Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Nuria Llorca-Isern | -- | 3311 | 2023-03-09 11:35:49 | | | |
| 2 | Rita Xu | Meta information modification | 3311 | 2023-03-10 02:16:33 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Biserova-Tahchieva, A.; Biezma-Moraleda, M.V.; Llorca-Isern, N.; Gonzalez-Lavin, J.; Linhardt, P. Additive Manufacturing Processes Classification. Encyclopedia. Available online: https://encyclopedia.pub/entry/42019 (accessed on 27 July 2026).
Biserova-Tahchieva A, Biezma-Moraleda MV, Llorca-Isern N, Gonzalez-Lavin J, Linhardt P. Additive Manufacturing Processes Classification. Encyclopedia. Available at: https://encyclopedia.pub/entry/42019. Accessed July 27, 2026.
Biserova-Tahchieva, Alisiya, Maria V. Biezma-Moraleda, Núria Llorca-Isern, Judith Gonzalez-Lavin, Paul Linhardt. "Additive Manufacturing Processes Classification" Encyclopedia, https://encyclopedia.pub/entry/42019 (accessed July 27, 2026).
Biserova-Tahchieva, A., Biezma-Moraleda, M.V., Llorca-Isern, N., Gonzalez-Lavin, J., & Linhardt, P. (2023, March 09). Additive Manufacturing Processes Classification. In Encyclopedia. https://encyclopedia.pub/entry/42019
Biserova-Tahchieva, Alisiya, et al. "Additive Manufacturing Processes Classification." Encyclopedia. Web. 09 March, 2023.
Copy Citation
Additive manufacturing is an important and promising process of manufacturing due to its increasing demand in all industrial sectors, with special relevance in those related to metallic components since it permits the lightening of structures, producing complex geometries with a minimum waste of material. There are different techniques involved in additive manufacturing that must be carefully selected according to the chemical composition of the material and the final requirements.
corrosion
additive manufacturing (AM)
titanium alloys
1. Introduction
AM is continuously growing and helping to expand the options for materials used in manufacturing. Although thermoplastics have been the most attractive materials in the early days of 3D printing, metallic systems have been driving an important revolutionary change in AM during the last decade, addressing fundamental challenges for engineers and researchers.
AM has opened a huge new research field and prompted the investigation of alloys and new techniques in order to optimize the whole process, from the raw material properties to the final component characterization. This is due to the advantages that the process can provide compared to the traditional manufacturing techniques. Additive manufacturing development is exponentially accelerating cost adjustment and efficiency in producing different components for a wide range of applications. The reduction in energy of up to 25% and cutting of waste and materials costs up to 90% are some impactful achievements, in addition to the main attractiveness of the AM processes.
Furthermore, a variety of complicated shapes can be easily designed through the AM technique and, thus, specific components can be obtained for biomedical applications [1][2][3] and the aeronautical industry [4][5][6], with titanium and aluminum alloys being, respectively, the most-used metallic materials in such applications due to their mechanical properties and lightness which are essential to both industries. Fe-based materials, and more specifically, stainless steels, as the best substitutes in applications where corrosion resistance in combination with mechanical properties is required, are frequently used in AM, as well. Understanding the AM process conditions, postprocessing, and structure-performance of stainless steels should be considered to create more corrosion-resistant stainless steels [7][8]. There is also growing interest in the use of AM for the production of jewelry and luxury watch components, as well. This interest is driven not only by the potential design innovation offered by Additive Manufacturing, but also from the environmental and economic point of view, as the recovery of precious metals such as gold is a complex process, whereas this step is circumvented by applying gold as an alloying element. The main precious metal that benefits nowadays from AM is platinum and its alloys, which are used to create highly-value added metallic objects [9]. Nickel-aluminum bronze (NAB) alloys are extensively used in the marine industry and there has been a recent increase in interest in their being additively manufactured. Their microstructure can vary in comparison to conventionally casted NAB alloys and some studies have shown improvements in their mechanical and corrosion properties [10].
2. Additive Manufacturing Processes Classification
2.1. Introduction
In order to understand the impact of additive manufacturing processes, a general definition and description, as well as classification of the various additive manufacturing processes, will be covered in the following section.
