Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Adil Al-Tamimi | -- | 5905 | 2023-04-13 12:03:28 | | | |
| 2 | Sirius Huang | Meta information modification | 5905 | 2023-04-14 03:00:05 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Al-Tamimi, A.K.; Alqamish, H.H.; Khaldoune, A.; Alhaidary, H.; Shirvanimoghaddam, K. 3D Printing in the Building Industry. Encyclopedia. Available online: https://encyclopedia.pub/entry/43026 (accessed on 23 July 2026).
Al-Tamimi AK, Alqamish HH, Khaldoune A, Alhaidary H, Shirvanimoghaddam K. 3D Printing in the Building Industry. Encyclopedia. Available at: https://encyclopedia.pub/entry/43026. Accessed July 23, 2026.
Al-Tamimi, Adil K., Habib H. Alqamish, Ahlam Khaldoune, Haidar Alhaidary, Kamyar Shirvanimoghaddam. "3D Printing in the Building Industry" Encyclopedia, https://encyclopedia.pub/entry/43026 (accessed July 23, 2026).
Al-Tamimi, A.K., Alqamish, H.H., Khaldoune, A., Alhaidary, H., & Shirvanimoghaddam, K. (2023, April 13). 3D Printing in the Building Industry. In Encyclopedia. https://encyclopedia.pub/entry/43026
Al-Tamimi, Adil K., et al. "3D Printing in the Building Industry." Encyclopedia. Web. 13 April, 2023.
Copy Citation
The technology of additive manufacturing, especially 3D concrete printing (3DCP), has been adopted in the construction industry as a viable alternative to traditional construction methods. Although the technology offers a wide variety of structural, economic, and environmental benefits, it is still restricted in use due to certain limitations that are still under research.
3D printing
additive manufacturing
additive construction
reinforcement
buildability
printability
green strength
building information modeling
1. Breakdown of the 3D Printing Process
In order to build a structure, a concrete mix with appropriate rheological properties should be pumped and then extruded layer by layer. The 3DCP process often begins with a digital model and depends on an automated system for the build. Although many 3D printing methods have been developed by companies and universities around the world, currently the most used 3D printing method is Inject-Head Printing [1]. As shown in Figure 1, this method can be divided into three basic phases, which are mixing, pumping, and printing. The production starts with mixing materials with water, basically mortar that may contain some additives or admixtures. The mixture is then pumped through a hose to the 3D printer where it gets extruded through a nozzle. The 3D printer has a rotational spindle that controls the flow of the material during extrusion and minimizes air bubbles. The extruded material is then deposited at a predetermined location to form a stable object [2]. The material requires special attention since its physical, chemical and mechanical properties change with time and along each stage of the printing process. The concrete mix should be designed to meet the following printing requirements: pumpability, extrudability, buildability, interlayer bonding, open time, and segregation prevention. Here, extrudability may be defined as the ability of the material to pass through the nozzle and be deposited in a well-formed and continuous filament [3]. Buildability is defined as the ability of a printed filament to keep its shape after extrusion and not deform under the weight of deposited concrete layers. Interlayer bonding is the cohesiveness and homogeneity achieved by the adjacent layers as they coalesce together. Open time is the amount of time the fresh properties of the mix are suitable for printing, i.e., the material is still pumpable and extrudable.

Figure 1. Breakdown of the 3D printing process [1].
All the factors mentioned above as well as segregation prevention are dependent on workability or equated to flowability. High flowability is positive for extrusion and negative for buildability. High flowability in a concrete mix can result in segregation. On the other hand, low flowability promotes buildability but negatively affects extrusion and interlayer bonding. Therefore, in terms of flowability, a balance should be found that allows printability. To have flowability that includes all printability requirements, the concrete mix should have thixotropic rheological behavior in which hardening is decoupled and coupled throughout the printing process. The concrete mix should be designed to be viscous, however, this viscosity is reduced when shear stress is applied in the pumping and extrusion processes, only to be regained when the shear stress is removed after extrusion. Thus, the thixotropy requirements should allow the material to be flowable when it is being sheared through pumping and delivery and, then buildable when the shear stress is removed at deposition. In particular, the early-age strength of the material needs to be such that the bottom layers acquire increasing yield stress as the build progresses [4]. Furthermore, since concrete is strong in compression and weak in tension compared to other construction materials [5], it is also advised to incorporate fibers such as glass, basalt, polypropylene, and steel in the mix design to compensate for the absence of steel reinforcement in 3D printed buildings as they improve the ductility and the tensile load-bearing capacity of concrete. However, in comparison to fibers, engineered cementitious composite materials (ECC) offer more promising results as they exhibit strain-hardening behavior which enables them to be more damage and flaw tolerant. Finally, the maximum size of the aggregate in the concrete should not be large enough to disturb the operation of the pressure system or block the hose pipes.
1.1. 3D Concrete Printing Systems
3D-printed buildings or structural elements are either printed on-site or pre-printed elsewhere and assembled at the construction site. Regardless of the printing location, the printing process can be performed using different systems including a gantry-based system, cable-suspended platform, swarm approach, or mobile robotic arm. The selection of a suitable 3D printing system is mostly dependent on the size and geometry of the building or the structural component, and on the construction site.
-
Gantry-based system: It is the most used system for AM in construction. The gantry-based system, shown in Figure 2a, is based on Contour Crafting and has a printing head that moves in the X, Y, and Z directions like a CNC machine [6]. The drawbacks of this system include the printing size of the structure as it is limited by the size of the gantry itself. Besides, the degree of freedom of the gantry-based printing system is limited to 3-4 degrees which constrain the printing of complex and curved parts.
