Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Guan Seng Tay | -- | 4617 | 2022-09-19 08:53:05 | | | |
| 2 | Camila Xu | -2 word(s) | 4615 | 2022-09-19 09:46:53 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Boey, J.Y.; Lee, C.K.; Tay, G.S. Mechanical Properties of Reinforced Bioplastics. Encyclopedia. Available online: https://encyclopedia.pub/entry/27288 (accessed on 07 August 2026).
Boey JY, Lee CK, Tay GS. Mechanical Properties of Reinforced Bioplastics. Encyclopedia. Available at: https://encyclopedia.pub/entry/27288. Accessed August 07, 2026.
Boey, Jet Yin, Chee Keong Lee, Guan Seng Tay. "Mechanical Properties of Reinforced Bioplastics" Encyclopedia, https://encyclopedia.pub/entry/27288 (accessed August 07, 2026).
Boey, J.Y., Lee, C.K., & Tay, G.S. (2022, September 19). Mechanical Properties of Reinforced Bioplastics. In Encyclopedia. https://encyclopedia.pub/entry/27288
Boey, Jet Yin, et al. "Mechanical Properties of Reinforced Bioplastics." Encyclopedia. Web. 19 September, 2022.
Copy Citation
Bioplastics are a type of plastic material that is bio-based, biodegradable, or both, depending on the source from which they were created.
mechanical properties
physical treatment
chemical treatment
1. Introduction of Bioplastics
Plastics represent a broad category of polymer composites that constitute polymers as a building block. Polymeric materials can be divided into either thermoplastic (which softens when heated and stiffens again when cooled) or thermosetting polymers (which do not soften when they have been moulded). Most thermoplastic and thermosetting materials in present industrial use are petroleum-derived and non-renewable, posing a limitation to the polymer industry [1][2]. As a result, plastic waste has been primarily portrayed as a plastic composition issue rather than a global overproduction problem. Thankfully, plastics can be more sustainable through the convergence of technology improvements and consumer preferences, making them more achievable than ever. Bioplastic is the foundation of the principle of sustainable development, from exploiting more renewable content and recycling materials, to lowering manufacturing energy and returning material to nature at the end of its life. They reduce the pollutants induced by petroleum-derived plastics that remain solid for centuries, signalling a new era of packing technology and industry. The demand for bioplastics has gone through the roof in both industry and research. This is because people are worried about pollution in the environment more than ever, and local and international groups are passing stricter laws to protect the environment.
Bioplastics are a type of plastic material that is bio-based, biodegradable, or both, depending on the source from which they were created. To put it another way, the term bioplastic also refers to petroleum-based plastics that are biodegradable. It can be any combination of bio-based (partially, completely, or non-biobased), biodegradable, or compostable, provided that it is not both non-bio-based and non-biodegradable. “Bio-based” is termed as products created from biological material derived from biomass such as plants, bacteria, algae, etc. [1][3]. For instance, in conventional plastics (i.e., petroleum-derived and non-biodegradable), the traditional petrochemical resin is replaced by biopolymers extracted from animals or plants, while synthetic glass or carbon fibres are substituted by natural fibres like jute, bamboo, flax, and hemp [4][5][6][7]. The word “biodegradability” refers to a broad range of enzymatic and/or chemical reactions mediated by bacteria or biological organisms, the efficiencies of which are governed by the conditions in which these polymers biodegrade [8]. Microorganisms, industrial or home composting as an end-of-life option, as well as anaerobic digestion, may also decompose bioplastics, encouraging a more sustainable circular economy [9]. The substitution of petroleum-based feedstock with renewable feedstock provides an extra benefit as it relies less on fossil fuel as the carbon source. Nevertheless, it does not imply that the need for fossil fuels is eliminated. With this, the amount of greenhouse gas emissions associated with bioplastic production is reduced. Because the carbon dioxide (CO2) taken from the air during photosynthesis compensates for the CO2 released during biodegradation, it can be carbon neutral or even carbon negative [10][11].