Additive manufacturing (AM) is defined by the ISO/ASTM 52900 [11] as the process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies, such as the traditional machining of building components. AM refers to a variety of processes in which material is deposited, joined, or solidified [12]. Metal additive manufacturing (MAM), also known as metal 3D printing, consists of complex metal parts fabrication with improved functionalities. The advantages of using AM of metals over traditional manufacturing methods, in some cases, have led to an enormous increase in its use; for example, between 2020 and 2024, metal AM growth is estimated to be around 14% per year [13], alongside a simultaneous increase in the number of studies on additively manufactured steels. For instance, 5.861 articles were found in the Web of Science, considering both additive manufacturing and steels, that were published in the last five years. Since its inception in 1987, AM has shown significant progress in the general understanding of the processes related to it and the impact on the structures and properties of the fabricated metallic components.
AM technologies are based on the principle of modelling a body, loading the data into the equipment, and building the component layer upon layer until the creation of the complex 3D model. AM can be categorized according to the energy source provided during the process (e.g., laser or electron beam). 3D printing deposition is carried out by means of a print head or a nozzle (or multiple) that deposits the material in a controlled flow and temperature.
This layer-by-layer forming saves costs because it does not generate large amounts of waste, as the material is only added where it is really needed, thereby permitting near-net shape manufacture with powder or wire form as the starting feedstock. Virtually, this process does not create any residual material waste if all of the un-melted material can be fully recycled as has been demonstrated recently, focusing attention on the environmental impacts of additive manufacturing vs. traditional machining via life-cycle assessment in a comparative way [14]. Also, almost any geometry can be created, in contrast to conventional machining, the walls of the workpiece can be very thin (which is not possible through casting), and manufacturing is possible in a fairly short period of time. The freedom of design is particularly relevant in biomedicine, as dental implants or orthopedic parts and can be adapted to the specific needs of each patient [15]. However, the main sector driving the increase in the use and development of AM is the automotive sector, due to reductions in weight and, especially, in the weight/cost ratio.
In any case, researchers must not forget that there are also problems associated with this general technique; therefore, it is essential to study these issues in order to understand and solve them, with the aim of obtaining an even more versatile technique. To this end, numerous studies have been carried out comparing the mechanical properties, corrosion behaviour, and microstructure of metal parts produced by AM and by traditional manufacturing methods [16][17]. It is known that the special conditions of AM produce a fine microstructure with unique directional growth characteristics in non-equilibrium zones. This distinctive microstructure, fine α′ martensite in as-built Ti6AlV4 [18][19], together with microstructural defects, originated from the additive manufacturing process, strongly influences the corrosion behavior of metal additive manufacturing materials. Several studies have already been carried out in this respect. However, issues concerning the corrosion and corrosion protection of these materials are still poorly understood [20].
Some AM processes have evolved from conventional welding processes, while others, such as powder bed fusion processes, have been developed with the specific intent of enabling the manufacturing of complex 3D geometrical objects. Two main groups can be distinguished in this technique:
-
Powder bed technologies. Within this group, a classification can also be made according to the energy source used for deposition. Here, researchers find Selective Laser Melting (SLM), Electron Beam Melting (EBM), or precision inkjet printing in which the metal powder is mixed with a binder, so that after deposition the piece is sintered, resulting in the final model.
-
Blown powder technologies, also known as Laser Metal Deposition, LMD, or Laser cladding, wherein both are based on the availability of the metal powder to blow coaxially to the laser beam, which melts the powder onto a metal substrate to form a metallurgical bond upon cooling to room temperature.
Depending on the material used, a distinction can be made between metal in the form of ‘wire’ and metal in the form of ‘powder.’ For the former, the metal is placed in the form of a coil which is connected to the extruder nozzle. For the latter, several requirements must be met. For additive manufacturing, metal powder should have a spherical shape to ensure good flow and coating ability. A particle size range between 50 μm and 150 μm, depending on the machine type and its distribution, must be adapted to the application, as well as the chemical composition of the metal and the gas content, because these may be responsible for defects within the structure [21][22].
There are also other causes associated with AM processes that can produce defects in the structure. One example is the thermal cycling inherent to manufacturing, resulting in different microstructures and types of defects related to the process parameters and the geometry of the final object, as well as the local environmental conditions during processing.
If the manufactured part has a low static loading, the microstructure itself can determine the average mechanical properties. However, if it must withstand cyclic loading, as in aero engine or turbine components, defects limit the lower threshold of the mechanical properties and, therefore, are a major concern, as they restrict the loading conditions during operation. In view of the above, post-manufacturing treatments such as Hot Isostatic Pressing (HIP) are essential, as they can minimize certain types of defects, such as porosity, depending on the material and the AM process used. Other treatments include hybrid solutions between in-situ and post-manufacturing treatments, such as the induction of compressive residual stresses in the material to reduce the influence of surface topography, defects, and residual stresses.