-
Cable-suspended platform: This printing system is made of a frame with suspended cables connected to the concrete extruder, as shown in Figure 2b. The movement of the concrete extruder is controlled by motors in a fully automated way. The advantages of this system are that it offers larger workspaces and is relatively inexpensive. The system can be easily assembled, disassembled, transported, and reconfigured [7]. However, the size of the printed structure is limited by the size of the frame.
-
Swarm approach: It consists of a team of mobile or stationary robots, as shown in Figure 2c. The usage of this system provides greater scalability as a larger printing area is covered by the collective reach of the team of robots. Furthermore, it provides greater flexibility due to having a full 6 or 7 degrees of freedom which allows the printing of complex curved parts. The employment of multiple robots increases time efficiency due to the concurrent printing process. However, the motion of the robots must be carefully planned to avoid collisions. Additionally, to avoid unalignment of printed parts by different robots, the robots should be localized with high precision [8].
-
Mobile Robotic Arm: The mobile 3D printer, illustrated in Figure 2d, is made of a robotic arm on wheels or a continuous track. This system has great flexibility due to having six or seven degrees of freedom which enables it to print complex structural shapes. Although it is more useful to use this movable system when compared to stationary ones; however, at some construction sites, the movement of the mobile robotic arm and the accuracy of its localization is limited by the terrain conditions. There are also other types of mobile 3D printers that do not contain wheels or continuous tracks, and a crane is used to lift them from one printing location to another at the construction site [6].
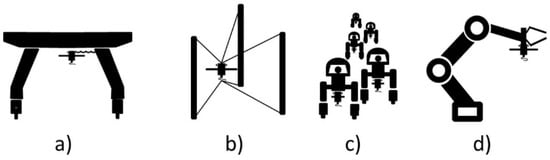
Figure 2. Different 3D printing systems: (a) gantry-based system, (b) cable-suspended platform, (c) swarm approach, (d) mobile robotic arm [6].
1.2. Recommended Materials for 3D Printing in the Construction Industry
The selection of materials is critical for the successful production of 3D concrete-printed structures. Similar to conventional concrete production, the use of Supplementary Cementitious Materials (SCMs) can be beneficial in 3DCP. Pozzolanic or SCMs incorporated into the concrete mix improves the compressive and tensile strength, reduces the chemicals and water ingress, homogenizes the microstructure, increases the life span, and reduces the carbon footprint. Several studies have researched the effects of using different SCMs on fresh and hardened properties of 3D-printed concrete such as its thixotropic rheological behavior that allows pumpability, extrudability, buildability, and shape stability, along with improving the concrete’s chemical and physical properties. Both Panda et al. [9] and Rahul et al. [10] investigated the use of slag-based cementitious materials in 3DCP. Panda et al. [9] explored the use of high-volume slag, with small percentages of Portland Cement (PC) and hydrated lime, in mortar specimens according to the rheological requirements of 3DCP. The results confirmed that high-volume slag/cement is applicable for 3D printing, but with a shear-thinning flow behavior and orthotropic mechanical properties of the printed layers. Whereas Rahul et al. [10] compared the desorptivity effect of GGBS, fly ash, and limestone-calcined clay, and found that binders containing limestone-calcined clay had the highest structural build-up rate. The incorporation of limestone and calcined clay was also studied by Chen et al. [11] to assess the 3D concrete printed extricability and early-age strength development. The authors reported that increasing the content of metakaolin in calcined clay improved both the compressive strength at 7 and 28 days and the green strength. This was due to the reduced initial setting time resulting from increased initial hydration of the cement. The extrusion pressure of the calcined clay samples was reported to be higher than those without calcined clay.
Moreover, a study conducted by Muthukrishnan et al. [12] investigated the influence of rice husk ash (RHA) on the performance of 3DCP. RHA is a cementitious material produced from the combustion of rice husks. The experimental results showed that the incorporation of RHA significantly improved the fresh characteristics of the mortar used in large-scale 3D printing. To clarify, when compared to the control sample, the fresh RHA concrete was found to be stronger and met the workability requirements quicker, although it had higher water and superplasticizer dosage, which allows for a longer duration of the continuous printing process. nano-clay is another cementitious material that has great potential in 3DCP enhancement [13][14]. The addition of nano-clay to the mix design improves the buildability properties, green strength, stiffness, shape stability, cohesiveness, and thixotropy. Zhang et al. [13] concluded that an adequate substitution of nano-clay and silica fume enhanced the fluidity of the concrete mix as well as its static state as it allows for better standing. For enhanced 3DCP properties, fiber or ECC incorporation is recommended as it increases the ductility and tensile strength which facilitates reducing or eliminating steel reinforcement in constructing a structure or a structural element. According to the authors, the incorporation of the Thickening Agent (TA) improves the extrudability properties due to exhibiting dough-like rheological properties. The authors also concluded that a High-Range Water Reducer (HWRW) improves concrete’s workability and reduces the high water demand that takes place because of the incorporation of pozzolanic materials in the concrete mix design.
