Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Hugo Silva | -- | 1061 | 2023-05-22 03:13:19 | | | |
| 2 | Dean Liu | -10 word(s) | 1051 | 2023-05-24 04:03:29 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Loureiro, C.D.A.; Silva, H.M.R.D.; Oliveira, J.R.M.; Costa, N.L.S.; Palha, C.A.O. The Effect of Microwave Radiation on Asphalt Mixtures. Encyclopedia. Available online: https://encyclopedia.pub/entry/44618 (accessed on 24 July 2026).
Loureiro CDA, Silva HMRD, Oliveira JRM, Costa NLS, Palha CAO. The Effect of Microwave Radiation on Asphalt Mixtures. Encyclopedia. Available at: https://encyclopedia.pub/entry/44618. Accessed July 24, 2026.
Loureiro, Carlos D. A., Hugo M. R. D. Silva, Joel R. M. Oliveira, Nuno L. S. Costa, Carlos A. O. Palha. "The Effect of Microwave Radiation on Asphalt Mixtures" Encyclopedia, https://encyclopedia.pub/entry/44618 (accessed July 24, 2026).
Loureiro, C.D.A., Silva, H.M.R.D., Oliveira, J.R.M., Costa, N.L.S., & Palha, C.A.O. (2023, May 22). The Effect of Microwave Radiation on Asphalt Mixtures. In Encyclopedia. https://encyclopedia.pub/entry/44618
Loureiro, Carlos D. A., et al. "The Effect of Microwave Radiation on Asphalt Mixtures." Encyclopedia. Web. 22 May, 2023.
Copy Citation
Self-healing in asphalt mixtures is a property that can be enhanced by external heating, which causes a thermal expansion that increases the flow of bitumen with reduced viscosity through the cracks.
self-healing
steel slag aggregates
steel wool fibers
asphalt mixtures
1. Introduction
Industrial and technological development, combined with demands for a better quality of life, has increased the consumption of material resources, making it impossible for the planet to continue on this path. Thus, society has become aware that resources are finite and that reducing their consumption and use is imperative.
The construction industry is one of Europe’s largest and most active economic sectors. However, it is also responsible for a significant environmental impact due to its high energy consumption, how it develops, uses, distributes, and disposes of virgin resources, and produces excessive greenhouse gas emissions [1][2].
More specifically, the road infrastructure sector damages the environment and the planet’s sustainability, from transporting goods and people to constructing pavements. Thus, changing this sector’s current design, management, and monitoring paradigm is essential. This sector must develop policies to achieve sustainable development objectives effectively, creating innovative processes aimed at reducing CO2 emissions, reducing the use of virgin materials, and reusing waste in construction while ensuring positive effects from an economic, technical, and environmental point of view [3][4].
2. Aggregates and Bitumen Characterization
The particle size distributions of the NGA and SSA fractions were obtained before designing the studied asphalt mixtures. The grading curves showed that the SSA material has fewer fines than the NGA, which increased the use of limestone filler in mixture C. The density values determined by Moura et al. [5] for these materials (2.65 Mg/m3 for NGA and LF; 3.25 Mg/m3 for SSA) were also used to design the asphalt mixtures.
The 35/50 pen-grade bitumen used in is the most widely applied in Portugal. The bitumen presented a penetration value of 44.9 tenths of a millimeter and a softening point temperature of 51.1 °C, and both values are within limits established by the EN 12591 standard for this type of bitumen.
3. Mix Design, Production, and Characterization of Asphalt Mixtures
Table 1 presents the compositions of the three asphalt mixtures (A, B, and C) studied by showing the percentage volume of each aggregate fraction used. The corresponding mass values used to produce the mixtures were determined based on the aggregates’ densities. The composition was defined based on the particle size distribution of the different aggregates to obtain a final grading curve of each asphalt mixture fitting the grading envelope of an AC 14 surf defined in the Portuguese standards [6].
Table 1. Volume percentages of the aggregates’ fractions used in the different asphalt mixtures.
| Fraction | NGA 0/4 | NGA 4/6 | NGA 6/14 | SSA 0/10 | SSA 10/14 | LF |
|---|---|---|---|---|---|---|
| Mixture A | 40% | 14% | 42% | 0% | 0% | 4% |
| Mixture B | 40% | 14% | 42% | 0% | 0% | 4% |
| Mixture C | 27% | 0% | 17% | 36% | 14% | 6% |
The asphalt binder content of mixtures A and B was 5.0%, using an equivalent value in mixture C, adjusted to 4.5%, to consider the higher density of the SSA (3.29 Mg/m3) in comparison to the NGA (2.64 Mg/m3). The percentage of steel wool fibers added to mixtures B and C was 7% of bitumen weight. The fibers were included as an additive and were not considered when adjusting the aggregate grading curve of those mixtures.
The volumetric characteristics of the asphalt mixtures were obtained by assessing their maximum density (MD) and bulk density (BD) of compacted specimens. Then, each specimen’s air voids content (Vv) was computed from MD and BD values. Table 2 presents the mean volumetric characteristics for each asphalt mixture.
