 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Rita de Cássia Mendonça Sales-Contini | -- | 5209 | 2023-04-18 22:06:19 | | | |
| 2 | Rita Xu | Meta information modification | 5209 | 2023-04-19 03:55:11 | | |
Video Upload Options
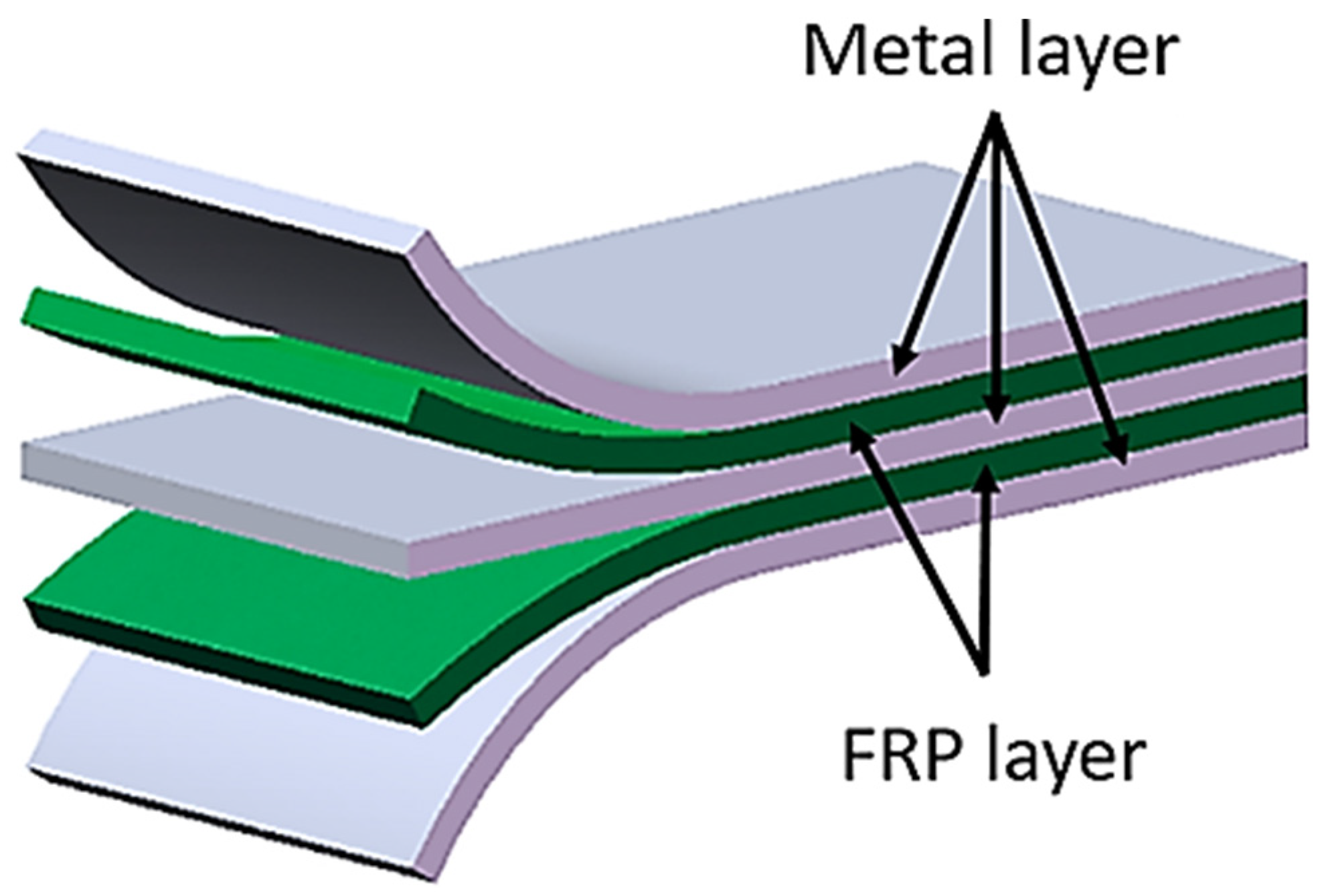
Composite materials such as Fibre Metal Laminates (FMLs) have attracted the interest of the aerospace and automotive industries due to their high strength to weight ratio, but to use them as structures it is necessary to master the manufacturing and wiring techniques of these materials. The process parameters used in multi-material machining, such as drilling and milling, tool geometry, tool coating, lubricants and coolants, must be well established to achieve a successful machining process in FLM materials. Failure of any of these parameters can cause irreparable damage to the material, wasting the process and making it less sustainable. Understanding the failure process is essential to improve the accuracy of the analysis, to supplement the information and to provide a deterrent to adjusting process parameters.