Sander et al. [23], in 2018, published a deep, extended, and critical review of corrosion knowledge of Additively Manufactured alloys, pointing out that this revision practice should be done each year, since AM is being introduced in all industrial sectors in which severe and critical service conditions are present. Indeed, this is the motivation of this research: to advance the corrosion behavior knowledge of the AM metallic systems, paying special attention to the deep relationship between the existence of defects resulting from each particular process as well as the final microstructure of the produced material. The following sections present a description and classification of the main AM methods and tools that are currently carried out to produce metallic components.
2.2. Additive Metallurgy by Direct Energy Deposition Processes (DED)
During direct energy deposition, focused thermal energy is used to melt the material as it is deposited. This is the main difference of Powder Bed Fusion (PBF), where thermal energy is used to selectively fuse regions of a powder bed. DED processes are typically used on existing parts of arbitrary geometry with a relatively high deposition rate; however, they allow for little complexity in shape. Therefore, their main use is in the repair or improvement of other pre-formed parts.
2.2.1. Additive Metallurgy by Laser Melting Deposition (LMD)
The main advantage of this method is the lack of Heat-Affected Zones (HAZ), or hydrogen cracking, which is characteristic of repairs by conventional arc welding, or cold or plasma spraying. In fact, LMD can reduce distortion and microcrack formation by optimizing the parameters, resulting in metallurgical-bonded and high-quality coatings obtained in a short period of time. When used to repair parts, it is done with highly satisfactory results. With respect to the disadvantages, a typical example is when LMD is used with 316 L stainless steel, in which the composition has a great effect, for instance with any redistribution of Mo in printed 316 L alloys. If this happens, their corrosion resistance could be significantly affected, as well as the grain size, altering local degradation mechanisms which have a strong dependence on the corrosive media (decreasing grain size in austenitic-type 304 stainless steel below 2 µm increases the general corrosion in sulfuric acid solution due to passive film destabilization at grain boundaries) [24][25].
2.2.2. Additive Metallurgy by Wire Arc Additive Manufacturing Processes (WAAM)
WAAM uses arc welding tools and makes use of wire as feedstock for additive manufacturing. The deposition rate is high, the equipment is not expensive, and it has a good structural integrity, making it a promising method to replace the current manufacturing methods for components with low and medium complexity [23]. During the WAAM process, every single layer has a heterogeneous grain structure (as well as melt pool boundaries, matrix supersaturation, segregation, phase transformation, new textures, and oxide formation), as in other types of MAM; however, in this case, the former layer is in a solid-state, and, therefore, holds a lower temperature, increasing the effect. In addition, for each individual layer, three zones can be distinguished (Figure 1): the Melt Pool Zone (MPZ), Melt Pool Border (MPB), and heat affected zone (HAZ). The MPZ is produced because the metal wires are completely melted during WAAM. Between different MPZ areas, it is possible to find the MPB, with a completely different grain structure and intermetallic distribution. Finally, HAZ is the previously deposited layer region where the temperature is high enough to alter the microstructure but below liquidus temperature. The region which is the furthest away is total or partially remelted, and belongs to the MPB on the previously deposited layer side [26].
