Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Nicholas Dunne | -- | 3941 | 2023-01-18 09:48:22 | | | |
| 2 | Rita Xu | -23 word(s) | 3918 | 2023-01-18 10:04:36 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Al-Kharusi, G.; Dunne, N.J.; Little, S.; Levingstone, T.J. Design of Experiments in the Advancement of Biomaterial. Encyclopedia. Available online: https://encyclopedia.pub/entry/40331 (accessed on 17 July 2026).
Al-Kharusi G, Dunne NJ, Little S, Levingstone TJ. Design of Experiments in the Advancement of Biomaterial. Encyclopedia. Available at: https://encyclopedia.pub/entry/40331. Accessed July 17, 2026.
Al-Kharusi, Ghayadah, Nicholas J. Dunne, Suzanne Little, Tanya J. Levingstone. "Design of Experiments in the Advancement of Biomaterial" Encyclopedia, https://encyclopedia.pub/entry/40331 (accessed July 17, 2026).
Al-Kharusi, G., Dunne, N.J., Little, S., & Levingstone, T.J. (2023, January 18). Design of Experiments in the Advancement of Biomaterial. In Encyclopedia. https://encyclopedia.pub/entry/40331
Al-Kharusi, Ghayadah, et al. "Design of Experiments in the Advancement of Biomaterial." Encyclopedia. Web. 18 January, 2023.
Copy Citation
Optimisation of tissue engineering (TE) processes requires models that can identify relationships between the parameters to be optimised and predict structural and performance outcomes from both physical and chemical processes. Design of Experiments (DoE) methods are commonly used for optimisation purposes in addition to playing an important role in statistical quality control and systematic randomisation for experiment planning. DoE is only used for the analysis and optimisation of quantitative data (i.e., number-based, countable or measurable), while it lacks the suitability for imaging and high dimensional data analysis.
Artificial Intelligence
Machine Learning
Biomaterials
Design of Experiment
1. Introduction
Tissue engineering (TE) involves the creation of sophisticated three-dimensional (3D) constructs (i.e., cells incorporated within a scaffold) that aim to mediate the repair of injured or diseased tissue. TE can be defined as the combination of the principles of biomaterials and stem cell transplantation to develop and support endogenous tissue regeneration [1]. Cell transplantation plays a key role in TE and is used for therapeutic strategies to treat various injuries, such as bone fractures and cartilage defects. New methods have been developed that include the direct injection of cells to the affected area, reducing surgical invasiveness and its associated risks [2]. Despite its relatively short history (i.e., 40 years) [3], TE has become a fertile ground for scientific discoveries in both applied and fundamental sciences. There has been a tremendous expansion in the field since its initial goal—to address the shortage of tissue and organ donors by creating replacement tissues, such as cartilage, blood vessels, bone, and skin. More recently, tissue-engineered constructs have been applied as drug delivery systems, disease modelling platforms, and high-throughput screening devices [4][5][6]. Traditionally, one-at-a-time type experiments have been widely applied in the development and optimisation of biomaterials and tissue-engineered constructs. However, this approach is slow, expensive and cannot demonstrate the complex interactions between input variables and associated outputs. This results in the slow and arduous development of new biomaterials and tissue-engineered constructs, which delays their potential clinical translation.
Over the past decade, a one-at-a-time type experimental approach has been superseded by statistical experiments, e.g., Design of Experiments (DoE), where input variables can be altered simultaneously to obtain the maximum amount of information from a minimum number of experiments. This experimental approach involves a series of systematic tests that aim to find the factors that have the greatest effect on response variables [7]. The application of these statistical approaches enables the development of models that can predict the properties of biomaterials and tissue-engineered constructs, identify the relationships between properties and optimise their structural and performance outcomes with a reduction in experimental iterations, saving time, and reducing the consumption of laboratory resources and the overall cost of product development [8].
TE generates data from several characterisation techniques, including physicochemical analysis, microstructural analysis, rheological assessment, mechanical testing, and degradation measurements (Figure 1). Although DoE approaches are used in many studies for optimisation problems, these statistical methods may not be compatible for processing and predicting certain types of data, such as images, video, audio and high dimensional data, where the number of features is larger than the number of observations (Figure 1) [9]. Machine learning (ML) has shown the potential to overcome many of these existing experimental challenges, providing new methodologies for optimisation within the field of TE. ML plays a significant role in the world today and its impact is transformational, disrupting society and industry alike. The application of ML has shown the potential to bring about rapid process optimisation [10][11]. Recently, the application of ML in biomaterials and TE research has been demonstrated with the successful use of prediction methods, artificial neural networks (ANN), convolutional neural networks (CNN), Bayesian optimisation (BO) and robot-based rapid prototyping systems, which can be used for prediction and optimisation in TE applications [3][12][13][14][15][16]. Furthermore, ML has been combined with DoE to provide further enhancement of the optimisation process in biomaterials and TE research [17]. Despite evidence highlighting the application of ML reported in the literature, significant challenges remain, in particular relating to effectively handling the preparation and representation of data generated from biomaterials and TE applications. The majority of studies focus on scaffold fabrication processes, such as 3D bioprinting and freeze-drying [9][12][18][19], and scaffold properties [20], with only a few focussing in detail on how ML can be applied and the main outcomes and benefits that can be obtained from using ML methods [12][21][22]. Challenges relating to the implementation of ML in TE applications, largely relate to the limitations in obtaining suitable datasets and the conversion of large datasets into easily accessible and utilisable formats as data is frequently gathered from manual processes [3][10]. Thus, it is crucial to collect and explore a considerable amount of data to extract the right features and make it manageable. As a starting point, this research presents the most widely used DoE methodologies that have evolved into the analytical foundation for more complicated approaches in TE. Following this, ML applications that have been recently used in the biomaterials and TE fields are introduced, illustrating the advantages and drawbacks of their use in these specific fields. Finally, the main differences between DoE and ML methodologies in biomaterials and TE applications are highlighted, and the possibility of combining the two methods to improve the optimisation and prediction process is explored.
