively capture flow structure features, such as excitation and vortices
[120][121][122][148,149,150], and extract data information about the flow that can also be used for prediction
[123][151] and reconstruction
[124][125][152,153]. To understand how the melt pool and vapor plume interact during the laser and powder interaction, I. Bithara et al.
[76] coupled the melt pool and plume dynamics by combining the high-speed schlieren imaging technique and in-situ X-ray method to correlate the vapor plume generated by the interaction of the laser and metal powder with the keyhole it creates in the melt pool, and judged the stability of the melt pool by the morphology of the vapor plume. The high-speed visualization of the fluid motion of the LPBF process helps us to design the process window with higher efficiency and speed, and lays the foundation for LPBF process monitoring with the combined imaging of high-speed schlieren imaging technology and X-ray imaging technology. Meanwhile, P. Bidare et al.
[68] used a combination of high-speed imaging and schlieren imaging, as well as Multiphysics field simulations, to reveal the process of laser and metal powder interaction during LPBF. The numerical simulations also help us to understand and quantify the observed flow behavior by varying the process parameters, such as laser power and scanning speed, to observe the changes in the vapor plume morphology, which facilitates the characterization of hydrodynamic phenomena in the LPBF process, helping to prevent defects in additively manufactured parts. For vaporization by-products such as plumes and spatters, which can be effectively removed by changing the processing atmosphere, Siegfried Baehr et al.
[126][154] studied the effect of different argon–helium gas mixtures compared to pure argon on by-products during the processing of high-strength aluminum alloys using high-speed grain shadowing, which allows visualization of by-products during the process, and then studied the evaporation phenomenon during the melting process of the laser powder bed. Additionally, P. Bidare et al.
[127][155] studied the state of the laser beam and powder plume in different processing atmospheres using high-speed imaging and schlieren imaging techniques. Scholars have now used high-speed schlieren imaging technology to study the interaction between laser and metal powder during the melting process of the laser powder bed, combining imaging analysis of melt pool and vapor plume dynamics, which helps us understand the process in a deeper way, and then correlate process parameters such as laser power, scanning speed, and processing environment with part performance and forming quality, helping us optimize process parameters at high efficiency and speed. However, there are still relatively few studies using a high-speed schlieren imaging system to study the melting process of the laser powder bed. With the rapid development of machine learning and artificial intelligence, it is an important trend to introduce deep learning and other methods into image analysis in high-speed schlieren imaging, which can help us to quantify the metal evaporation process by extracting the feature information in the image.