1. Introduction
2. Multi-Material Machining Processes
2.1. Multi-Material Process Preparation
2.2. Numerical Simulation Applied to FML Machining
2.3. Multi-Material Machining Processes
2.3.1. Comparison of Drilling and Milling Processes Parameters
2.3.2. Lubrication Processes during Machining
2.3.3. Machined FML Defects and Analysis Techniques
References
- Sinmazçelik, T.; Avcu, E.; Bora, M.Ö.; Çoban, O. A Review: Fibre Metal Laminates, Background, Bonding Types and Applied Test Methods. Mater. Des. 2011, 32, 3671–3685.
- Franz, G.; Vantomme, P.; Hassan, M.H. A Review on Drilling of Multilayer Fiber-Reinforced Polymer Composites and Aluminum Stacks: Optimization of Strategies for Improving the Drilling Performance of Aerospace Assemblies. Fibers 2022, 10, 78.
- Singh, A.P.; Sharma, M.; Singh, I. A Review of Modeling and Control during Drilling of Fiber Reinforced Plastic Composites. Compos. B Eng. 2013, 47, 118–125.
- Cortés, P.; Cantwell, W.J. The Prediction of Tensile Failure in Titanium-Based Thermoplastic Fibre-Metal Laminates. Compos. Sci. Technol. 2006, 66, 2306–2316.
- Wang, H.; Qin, X.; Li, H.; Tan, Y. A Comparative Study on Helical Milling of CFRP/Ti Stacks and Its Individual Layers. Int. J. Adv. Manuf. Technol. 2016, 86, 1973–1983.
- Baumert, E.K.; Johnson, W.S.; Cano, R.J.; Jensen, B.J.; Weiser, E.S. Fatigue Damage Development in New Fibre Metal Laminates Made by the VARTM Process. Fatigue Fract. Eng. Mater. Struct. 2011, 34, 240–249.
- Roth, S.; Stoll, M.; Weidenmann, K.A.; Coutandin, S.; Fleischer, J. A New Process Route for the Manufacturing of Highly Formed Fiber-Metal-Laminates with Elastomer Interlayers (FMEL). Int. J. Adv. Manuf. Technol. 2019, 104, 1293–1301.
- Zhu, W.; Xiao, H.; Wang, J.; Fu, C. Characterization and Properties of AA6061-Based Fiber Metal Laminates with Different Aluminum-Surface Pretreatments. Compos. Struct. 2019, 227, 111321.
- Frankiewicz, M.; Ziółkowski, G.; Dziedzic, R.; Osiecki, T.; Scholz, P. Damage to Inverse Hybrid Laminate Structures: An Analysis of Shear Strength Test. Mater. Sci. 2022, 40, 130–144.
- Sinke, J. Manufacturing of GLARE Parts and Structures. Appl. Compos. Mater. 2003, 10, 293–305.
- Patil, N.A.; Mulik, S.S.; Wangikar, K.S.; Kulkarni, A.P. Characterization of Glass Laminate Aluminium Reinforced Epoxy—A Review. Procedia Manuf. 2018, 20, 554–562.
- Sarasini, F.; Tirillò, J.; Ferrante, L.; Sergi, C.; Sbardella, F.; Russo, P.; Simeoli, G.; Mellier, D.; Calzolari, A. Effect of Temperature and Fiber Type on Impact Behavior of Thermoplastic Fiber Metal Laminates. Compos. Struct. 2019, 223, 110961.
- Cortés, P.; Cantwell, W.J. The Fracture Properties of a Fibre–Metal Laminate Based on Magnesium Alloy. Compos. B Eng. 2005, 37, 163–170.
- Pawar, O.A.; Gaikhe, Y.S.; Tewari, A.; Sundaram, R.; Joshi, S.S. Analysis of Hole Quality in Drilling GLARE Fiber Metal Laminates. Compos. Struct. 2015, 123, 350–365.
- Shirvanimoghaddam, K.; Hamim, S.U.; Karbalaei Akbari, M.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon Fiber Reinforced Metal Matrix Composites: Fabrication Processes and Properties. Compos. Part A Appl. Sci. Manuf. 2017, 92, 70–96.
- Zhu, W.; Xiao, H.; Wang, J.; Li, X. Effect of Different Coupling Agents on Interfacial Properties of Fibre-Reinforced Aluminum Laminates. Materials 2021, 14, 1019.
- Muthu Chozha Rajan, B.; Senthil Kumar, A.; Sornakumar, T.; Senthamaraikannan, P.; Sanjay, M.R. Multi Response Optimization of Fabrication Parameters of Carbon Fiber-Reinforced Aluminium Laminates (CARAL): By Taguchi Method and Gray Relational Analysis. Polym. Compos. 2019, 40, E1041–E1048.
- Thirukumaran, M.; Jappes, J.T.W.; Siva, I.; Ramanathan, R.; Brintha, N.C. On the Interfacial Adhesion of Fiber Metal Laminates Using Surface Modified Aluminum 7475 Alloy for Aviation Industries—A Study. J. Adhes Sci. Technol. 2020, 34, 635–650.
- Kwon, D.J.; Kim, J.H.; Kim, Y.J.; Kim, J.J.; Park, S.M.; Kwon, I.J.; Shin, P.S.; DeVries, L.K.; Park, J.M. Comparison of Interfacial Adhesion of Hybrid Materials of Aluminum/Carbon Fiber Reinforced Epoxy Composites with Different Surface Roughness. Compos. B Eng. 2019, 170, 11–18.