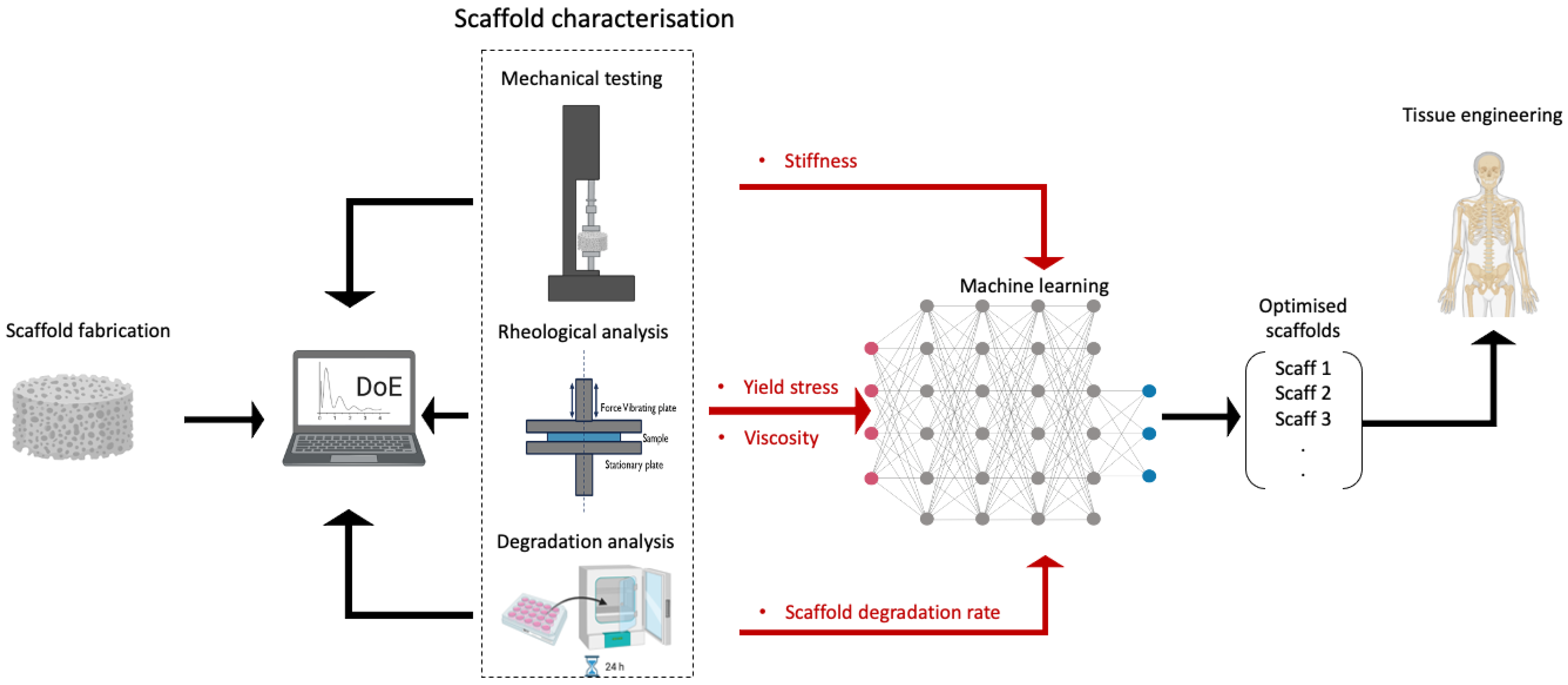
Figure 1. DoE and ML workflow to optimise the material that will be used for the TE applications.
2. Design of Experiments (DoE)
DoE can be defined as a mathematical approach that is used for planning and performing experiments, data analysis, and interpretation of the conducted experiments. A DoE approach uses a controlled set of tests to model the relationships between factors and observed responses to plan experiments and analyse data. Using this method, researchers can make evidence-based decisions with the minimum number of experiments. Once the effective factors have been identified, DoE methods can be employed to optimise the experimental response variables. To determine the relationship between the factors and the response variables, the DoE variables must be selected carefully, including their ranges and the number of experiments run. DoE can be applied in several types of systems and processes, such as during product design and development, for statistical quality control, to assess the systematic randomisation used for experiment planning, for results of model fitting and optimisation to conduct systematic research of a system [23]. DoE studies should be designed using as few experimental runs as possible when constructing predictive models and making a design or technology decision because each experimental run requires costly and time-consuming experimental analysis [24].
The typical approach of a DoE workflow for process optimisation, is illustrated in Figure 2. In general, the process involves nine steps that can be described as follows: (1) identifying the main project problem, by asking what are the main outcomes of the project; (2) structuring a DoE, which involves planning the experiment and outlining the main objectives of the project; (3) determining the factors, levels, and responses to be investigated in the study, identifying the response assumptions, and defining the methods to be used; (4) the experiment is then completed according to the experimental plan and outputs measured; (5) using output data, mathematical models of the studied process are produced, to meet the study objectives; (6) the built model is evaluated by using the response data and demonstrated visually using plots; (7) the measured responses are then used to identify the significant factors; (8) the final stages of the optimization involve conducting additional experiments to verify the model’s optimal responses; and finally, (9) additional testing is conducted where there is missing data or where further data analysis is required with altered ranges of factors and responses [25].
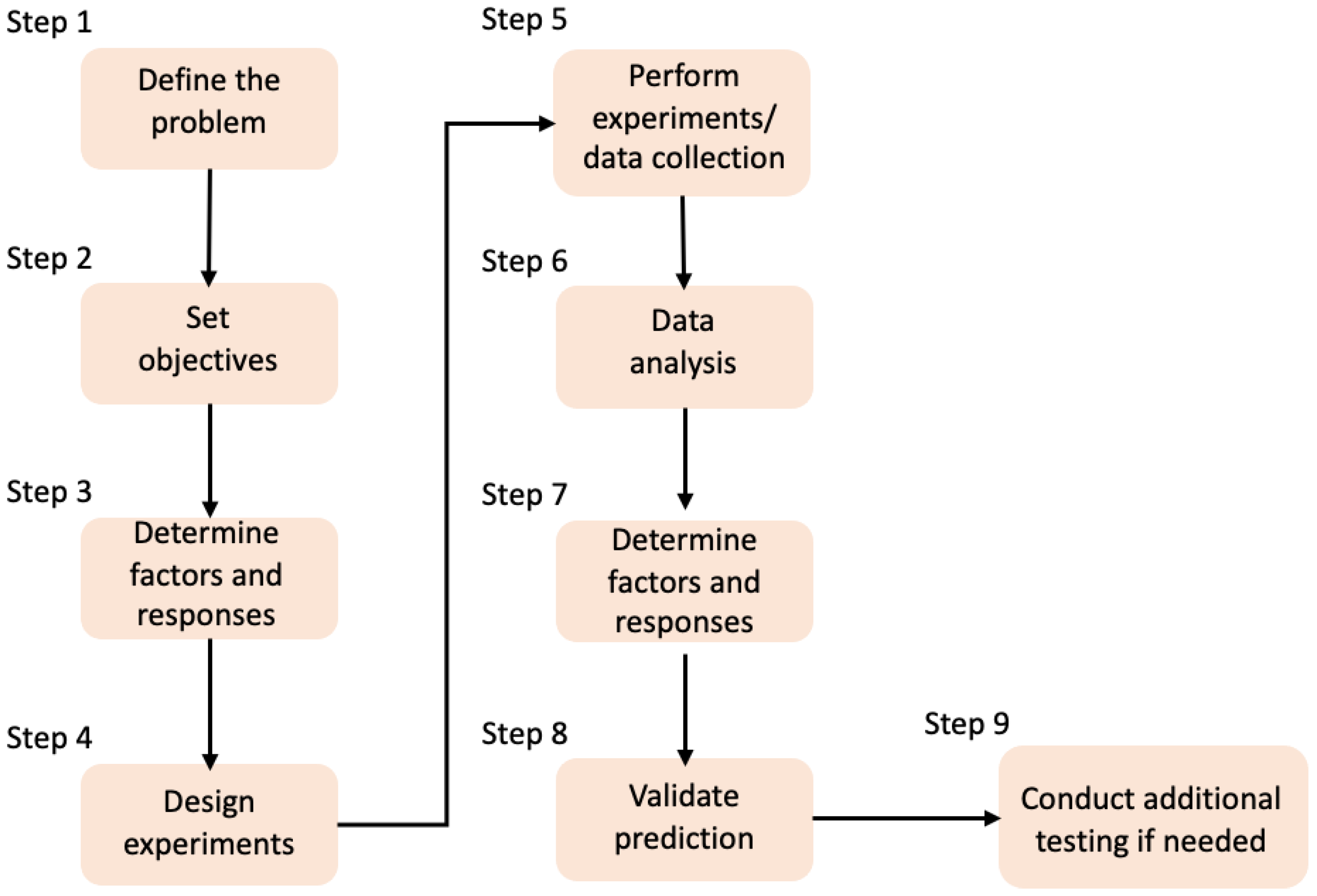
Figure 2. DoE workflow for the process optimisation.