With emerging innovation, it is now possible to design more sustainable plastics with distinct physical and aesthetic properties to compete with conventional plastics like polystyrene (PS), polypropylene (PP), and polyethylene terephthalate (PET). New bio-based materials have the increasingly popular ability to minimise environmental concerns while addressing the existing polymer and composite demand [1]. Bioplastic can be tailored to behave similarly to traditional plastics in the manufacturing phase but also excel from a performance standpoint. Currently, bioplastics account for only a relatively low proportion of global plastics production [10]. The cost of bioplastics is the main concern for the future extent of implementation as commercial manufacturing processes are expensive [8].
2. Types of Bioplastics and Process of Moulding Different Types of Bioplastics
Bioplastics, unlike conventional plastics, are mostly derived from renewable raw materials, including vegetable fats, oils, whey, starch, cellulose, and chitosan [1][3][10]. They are classified into two groups based on their backbone chemical composition: bio-based plastics and biodegradable plastics.
Bio-based plastics can be either biodegradable or non-biodegradable. Aliphatic polyesters like poly(lactic acid) (PLA), polyhydroxyalkanoates (PHA), starch, and cellulose are examples of both bio-based and biodegradable plastics. PLA is a thermoplastic biodegradable polyester that is produced through the polymerisation of bio-derived monomers, such as corn, potato, sugarcane, etc. It is recognised as one of the most popular “green” polymers in the polymer market, extensively used in food packaging applications and the biomedical sector [12]. In addition, PHA is an aliphatic bioplastic synthesised naturally by bacteria through the fermentation of lipids and sugar [13]. Besides utilising natural resources such as glucose, starch, and edible oils as the substrate for PHA production, several academics have investigated the potential of employing industrial, agricultural, and food waste, along with wastewater [14][15][16][17]. Starch is a biodegradable polysaccharide polymer that is widely used in food packaging applications owing to its abundance, low material cost, and food safety [18]. To be treated as a deformable thermoplastic polymer, a plasticiser (urea, glycerol, or sorbitol) with the addition of water to produce thermoplastic starch (TPS) under elevated temperature. TPS can then be extruded to make foam and solid moulded objects [19]. Cellulose, a polysaccharide composed of β-D-glucose subunits, is another biodegradable polymer [11].
As previously mentioned, the fact that they are bio-based does not imply that they are inherently biodegradable; that is, they contain renewable or fossil-fuel-based carbon [1]. For example, bio-polyethylene terephthalate (bio-PET), polyethylene-2,5-furandicarboxylate (PEF), and bio-polyethylene (bio-PE) are chemically identical to fossil-based PET and polyethylene (PE) [20]. This plastic type accounts for more than 42% of global bioplastic production capacities [3]. Polyamides (PA) represent another example of non-biodegradable bioplastics with high mechanical strength used in medical implants [21]. Over the years, attention has turned to PEF, a new polymer expected to hit the global market by 2023. PEF is like PET, but it is made entirely of bio-based materials and has better barrier properties, making it a great choice for bottles of drinks [10].
Aside from that, there are hydrocarbon thermoplastics that can be produced from renewable resources to replace a portion of the monomer, one of which is poly(1-butene) (PB). Cui et al. [22] synthesised isotactic poly(1-butene) (iPB) from eugenol, which is a phenol compound that can be extracted from different types of plant oil, such as clove oil, laurel oil, and camphor oil. The monomer of 1-butene and eugenol were copolymerized in the presence of Ziegler-Natta as a catalyst. The results indicated that the introduction of eugenol in the synthesis of poly(1-butene) has improved the thermal stability of the product and prevented the thermo-oxidative reaction of the polymer chain.
To specify whether the material is biodegradable or compostable, specific standards and protocols are required, which are standardised by the International Organization for Standardization (ISO), the American Society for Testing and Materials (ASTM International), government institutions, and other associations [1][23]. Their biodegradability is primarily determined by their physical and chemical structures but also by the environmental conditions in which they are placed [10][23]. Biodegradable polymers are typically derived from biological sources, but they can also be derived from petroleum resources. Biodegradable but non-biologically derived polymers include poly(butylene adipate-co-terephthalate) (PBAT), polycaprolactone (PCL), polyvinyl alcohol (PVA), and polybutylene succinate (PBS) [12].
