In Singapore, there is an increasing need for independence in manpower within the Building and Construction (B&C) Industry. Prefabricated Prefinished Volumetric Construction (PPVC) production is mainly driven by its benefits in environmental pollution reduction, improved productivity, quality control, and customizability. However, its overall cost savings have been counterbalanced by new cost drivers like modular precast moulds, transportation, hoisting, manufacturing & holding yards, and supervision costs. The highly modular requirements for PPVC places additive manufacturing in an advantageous position due to its high customisability, and low volume manufacturing capabilities for faster manufacturing response time, faster production changeovers, and lower inventory requirements however Concrete 3D Printing (C3DP) has only begun to move away from early-stage development, where there is a need to closely evaluate the process parameters across buildability, extrudability, and pumpability aspects. As many parameters have been identified to have considerable influence in C3DP processes, monitoring systems for feedback applications seem to be an inevitable step forward to automation in construction.
- Concrete 3D Printing
- sustainability
- process control
- Diagnosis Systems
- Feedback Systems
- Feedback Control
- Computer Vision
- Monitoring Systems
- In-situ Monitoring
- Ex-situ Monitoring
1. Introduction
2. Parameter Classification in C3DP Structural Faults
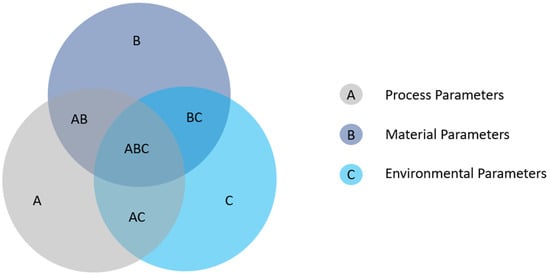
| Process Parameter | Nozzle Travel Speed, Material Extrusion Rate |
| Layer Height, Layer Width, Nozzle Diameter, Corner Travel Radius, Nozzle Shape/Geometry | |
| Extrusion Pressure/Force, Layer Cycle Time | |
| Environmental Parameter | Temperature, Humidity, Winds, Freeze-Thaw Cycles |
| Material Parameter | Yield Stress (Static, Dynamic), Structuration Rate, Curing Rate, Density, Plastic Viscosity, Slump Ratio, Aggregate Size, Compressive Strength, Thixotropy, Open Time, Setting Time, Structural Build Up, Water-to-cement ratio, Hydration Rate |
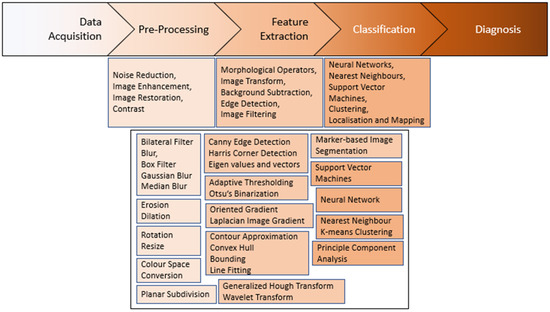
3. Process Monitoring for Fault Detection
This entry is adapted from the peer-reviewed paper 10.3390/math11061499
References
- S’pore’s Construction Sector Faces Manpower, Materials Roadblocks with Future Uncertain. The Straits Times. Available online: https://www.straitstimes.com/singapore/spores-construction-sector-faces-manpower-materials-roadblocks-with-future-uncertain (accessed on 28 June 2022).
- Prefabricated Prefinished Volumetric Construction (PPVC). Building and Construction Authority (BCA). Available online: https://www1.bca.gov.sg/buildsg/productivity/design-for-manufacturing-and-assembly-dfma/prefabricated-prefinished-volumetric-construction-ppvc (accessed on 24 April 2021).
- Kong, H.; Managing, M.; Jien, L.; Director, P. Pre-Fabricated Pre-Finished Volumetric Construction (PPVC) For Residential Projects; Threesixty Cost Management Pte Ltd.: Singapore, 2018.
- Chua, C.K.; Leong, K.F. 3D Printing and Additive Manufacturing: Principles and Applications, 4th ed.; World Scientific Publishing Co.: Singapore, 2014.
- Khoshnevis, B.; Hwang, D. Contour Crafting. Rapid Prototyp. 2006, 6, 221–251.
- Carneau, P.; Mesnil, R.; Baverel, O.; Roussel, N. Layer pressing in concrete extrusion-based 3D-printing: Experiments and analysis. Cem. Concr. Res. 2022, 155, 106741.
- Ma, G.; Buswell, R.; da Silva, W.R.L.; Wang, L.; Xu, J.; Jones, S.Z. Technology readiness: A global snapshot of 3D concrete printing and the frontiers for development. Cem. Concr. Res. 2022, 156, 106774.