Generally, a DoE approach is applied in a phased way where a screening study is firstly completed. This allows the number of factors to be reduced and the appropriate levels for each factor to be determined before the optimisation. A range of DoE methods has been used for materials sciences and engineering applications, including factorial experiments, Latin squares, Taguchi and response surface methodologies (RSM) [26][27][28]. The following section elaborates on the differences between these methods and how they have been applied to biomaterials and TE applications.
2.1. Factorial Experiments
Factorial experiments consist of two or more factors, each with discrete possible levels. For two-level factorial designs, the input factors are set at two levels, a ‘low’ level and a ‘high’ level, defined as ‘−1’ and ‘+1’, respectively. Full factorial designs contain all possible combinations of low and high levels for all input factors. Therefore, if there are k factors, a full factorial design will consist of 2k experimental runs. This type of design is useful when the number of factors to be explored is low. When there are larger numbers of factors, the design becomes inefficient as a large number of experimental runs are necessary e.g., for a two-level design with four factors (24), 16 runs are required, whereas for seven factors (27), 128 runs are required. In these cases, a fractional factorial design can be employed, whereby a fraction i.e., ½ or ¼, etc., of the runs specified in the full factorial design are carried out. For example, a full factorial design with three factors at two levels, will result in 23 = eight experimental runs, whereas a ½ fraction design, written as 23−1, requires four experimental runs. Fractional factorial designs are only appropriate if the expected interactions between the factors are negligible in comparison to the main effects. The factorial designs are best suited for screening experiments completed to select the main effects within an experiment. Three-level factorial designs examine the factors at three levels, ‘low’, ‘intermediate’ and ‘high’ or ’−1’, ‘0’ and ‘1’ [29].Three-level designs enable quadratic responses to be investigated, however, these quickly become prohibitive in terms of the number of runs required.
2.2. Latin Square
A Latin square design consists of an n × n array filled with n different symbols, resulting in a square table of n2. As shown in Figure 3, a Latin square is a table filled with different Latin letters (A, B, C etc.), that correspond to the treatments. The main rule for the Latin squares is that these symbols can only occur once in each row and column. The number of experimental runs required will equal the number of treatment conditions investigated. Latin square design cells are mainly used to remove two unwanted sources of variability within an experiment. The process involves blocking in two directions. Hence, the rows and columns represent two limitations on randomization. Latin squares are equivalent to specific fractional factorial designs, e.g., a 4 × 4 Latin square design is equivalent to a 43−1 fractional factorial design. A full explanation of the statistical representation of Latin square designs is given by Montgomery et al. [7].
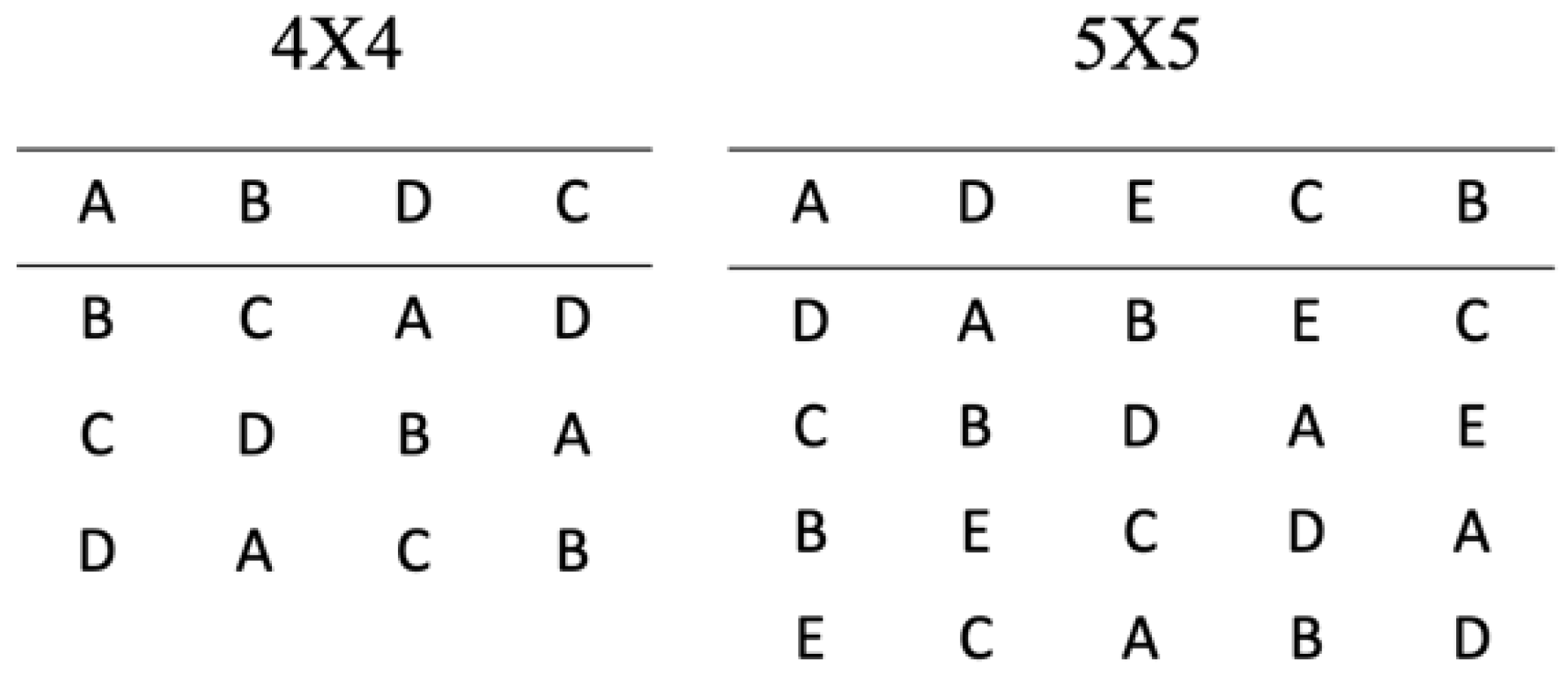
Figure 3. Latin square of each treatment is repeated n times so that it appears once in each row.
2.3. Taguchi Designs
Taguchi designs are types of fractional factorial designs that involve a subset of combinations of multiple factors at multiple levels. The factors are divided into two sets: (1) control factors, which are under control, and (2) noise factors, which vary due to the experimental environment and are not controlled. The noise factors can vary during the experimental environment even though they have no direct control [30]. Taguchi designs involve the optimisation of a process that has several control factors which directly affect the output target or desired value. These variables can be classified into inputs (M), noise factors (Z), design parameters (X) and outputs (Y), as illustrated in the P-diagram in Figure 4 [31]. The Taguchi design employed will depend on the objectives of the experiment, e.g., two-level Taguchi designs can be used for screening, and other methods can be used for a more detailed investigation of a process [32].