There are different approaches for producing green composites, including injection moulding (IM), compression moulding (CM), extrusion, calendaring, thermoforming, and resin transfer moulding (RTM) [24][25][26]. Broadly, the selection of the processing techniques is a trade-off between the processing time, production cost, and final product design, shape, and size. The technique chosen affects the fibre dispersion, orientation, and aspect ratio, hence defining the mechanical properties [7][27]. Additionally, the processing conditions, such as temperature, pressure, and speed, vary from one technique to another. Factors, such as fibre length, content, type, and moisture content, can also affect the manufacturing process. For instance, there is a possibility that fibre would be thermally degraded if the temperature used is too high; therefore, it is preferable for those matrices that have melting points lower than the degradation temperature [26]. In view of this, it is essential to use the right methods and parameters to get the best results when making composites.
Injection moulding is a closed moulding process, which involves injecting a material into a mould under elevated temperatures and pressure. This technique is suitable for fabricating metal, glass, thermoplastic or thermosetting materials into assorted sizes and shapes of plastic products within a short time with high precision [21][28][29]. This process necessitates the use of an IM machine (equipped with a hopper, plunger, a heating unit, and a clamping system), raw plastic material, and a mould or die. The cycle starts with the injection stage, followed by the holding and plasticising stages, and finally the ejection of the moulded component. During the injection stage, the injection moulding compound (IMC) is introduced into the injection chamber via the feed hopper. After that, IMC will be conveyed by a screw-type plunger into a heated barrel, which transforms it into liquid form. It is then mechanically transferred into the closed mould cavity to cool and acquire the desired shape. During the holding and plasticising stages, the mould is kept at a constant temperature and pressure so that the melt can solidify rapidly after it is filled. Once the compound is hardened, the mould plates will open and eject the finished part via ejector pins. A new cycle can be started at this stage [28][29][30]. Regrettably, the significant expense of producing the mould is frequently a hurdle to IM technology. This method works best for the large-scale mass production of identical products [31].
Compression moulding is a traditional manufacturing technique that involves pressing thermoset and thermoplastic materials in the form of granules, sheets, or prepregs between two matched metal dies with huge presses [30]. The short cycle time and high production rate of CM make it ideal for applications in the automobile industry [7][27]. The common intermediate materials are sheet moulding compound (SMC), bulk moulding compound (BMC) prepregs, and glass mat thermoplastics (GMT). SMC and BMC are applicable to thermoset matrices, whereas GMT is normally used for thermoplastic matrices. CM can also be divided into two types, namely cold and hot CM. In cold CM, only pressure is applied, as it requires only room temperature for the curing process, whereas both heat and pressure are necessary for the latter [32]. The mould is preheated before transferring the heat to the composite and starting the curing process. Plastic materials are placed in between two preheated moulds, which are then pressed against each other and take the shape of the mould cavity with great dimensional accuracy. The process is carried out at a high temperature and pressure, depending on the requirements of the composite, for a set period until the moulding material is shaped [29][33]. It is also critical to keep the pressing time under control. Otherwise, there is a risk of cracking, scorching, or warping [28]. The advantages of the CM include a short cycle time and the potential to mould large, complex parts in a variety of forms and sizes. It helps to reduce waste material, which gives it a significant benefit when working with high-cost materials. In addition, it is one of the least expensive moulding techniques when compared to other production processes such as IM and RTM [31].
In extrusion, a thermoplastic resin is heated and plasticised through the action of the barrel of the extruder and the rotating screws. It is then extruded and driven out of the chamber via a die to form different cross-section products. This method has been adapted to fabricate short-fibre composites and may be utilised to make an IM precursor [30]. There are two types of extruder machines: single-screw and twin-screw. The former provides consistent mixing and distribution depending on the material’s viscosity, whereas the latter is mostly preferred with short fibres to achieve more intense mixing [34]. A twin-screw system is applicable in the field of compounding and polymer blending, which gives better mechanical performance than a single-screw extruder [26]. Thermoforming is a unique method of transforming thermoplastic plastic sheets into functional plastic products. The sheet material is clamped and heated until it softens. Under the action of an external force (vacuum or air pressure), the softened sheet is forced against the shape of the mould. After cooling and shaping, the product is finished. Food packaging is the most prevalent use for thermoformed containers, trays, cups, and jars [11][35].