- Droździel-Jurkiewicz, M.; Bieniaś, J. Evaluation of Surface Treatment for Enhancing Adhesion at the Metal–Composite Interface in Fibre Metal-Laminates. Materials 2022, 15, 6118.
- Santos, A.L.; Nakazato, R.Z.; Schmeer, S.; Botelho, E.C. Influence of Anodization of Aluminum 2024 T3 for Application in Aluminum/Cf/ Epoxy Laminate. Compos. B Eng. 2020, 184, 107718.
- Li, X.; Zhang, X.; Zhang, H.; Yang, J.; Nia, A.B.; Chai, G.B. Mechanical Behaviors of Ti/CFRP/Ti Laminates with Different Surface Treatments of Titanium Sheets. Compos. Struct. 2017, 163, 21–31.
- Süsler, S.; Bora, M.Ö.; Uçan, C.; Türkmen, H.S. The Effect of Surface Treatments on the Interlaminar Shear Failure of GLARE Laminate Included AA6061-T6 Layers by Comparing Failure Characteristics. Compos. Interfaces 2022, 29, 1–17.
- Bertolini, R.; Savio, E.; Ghiotti, A.; Bruschi, S. The Effect of Cryogenic Cooling and Drill Bit on the Hole Quality When Drilling Magnesium-Based Fiber Metal Laminates. Procedia Manuf. 2021, 53, 118–127.
- Robert, C.; Mamalis, D.; Obande, W.; Koutsos, V.; Brádaigh, C.M.Ó.; Ray, D. Interlayer Bonding between Thermoplastic Composites and Metals by In-Situ Polymerization Technique. J. Appl. Polym. Sci. 2021, 138, 51188.
- Parmar, H.; Gambardella, A.; Perna, A.S.; Viscusi, A.; della Gatta, R.; Tucci, F.; Astarita, A.; Carlone, P. Manufacturing and Metallization of Hybrid Thermoplastic-Thermoset Matrix Composites. In Proceedings of the ESAFORM 2021—24th International Conference on Material Forming, PoPuPS (University of LiFge Library), Online, 14–16 April 2021.
- Banea, M.D.; Rosioara, M.; Carbas, R.J.C.; da Silva, L.F.M. Multi-Material Adhesive Joints for Automotive Industry. Compos. B Eng. 2018, 151, 71–77.
- Lambiase, F.; Balle, F.; Blaga, L.A.; Liu, F.; Amancio-Filho, S.T. Friction-Based Processes for Hybrid Multi-Material Joining. Compos. Struct. 2021, 266, 113828.
- Ding, Z.; Wang, H.; Luo, J.; Li, N. A Review on Forming Technologies of Fibre Metal Laminates. Int. J. Lightweight Mater. Manuf. 2021, 4, 110–126.
- Blala, H.; Lang, L.; Khan, S.; Alexandrov, S. Experimental and Numerical Investigation of Fiber Metal Laminate Forming Behavior Using a Variable Blank Holder Force. Prod. Eng. 2020, 14, 509–522.
- Heggemann, T.; Homberg, W. Deep Drawing of Fiber Metal Laminates for Automotive Lightweight Structures. Compos. Struct. 2019, 216, 53–57.
- Kalidass, K.; Raghavan, V. Numerical and Experimental Investigations on GFRP e AA 6061 Laminate Composites for Deep-Drawing Applications. Mater. Tehnol. 2022, 56, 107–114.
- Dariushi, S.; Rezadoust, A.M.; Kashizadeh, R. Effect of Processing Parameters on the Fabrication of Fiber Metal Laminates by Vacuum Infusion Process. Polym. Compos. 2019, 40, 4167–4174.
- Mamalis, D.; Obande, W.; Koutsos, V.; Blackford, J.R.; Brádaigh, C.M.Ó.; Ray, D. Novel Thermoplastic Fibre-Metal Laminates Manufactured by Vacuum Resin Infusion: The Effect of Surface Treatments on Interfacial Bonding. Mater. Des. 2019, 162, 331–344.
- Lakshmi Kala, K.; Prahlada Rao, K. Synthesis and Characterization of Fabricated Fiber Metal Laminates for Aerospace Applications. Mater. Today Proc. 2022, 64, 37–43.
- Harris, M.; Qureshi, M.A.M.; Saleem, M.Q.; Khan, S.A.; Bhutta, M.M.A. Carbon Fiber-Reinforced Polymer Composite Drilling via Aluminum Chromium Nitride-Coated Tools: Hole Quality and Tool Wear Assessment. J. Reinf. Plast. Compos. 2017, 36, 1403–1420.
- Giasin, K.; Ayvar-Soberanis, S. An Investigation of Burrs, Chip Formation, Hole Size, Circularity and Delamination during Drilling Operation of GLARE Using ANOVA. Compos. Struct. 2017, 159, 745–760.