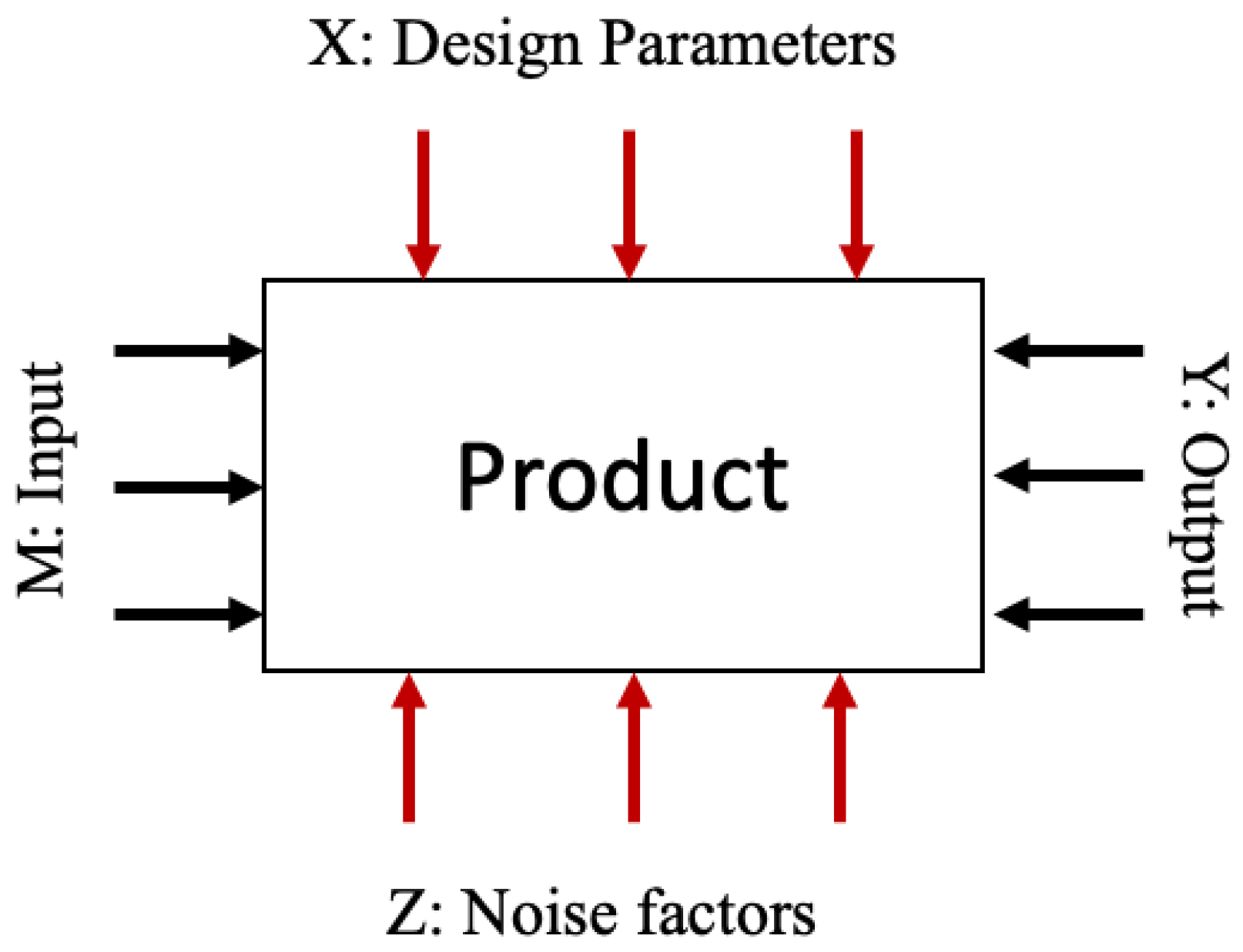
Figure 4. P-diagram. A P-diagram is used to classify the variables associated with the product into input energy, signal or user intent (M), noise factors (Z), design parameters (X) and output/key product characteristics, functions, performance, etc. (Y).
2.4. Response Surface Methodology (RSM)
RSM is a collection of statistical and mathematical methods that can be applied in modelling and analysing problems where several input variables affect the response of interest, and the main objective is to optimise this response [7]. The usual representation of the response surface is illustrated in Figure 5. The following example represents two factors—the composition of tannic acid and collagen concentration that influence the printing pressure (response). The relationship between the pressure and these two factors represents the response surface.
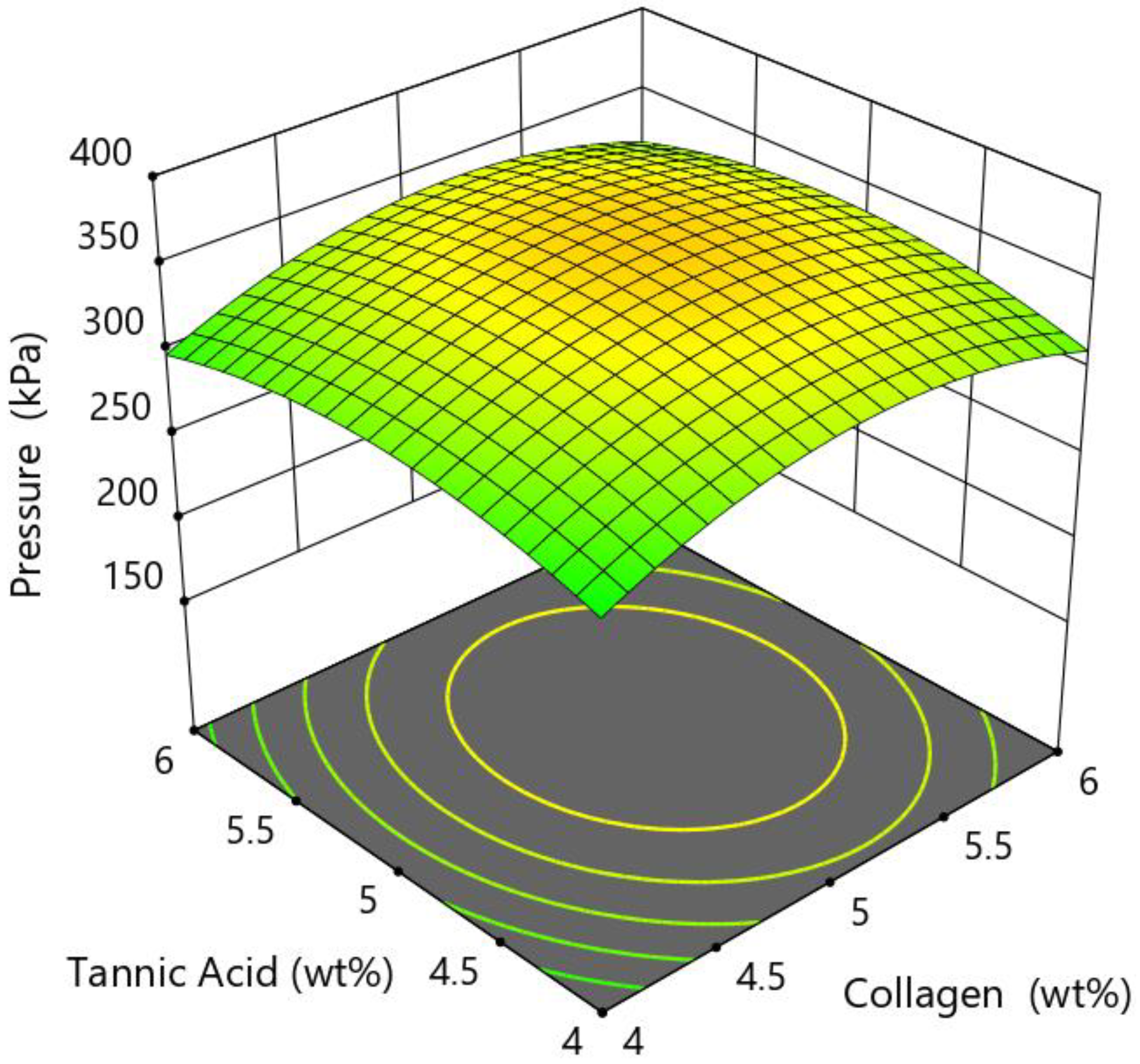
Figure 5. 3D response surface example to optimise the 3D bioprinting pressure.