3. Mechanical Properties of Different Types of Bioplastics
There are various mechanical assessments performed to comprehend the composite with indicators including tensile, flexural, impact, and hardness tests. The research of mechanical characterisations from different tests reveals the mechanical behaviour of a polymer composite and provides information on the composite’s suitability for its intended purpose [7][36]. The design criteria and specific application of the composite may be accessed by comparing multiple properties [37].
3.1. Tensile Properties
Tensile testing is among the most basic and intensively studied mechanical testing methods for polymeric materials, owing to its simplicity of testing and ease of interpretation of the results. It is often termed “tension testing” and is used to evaluate the stress-strain behaviour under tension [7]. During tensile testing, a tensile force (pulling force) is exerted on the material, and the specimens’ response to the applied force (stress) is quantified. The samples are subjected to controlled tension until failure occurs. A stress-strain curve can be developed through this test to obtain the tensile strength, modulus of elasticity (Young’s modulus), and elongation at break of the samples assessed [38]. The tensile strength indicates the highest stress that the specimen could sustain before it broke, as well as how much it stretches before it breaks [39].
3.2. Flexural Properties
The flexural test, also called the transverse beam test, is used to measure flexural strength and flexural modulus. It is a basic parameter to determine the feasibility of composite materials for structural applications [36]. Flexural properties are the outcome of the simultaneous effect of tensile, compressive, and shear stresses in the materials. Under flexural loading, a rectangular cross-section specimen is loaded in either a three-point bending or four-point bending mode [7]. The interfacial connection between fibre and matrix, and the extent of tension transfer between fibre and matrix, governed the flexural properties [5]. The flexural strength indicates the maximum breaking stress at failure, whereas the flexural modulus reflects the ratio of applied stress to deflection, computed from the starting slope of the stress-strain deflection curve [7][39][40]. These two values tell the sample’s resistance to flexure or bending forces.
3.3. Impact Properties
The impact test is used to evaluate structural materials’ impact strength, toughness, and notch sensitivity, measured either by Charpy or Izod impact tests. The impact strength reflected the material’s capacity to tolerate high-rate loading [7][39]. Toughness is a measure of the total energy absorbed per unit volume of material up to the point of rupture. Its value is quantified by measuring the total area under the stress-strain curve. Tough and brittle materials have high and low work-to-fracture values, respectively. Most polymer materials require an impact test because it concerns product performance, safety, liability, and service life [21][36][41].
3.4. Hardness
The hardness of a material signifies how resistant it is to abrasion, indentation, scratching, and plastic deformation under compressive load. These properties outline the material’s wear and tear [42]. The surface hardness value can be determined by the Rockwell, Vickers, Brinell, and Shore hardness testers [43][44]. A greater hardness value suggests that the material is tougher and more resistant to penetration by other materials. From an engineering standpoint, a material’s hardness is a benefit because it makes it less likely to wear down due to friction or erosion by water, oil, or steam [36].
4. Reinforcement Materials for Bioplastics
Bioplastics in the biocomposite category can be reinforced with reinforcing agents like inorganic fillers and natural fibres to increase their mechanical strength [1][3]. Fillers are often inexpensive, making the filler-reinforced biocomposites more economical. Importantly, these biocomposites unlock a new channel for the creation of innovative polymeric materials with more fascinating features [45]. In composite materials, a polymer matrix holds the fibres together, transfers the load to them, and distributes the load evenly. The fibres, on the other hand, serve as the primary load-bearing component because of their superior strength and modulus [46]. Figure 1 presents a schematic diagram of the filler–matrix interface, in which stress acting on the matrix is conveyed to the filler via the interface. For the composite to perform effectively, both phases must be well-bonded. When stress is transmitted, fibre–matrix adhesion is localised to the interphase region, which is a three-dimensional area between the phases, as illustrated in Figure 1b. With the formation of a “bridge” in the interface region, the efficiency of stress transmission can be enhanced. Likewise, the structure and properties of the interface are considered since they have a direct influence on the physical and mechanical characteristics of composite materials [47].