1.3. 3D Concrete Laboratory Set-Up
To set up a concrete laboratory to assess the quality of 3D concrete mixtures, certain fresh and hardened tests should take place. However, the focus of this research is only directed at the fresh properties because the procedures of assessing the hardened properties of concrete are widely known and already implemented in almost all construction material laboratories. The targeted fresh properties are the workability, rheological properties (yield stress, plastic viscosity, and thixotropy), green (handling) strength, buildability, penetration resistance, and hydration heat. The laboratory should be equipped with a mix-pump system, robotic arm, control unit with an interface, material storage, and robot base. Furthermore, it should also include other equipment and apparatus to assess the previously mentioned fresh properties, as illustrated in Table 1. The importance of the fresh properties comes from the fact that if the 3D concrete mix design is pumpable, extrudable, and buildable with sufficient shape stability, interlayer bonding, and minimal or no deformation at all, it is highly likely the hardened properties of the concrete are going to be in conformance with the quality requirements of the international standards. Furthermore, since the layers will be deposited above one another in the fresh state, it is important that the fresh properties, especially the green strength (handling strength), are sufficient enough to achieve buildability without lateral deformation, layer settlement, or collapse which reinforces the significance of the fresh properties’ tests. Structural build-up, which is the development of the strength of the fresh concrete with time, is one of the main fresh properties that is considered in the tests in Table 2 due to its significance. Structural build-up is basically the underlying principle for buildability, and it is time-related, such that a faster rate of structural build-up would enhance buildability [15]. Moreover, the laboratory should be equipped with a temperature controller to simulate the printing process in an exposed environment to the weather outside the laboratory. Additionally, there are some parameters that should be taken into consideration, such as interlayer bonding. Other testing methods of 3D concrete mixtures lack standardizations as they give indications of the status of the fresh properties of the 3D concrete mix design.
| Parameter | Definition |
|---|---|
| Extrudability | The capability of the material to be homogenously ejected from the nozzle in a continuous manner with no reports of clogging. |
| Open Time | The period at which the material can be extruded continuously without separation. |
| Pumpability | The ease of transporting the material from the reservoir to the nozzle. |
| Extended Workability | The ease with which concrete flows after it is pumped. |
| Parameter | Test | Equipment | Standard | Remarks |
|---|---|---|---|---|
| Workability/flowability | Flow table test | Flow table, concrete mold, tamping rod, scoop, sampling tray, and measuring tape | ASTM C230/C230M | Due to the high flowability of the 3D concrete mixtures, the Flow table test is used instead of the Slump test [18]. |
| Rheological properties (yield strength, plastic viscosity, thixotropy) | Concrete rheometer test | Rheometer | ASTM C1749 | 3D-printed concrete is considered as a Bingham fluid (Ʈ = Ʈ0 + ŋ.ɣ) [18]. After plotting (shear stress (Pa) vs. shear rate (1/s)) graph, the rheological properties are obtained from the graph along with the Bingham fluid equation [18]. |
| Green strength | Uniaxial compression test | Compression machine | - | The samples are (70 × 140 mm) cylinders. The fresh 3D concrete mixtures are molded in cylindrical containers. After 5 s of compaction, the molds are removed and the specimens’ compression strength is t tested after different resting durations (5, 30, 60, 120, and 150 min) [15]. |
| Buildability | Total height and layer settlement measurement | Measuring tape and digital caliper | - | The achieved total height is measured by a measuring tape and the settlement of each layer is measured by a digital caliper [7]. |
| Penetration resistance | Penetration resistance test | Concrete mortar penetrometer | ASTM C403 | Strength development at early-age is evaluated using this test by determining the initial and final setting time. Growth of penetration resistance has a linear relationship with the growth of static yield stress; thus, penetration resistance can be used to characterize the structural build-up [15]. |
| Hydration heat | Isothermal calorimetry test | TAM air isothermal calorimeter | ASTM C1702 | The rate of heat of hydration is directly proportional to the rate of structural build-up [15]. |
2. Fundamentals of 3D Printing in the Building Industry
Initially, AM was developed to produce conceptual product models to identify design flaws during the design process, but nowadays, furniture, medical devices, and aerospace products are being produced with AM. In the construction industry, AM offers unique characteristics which increased the demand for this technology. For instance, tooling is not required, which consequently reduces production time and cost. Design can also be easily and quickly changed and the potential to produce any design on demand means a shorter supply chain that produces items quickly when needed and without having to keep them unnecessarily in stock [19]. Nevertheless, the challenge in utilizing this technology is associated with ensuring functional extrudability through controlling the fresh properties of concrete such as pumpability, extrudability, and buildability. To clarify, workability must be controlled and maintained to avoid premature solidification before and during extrusion, along with a suitable setting time that enables the printed layer to support the following printed layers [19]. Other challenges include the precise control of material delivery such that it is synchronized with the velocity of the nozzle and the material does not accumulate at sharp corners and bends [19]. It is important to mention that the concrete mixture can contain sufficient proportions of binder (including fly ash and silica fume), water, fine aggregates (including recycled glass and cork), and additives (such as retarders, accelerators, and superplasticizers). However, the size of the aggregate should not be large enough to block the nozzle. Several types of fibers can also be used, such as copper fibers, carbon fibers, and steel fibers, and they play a crucial role in the stability of concrete mixtures. Thus, further research is required to develop new printing materials that can be used in construction along with their testing and characterization standards. Not only that, but the production of large non-supported structures, such as roofs, is also one of the challenges that require more attention and investigation.
2.1. Rheological Parameters of 3DCP
When compared to traditional concrete construction processes, 3DCP technology has a completely different construction system. On the other hand, all these methods including contour crafting and concrete printing are based on one aspect, which is the robotic extrusion of the material to obtain the final product [20]. According to Wang et al. [21], it is crucial to obtain adequate rheology parameters not only for the success of the procedure but also for the safety of the robot and the attached system. This involves the pipes, tubes, or conduits that are used to extrude the material onto the bed through the end nozzle. In other words, the 3DCP material used should be capable of being pumped through the nozzle with no clogging, stoppage, or hardening. Otherwise, the maintenance of the robot itself or the attached delivery system will be significantly costly, which, in turn, negatively affects the economic advantages of 3DCP. This has pushed researchers to study the rheology of 3DCP in both standard methods and newly developed methods. Usually, standard tests including slump, flow table, and V-funnel are used to evaluate the rheological parameters presented in Table 2.