- Giasin, K.; Ayvar-Soberanis, S.; French, T.; Phadnis, V. 3D Finite Element Modelling of Cutting Forces in Drilling Fibre Metal Laminates and Experimental Hole Quality Analysis. Appl. Compos. Mater. 2017, 24, 113–137.
- Kim, D.G.; Jung, Y.C.; Kweon, S.H.; Yang, S.H. Determination of the Optimal Milling Feed Direction for Unidirectional CFRPs Using a Predictive Cutting-Force Model. Int. J. Adv. Manuf. Technol. 2022, 123, 3571–3585.
- Patel, P.; Chaudhary, V. Damage Free Drilling of Carbon Fibre Reinforced Composites—A Review. Aust. J. Mech. Eng. 2021, 370, 1850–1870.
- El Etri, H.; Korkmaz, M.E.; Gupta, M.K.; Gunay, M.; Xu, J. A State-of-the-Art Review on Mechanical Characteristics of Different Fiber Metal Laminates for Aerospace and Structural Applications. Int. J. Adv. Manuf. Technol. 2022, 123, 2965–2991.
- Min, J.; Hu, J.; Sun, C.; Wan, H.; Liao, P.; Teng, H.; Lin, J. Fabrication Processes of Metal-Fiber Reinforced Polymer Hybrid Components: A Review. Adv. Compos. Hybrid. Mater. 2022, 5, 651–678.
- Dieckhoff, S.; Standfuß, J.; Pap, J.S.; Klotzbach, A.; Zimmermann, F.; Burchardt, M.; Regula, C.; Wilken, R.; Apmann, H.; Fortkamp, K.; et al. New Concepts for Cutting, Surface Treatment and Forming of Aluminium Sheets Used for Fibre-Metal Laminate Manufacturing. CEAS Aeronaut J. 2019, 10, 419–429.
- Park, S.Y.; Choi, W.J.; Choi, H.S.; Kwon, H. Effects of Surface Pre-Treatment and Void Content on GLARE Laminate Process Characteristics. J. Mater. Process. Technol. 2010, 210, 1008–1016.
- Cheng, F.; Hu, Y.; Zhang, X.; Hu, X.; Huang, Z. Adhesive Bond Strength Enhancing between Carbon Fiber Reinforced Polymer and Aluminum Substrates with Different Surface Morphologies Created by Three Sulfuric Acid Solutions. Compos. Part A Appl. Sci. Manuf. 2021, 146, 106427.
- Parodo, G.; Rubino, F.; Sorrentino, L.; Turchetta, S. Temperature Analysis in Fiber Metal Laminates Drilling: Experimental and Numerical Results. Polym. Compos. 2022, 43, 7600–7615.
- Zitoune, R.; Krishnaraj, V.; Collombet, F.; le Roux, S. Experimental and Numerical Analysis on Drilling of Carbon Fibre Reinforced Plastic and Aluminium Stacks. Compos. Struct. 2016, 146, 148–158.
- Dandekar, C.R.; Shin, Y.C. Modeling of Machining of Composite Materials: A Review. Int. J. Mach. Tools Manuf. 2012, 57, 102–121.
- Teti, R. Machining of Composite Materials. CIRP Ann. 2002, 51, 611–634.
- Krishnaraj, V.; Zitoune, R.; Collombet, F.; Davim, J.P. Challenges in Drilling of Multi-Materials. Mater. Sci. Forum 2013, 763, 145–168.
- Kumar, D.; Gururaja, S.; Jawahir, I.S. Machinability and Surface Integrity of Adhesively Bonded Ti/CFRP/Ti Hybrid Composite Laminates under Dry and Cryogenic Conditions. J. Manuf. Process. 2020, 58, 1075–1087.
- Azwan, S.; Sahira, N.I.; Abdullah, M.R.; Yahya, M.Y. Investigation on the Effect of Drilling Parameters on Tensile Loading of Fibre-Metal Laminates. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing Ltd.: Bristol, UK, 2019; Volume 670.
- Zitoune, R.; Krishnaraj, V.; Collombet, F. Study of Drilling of Composite Material and Aluminium Stack. Compos. Struct. 2010, 92, 1246–1255.
- Denkena, B.; Boehnke, D.; Dege, J.H. Helical Milling of CFRP-Titanium Layer Compounds. CIRP J. Manuf. Sci. Technol. 2008, 1, 64–69.
- Pereira, R.B.D.; Brandão, L.C.; de Paiva, A.P.; Ferreira, J.R.; Davim, J.P. A Review of Helical Milling Process. Int. J. Mach. Tools Manuf. 2017, 120, 27–48.
- Barman, A.; Adhikari, R.; Bolar, G. Evaluation of Conventional Drilling and Helical Milling for Processing of Holes in Titanium Alloy Ti6Al4V. Mater. Today Proc. 2020, 28, 2295–2300.
- Hemant, K.; Kona, A.; Karthik, S.A.; Bolar, G. Experimental Investigation into Helical Hole Milling of Fiber Metal Laminates. Mater. Today Proc. 2020, 27, 208–216.