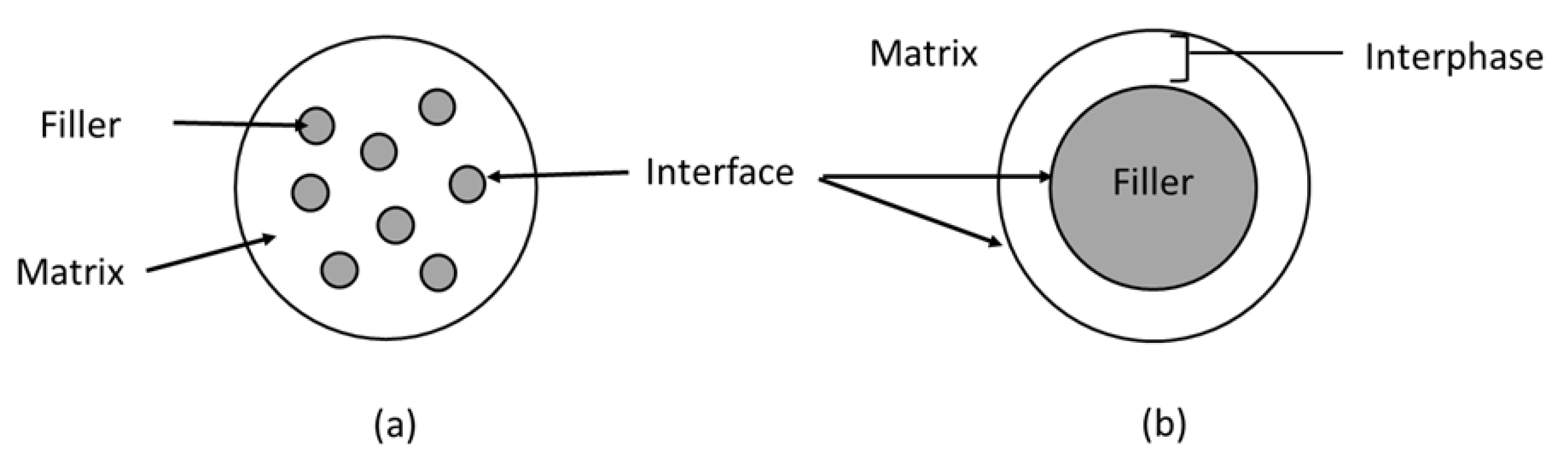
Figure 1. (a) Schematic of filler-matrix interface; (b) interphase region between the filler and matrix.
4.1. Inorganic Filler
Synthetic man-made fibres created by chemical synthesis are further categorised as organic or inorganic based on their composition. Glass fibre (GF), carbon fibre (CF), metal fibre, and ceramic fibre belong to the category of inorganic synthetic fibres [48]. These fibres are made from materials such as silica, alumina, aluminium silicate, zirconia, boron, boron carbide, boron nitride, graphite, silicon boride, silicon carbide (SiC), silicon nitride (SiN), etc. Inorganic fibre composites have been used to make lightweight structural materials with excellent strength and modulus values that can be tuned to specific loading requirements. They are heat-resistant, more robust, stiff, and have a higher melting point than conventional fibres [49].
Among these fibres, glass and carbon fibre are the most commonly used, with significant advances in plastic reinforcement applications. GF was the first continuous inorganic fibre, invented around 80 years ago [50]. They are abundant, available at cheap rates, and easy to use. GFs come in a variety of structures, including rambling, chopped strands, threads, fabrics, and mats, serving distinct functions for GFRP composite formation [31]. Numerous types of GFs are commonly used in polymer composites, depending on the raw materials employed and their quantities. Examples of GFs are A-Glass, C-Glass, D-Glass, E-Glass, R-Glass, etc. E-glass is the most universally used fibre in polymer composites [49][51][52]. GFs are usually employed in electronics, marine, aviation, and automotive applications. They have superior strength and durability, as well as thermal stability, impact resistance, electric insulators, and incombustibility.