Kolan et al. [22] also investigated the performance of direct shear tests and rotational rheometry to evaluate the rheological parameters of 3DCP samples using cementitious materials. The authors reported that there were some limitations in using rheometers due to the insufficient maximum applicable torque; however, they suggested that a direct shear test would be amongst the most adequate testing methods for evaluating the fresh properties of the samples [20][23][24][25]. In addition, extrudability is another essential parameter in the evaluation of 3D printing using mortar mixtures. Extrudability refers to the capability of the material to be ejected from the nozzle in a continuous manner [26]. A material is said to be extrudable if the printed strings are homogenous and the flow is continuous with no reports of clogging during the printing process. Li et al. [27] and Le et al. [28] emphasize that the longer the strips are printed without segregation and without being fractured the better the extrudability of the material. As illustrated in Figure 3, to evaluate the extrudability of the material used in 3DCP, it is recommended to extrude a 2000 mm long continuous strip that returns eight times every 250 mm, creating eight subsegments [27]. The proposed method is a YES or NO test, as the conclusion is based on observation of continuity and no separation of the strips during the process.
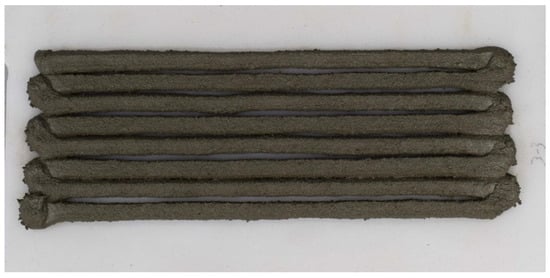
Figure 3. Top view of 2 m long printed mortar strip [27].
Open time is one of the rheological parameters used to evaluate the fresh properties of 3D concrete printing. Open time is the period at which the material can be extruded continuously without separation [27]. The open time is related to the setting time of the material, and it is determined by the Vicat apparatus or slump tests. It is worth noting that these methods are not useful when considering the printing of the material. This is because they only target the initial and final setting time, which helps in evaluating the overall workability but not a specific parameter that varies over time. Specifying the flow of the material over time is crucial for the extrusion process. Alternatively, Le et al. [28] employed the vane shear test to evaluate the open time of mixes used in 3DCP. The shear stress indicates the workability and pumpability of the material and represents their variations with time [29]. Hence, the open time can be defined as the time required to reach certain shear stress that corresponds to a workability level that exceeds the limit of acceptable printability. Another simplified method to measure the open time was proposed by Lim et al [27], and it is done by extruding mortar strips with equal dimensions at equal time intervals. The open time will then be the period until the first separation or blockage happens during the printing process.
2.2. Reinforcement in 3D-Printed Concrete
In the last century, structures were designed based on the congenial relationship between concrete and steel to form reinforced concrete, which was mainly used in constructing ingenious shell structures, bold roof structures, and bridge constructures [30]. Nowadays, reinforced concrete is used in masses and is associated with various environmental concerns and geometric restrictions, leading to increasing demand for technological developments in 3D concrete printing [30][31]. To elaborate, the greatest obstacle to utilizing 3DCP is an effective reinforcement method that would ensure structural integrity and optimize the load-bearing capacity of 3D concrete-printed structures [30][31][32][33]. Thus, researchers have been studying and exploring the feasibility of constructing reinforced 3D concrete-printed buildings using different materials and methods. Reinforcing 3D concrete-printed structures using continuous cable or fibers within the printed layers was explored by [34][35][36][37] and showed promising results. In a study performed by Wang et al. [35], a micro-cable-reinforced geopolymer composite that was based on fly ash was used to assess the strength of a 3DCP structure, especially its toughness and post-crack moment capacity. To verify the applicability of utilizing the micro-cable-reinforced geopolymer composite, three printing path scenarios were designed and evaluated using four point bending tests. The results showed that the flexural strength and deflection resistance of the reinforced printed layers were, respectively, eight and seventy times higher than that of non-reinforced printed filaments. This result was only obtained when the reinforced layers were printed in an inclined-crossed configuration [35]. The in-process steel-cable reinforcement method studied by Pham et al. [36] also demonstrated that the flexural strength of concrete can be increased up to 290% when it is reinforced using steel cables. Similar results were obtained when Mineral-impregnated Carbon-Fiber (MCF) was implemented in reinforcing layers printed by layered extrusion [37]. The addition of chopped fibers to the print mixture was also investigated by [7][38][39] and led to an enhancement in the structural characteristics of the printed layers. It was noticed that the rate of enhancement, especially in flexural strength, depends on the type of fiber [38][39].
According to Marchment et al. [32], the previous reinforcing methods only consider the direction that is parallel to the printed layers, while the interlayer reinforcement coming from the perpendicular direction is excluded. However, few experimental studies have explored interlayer reinforcement methods using small vertical meshes rolled off a spool and robotic wielding [36][40][41]. The recently investigated interlayer reinforcement methods have not yet been applied to large-scale applications as it requires more complex printing processes [32]. Currently, manual processes such as post-tensioning, printing over pre-installed reinforcements, or reinforcing cavities that are filled with grout or concrete are used to overcome the interlayer reinforcement in 3D concrete-printed structures [32][42][43][44]. Despite their efficiency, these methods limit the benefits offered by 3DCP and complicate the construction process [32]. In-process interlayer/vertical reinforcement was addressed by the bar penetration technique in which pre-cut reinforcing steel bars penetrate the freshly 3D printed concrete layers in a repetitive manner, as illustrated in Figure 4 [45]. The bar penetration test was found to be effective for automating reinforcement placement for up to fifty layers of concrete. According to Sanjayan et al. [45], the bar penetration technique causes a reduction in the bond between the bars and the concrete as we move from bottom to top due to the disturbance occurring from repetitive penetrations. To address this issue, a new method was developed by [32] in which bars are simultaneously coated with a cementitious material that will be dragged down while the bar is penetrating the layers to fill up the created voids. Others tested the use of small nails [46], staples [47], or fibers [48] for more flexible designs; nevertheless, these methods are not effective for more than five printed layers as they limit both strength and ductility [46][47][48][49]. Developing “in-process” reinforcing techniques that enable both parallel and interlayer reinforcement is essential, and more research is required for large-scale applications.
