In Singapore, there is an increasing need for independence in manpower within the Building and Construction (B&C) Industry. Prefabricated Prefinished Volumetric Construction (PPVC) production is mainly driven by its benefits in environmental pollution reduction, improved productivity, quality control, and customizability. However, its overall cost savings have been counterbalanced by new cost drivers like modular precast moulds, transportation, hoisting, manufacturing & holding yards, and supervision costs. The highly modular requirements for PPVC places additive manufacturing in an advantageous position due to its high customisability, and low volume manufacturing capabilities for faster manufacturing response time, faster production changeovers, and lower inventory requirements however Concrete 3D Printing (C3DP) has only begun to move away from early-stage development, where there is a need to closely evaluate the process parameters across buildability, extrudability, and pumpability aspects. As many parameters have been identified to have considerable influence in C3DP processes, monitoring systems for feedback applications seem to be an inevitable step forward to automation in construction.
1. Introduction
In Singapore, there is an increasing need for independence from manpower within the Building and Construction (B&C) Industry
[1]. Currently, the preferred construction approach in Singapore’s high-density urban landscape is the use of Prefabricated Prefinished Volumetric Construction (PPVC). The Building and Construction Authority (BCA) in Singapore has supported this construction method by implementing regulatory channels to utilize its extensive network, mainly driven by benefits in environmental pollution reduction, improved productivity, quality control, and customizability
[2][3]. The off-site fabrication capabilities of this technique also enable furnishings, finishes, and fittings prior to its deployment to the site. In turn, these benefits positively affect manpower costs and safety ratings on-site. However, overall cost savings have been counterbalanced by new cost drivers such as modular precast moulds, transportation, hoisting, manufacturing & holding yards, and supervision costs
[3]. Case studies of two pilot projects carried out at North Hill, Nanyang Technological University and Changi Crown Plaza Hotel reported more than 15% increase in costs compared to traditional cast methods, largely attributed to these cost drivers
[3].
Concrete 3D Printing (C3DP) is an additive manufacturing approach that deposits a mixture of concrete slurry or cement using a layer-by-layer methodology to form a structure without the use of traditional formwork. Potentially, the emergence of C3DP can improve sustainability by reducing material wastage, costs, and construction risks, with the reduction of labor intensive processes
[4][5]. The highly modular requirements for PPVC places concrete additive manufacturing in an advantageous position due to its high customizability and low volume manufacturing capabilities for a faster manufacturing response time, faster production changeovers, and lower inventory requirements
[4]. The inherent characteristics of 3D printing may seem advantageous, but C3DP has only just begun to move away from early-stage development and its success rate in the real-world environment is still being evaluated, as buildability, extrudability, and pumpability concerns persists. These current challenges in C3DP have been attributed to numerous parameters that include environmental, material, and process parameters
[6].
2. Parameter Classification in C3DP Structural Faults
Ma et al. observed an eightfold increase in Concrete 3D Printing research from 2017 to 2020. The authors reported that about 80% of all research in the field was dedicated to material optimization studies, while the remainder were distributed between processing (10%), software (9%), and building integration (1%)
[7]. A greater focus on material related studies was reported. Research conducted to implement optimization via process control for this field is sparse, which is an indicator that the research direction is still in its early-stage development, as process control is one of the considerations for later-stage or end-stage development.
Process control and automation falls under the branch of processing. This includes the study of process parameters in C3DP, such as material flow rate, nozzle travel speed, and nozzle stand-off distance
[8][9][10]. Generally, these parameters are estimated and calibrated as an open-loop process prior to the print, which may introduce errors. This could affect the print quality and incur any unexpected in-process developments that require manual intervention. Currently, several researchers are investigating a closed-loop control for these parameters to achieve an improved printing performance and outcome. However, these process control augmentations tend to require substantial developmental time and costs, which may discourage research in the area. Hence, this chapter attempts to focus on the importance of assessment for process parameters and process control.