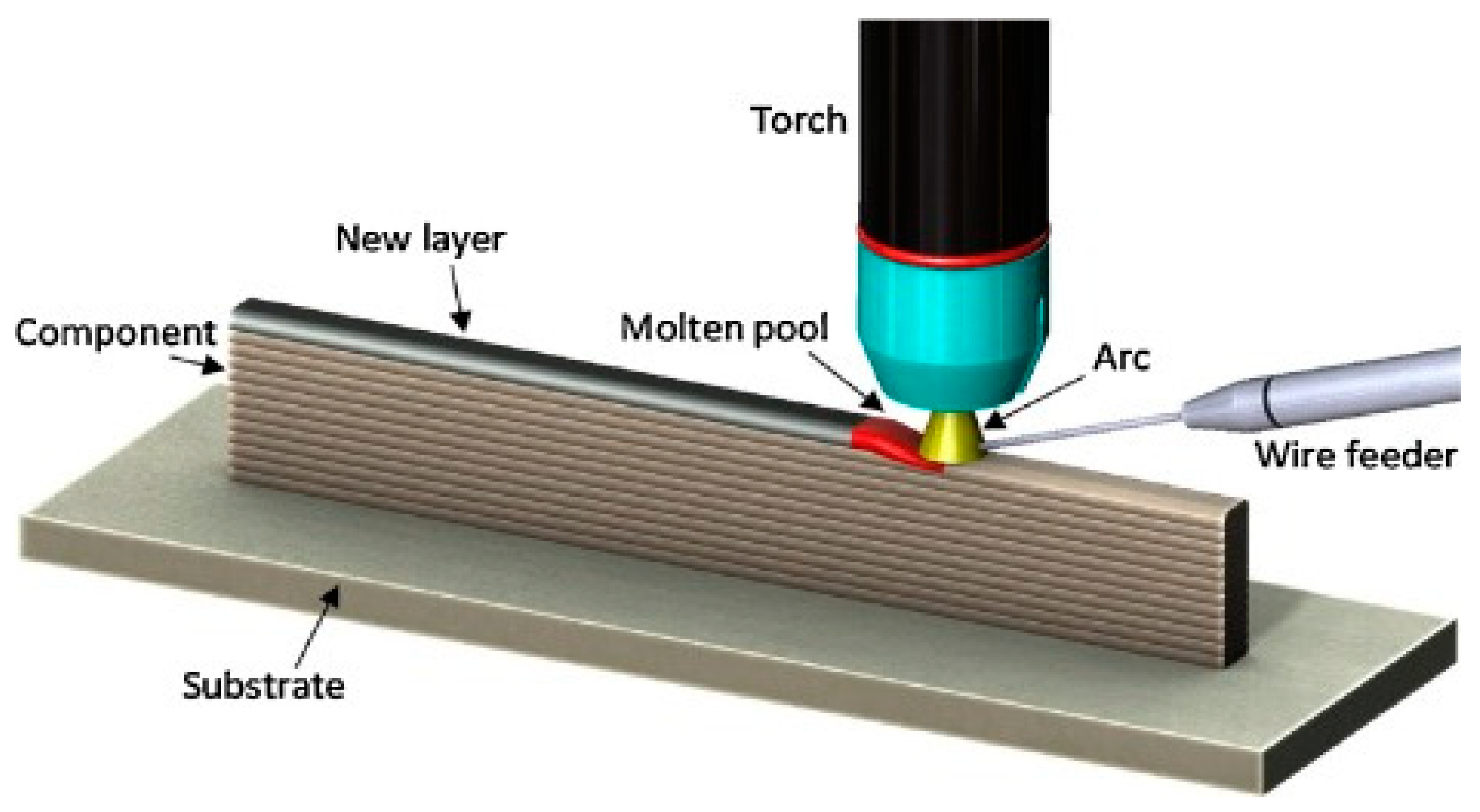
Figure 1. Illustrative diagram of WAAM process and Schematic representation of different zones in WAAM part, being MPB: melt pool border, MPZ: melt pool zone, and RM: remelted, HAZ: heat affected zone.
2.3. Additive Metallurgy by Powder Bed Fusion Processes (PBF)
Different scan parameters should be considered when the PBF process is carried out. An inert atmosphere or partial vacuum is necessary to provide shielding of the molten metal. Currently, the most-used practice is laser powder-bed fusion (L-PBF) followed by vacuum heat treatment to produce alloys with controlled microstructures. An energy source is used to selectively melt each layer of the powder, which are already spread according to the required cross-section of the part in the digital model. Once the layer has been scanned, the piston in the building chamber moves down and the piston in the powder chamber moves up according to the defined layer thickness. The coating mechanism or roller deposits the powder in the building chamber, which is scanned again by the energy source. This cycle is repeated layer by layer until the complete part is formed. The time required to complete a part is longer than that for DED technologies; however, a higher complexity and better surface finish can be achieved and minimal post-processing is required. Multiple parts can be built together to make maximum use of the build chamber [27]. If the process is carried out at reduced pressure, a more stable melt pool and reduced porosity are obtained. Part-specific process settings are often controlled to reduce thermally-induced residual stresses and defects.