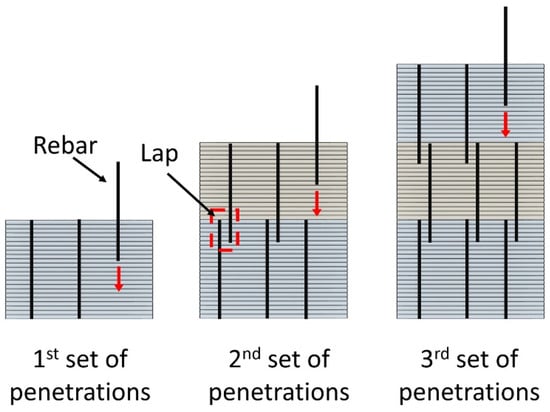
Figure 4. Illustration of the steps for the Bar Penetration Technique [45].
2.3. 3D Printing Using Concrete Extrusion
In the last decade, Professor Khoshnevis from the University of Southern California developed a new additive manufacturing process called Contour Crafting (CC) [49]. Contour crafting is a computer-aided method by which pre-mix cementitious materials are deposited in a pre-designated position to form layers that solidify after being extruded from a nozzle attached to an arm [50][51]. The extrusion method in 3DCP is similar to that in contour crafting, except that 3DCP allows 3-dimensional freedom and greater control of the product’s internal and external geometry due to the relatively smaller resolution of disposition [20]. For a successful extrusion-based 3D printer, several parameters and conditions have to be satisfied, including the rheological properties of the concrete [25][43][52][53]. Generally, there are five issues to consider: workability, deformation, hardened properties, conformity to the designed geometry, and geometrical freedom in design [52]. Pumpability, which refers to the ease at which the fresh concrete moves from the pump to the extrusion nozzle [28], is one of those critical parameters. While pumping, blockages can occur in the hose due to particle segregation caused by insufficient mixing prior to pumping or due to the mix design itself. This makes the process particularly sensitive to blockages and pauses in the system. Rheology also highly affects the extrusion of 3DCP as, for example, materials with higher yield stress and higher viscosity are relatively harder to extrude [52][54][55]. Extrudability describes the process of extruding the fresh concrete mix through the nozzle with, ideally, no cross-sectional deformation and without a noticeable tearing of the printed filaments. According to Buswell et al. [52], there are no adequate tests to assess extrudability as it is currently evaluated by visual inspection. However, Rajeev et al. [55] suggest that numerical simulation tools may be valuable in evaluating the extrudability criteria of 3DCP and in understanding the flow behavior of concrete. The Discrete Element Method (DEM) is one of the currently proposed simulation models that showed good results when compared to the experimental pressure values, yet the model requires more improvements [55]. The 3D concrete extrusion also depends on the continuous deposition of material to ensure a proper bond between layers and an overall homogenous component [52].
Once the material component is satisfied, the extruder assembly and the positioning system became crucial [52]. To illustrate, the extruding system is required to be accurate in depositing the precise quantities of the extruded materials over a pre-determined path [52], along with an accurate positioning system [52][53]. Moreover, the experimental results in [2][43][52][56][57] showed that the length of the extrusion path, the speed at which the nozzle deposits the material, and the shape and size of the extrusion nozzle affect the final 3D concrete-printed product [52]. Elistratkin et al. [56] studied the influence of equipment operation parameters on 3D printing. The authors found that the extrusion process was affected by several factors such as the speed of the nozzle, and the speed of the screw rotation, which resulted in a nonlinear printing process. To elaborate, the investigation showed that a change in the speed of the nozzle can lead to degradation, stretching, and an increase in the yield of the mixture [56]. Due to the inherent thixotropy of concrete, changing the speed of the screw can also affect the viscosity and the dynamics of the mixture, especially when the speed is reduced when printing corners or sharp edges. Furthermore, 3DCP by extrusion inherently exposes a greater surface area of the concrete, and this, along with the lower w/c ratios commonly adopted, this translates to a higher potential for cracking from dry and autogenous shrinkage [52]. Internal curing, shrinkage-reducing admixtures, and moist curing are different approaches that can be used for this problem. Buswell et al. [52] also showed through Scanning Electron Microscopy (SEM) that the interlayer adhesion may also be weakly bonded due to shrinkage or carbonation. The hydrostatic pressure increases as the build gains height which makes the bottom layers compress under the self-weight of the upper layers. This in turn increases the distance between the nozzle and the underlying layer causing a change in the shape of the filament and possibly affecting layer adhesion or even causing buckling and collapse of the build. Hence, it is desirable to maintain a constant layer height throughout the print [51][52][53].