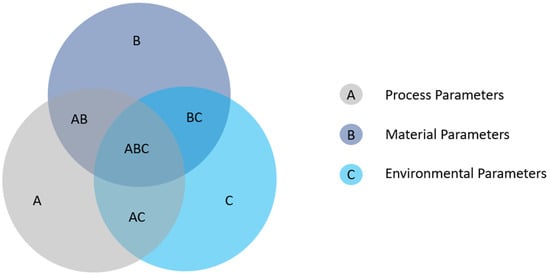
With the current development, these parametric studies are independently defined within their own research scope. Solutions derived from these issues can appear subjective when two or more parametric categories are involved in the issue. In this section, the current issues and challenges encountered in C3DP will be classified according to their attributed parameters. This paper references the parameters classified in several literature sources and simplifies these technical parameters according to
Figure 1, summarized into process, material, and environmental parameters
[6][11][12][13][14].
Figure 1. Venn Diagram of Parameters in Concrete 3D Printing.
Researchers can refer to the table below to categorically define these parameters, based on the factors currently known. Qualified parameters are considered as observable qualitative or quantitative factors that can influence the printing outcome. This categorization includes pre- and post-process, in-situ and ex-situ measured parameters, and is non-exhaustive. The classification is sorted and organized according to current research findings and will distinguish and emphasize the importance of process parameters in process control, along with the following sections. Table 1 displays a list of parameters in their respective categories.
| Process Parameter |
Nozzle Travel Speed, Material Extrusion Rate |
| Layer Height, Layer Width, Nozzle Diameter, Corner Travel Radius, Nozzle Shape/Geometry |
| Extrusion Pressure/Force, Layer Cycle Time |
| Environmental Parameter |
Temperature, Humidity, Winds, Freeze-Thaw Cycles |
| Material Parameter |
Yield Stress (Static, Dynamic), Structuration Rate, Curing Rate, Density, Plastic Viscosity, Slump Ratio, Aggregate Size, Compressive Strength, Thixotropy, Open Time, Setting Time, Structural Build Up, Water-to-cement ratio, Hydration Rate |
3. Process Monitoring for Fault Detection
The chapter above provided a summary of the current challenges in C3DP and discussed the parameters involved. Each challenge presented above has an established significance for process parameters. As cementitious material exhibits unpredictable mechanisms in the printing process, feedback systems make sense for process parametric adjustments in C3DP in place of manual observations and interventions
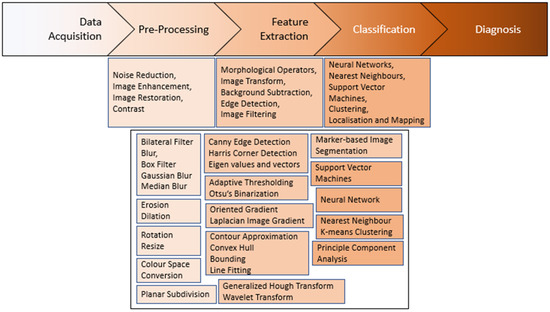
[18][25][26][27][28]. However, from a process control standpoint, managing process parameters in a C3DP application for a closed loop feedback is challenging due to the required interdisciplinary understanding of material behaviour, computer vision, and fault diagnosis. Consequentially, feedback systems investigation in C3DP research is relatively uncommon compared to other branches of research. Generally, the process flow for a feedback system is listed as follows: Data Acquisition, Pre-Processing, Feature Extraction, Classification, and Diagnosis at a desired interval
[29][30][31]. Several methods can be used as classification tools (this will be discussed in a later section). Depending on the classification methods used, pre-processing and feature extraction steps will typically be adjusted accordingly. This chapter attempts to breakdown the requirements needed in process monitoring for fault diagnosis (refer to
Figure 2).
Figure 2. Categorization of computeqwr vision methods and a non-exhaustive list of methods for pre-processing, feature extraction and classification
[32].
 +1 credit
+1 credit