2.3.1. Additive Metallurgy by Laser Powder Bed Fusion (L-PBF)
Powder-Bed category techniques involve laser powder bed fusion (L-PBF), also known as selective laser melting; SLM; selective laser sintering, SLS; and EBM technologies. The cooling rate for SLM is usually >105 K/s, which is higher than that of direct laser deposition (DLD) (usually from 103 to 105 K/s) and much higher than that of traditional casting methods, which have lower solidification rates [28]. The local rapid heating and, especially, fast cooling rates, coupled with thermal cycling, induce the formation of unique microstructures with refined grain structures, dislocation cells, and internal residual stresses. These conditions also cause the formation of metallurgical defects, including un-melted powder particle microcracks, entrapped gas pores, balling, and rough surfaces.
One of the most common nucleation sites for corrosion problems in three-dimensional printed materials is pores. They reduce the passivation property in the presence of sulphuric and phosphoric acid solutions [29]. There are two types of pores: one type exists around the un-melted powder particles, and another is caused by the trapped gas inside the powder during gas atomization [30]. The porosity can be reduced to a certain extent by optimizing the printing conditions, including laser energy, scanning rate, and scanning direction. It has been found that increasing the laser power or properly decreasing the scanning rate can reduce the porosity of different metals such as nickel- or aluminium-based alloys, or some type of stainless steel such as 316 L by SLM [23]. This will be detailed in the next section.
Selective laser sintering, SLS, was the first PBF-AM process, invented in 1981 by Ross Householder [31] who patented it under the name of “Molding process”. A few years later, Carl Deckard and Joe Beaman patented a similar method, under sponsorship of DARPA [32], which was more alike to what is known today as SLS.; however, it would take some years before this technique could be used with metallic materials, as it was initially used with amorphous or semi-crystalline polymer powder or semi-crystalline powder. Usually, this technique is related to a final step that consists of applying thermal treatment in order to remove the polymer binding particles, sintering, and improving the base material microstructure [33][34][35].
In any case, there are examples of the strength of this technique, such as the seven degree-of-freedom dual-arm hydraulic which was built using the SLM method for undersea use. The hydraulic system was produced with titanium to obtain the necessary properties for naval applications [36].
2.3.2. Additive Metallurgy by Electron Beam Melting (EBM)
Many parameters can be modified and corrected using the EBM technique so that the final part does not require further treatments. Precursor and pre-alloyed powders are selectively preheated and melted by varying the beam sweep, its current, and even the cooling rate, this being one of the main causes of defects in AM due to creating stresses in the microstructure. If the microstructure and mechanical properties of these systems are analyzed and compared to conventional forged and cast products, a columnar microstructure resulting from layer-by-layer melting solidification phenomena can be distinguished. This is because solidification is directional, which implies a continuous melting/solidification front [37].
Some of the major defects that appear during this process are unavoidable to some extent and can severely degrade the mechanical properties of the material. An example of this is Alloy 718, obtained by EBM, which is often post-processed to improve the material properties. Although hot isostatic pressing (HIP) is commonly used to close defects, it cannot close open-to-surface ones. Therefore, a possible solution could be that, if the surface of the EBM-manufactured specimen is suitably coated to encapsulate the EBM-manufactured specimen, then HIPing can be effective in healing such surface-connected defects [38]. It is remarkable that the residual properties of EBM-fabricated components are usually as good as or better than conventional cast or wrought products, even after post processing. Table 1 summarizes the main advantages and disadvantages of both the DED and PBF AM techniques.
Table 1. Main advantages and disadvantages of DED and PBF AM techniques.
| Main Process | Advantages | Disadvantages | References | |
|---|---|---|---|---|
| DED | LMD | Less micro-cracking Improved thermal control |
Require post-processing Low process rates |
[39] |
| WAAM | Good structural integrity High deposition rate |
Lower accuracy Different microstructure obtained |
[24][39][40] | |
| PBF | L-PBF(SLM) | High heat and process speed No support structure required |
Surface roughness Powder particle size |
[41][42] |
| EBM | High process rates Good accuracy Fully dense parts |
High surface roughness Requires high-quality powder |
[41][43][44] | |
2.4. Additive Metallurgy by Hybrid-AM Techniques
As already mentioned, AM processes offer numerous advantages, especially in terms of free design in a reduced time; however, this is irrelevant if the part created is full of defects that can affect the mechanical, physical, or chemical properties in such a way as to render the part unusable. To avoid this, in situ or serial AM processes and secondary energy sources that are capable of modifying the resulting material or part properties must be combined. These modifications can be due to both in-situ secondary procedures and process chains, and is anchored in multiphysics mechanisms, so that new hybrid-AM processes can be applied very selectively to the problem which was generated during AM (Figure 2). The desired material properties determine the mechanism that is used and, in turn, the energy source that is applied, which ultimately defines the hybrid-AM process. Some of the properties that can be changed using this mechanism are melt pool dynamics, microstructure development, stress state, surface evolution, and thermal gradients [45].