2.4. 3D Printing Using Foam Extrusion
Benoit Furet et al. [58] investigated 3D printing polymer foam filled with concrete. The Batiprint3D™ method in this study prototyped a complex wall of two leaves of polyurethane (PU) foam filled with self-compacting concrete in the middle. This technique allowed the inclusion of steel reinforcement in order to comply with the strength capacity required by the used standard. Furthermore, the exterior side of the foam was coated with mortar to be protected from the weather while internally, the foam was covered by plasterboard which complies with all regulations of fire resistance in buildings. The technique can be used to print a PU foam wall with an average width of 80–100 mm with layer heights of about 35 mm and the parameters that need to be adjusted for the print are the flow rates of the isocyanate and polyol components of the PU as well as the speed of the nozzle and its distance from the underlying layer. On the other hand, the self-compacting concrete used in this study allowed it to flow easily in the foam walls without the need for vibration and consisted mainly of cement CEM III 42.5, limestone filler, sand (0–4 mm), gravel (4–10 mm), water, and a set accelerator. For a real-scale demonstration, Yhnova™, which is the structure shown in Figure 5, was evaluated by placing the robot system at the site on a pre-constructed concrete slab [58]. The robot then printed the PU double-skin foam incrementally in 40–110 cm sections such that the concrete can be easily placed. Once the printing and concreting process was done, the exterior and interior walls of the house were subjected to the application of coating and plastering, respectively; followed by the wood frame, roof, doors, windows, and MEP installation. The authors concluded that the Batiprint3D™ construction technique enabled greater freedom of shapes that allowed large, curved geometry and increased the thermal resistance performance by 30–40% compared to the best standards used for conventional construction, hence reducing the negative impact on the environment [58].

Figure 5. YhnovaTM: A real-scale demonstrator of 3D printing with BatiprintTM [58].
Yu Zhang et al. [18] conducted a study about the rheological and hardened properties of high-thixotropy 3D printing concrete. The rheology was quantitatively evaluated using a drop table as a pragmatic tool to measure workability over time as well as a concrete rheometer for more accurate measurements. On the other hand, the hardened properties were evaluated through (100 × 100 × 100 mm) cubes for compressive strength, (100 × 100 × 400 mm) beams for flexure and drying shrinkage, and (100 × 100 × 300 mm) specimens for axial compression, all of which were cut from (500 × 500 × 110 mm) printed blocks. After 28 days of curing, the compressive and flexural tests were conducted in three different loading directions T1, T2, and T3, as shown in Figure 6. The high-thixotropy concrete itself had a sand-to-cement ratio (S/C) ranging from 0.6 to 1.5 (0.6, 0.8, 1.0, 1.2 and 1.5). The thixotropy composition (in the percentage of cement mass) was 2% nano-clay and 2% silica fume (SF). The polycarboxylate-based high-range water reducer (HRWR) was 0.26% and the water-to-cement ratio (w/c) was 0.35%. The thickening agent was 0.0125% and the fine aggregate’s (river sand) properties were 2.84 fineness modulus and 1 mm maximum particle size.
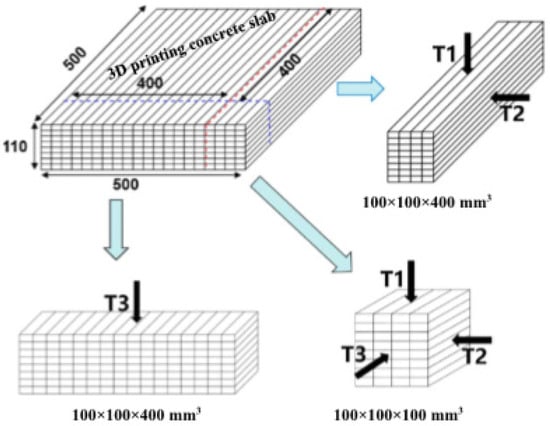
Figure 6. Specimens extracted from (500 × 500 × 110 mm) block and loading directions for compression and flexural strength tests [18].
The authors studied five mixes in this study and highlighted that the average spread diameter for the drop table was between 192.5 and 294 mm. It was also observed that as the open time increased, the spread diameter decreased. Furthermore, as the sand-to-cement ratio (S/C) increased, the initial viscosity and initial yield stress increased, while the initial thixotropy decreased. This may be the result of a decrease in nucleation sites in the aqueous suspension. Exceeding the 1.5 S/C ratio caused a reduction in flowability which, consequently, prevented the extrusion of concrete from the nozzle. On the other hand, the mix that had a 0.8 S/C ratio experienced deformation. Therefore, the authors identified an S/C ratio between 1.0 and 1.2 to be optimal in terms of pumpability, extrudability, open time, and the capacity for continuous printing [18]. In terms of compressive and flexural strength, values were more than 44.0 MPa and 8.5 MPa, respectively. The obtained test results varied with the loading direction and the sand-to-cement ratio (S/C). As the sand-to-cement ratio (S/C) increased, the compressive strength increased for all the loading directions whereas the flexural strength decreased. The increase in the (S/C) caused the fresh concrete to be stiff and difficult to print properly. Furthermore, a decreasing trend in terms of compressive and flexural strength was noticed from T1 to T3. The average axial compressive strength, elastic modulus, and Poisson’s ratio of the 100 × 100 × 300 mm3 cubes were similar to regular concrete at 35.12 MPa, 36.6 GPa, and 0.28, respectively. Finally, the increase in the sand-to-cement ratio was insignificant in lowering the drying shrinkage, especially before 56 days. The authors also concluded by reiterating their optimism toward 3D concrete printing as a future construction method.