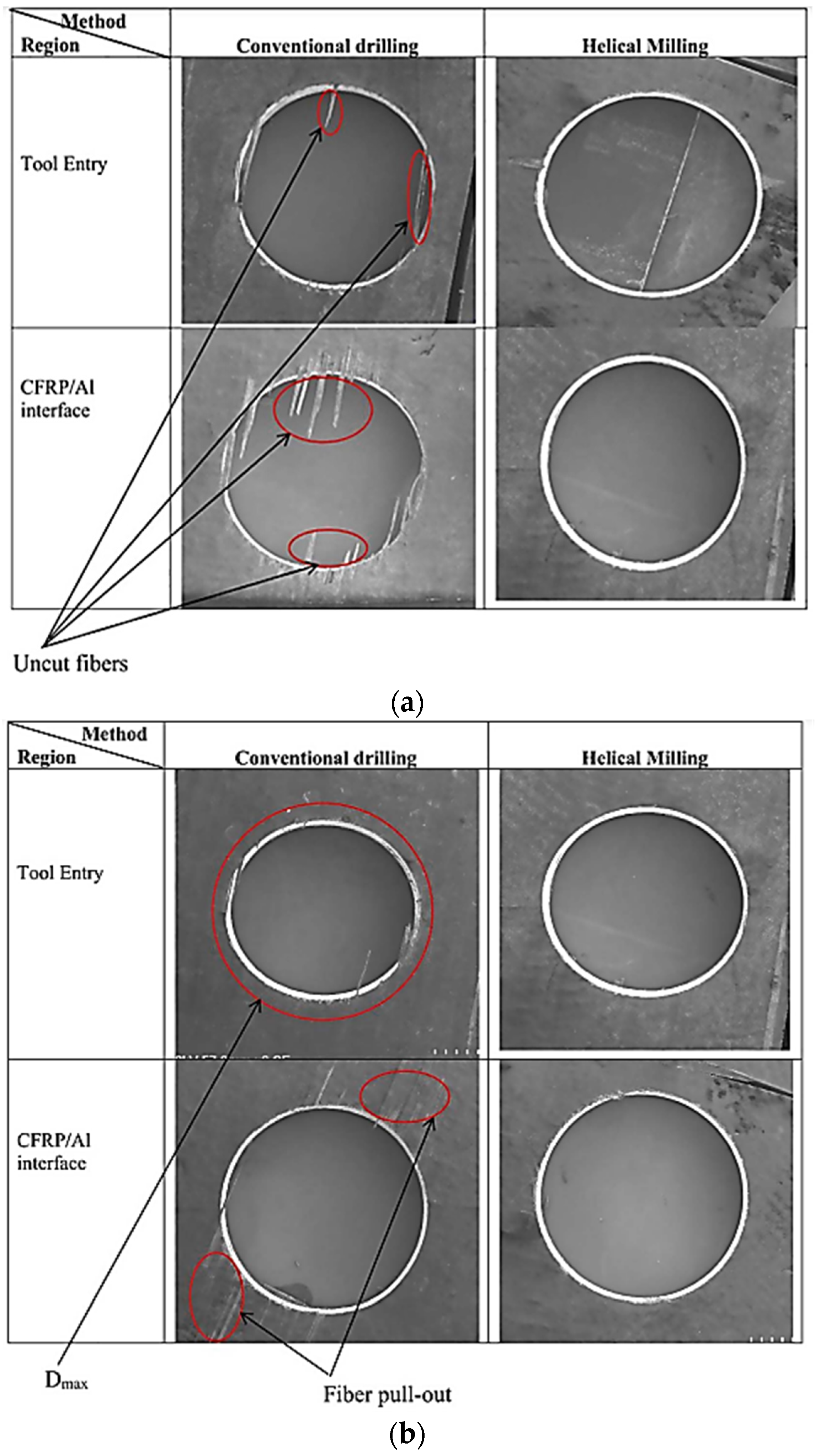
- Bolar, G.; Sridhar, A.K.; Ranjan, A. Drilling and Helical Milling for Hole Making in Multi-Material Carbon Reinforced Aluminum Laminates. Int. J. Lightweight Mater. Manuf. 2022, 5, 113–125.
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A Review: Drilling Performance and Hole Quality of Aluminium Alloys for Aerospace Applications. J. Mater. Res. Technol. 2020, 9, 12484–12500.
- Iyer, R.; Koshy, P.; Ng, E. Helical Milling: An Enabling Technology for Hard Machining Precision Holes in AISI D2 Tool Steel. Int. J. Mach. Tools Manuf. 2007, 47, 205–210.
- Wang, C.Y.; Chen, Y.H.; An, Q.L.; Cai, X.J.; Ming, W.W.; Chen, M. Drilling Temperature and Hole Quality in Drilling of CFRP/Aluminum Stacks Using Diamond Coated Drill. Int. J. Precis. Eng. Manuf. 2015, 16, 1689–1697.