The two main groups of RSM designs are (1) central composite designs (CCDs) and (2) Box–Behnken designs (BBDs). Both designs provide an understanding of the behaviour of a system (i.e., reveal the connection between factors and responses) and enable its optimisation. CCDs are usually applied after a process of screening has narrowed down the important factors. It contains central and axial points in addition to cube points, which allow the estimation of higher-order effects, based on a curvature of the response [33]. BBDs have fewer experimental runs than CCDs and do not have points at the vertices of the cube (i.e., low and high points). As a result the prediction quality of BBDs, the quality is lower than the standard CCDs, however, they offer advantages for physical experimentation because extreme points are time-consuming and costly to investigate [33]. RSM is primarily aimed at optimising a system and can also be used to assess interactions and higher-order terms (e.g., quadratic or cubic), which is not feasible with other experimental design methods. The choice of the DoE methodological approach depends on the problem that needs to be investigated and the main experimental objectives [34]. The data points required for each DoE method, are summarised in Figure 6. Table 1 summarises different DoE techniques in terms of their methodology and the benefits for each method.
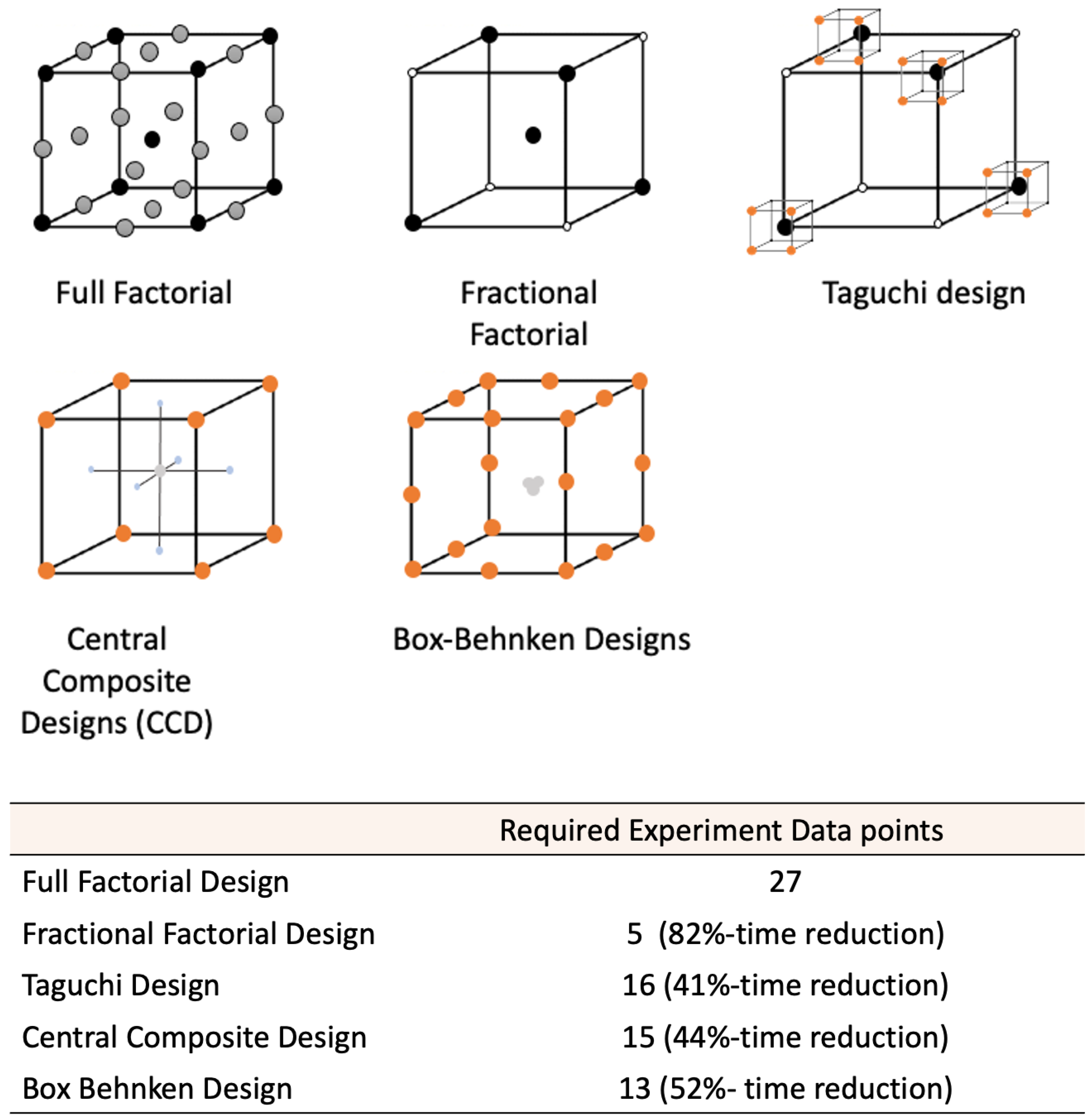
Figure 6. Number of experimental runs required for each design for 3 factors investigated at 3 levels.
2.5. Statistical Tools
In addition to selecting representative runs that successfully sample the domain of research, dedicated procedures for post-processing the experimental results need to be used. These methods yield both qualitative and quantitative data relating to the impact of the many independent variables on the dependent variables. The analysis of variance (ANOVA) method is a mathematical and statistical process for determining whether there are differences between the means of groups within a sample and whether these differences are random or can be related to a particular cause. In DoE, the sample represents a set of experiments completed in accordance with a predetermined plan while groups within a sample are a collection of data connected to a specific factor, level or response. ANOVA breaks down the total variance and allocates it to all the distinct causes by comparing the group means of a sample. As a result, it may be used to quantify the effect of factors and responses on the independent variables [35].