2.5. Early-Age Performance of 3D Printed Concrete
Biranchi Panda et al. [4] investigated the early-age mechanical properties of 3D printing concrete and its effect on buildability. The study focused on the use of a high volume of fly ash along with nano-clay particles in a formulation that avoids the use of accelerators. The control 3D printing mix (C-mix) was composed of 60% fly ash, 38% OPC, and 2% silica fume (by mass), and in order to gain early strength, 3% Na–sulphate (wt. of binder) was added to activate the high volume of fly ash. To measure the early-age strength of the mortar, the uniaxial compression test was used to evaluate samples after 5, 30, 60, 120, and 150 min from the time they were mixed with water. The test was applied on (70 × 140 mm) cylindrical samples, chosen such that the effects of particle size were minimized, and a diagonal shear failure was allowed. The deformation of the samples (both lateral and vertical) was measured using 3D optical metrology. The rheology of the samples was also tested after different resting times for up to 150 min, by applying a constant shear rate and observing the time-dependent behavior. After conducting the tests, multiple conclusions were drawn. First, in the uniaxial compression test, the younger cylinders (t = 5, 30, and 60 min) failed by the barreling effect, whereas the older cylinders (t = 120 and 150 min) showed a distinct failure plane. The green strength (unconfined compressive strength), which is the maximum stress after area correction, was hence shown to increase with time. Similarly, the yield stress obtained from rheology testing was also shown to increase with time. The mechanism for this strength gain at the early stage (dormant period) in pozzolanic materials is mainly flocculation and C-S-H bridging [54]. This is followed by rapid hydration after the dormant period which characterizes an exponential increase in static yield stresses. Second, the incorporation of nano-clay increased the green strength which consequently increased the buildability of the printable mortar. This is still limited however by the rate of printing and if the weight of the subsequent layers exceeds the green strength, then plastic failure will take place at the bottom layers and the build will collapse. Adding admixture [59] to the mix can further increase the early-age strength such that the load-bearing capacity of the layers underneath will increase and enable it to withstand the weight of the freshly deposited layers without deforming. Finally, the buildability of any printed structure does not depend solely on the strength of the fresh mortar but also on the structural stability.
References
- Freire, T.; Brun, F.; Mateus, A.; Gaspar, F. 3D printing technology in the construction industry. In Sustainability and Automation in Smart Constructions; Springer: Cham, Switzerland, 1970.
- Perrot, A. 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction Revolution; John Wiley & Sons, Incorporated: London, UK, 2019; ISBN 978-1-786-30341-7.
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13.
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571.
- Priya, T.S.; Mehra, A.; Jain, S.; Kakria, K. Effect of graphene oxide on high-strength concrete induced with rice husk ash: Mechanical and durability performance. Innov. Infrastruct. Solut. 2020, 6, 5.
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-of-the-art, challenges and opportunities. Autom. Constr. 2016, 72, 347–366.
- Bosscher, P.; Williams, R.L.; Bryson, L.S.; Castro-Lacouture, D. Cable-suspended robotic contour crafting system. Autom. Constr. 2007, 17, 45–55.
- International Astronautical Congress & International Astronautical Federation. In Proceedings of the 61st International Astronautical Congress 2010, IAC 2010, Prague, Czech Republic, 27 September–1 October 2010; International Astronautical Federation: Prague, Czech Republic, 2010; Volume 11, pp. 8812–8820.
- Panda, B.; Tan, M.J. Material properties of 3D printable high-volume slag cement—Researchgate. In Proceedings of the First International Conference on 3D Concrete Printing (3DcP), Melbourne, Australia, 18 September 2018.
- Rahul, A.V.; Sharma, A.; Santhanam, M. A desorptivity-based approach for the assessment of phase separation during extrusion of cementitious materials. Cem. Concr. Compos. 2020, 108, 103546.
- Chen, Y.; Li, Z.; Figueiredo, S.C.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and calcined clay-based sustainable cementitious materials for 3D concrete printing: A fundamental study of extrudability and early-age strength development. Appl. Sci. 2019, 9, 1809.
- Muthukrishnan, S.; Kua, H.W.; Yu, L.N.; Chung, J.K.H. Fresh properties of cementitious materials containing rice husk ash for construction 3D printing. J. Mater. Civ. Eng. 2020, 32, 3230.
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271.
- Guo, Z.; Dong, L.; Xia, J.; Mi, S.; Sun, W. 3D Printing unique nanoclay-incorporated double-network hydrogels for Construction of Complex Tissue Engineering Scaffolds. Adv. Healthcare Mater. 2021, 10, 2100036.
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600.
- World Economic Forum. Future Scenarios and Implications for the Industry; World Economic Forum: Geneva, Switzerland, 2018.
- Dini, E.; Chiarug, M.; Nannini, R. Method and Device for Building Automatically Conglomerate Structures. U.S. Patent 20080148683, 26 June 2008.
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285.
- Craveiro, F.; Duarte, J.P.; Bartolo, H.; Bartolo, P.J.D.S. Additive Manufacturing as an enabling technology for Digital Construction: A perspective on construction 4.0. Autom. Constr. 2019, 103, 251–267.
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268.
- Wu, P.; Wang, J.; Wang, X. Automation in Construction A critical review of the use of 3-D printing in the construction industry material Finished. Autom. Constr. 2016, 68, 21–31.
- Kolan, K.C.; Leu, M.C.; Hilmas, G.E.; Brown, R.F.; Velez, M. Fabrication of 13-93 bioactive glass scaffolds for bone tissue engineering using indirect selective Laser Sintering. Biofabrication 2011, 3, 025004.
- Qian, Y.; Lesage, K.; El Cheikh, K.; De Schutter, G. Effect of polycarboxylate ether superplasticizer (PCE) on dynamic yield stress, thixotropy and flocculation state of fresh cement pastes in consideration of the Critical Micelle Concentration (CMC). Cem. Concr. Res. 2018, 107, 75–84.
- RFerron, D.; Shah, S.; Fuente, E.; Negro, C. Aggregation and breakage kinetics of fresh cement paste. Cem. Concr. Res. 2013, 50, 1–10.
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225.
- Alchaar, A.; Al-Tamimi, A. Mechanical properties of 3D printed concrete in hot temperatures. Constr. Build. Mater. 2021, 266, 120991.
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627.