- Xu, J.; Ding, L.; Cai, L.; Zhang, L.; Luo, H.; Qin, W. Volume-forming 3D concrete printing using a variable-size square nozzle. Autom. Constr. 2019, 104, 95–106.
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225.
- Malaeb, Z.; AlSakka, F.; Hamzeh, F. 3D Concrete Printing: Machine Design, Mix Proportioning, and Mix Comparison between Different Machine Setups. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 115–136.
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833.
- Suiker, A.S.J. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170.
- Suiker, A.S.J. Effect of accelerated curing and layer deformations on structural failure during extrusion-based 3D printing. Cem. Concr. Res. 2022, 151, 106586.
- Suiker, A.S.J.; Wolfs, R.J.M.; Lucas, S.M.; Salet, T.A.M. Elastic buckling and plastic collapse during 3D concrete printing. Cem. Concr. Res. 2020, 135, 106016.
- Buswell, R.A.; de Silva, W.R.L.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49.
- Lao, W.; Li, M.; Wong, T.N.; Tan, M.J.; Tjahjowidodo, T. Improving surface finish quality in extrusion-based 3D concrete printing using machine learning-based extrudate geometry control. Virtual Phys. Prototyp. 2020, 15, 178–193.
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601.
- Kazemian, A.; Yuan, X.; Davtalab, O.; Khoshnevis, B. Computer vision for real-time extrusion quality monitoring and control in robotic construction. Autom. Constr. 2019, 101, 92–98.
- Kashani, A.; Ngo, T.D. Optimisation of mixture properties for 3D printing of geopolymer concrete. In Proceedings of the International Symposium on Automation and Robotics in Construction, New Orleans, LA, USA, 2–4 April 2018; IAARC Publications: Chennai, India, 2018.
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. Mater. Constr. 2012, 45, 1221–1232.
- Almusallam, A.A. Effect of Environmental Conditions on the Properties of Fresh and Hardened Concrete. Available online: www.elsevier.com/locate/cemconcomp (accessed on 14 January 2021).
- Ji, G.; Xiao, J.; Zhi, P.; Wu, Y.C.; Han, N. Effects of extrusion parameters on properties of 3D printing concrete with coarse aggregates. Constr. Build. Mater. 2022, 325, 126740.
- Geng, Z.; She, W.; Zuo, W.; Lyu, K.; Pan, H.; Zhang, Y.; Miao, C. Layer-interface properties in 3D printed concrete: Dual hierarchical structure and micromechanical characterization. Cem. Concr. Res. 2020, 138, 106220.
- Ma, Z.; Wittmann, F.H.; Xiao, J.; Zhao, T. Influence of freeze-thaw cycles on properties of Integral Water Repellent Concrete. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2016, 31, 851–856.
- Tay, Y.W.D.; Ting, G.H.A.; Qian, Y.; Panda, B.; He, L.W.; Tan, M.J. Time gap effect on bond strength of 3d printed concrete. Virtual Phys. Prototyp. 2019, 14, 104–113.
- Wolfs, R.J.M.; Bos, F.P.; van Strien, E.C.F.; Salet, T.A.M. A real-time height measurement and feedback system for 3D concrete printing. In High Tech Concrete: Where Technology and Engineering Meet: Proceedings of the 2017 fib Symposium, Held in Maastricht, The Netherlands, 12–14 June 2017; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; pp. 2474–2483.
- Rill-García, R.; Dokladalova, E.; Dokládal, P.; Caron, J.-F.; Mesnil, R.; Margerit, P.; Charrier, M. Inline monitoring of 3D concrete printing using computer vision. Addit. Manuf. 2022, 60, 103175.
- Dong, C.-Z.; Catbas, F.N. A review of computer vision–based structural health monitoring at local and global levels. Struct. Health Monit. 2021, 20, 692–743.
- Nor, N.M.; Hussain, M.A.; Hassan, C.R.C. Fault diagnosis and classification framework using multi-scale classification based on kernel Fisher discriminant analysis for chemical process system. Appl. Soft Comput. 2017, 61, 959–972.
- Burdzik, R. A comprehensive diagnostic system for vehicle suspensions based on a neural classifier and wavelet resonance estimators. Measurement 2022, 200, 111602.
- Kang, Z.; Catal, C.; Tekinerdogan, B. Product failure detection for production lines using a data-driven model. Expert Syst. Appl. 2022, 202, 117398.
- Image Pre-Processing. Available online: https://www.embedded-vision.com/sites/default/files/apress/computervisionmetrics/chapter2/9781430259299_Ch02.pdf (accessed on 11 January 2023).