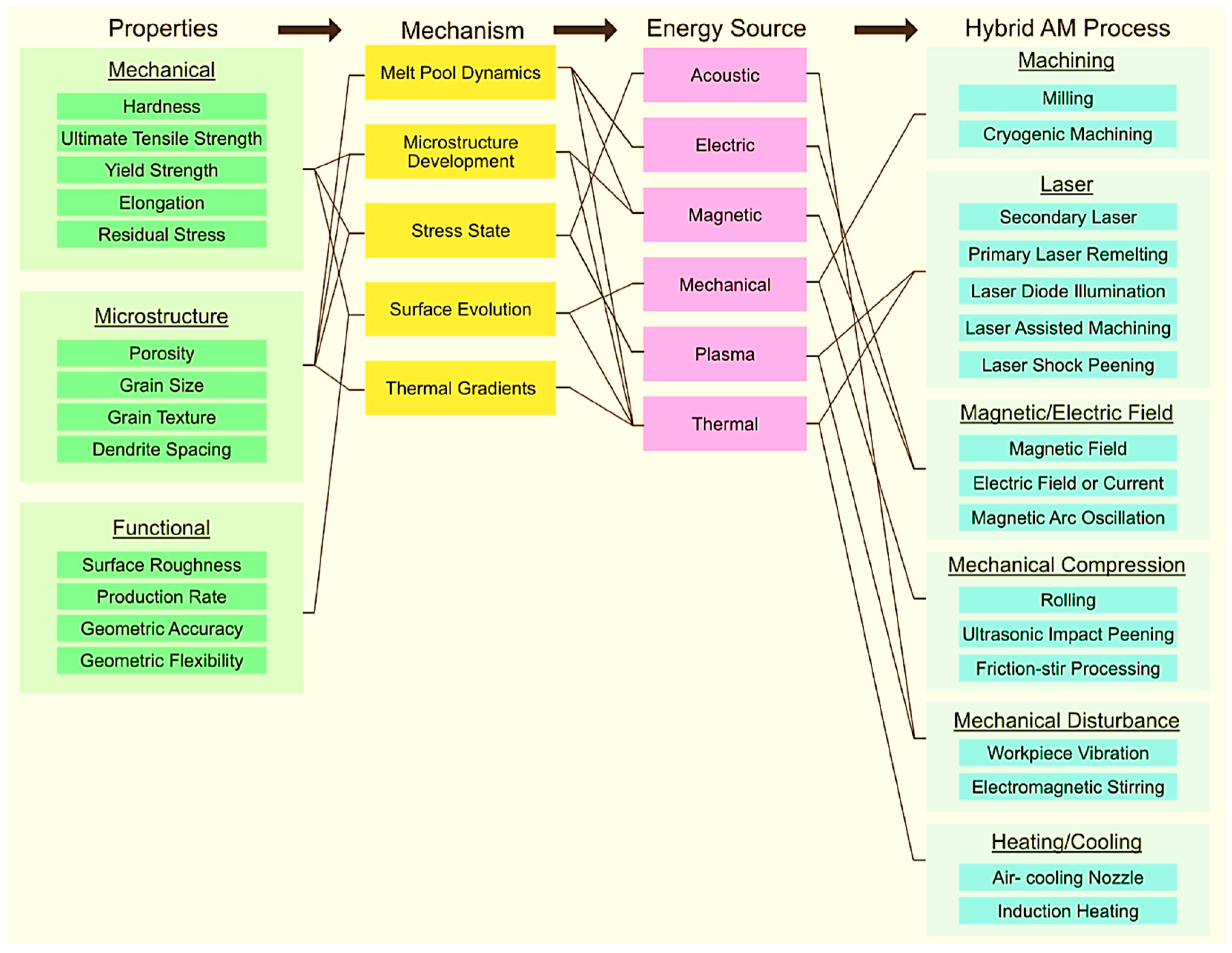
Figure 2. Property—mechanism—energy source—hybrid-AM process framework for hybrid-AM classified by mechanism and energy source utilization. Attending to the scheme, it is easy to understand why such a problem-oriented selection of the sample is possible [45].