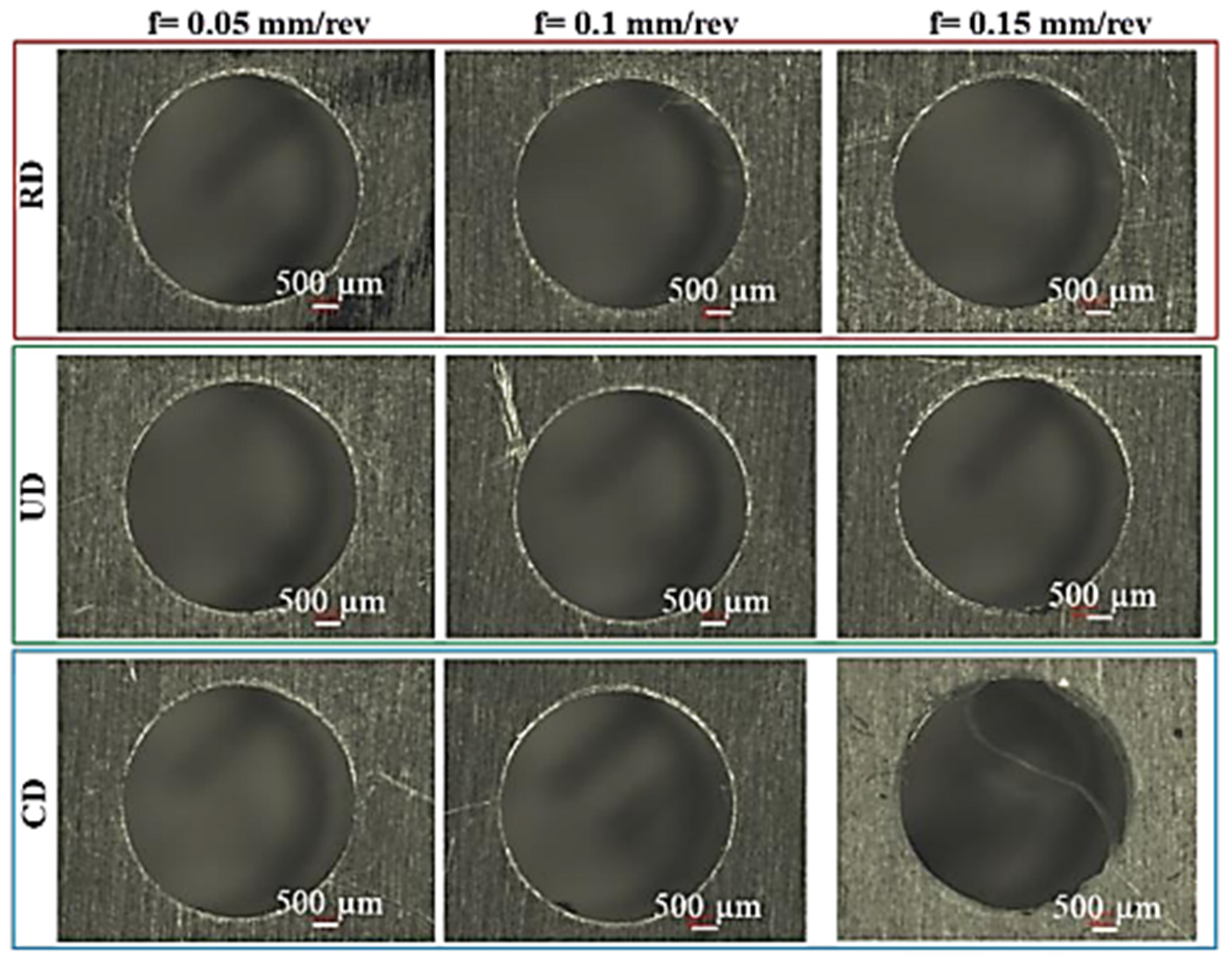
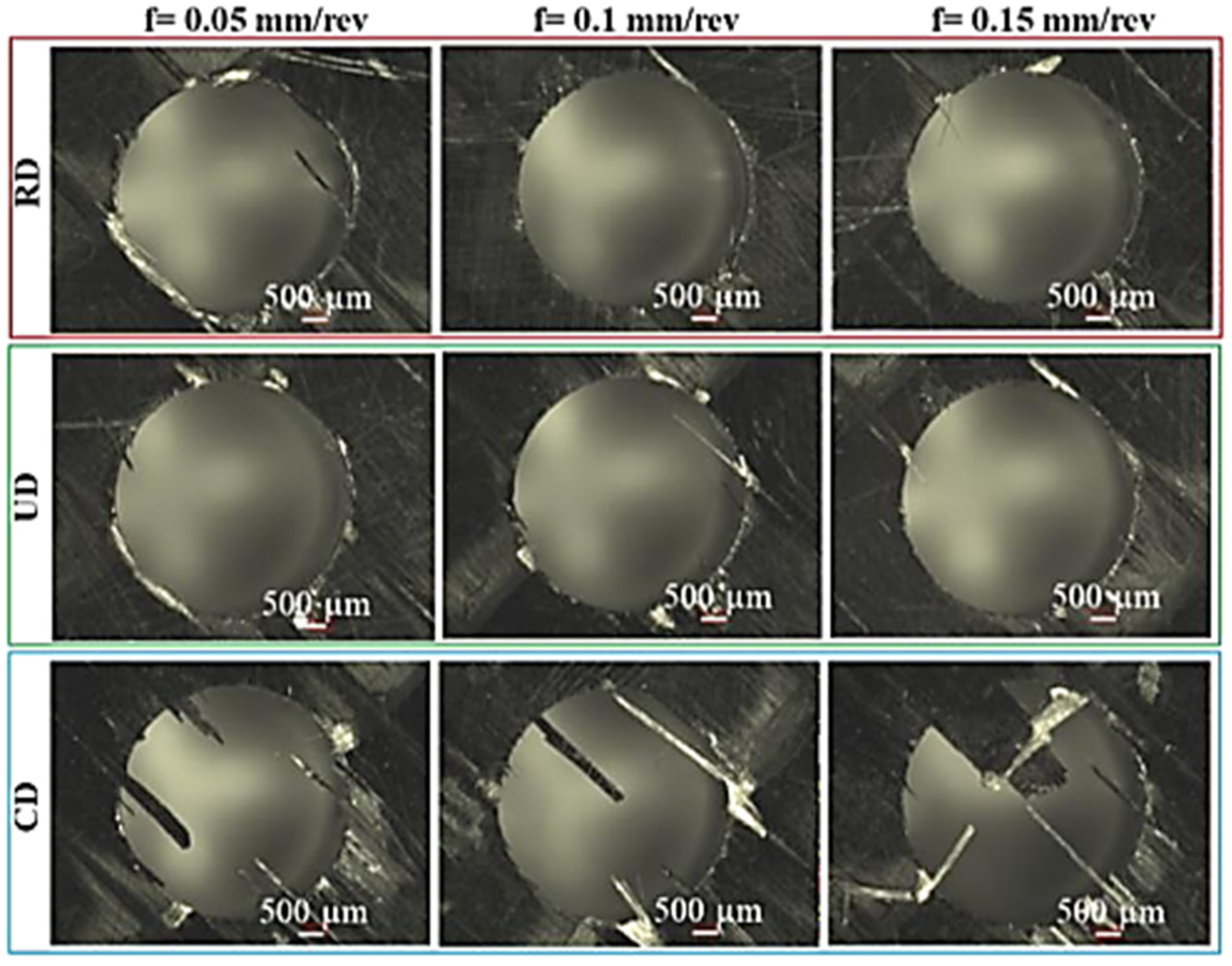
- Giasin, K. The Effect of Drilling Parameters, Cooling Technology, and Fiber Orientation on Hole Perpendicularity Error in Fiber Metal Laminates. Int. J. Adv. Manuf. Technol. 2018, 97, 4081–4099.
- Shyha, I.S.; Soo, S.L.; Aspinwall, D.K.; Bradley, S.; Perry, R.; Harden, P.; Dawson, S. Hole Quality Assessment Following Drilling of Metallic-Composite Stacks. Int. J. Mach. Tools Manuf. 2011, 51, 569–578.
- Boubekri, N.; Shaikh, V. Minimum Quantity Lubrication (MQL) in Machining: Benefits and Drawbacks. J. Ind. Intell. Inf. 2014, 3, 205–209.
- Biermann, D.; Hartmann, H. Reduction of Burr Formation in Drilling Using Cryogenic Process Cooling. Procedia CIRP 2012, 3, 85–90.
- Bertolini, R.; Alagan, N.T.; Gustafsson, A.; Savio, E.; Ghiotti, A.; Bruschi, S. Ultrasonic Vibration and Cryogenic Assisted Drilling of Aluminum-CFRP Composite Stack-An Innovative Approach. Procedia CIRP 2022, 108, 94–99.
- Liu, H.; Birembaux, H.; Ayed, Y.; Rossi, F.; Poulachon, G. Recent Advances on Cryogenic Assistance in Drilling Operation: A Critical Review. J. Manuf. Sci. Eng. 2022, 144, 100801.
- Pal, A.; Chatha, S.S.; Sidhu, H.S. Performance Evaluation of the Minimum Quantity Lubrication with Al2O3- Mixed Vegetable-Oil-Based Cutting Fluid in Drilling of AISI 321 Stainless Steel. J. Manuf. Process. 2021, 66, 238–249.
- Kumar, D.; Gururaja, S. Investigation of Hole Quality in Drilled Ti/CFRP/Ti Laminates Using CO2 Laser. Opt. Laser Technol. 2020, 126, 106130.
- Giasin, K.; Ayvar-Soberanis, S.; Hodzic, A. The Effects of Minimum Quantity Lubrication and Cryogenic Liquid Nitrogen Cooling on Drilled Hole Quality in GLARE Fibre Metal Laminates. Mater. Des. 2016, 89, 996–1006.