Table 1. Overview of the Design of Experiments (DoE) techniques.
| Techniques | Overview | Methodology | Benefits | Ref |
|---|---|---|---|---|
| Factorial designs | All factors are assessed as all possible combinations of ‘high’ and ‘low’ levels. Fractional factorial designs can be used to reduce the number of experimental runs. | Usually involve two or more factors assessed at two levels. | Useful for determining the main effects in screening experiments; Straight-forward to design; Robust. |
[29] |
| Latin square | Ideally used for experiments in which it is possible to test subjects individually under every treatment. | Number of experimental conditions is required to equal the number of different labels | High control of the variation from the different experimental runs and labels Better efficiency compared to other techniques. |
[34][36] |
| Taguchi designs | Determination of the best combination of inputs to produce a design or a product. | Determines parameter levels. | Identifies the right input; High-quality product; Robust design perspective. |
[30][37] |
| Response Surface Methodology (RSM) | An offline optimisation method, which usually involves studying two factors. However, this technique can be used to study three or more factors. The method is usually employed in optimisation experiments. | RSM merges mathematical and statistical methods with experimental designs, to develop models that relate to the response and control factors. | Represents relationship between the responses and control factors; Allows response values to be predicted using a range of control factors; Provides optimum values for control variables; Uses statistical testing to determine a significant control variable. |
[37][38] |
2.6. Comparison of the DoE Techniques
The DoE techniques described have various advantages and disadvantages and the choice of design will depend on the objectives of the experiment and the number of factors that need to be investigated. Two-level factorial experiments are best suited for the investigation of main effects or as screening designs. Latin square and Taguchi designs are also best suited for screening experiments. Taguchi designs are often utilised for very large screening experiments. Three-level factorial designs and RSM techniques are more suited for studying interactions between factors, for process optimisation, troubleshooting process problems and the assessment of the overall robustness of a process. Generally, it is recommended to complete a screening design to determine the main effects before optimisation to reduce the numbers of factors required and to ensure the suitability of the levels selected for each factor. In the selection of the most suitable RSM technique, it is useful to consider the number of experimental runs required for each design. Considering an experimental design, consisting of three factors at three levels, a full factorial design will require 27 experimental runs, a BBD will require 13 experimental runs and a CCD will require 15 experimental runs. Although the CCD approach requires a greater number of experimental runs, it has advantages in that it can include up to five levels per factor and they allow for the inclusion of runs where all factors are at their extreme settings, e.g., all at the high settings.
2.7. Application of DoE Methods in Biomaterials and TE Research
There have been many studies applying DoE methods in biomaterials and TE research which include the optimisation scaffold fabrication methods [34][39][40][41][42][43], hydrogels [44], bioactive extraction methods [45], electrospun materials [46], 3D bioprinting. In particular, 3D bioprinting [47], an emerging tissue-engineered construct fabrication technique in TE, has been the focus of a number of studies [48][49][50]. This fabrication technique involves the layer-by-layer deposition of bioinks to produce complex structures designed to generate functional tissue or organs [51][52][53][54]. The process can be divided into three steps: (1) pre-printing, which includes the bioink formulation and pre-processing, (2) printing, where the in-situ printing parameters need to be optimised and corrected, and (3) post-printing, involving the optimisation of the culture conditions to achieve a functional tissue/organ.
DoE has been employed to explore the influence of the bioink properties, printing parameters and scaffold design on the properties of the resultant construct [48][49][50]. For instance, Trachtenberg et al. applied a full-factorial design to investigate the influence of poly (propylene fumarate) (PPF) concentration, printing pressure, printing speed and fibre spacing on the bioink viscosity, fibre diameter and pore size of 3D printed scaffolds [50]. The study generated linear models relating the PPF concentration to the shear-thinning behaviour of the bioink, and fibre-spacing and the pressure to the pore size and fibre diameter. Overall, the work provided statistical models with the potential for evaluating the 3D printing compatibility of novel biomaterials and for optimizing the extrusion of these materials for fabricating 3D scaffolds with predictable architectures.
Bhargav et al. optimised the surface morphology and structure of 3D printed scaffolds using a Taguchi design [48]. This study optimised the scaffold surface morphology by altering the following morphological parameters: (1) pore size, (2) fibre diameter, (3) fibre orientation and (4) the number of layers [48]. A Taguchi design was used to understand the relationship between these input parameters and their effect on the mechanical and morphological properties of the resultant construct. These structural parameters play a key role in cell attachment to the construct. The construct was designed as a square mesh. The adoption of a Taguchi design reduced the number of experiments required by evaluating each parameter, using an orthogonal array, where four factors (i.e., pore size, fibre diameter, fibre orientation and number of layers) were evaluated at three levels. The results showed the effect of the four factors on the mechanical properties of the construct [48].
RSM has also been applied for the optimisation of tissue-engineered constructs. Shizard et al. investigated the relationship between the architecture and mechanical performance of the constructs fabricated using 3D printing, using the RSM technique [49]. The study showed the influence of the pore size, architecture and porosity, on the mechanical properties of both uniform and gradient constructs designed for the TE applications relating to hard tissue repair. Specifically, the study aimed to simultaneously optimise the physical, mechanical and biological properties of the construct using the CCD method. The study investigated two factors, based on the geometric parameters of the scaffold, i.e., (1) strut length and (2) strut radius. The porosity and Young’s modulus of the construct was determined using the experimental methods and finite element analysis (FEA) modelling. FEA is a widely used computational approach for the analysis of stress distribution within complex geometries and the optimisation of the mechanical properties of a designed element [55]. The use of simulation models, such as the FEA, can be expensive and time-consuming, and requires expensive software and significant processing power, therefore, their utility is limited. Applying DoE methods to simulations allows for the creation of surrogate models that have a sufficient predictive performance and can be utilised to explore the broad domains in a quick and straightforward manner [56][57].
BBD has also been applied for the investigation of other TE fabrication techniques. A recent study by Dehghan et al. demonstrated the use of a BBD to determine the mathematical relationship between the input factors and the responses to optimise the constructs fabricated using the electrospinning technique [58]. The study demonstrated the effect of varying the concentration of the three different constituents within a polycaprolactone/gelatine/polydimethylsiloxane (PCL/GEL/PDMS) composite biomaterial with respect to the strength, elongation, biodegradability and toxicity of the resultant electrospun constructs. The study assessed PCL and GEL within the range of 0–100 wt.% and PDMS in the range of 1–30 wt.%. The results from the RSM described the optimal polymer ratio to achieve the optimal mechanical properties, biodegradability and biocompatibility. The study also determined the relationship between the responses, e.g., it showed that the elongation under the mechanical loading and the biocompatibility demonstrated a quadratic relationship [58].
Overall, these studies demonstrate the successful use of Taguchi designs and CCD for tissue-engineered construct design and BBD for biomaterial optimisation. While a direct comparison of the DoE methodologies has not been completed in the context of biomaterials and TE development, Jankovic et al. compared different DoE methods applied to the thermal behaviour of a double skin facade to determine the approach that enabled the best characterisation of the process with the fewest experimental runs [57]. This study demonstrated that the RSM CCD showed the best performance, however, the most efficient design that best balanced the number of experimental runs and accuracy was a Taguchi L18 array 2L + 3L × 2F. They report that the extent of the nonlinearity in the process influences the optimal design. If the higher-order terms are significant, some of the RSM designs are advisable. Whereas, if only the main effects and interactions influence the response quantity, then a Taguchi design of a lower resolution is sufficient. Jankovic et al. also highlighted that during the selection of the optimal design, the physical limitations of the experiment, such as time and material resources and the ability to perform experiments under extreme conditions must be carefully considered and the selected design should secure a comprehensive picture of interactions, using as few resources as possible during the physical experiment. Large data sets and certain types of data cause significant challenges for the DoE methodologies. Correlational or ML methods are better suited for the analysis of big data sets [24].
References
- Liu, D.; Santos, H.Z.H.A. Droplet-based microfluidics for cell encapsulation and delivery. In Micro-fluidics for Pharmaceutical Applications; William Andrew: Hangzhou, China, 2019; pp. 307–335.
- Mark, A.A.; Furth, E. Principles of Tissue Engineering, 5th ed.; Elsevier Science Publishing Co Inc.: San Diego, CA, USA, 2014.