Overall, additive manufacturing processes for metal systems promise significant revolution in the industry, assuring advantages but also many challenges that must be faced in the upcoming century.
References
- Culmone, C.; Smit, G.; Breedveld, P. Additive manufacturing of medical instruments: A state-of-the-art review. Addit. Manuf. 2019, 27, 461–473.
- Zhang, Q.; Guan, Y. Application of metal additive manufacturing in oral dentistry. Curr. Opin. Biomed. Eng. 2023, 25, 100441.
- Seiti, M.; Ginestra, P. Additive Manufacturing for orthopedic applications: Case study on market impact. Procedia Comput. Sci. 2023, 217, 737–745.
- Artaza, T.; Suárez, A.; Veiga, F.; Braceras, I.; Tabernero, I.; Larrañaga, O.; Lamikiz, A. Wire arc additive manufacturing Ti6Al4V aeronautical parts using plasma arc welding: Analysis of heat-treatment processes in different atmospheres. J. Mater. Res. Technol. 2020, 9, 15454–15466.
- Madhavadas, V.; Srivastava, D.; Chadha, U.; Raj, S.A.; Sultan, M.T.H.; Shahar, F.S.; Shah, A.U.M. A review on metal additive manufacturing for intricately shaped aerospace components. CIRP J. Manuf. Sci. Technol. 2022, 39, 18–36.
- Monteiro, H.; Carmona-Aparicio, G.; Lei, I.; Despeisse, M. Energy and material efficiency strategies enabled by metal additive manufacturing—A review for the aeronautic and aerospace sectors. Energy Rep. 2022, 8, 298–305.
- Schindelholz, E.J.; Melia, M.A.; Rodelas, J.M. Corrosion of Additively Manufactured Stainless Steels—Process, Structure, Performance: A Review. Corrosion 2021, 77, 484–503.
- Sander, G.; Tan, J.; Balan, P.; Gharbi, O.; Feenstra, D.; Singer, L.; Thomas, S.; Kelly, R.; Scully, J.; Birbilis, N. Corrosion of Additively Manufactured Alloys: A Review. Corrosion 2018, 74, 1318–1350.
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3D printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2021, 52, 1309–1313.
- Orzolek, S.M.; Semple, J.K.; Fisher, C.R. Influence of processing on the microstructure of nickel aluminum bronze (NAB). Addit. Manuf. 2022, 56, 10285.
- ISO/ASTM 52900:2015; Additive Manufacturing-General Principles-Terminology. International Organization for Standarization: Geneva, Switzerland, 2015. Available online: www.iso.orgwww.astm.org (accessed on 19 January 2023).
- Kumar, S.A.; Prasad, R. Basic principles of additive manufacturing: Different additive manufacturing technologies. In Additive Manufacturing; Woodhead Publishing: Cambridge, UK, 2021; pp. 17–35.
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928.
- Faludi, J.; Bayley, C.; Bhogal, S.; Iribarne, M. Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp. J. 2015, 21, 14–33.
- Javaid, M.; Ariz, A.; Tasneem, I.; Bharti, D.; Vaish, A.; Haleem, A. Is additive manufacturing of patient-specific implant is beneficial for orthopedics. Apollo Med. 2021, 18, 33.
- Pereira, T.; Kennedy, J.V.; Potgieter, J. A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Procedia Manuf. 2019, 30, 11–18.
- Fathi, P.; Mohammadi, M.; Duan, X.; Nasiri, A.M. A comparative study on corrosion and microstructure of direct metal laser sintered AlSi10Mg_200C and die cast A360.1 aluminum. J. Mater. Process. Technol. 2019, 259, 1–14.
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and Mechanical Properties of Ti6Al4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883.
- Zhai, Y.; Galarraga, H.; Lados, D.A. Microstructure, static properties, and fatigue crack growth mechanisms in Ti-6Al-4V fabricated by additive manufacturing: LENS and EBM. Eng. Fail. Anal. 2016, 69, 3–14.
- Revilla, R.I.; Verkens, D.; Rubben, T.; De Graeve, I. Corrosion and Corrosion Protection of Additively Manufactured Aluminium Alloys—A Critical Review. Materials 2020, 13, 4804.
- Dawes, J.; Bowerman, R.; Trepleton, R. Introduction to the Additive Manufacturing Powder Metallurgy Supply Chain. Johns. Matthey Technol. Rev. 2015, 59, 243–256.
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369.