- Bonhin, E.P.; David-Müzel, S.; Guidi, E.S.; Botelho, E.C.; Ribeiro, M.V. Influence of Drilling Parameters on Thrust Force and Burr on Fiber Metal Laminate (Al 2024-T3/Glass Fiber Reinforced Epoxy). Procedia CIRP 2021, 101, 338–341.
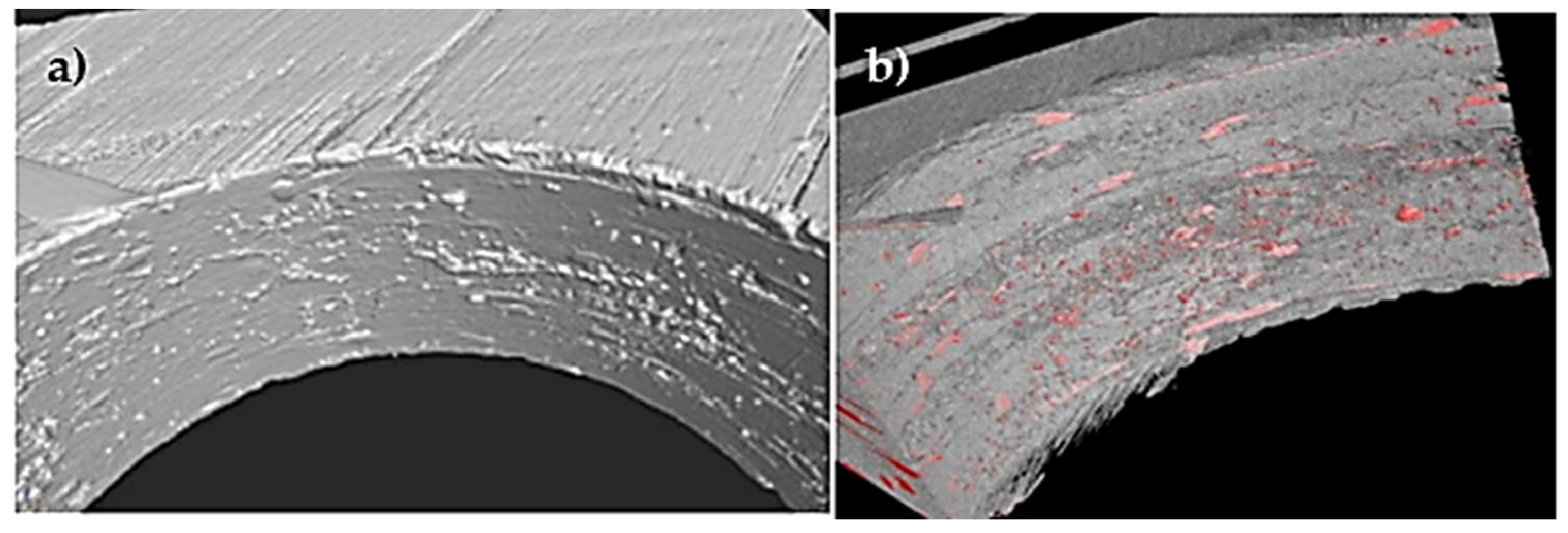
- Pejryd, L.; Beno, T.; Carmignato, S. Computed Tomography as a Tool for Examining Surface Integrity in Drilled Holes in CFRP Composites. Procedia CIRP 2014, 13, 43–48.
- Saoudi, J.; Zitoune, R.; Mezlini, S.; Gururaja, S.; Seitier, P. Critical Thrust Force Predictions during Drilling: Analytical Modeling and X-ray Tomography Quantification. Compos. Struct. 2016, 153, 886–894.
- Saoudi, J.; Zitoune, R.; Gururaja, S.; Salem, M.; Mezleni, S. Analytical and Experimental Investigation of the Delamination during Drilling of Composite Structures with Core Drill Made of Diamond Grits: X-ray Tomography Analysis. J. Compos. Mater. 2018, 52, 1281–1294.
- Hocheng, H.; Tsao, C.C. Computerized Tomography and C-Scan for Measuring Drilling-Induced Delamination in Composite Material Using Twist Drill and Core Drill. Key Eng. Mater. 2007, 339, 16–20.
- Álvarez, M.; Salguero, J.; Sánchez, J.A.; Huerta, M.; Marcos, M. SEM and EDS Characterisation of Layering TiOx Growth onto the Cutting Tool Surface in Hard Drilling Processes of Ti-Al-V Alloys. Adv. Mater. Sci. Eng. 2011, 2011, 414868.
- Nguyen-Dinh, N.; Zitoune, R.; Bouvet, C.; Leroux, S. Surface Integrity While Trimming of Composite Structures: X-ray Tomography Analysis. Compos. Struct. 2019, 210, 735–746.
- Wang, G.D.; Melly, S.K.; Li, N. Experimental Studies on a Two-Step Technique to Reduce Delamination Damage during Milling of Large Diameter Holes in CFRP/Al Stack. Compos. Struct. 2018, 188, 330–339.