- Ghaemi, R.V.; Siang, L.C.; Yadav, V.G. Improving the Rate of Translation of Tissue Engineering Products. Adv. Healthc. Mater. 2019, 8, 1–9.
- Saunders, L.; Ma, P.X. Self-Healing Supramolecular Hydrogels for Tissue Engineering Applications. Macromol. Biosci. 2018, 19, e1800313.
- Goldfracht, I.; Efraim, Y.; Shinnawi, R.; Kovalev, E.; Huber, I.; Gepstein, A.; Arbel, G.; Shaheen, N.; Tiburcy, M.; Zimmermann, W.H.; et al. Engineered heart tissue models from hiPSC-derived cardiomyocytes and cardiac ECM for disease modeling and drug testing applications. Acta Biomater. 2019, 92, 145–159.
- Heo, D.N.; Hospodiuk, M.; Ozbolat, I.T. Synergistic interplay between human MSCs and HUVECs in 3D spheroids laden in collagen/fibrin hydrogels for bone tissue engineering. Acta Biomater. 2019, 95, 348–356.
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2013.
- Zhang, S.; Vijayavenkataraman, S.; Lu, W.F.; Fuh, J.Y.H. A review on the use of computational methods to characterize, design, and optimize tissue engineering scaffolds, with a potential in 3D printing fabrication. J. Biomed. Mater. Res.-Part B Appl. Biomater. 2019, 107, 1329–1351.
- Kim, J.; McKee, J.A.; Fontenot, J.J.; Jung, J.P. Engineering Tissue Fabrication With Machine Intelligence: Generating a Blueprint for Regeneration. Front. Bioeng. Biotechnol. 2020, 7, 443.
- Hakimi, O.; Krallinger, M.; Ginebra, M.-P. Time to kick-start text mining for biomaterials. Nat. Rev. Mater. 2020, 5, 553–556.
- Sharpe, C.; Wiest, T.; Wang, P.; Seepersad, C.C. A Comparative Evaluation of Supervised Machine Learning Classification Techniques for Engineering Design Applications. J. Mech. Des. 2019, 141, 1–38.
- Ng, W.L.; Chan, A.; Ong, Y.S.; Chua, C.K. Deep learning for fabrication and maturation of 3D bioprinted tissues and organs. Virtual Phys. Prototyp. 2020, 15, 340–358.
- Yu, C.; Jiang, J. A perspective on using machine learning in 3D bioprinting. Int. J. Bioprinting 2020, 6, 4–11.
- Ruberu, K.; Senadeera, M.; Rana, S.; Gupta, S.; Chung, J.; Yue, Z.; Venkatesh, S.; Wallace, G. Coupling machine learning with 3D bioprinting to fast track optimisation of extrusion printing. Appl. Mater. Today 2021, 22, 100914.
- Bone, J.M.; Childs, C.M.; Menon, A.; Póczos, B.; Feinberg, A.W.; LeDuc, P.R.; Washburn, N.R. Hierarchical Machine Learning for High-Fidelity 3D Printed Biopolymers. ACS Biomater. Sci. Eng. 2020, 6, 7021–7031.
- Lee, J.; Oh, S.J.; An, S.H.; Kim, W.-D.; Kim, S.-H. Machine learning-based design strategy for 3D printable bioink: Elastic modulus and yield stress determine printability. Biofabrication 2020, 12, 035018.
- Cao, B.; Adutwum, L.A.; Oliynyk, A.O.; Luber, E.J.; Olsen, B.C.; Mar, A.; Buriak, J.M. How To Optimize Materials and Devices via Design of Experiments and Machine Learning: Demonstration Using Organic Photovoltaics. ACS Nano 2018, 12, 7434–7444.
- Entekhabi, E.; Nazarpak, M.H.; Sedighi, M.; Kazemzadeh, A. Predicting degradation rate of genipin cross-linked gelatin scaffolds with machine learning. Mater. Sci. Eng. C 2020, 107, 110362.
- Koeppe, A.; Padilla, C.A.H.; Voshage, M.; Schleifenbaum, J.H.; Markert, B. Efficient numerical modeling of 3D-printed lattice-cell structures using neural networks. Manuf. Lett. 2018, 15, 147–150.
- Kareem, M.M.; Tanner, K.E. Optimising micro-hydroxyapatite reinforced poly(lactide acid) electrospun scaffolds for bone tissue engineering. J. Mater. Sci. Mater. Med. 2020, 31, 1–13.
- Li, F.; Han, J.; Cao, T.; Lam, W.; Fan, B.; Tang, W.; Chen, S.; Fok, K.L.; Li, L. Design of self-assembly dipeptide hydrogels and machine learning via their chemical features. Proc. Natl. Acad. Sci. USA 2019, 116, 11259–11264.
- Robles-Bykbaev, Y.; Naya, S.; Díaz-Prado, S.; Calle-López, D.; Robles-Bykbaev, V.; Garzón, L.; Sanjurjo-Rodríguez, C.; Tarrío-Saavedra, J. An artificial-vision- And statistical-learning-based method for studying the bio-degradation of type I collagen scaffolds in bone regeneration systems. PeerJ 2019, 7, 1–39.
- Durakovic, B. Design of experiments application, concepts, examples: State of the art. Period. Eng. Nat. Sci. 2017, 5, 421–439.
- Pietraszek, J.; Radek, N.; Goroshko, A.V. Challenges for the DOE methodology related to the introduction of Industry 4.0. Prod. Eng. Arch. 2020, 26, 190–194.
- Horaningoga, A.U.; Kinsella, G.K.; Henehan, G.T.; Ryan, B.J. The goldilocks approach: A review of employing design of experiments in prokaryotic recombinant protein production. Bioengineering 2018, 5, 1–27.
- Sukthomya, W.; Tannock, J. The optimisation of neural network parameters using Taguchi’s design of ex-periments approach: An application in manufacturing process modelling. Neural Comput. Appl. 2005, 14, 337–344.
- Sarvin, B.; Fedorova, E.; Shpigun, O.; Titova, M.; Nikitin, M.; Kochkin, D.; Rodin, I.; Stavrianidi, A. LC-MS determination of steroidal glycosides from Dioscorea deltoidea Wall cell suspension culture: Optimization of pre-LC-MS procedure parameters by Latin Square design. J. Chromatogr. B 2018, 1080, 64–70.
- Vaut, L.; Juszczyk, J.J.; Kamguyan, K.; Jensen, K.E.; Tosello, G.; Boisen, A. 3D Printing of Reservoir Devices for Oral Drug Delivery: From Concept to Functionality through Design Improvement for Enhanced Mucoadhesion. ACS Biomater. Sci. Eng. 2020, 6, 2478–2486.
- National Institute of Standards and Technology. NIST/SEMATECH e-Handbook of Statistical Methods. 2012. Available online: http://www.itl.nist.gov/div898/handbook/ (accessed on 12 September 2022).
- Ng, E.Y.K.; Ng, W.K. Parametric study of the biopotential equation for breast tumour identification us-ing ANOVA and Taguchi method. Med. Biol. Eng. Comput. 2006, 44, 131–149.
- Enoch, O.F.; Shuaib, A.A.; Bin Hasbullah, A.H. Applying P-Diagram in Product Development Process: An Approach towards Design for Six Sigma. Appl. Mech. Mater. 2015, 789, 1187–1191.