- Sander, G.; Thomas, S.; Cruz, V.; Jurg, M.; Birbilis, N.; Gao, X.; Brameld, M.; Hutchinson, C.R. On The Corrosion and Metastable Pitting Characteristics of 316L Stainless Steel Produced by Selective Laser Melting. J. Electrochem. Soc. 2017, 164, C250–C257.
- Sun, G.; Shen, X.; Wang, Z.; Zhan, M.; Yao, S.; Zhou, R.; Ni, Z. Laser metal deposition as repair technology for 316L stainless steel: Influence of feeding powder compositions on microstructure and mechanical properties. Opt. Laser Technol. 2018, 109, 71–83.
- Trelewicz, J.R.; Halada, G.P.; Donaldson, O.K.; Manogharan, G. Microstructure and Corrosion Resistance of Laser Additively Manufactured 316L Stainless Steel. JOM 2016, 68, 850–859.
- Zhang, X.; Lv, Y.; Tan, S.; Dong, Z.; Zhou, X. Microstructure and corrosion behaviour of wire arc additive manufactured AA2024 alloy thin wall structure. Corros. Sci. 2021, 186, 109453.
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Additive Manufacturing Handbook; CRC Press: Boca Raton, FL, USA, 2018; pp. 251–253.
- Kong, D.; Dong, C.; Ni, X.; Li, X. Corrosion of metallic materials fabricated by selective laser melting. npj Mater. Degrad. 2019, 3, 24.
- Otero, E.; Pardo, A.; Utrilla, V.; Saenz, E.; Álvarez, J. Corrosion behaviour of aisi 304l and 316l stainless steels prepared by powder metallurgy in the presence of sulphuric and phosphoric acid. Corros. Sci. 1998, 40, 1421–1434.
- Maximenko, A.L.; Olevsky, E.A. Pore filling during selective laser melting—Assisted additive manufacturing of composites. Scr. Mater. 2018, 149, 75–78.
- Housholder, R.F. Molding Process. U.S. Patent US06099333, 3 December 1979.
- Beaman, J.J.; Deckard, C.R. Selective Laser Sintering with Assisted Powder Handling. U.S. Patent US4938816A, 5 September 1989.
- Al-Shebeeb, O.A. An Investigation of the Metal Additive Manufacturing Issues and Perspective for Solutions Approach. In Concepts, Applications and Emerging Opportunities in Industrial Engineering; Books on Demand: Norderstedt, Germany, 2021.
- Ma, F.; Zhang, H.; Hon, K.; Gong, Q. An optimization approach of selective laser sintering considering energy consumption and material cost. J. Clean. Prod. 2018, 199, 529–537.
- Vayre, B.; Vignat, F.; Villeneuve, F. Metallic additive manufacturing: State-of-the-art review and prospects. Mech. Ind. 2012, 13, 89–96.
- Richardson, B.S.; Lind, R.F.; Lloyd, P.D.; Noakes, M.W.; Love, L.J.; Post, B.K. The design of an additive manufactured dual arm manipulator system. Addit. Manuf. 2018, 24, 467–478.
- Murr, L. Metallurgy of additive manufacturing: Examples from electron beam melting. Addit. Manuf. 2015, 5, 40–53.
- Zafer, Y.E.; Goel, S.; Ganvir, A.; Jansson, A.; Joshi, S. Encapsulation of Electron Beam Melting Produced Alloy 718 to Reduce Surface Connected Defects by Hot Isostatic Pressing. Materials 2020, 13, 1226.
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31.
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire Arc Additive Manufacturing of Stainless Steels: A Review. Appl. Sci. 2020, 10, 1563.
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89.
- Coemert, S.; Traeger, M.F.; Graf, E.C.; Lueth, T.C. Suitability Evaluation of various Manufacturing Technologies for the Development of Surgical Snake-like Manipulators from Metals Based on Flexure Hinges. Procedia CIRP 2017, 65, 1–6.
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149.
- Jabnoun, N. Control processes for total quality management and quality assurance. Work. Study 2002, 51, 182–190.
- Webster, S.; Lin, H.; Iii, F.M.C.; Ehmann, K.; Cao, J. Physical mechanisms in hybrid additive manufacturing: A process design framework. J. Mater. Process. Technol. 2021, 291, 117048.
More
Information
Subjects:
Others
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
2.6K
Revisions:
2 times
(View History)
Update Date:
10 Mar 2023
Table of Contents



Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No