Table 2. Volumetric characterization of asphalt mixtures.
| Property | Maximum Density (Mg/m3) |
Bulk Density (Mg/m3) |
Air Voids Content (%) |
|---|---|---|---|
| Mixture A | 2.484 | 2.415 | 2.8 |
| Mixture B | 2.481 | 2.410 | 2.9 |
| Mixture C | 2.830 | 2.753 | 2.7 |
The three mixtures have similar air voids contents, slightly below the limit defined in the specifications. The high density and low air voids content of mixture C should be emphasized from these results. Good workability was observed for the mixture with 50% SSA during the laboratory production and compaction phases, which solved the high air voids content issue mentioned in Moura et al.’s [5] study for a similar asphalt mixture.
4. Preliminary Microwave Induction Heating Tests of Asphalt Mixtures
In the present work, the influence of the asphalt mixture composition was initially studied by assessing its thermal induction behavior when heated by microwave radiation. The temperature evolution of cylindrical specimens was evaluated every 40 s, for a total time of 160 s, with different microwave power levels (540 W, 720 W, and 900 W) to find differences in the heating rate between the studied mixtures. The tests were performed according to the procedures and techniques described previously. Figure 2 shows the mean surface temperature of three specimens of each asphalt mixture (A, B, and C) as a function of the heating time for the different microwave power levels used.
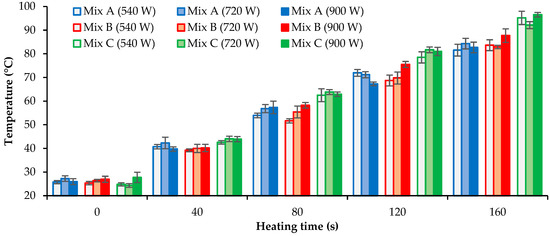
Figure 2. Evolution of surface temperature of the different asphalt mixtures with the heating time for three microwave power levels.
These results show that mixture B generally presented slightly higher temperatures than mixture A for identical induction times. Mixture C showed higher temperatures for all induction periods and power levels, mainly for longer induction times (80 s to 160 s). Thus, the combined use of SSA and SWF increases the heating rate in the microwave induction process. The temperatures measured with the thermographic camera had a very low deviation, assuring high confidence in the obtained results. The positive influence of incorporating SSA and SWF (mixture C) becomes evident in the thermal images of Figure 3, obtained for the same microwave heating conditions (160 s and 900 W).
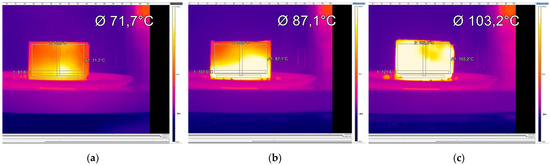
Figure 3. Thermal images of the different asphalt mixtures for the same radiation conditions (160 s and 900 W) in the microwave: (a) mixture A, (b) mixture B, and (c) mixture C.
The influence of microwave power levels on the heating results was not as substantial as expected, probably due to the equipment used. However, temperatures evolved more rapidly and uniformly for the 900 W power, particularly in mixtures B and C. Thus, that power level was selected for remaining microwave heating tests. Long induction times (i.e., higher than 120 s) should be avoided when heating cylindrical specimens to reduce bitumen aging at high induction temperatures (near 100 °C) since bitumen becomes stiff and brittle, decreasing the fatigue and fracture resistance of the mixtures.
5. Self-Healing Assessment and Mechanical Characterization of the Asphalt Mixtures
This section mainly discusses the self-healing performance of the studied asphalt mixtures resulting from their fracture recovery or fatigue life increase after successive cycles of mechanical tests (damaging stage) and microwave heating (healing stage).
References
- Eurostat. Sustainable Development in the European Union—Monitoring Report on Progress towards the SDGs in an EU Context; Eurostat: Luxembourg, 2020.
- UNEP. Global Material Flows and Resource Productivity—Assessment Report for the UNEP International Resource Panel; United Nations Environment Programme: Paris, France, 2016.
- Araújo, J.P.C.; Oliveira, J.R.M.; Silva, H.M.R.D. The importance of the use phase on the LCA of environmentally friendly solutions for asphalt road pavements. Transp. Res. Part D Transp. Environ. 2014, 32, 97–110.
- Mantalovas, K.; Di Mino, G.; Jimenez Del Barco Carrion, A.; Keijzer, E.; Kalman, B.; Parry, T.; Lo Presti, D. European National Road Authorities and Circular Economy: An Insight into Their Approaches. Sustainability 2020, 12, 7160.
- Moura, C.; Nascimento, L.; Loureiro, C.; Rodrigues, M.; Oliveira, J.; Silva, H. Viability of Using High Amounts of Steel Slag Aggregates to Improve the Circularity and Performance of Asphalt Mixtures. Appl. Sci. 2022, 12, 490.
- Estradas de Portugal. Caderno de Encargos Tipo Obra. 14.03—Pavimentação, Características dos Materiais; Estradas de Portugal: Almada, Portugal, 2014.
More
Information
Subjects:
Engineering, Civil
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
848
Revisions:
2 times
(View History)
Update Date:
24 May 2023
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No