- Shen, X.; Zhang, G.; Bjerg, B. Assessments of experimental designs in response surface modelling process: Estimating ventilation rate in naturally ventilated livestock buildings. Energy Build. 2013, 62, 570–580.
- Karimifard, S.; Moghaddam, M.R.A. Application of response surface methodology in physicochemical removal of dyes from wastewater: A critical review. Sci. Total Environ. 2018, 640, 772–797.
- Scaffaro, R.; Sutera, F.; Lopresti, F. Using Taguchi method for the optimization of processing variables to prepare porous scaffolds by combined melt mixing/particulate leaching. Mater. Des. 2017, 131, 334–342.
- Hoefsloot, H.C.J.; Vis, D.J.; Westerhuis, J.A.; Smilde, A.K.; Jansen, J.J. Multiset Data Analysis: ANOVA Simultaneous Component Analysis and Related Methods. Compr. Chemom. 2009, 2, 453–472.
- Yu, F.; Qiu, F.; Meza, J. Design and Statistical Analysis of Mass-Spectrometry-Based Quantitative Proteomics Data. In Proteomic Profiling and Analytical Chemistry: The Crossroads, 2nd ed.; Ciborowski, P., Silberring, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 211–237.
- Davis, R.; John, P. Application of Taguchi-Based Design of Experiments for Industrial Chemical Processes. In Statistical Approaches with Emphasis on Design of Experiments Applied to Chemical Processes; Silva, V., Ed.; InTech: Rijeka, Croatia, 2018; pp. 137–156.
- Huerta-Ochoa, S.; Castillo-Araiza, C.O.; Guerrero, A.R.; Prado-Barragán, A. Whole-Cell Bioconversion of Citrus Flavonoids to Enhance Their Biological Properties. Stud. Nat. Prod. Chem. 2019, 61, 335–367.
- Garakani, S.S.; Khanmohammadi, M.; Atoufi, Z.; Kamrava, S.K.; Setayeshmehr, M.; Alizadeh, R.; Faghihi, F.; Bagher, Z.; Davachi, S.M.; Abbaspourrad, A. Fabrication of chitosan/agarose scaffolds containing extracellular matrix for tissue engineering applications. Int. J. Biol. Macromol. 2019, 143, 533–545.
- Tan, L.; Gong, M.; Zheng, F.; Zhang, B.; Yang, K. Study on compression behavior of porous magnesium used as bone tissue engineering scaffolds. Biomed. Mater. 2009, 4, 015016.
- Levingstone, T.J.; Barron, N.; Ardhaoui, M.; Benyounis, K.; Looney, L.; Stokes, J. Application of response surface methodology in the design of functionally graded plasma sprayed hydroxyapatite coatings. Surf. Coatings Technol. 2017, 313, 307–318.
- Levingstone, T.J.; Ardhaoui, M.; Benyounis, K.; Looney, L.; Stokes, J.T. Plasma sprayed hydroxyapatite coatings: Understanding process relationships using design of experiment analysis. Surf. Coatings Technol. 2015, 283, 29–36.
- Kehoe, S.; Ardhaoui, M.; Stokes, J. Design of experiments study of hydroxyapatite synthesis for orthopae-dic application using fractional factorial design. J. Mater. Eng. Perform. 2011, 20, 1423–1437.
- Lam, J.; Carmichael, S.T.; Lowry, W.E.; Segura, T. Hydrogel design of experiments methodology to optimize hydrogel for iPSC-NPC culture. Adv. Healthc. Mater. 2015, 4, 534–539.
- Blanco, M.; Vázquez, J.A.; Pérez-Martín, R.I.; Sotelo, C.G. Collagen extraction optimization from the skin of the small-spotted catshark (S. Canicula) by response surface methodology. Mar. Drugs 2019, 17, 40.
- Ruiter, F.A.A.; Alexander, C.; Rose, F.R.A.J.; Segal, J.I. A design of experiments approach to identify the influencing parameters that determine poly-D,L-lactic acid (PDLLA) electrospun scaffold morphologies. Biomed. Mater. 2017, 12, 5.
- Marchiori, G.; Berni, M.; Boi, M.; Petretta, M.; Grigolo, B.; Bellucci, D.; Cannillo, V.; Garavelli, C.; Bianchi, M. Design of a novel procedure for the optimization of the mechanical performances of 3D printed scaffolds for bone tissue engineering combining CAD, Taguchi method and FEA. Med Eng. Phys. 2019, 69, 92–99.
- Bhargav, A.; Rosa, V.; Feng, L.W.; Fuh, J.Y.H. Optimization of Surface Scaffold Morphology and Structure Using Taguchi’s Design of Experiments. Front. Biomed. Devices 2018, 18, 6813.
- Shirzad, M.; Zolfagharian, A.; Matbouei, A.; Bodaghi, M. Design, evaluation, and optimization of 3D printed truss scaffolds for bone tissue engineering. J. Mech. Behav. Biomed. Mater. 2021, 120, 104594.
- Trachtenberg, J.E.; Placone, J.K.; Smith, B.T.; Piard, C.M.; Santoro, M.; Scott, D.W.; Fisher, J.P.; Mikos, A.G. Extrusion-Based 3D Printing of Poly(propylene fumarate) in a Full-Factorial Design. ACS Biomater. Sci. Eng. 2016, 2, 1771–1780.
- Zheng, Z.; Eglin, D.; Alini, M.; Richards, G.R.; Qin, L.; Lai, Y. Visible Light-Induced 3D Bioprinting Tech-nologies and Corresponding Bioink Materials for Tissue Engineering: A Review. Engineering 2021, 7, 966–978.
- Lee, A.; Hudson, A.R.; Shiwarski, D.J.; Tashman, J.W.; Hinton, T.J.; Yerneni, S.; Bliley, J.M.; Campbell, P.G.; Feinberg, A.W. 3D bioprinting of collagen to rebuild components of the human heart. Science 2019, 365, 482–487.
- Gopinathan, J.; Noh, I. Recent trends in bioinks for 3D printing. Biomater. Res. 2018, 22, 11.
- McGivern, S.; Boutouil, H.; Al-Kharusi, G.; Little, S.; Dunne, N.J.; Levingstone, T.J. Translational Applica-tion of 3D Bioprinting for Cartilage Tissue Engineering. Bioengineering 2021, 8, 144.
- Bi, Z. Applications—Solid Mechanics Problems. In Finite Element Analysis Applications; Elsevier Inc.: Bloomington, IA, USA, 2018; pp. 281–339.
- Williams, B.A.; Cremaschi, S. Surrogate Model Selection for Design Space Approximation And Surrogate-based Optimization; Elsevier Masson SAS: Amsterdam, The Netherlands, 2019; Volume 47.
- Jankovic, A.; Chaudhary, G.; Goia, F. Designing the design of experiments (DOE) – An investigation on the influence of different factorial designs on the characterization of complex systems. Energy Build. 2021, 250, 111298.
- Dehghan, M.; Mehrizi, M.K.; Nikukar, H. Modeling and optimizing a polycaprolac-tone/gelatin/polydimethylsiloxane nanofiber scaffold for tissue engineering: Using response surface methodology. J. Text. Inst. 2021, 112, 482–493.
More
Information
Subjects:
Materials Science, Biomaterials; Computer Science, Artificial Intelligence; Computer Science, Interdisciplinary Applications
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
2.1K
Revisions:
2 times
(View History)
Update Date:
18 Jan 2023
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No