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. Constr. 2012, 45, 1221–1232.
- Austin, S.A.; Robins, P.J.; Goodier, C.I. The rheological performance of wet-process sprayed mortars. Mag. Concr. Res. 1999, 51, 341–352.
- Kloft, H.; Empelmann, M.; Hack, N.; Herrmann, E.; Lowke, D. Reinforcement strategies for 3D-concrete-printing. Civ. Eng. Des. 2020, 2, 131–139.
- Bos, F.P.; Ahmed, Z.Y.; Wolfs, R.J.M.; Salet, T.A.M. 3D printing concrete with reinforcement. In High Tech Concrete: Where Technology and Engineering Meet; Springer: Cham, Switzerland, 1970.
- Marchment, T.; Sanjayan, J. Reinforcement method for 3D concrete printing using paste-coated bar penetrations. Autom. Constr. 2021, 127, 103694.
- Liu, M.; Zhang, Q.; Tan, Z.; Wang, L.; Li, Z.; Ma, G. Investigation of steel wire mesh reinforcement method for 3D Concrete Printing—Archives of Civil and Mechanical Engineering. Arch. Civ. Mech. Eng. 2021, 21, 24.
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314.
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-cable reinforced geopolymer composite for extrusion-based 3D printing. Mater. Lett. 2018, 235, 144–147.
- Lim, J.H.; Panda, B.; Pham, Q.-C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41.
- Mechtcherine, V.; Michel, A.; Liebscher, M.; Schmeier, T. Extrusion-based additive manufacturing with carbon reinforced concrete: Concept and feasibility study. Materials 2020, 13, 2568.
- Casagrande, L.; Esposito, L.; Menna, C.; Asprone, D.; Auricchio, F. Effect of testing procedures on buildability properties of 3D-printable concrete. Constr. Build. Mater. 2020, 245, 118286.
- Nematollahi, B.; Xia, M.; Sanjayan, J.; Vijay, P. Effect of type of fiber on inter-layer bond and flexural strengths of extrusion-based 3D printed geopolymer. Mater. Sci. Forum 2018, 939, 155–162.
- Ghaffar, S.H.; Corker, J.; Fan, M. Additive Manufacturing Technology and its implementation in construction as an eco-innovative solution. Autom. Constr. 2018, 93, 1–11.
- Mechtcherine, V.; Grafe, J.; Nerella, V.N.; Spaniol, E.; Hertel, M.; Füssel, U. 3D-printed steel reinforcement for digital concrete construction—Manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137.
- Baz, B.; Aouad, G.; Leblond, P.; Al-Mansouri, O.; D’hondt, M.; Remond, S. Mechanical assessment of concrete—Steel bonding in 3D printed elements. Constr. Build. Mater. 2020, 256, 119457.
- Kreiger, E.L.; Kreiger, M.A.; Case, M.P. Development of the construction processes for reinforced additively constructed concrete. Addit. Manuf. 2019, 28, 39–49.
- Vantyghem, G.; Corte, W.D.; Shakour, E.; Amir, O. 3D printing of a post-tensioned concrete girder designed by topology optimization. Autom. Constr. 2020, 112, 103084.
- Marchment, T.; Sanjayan, J. Bond properties of reinforcing bar penetrations in 3D Concrete Printing. Autom. Constr. 2020, 120, 103394.
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of layers: A promising way to reinforce concrete 3D printing structures. Materials 2020, 13, 1518.
- Geneidy, O.; Kumarji, S.; Dubor, A.; Sollazzo, A. Simultaneous reinforcement of concrete while 3D printing. In Proceedings of the DC 2020: Second RILEM International Conference on Concrete and Digital Fabrication, Digital, 6–9 July 2020.
- van Overmeir, A. Designing an Interlayer Reinforcement Solution for Printable Strain-Hardening Cement-Based Composites: Practical Research on Various Bond Improvement Concepts; TU Delft Repositories: Delft, The Netherlands.
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, J. Experimental investigation of contour crafting using ceramics materials. Rapid Prototyp. J. 2001, 7, 32–42.
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19.
- Mohan, M.K.; Rahul, A.V.; Schutter, G.D.; Tittelboom, K.V. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2020, 115, 103855.
- Buswell, R.A.; de Silva, W.L.; Jones, S.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for reserarch. Cem. Concr. Res. 2018, 112, 37–49.
- Albar, A.; Chougan, M.; Kheetan, M.J.A.; Swash, M.R.; Ghaffar, S.H. Effective extrusion-based 3D printing system design for cementitious-based materials. Results Eng. 2020, 6, 100135.
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85.
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Characterizing extrudability for 3D concrete printing using discrete element simulations. In Proceedings of the DC 2020: Second RILEM International Conference on Concrete and Digital Fabrication, Digital, 6–9 July 2020.
- Elistratkin, M.; Alfimova, N.; Podgornyi, D.; Olisov, A.; Promakhov, V.; Kozhukhova, N. Influence of equipment operation parameters on the characteristics of a track produced with construction 3D printing. Buildings 2022, 12, 593.
- Chen, Y.; He, S.; Gan, Y.; Çopuroğlu, O.; Veer, F.; Schlangen, E. A review of printing strategies, sustainable cementitious materials and characterization methods in the context of extrusion-based 3D concrete printing. J. Build. Eng. 2021, 45, 103599.
- Furet, B.; Poullain, P.; Garnier, S. 3D printing for construction based on a complex wall of polymer-foam and concrete. Addit. Manuf. 2019, 28, 58–64.
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and Cement Chemistry. Cem. Concr. Res. 2018, 112, 96–110.
More
Information
Subjects:
Engineering, Civil
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.6K
Revisions:
2 times
(View History)
Update Date:
14 Apr 2023
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No