Carbon fibres are fibres containing at least 92% carbon by weight, which first emerged in the market in the 1960s. The outstanding mechanical strength, stiffness, modulus of elasticity, high-temperature tolerance, and chemically inertness accurately describe these fibres [49]. Furthermore, alkaline materials and ultraviolet (UV) light do not affect CFs. These properties have made them very appealing in numerous engineering industries, including aerospace, civil engineering, sports, marine transportation, and the automobile industry. The main weakness of CFs is their high capital cost when compared to GFs, plastic fibres, or naturally occurring fibres. Moreover, their impact properties are comparatively weaker than those of GFs, but they are stiff and strong like steel [31].
4.2. Lignocellulosic Materials
The use of lignocellulosic fibre reinforcement has dominated research in recent years. A plant-derived natural fibre is known as lignocellulosic fibre (LCF). These are composed of cellulose, hemicellulose, lignin, pectin, waxes, and other water-soluble substances. The composition and percentages of these components differ depending on the type of biomass. Hence, they exhibit diverse mechanical behaviour [46]. Given their abundance, low density, non-abrasive, high specific mechanical strength, and modulus, these fibres are suitable for composite materials where the ideal property is centrally weight reduction. In addition to the enhancement of the properties of biopolymer composites, LCFs have also been reported to improve biodegradation at the end-use [53]. For modern uses, LCF-reinforced composites are better than synthetic fibre-reinforced composites for two reasons: they are cheaper and better for the environment.
The major framework component of lignocellulosic biomass is cellulose, which is a long-chain polysaccharide composed of D-glucopyranose units interlinked with β-1,4-glucosidic bonds [54]. Cellulose exists in both crystalline and amorphous regions, with crystalline cellulose consisting of chains with an orderly molecular arrangement and amorphous cellulose consisting of random arrangements [55]. Crystalline cellulose imparts strength and stability to the fibre. Because of the strong intramolecular hydrogen bonding, the hydroxyl groups (OH) within crystalline cellulose molecules are impermeable to chemicals, even water molecules. On the other hand, amorphous cellulose is soluble and more susceptible to enzyme degradation. The OH group in this region forms hydrogen bonds, allows water molecules to pass through, and gives polar fibres [46][56].
In contrast to cellulose, hemicellulose is a short-branched heteropolymer that exists in plants as an amorphous form, connected to cellulose microfibrils via hydrogen bonding, providing structural support to the fibre [57]. Hydrophilic hemicellulose is more prone to alkali and acid degradation [27]. Structurally, amorphous lignin synthesised by phenylpropane units that are arranged in a complex three-dimensional network structure is non-water-soluble and optically inactive. Lignin, coupled with cellulose and hemicellulose, provides additional strength to the hemicellulose–cellulose network [58][59].
4.3. Bacterial Cellulose
In addition to plant-based biomass, bacterial cellulose has become in demand due to its purity (without lignin, hemicellulose, and pectin as compared to plant cellulose), high aspect ratio, and high crystallinity [60]. Owing to its non-toxicity and mechanical stability characteristics, bacterial cellulose has received high demand for biomedical medical applications [61]. Wang et al. [62] have proven that bacterial cellulose could be used as a reinforcement to improve the mechanical properties of the composites as compared to the neat thermoplastic matrix. This improvement could be further enhanced when the bacterial cellulose was esterified, where a better bacterial cellulose distribution was indicated due to better interface compatibility [63]. Hence, based on the performance of bacterial cellulose-reinforced thermoplastic, it is believed to be an effective reinforcement for bioplastic.
5. Mechanical Properties of Reinforced Bioplastics
In the past decades, it has been a research hotspot to optimise the characteristics of polymers by integrating fillers, and research articles have been published to update the forefront of polymer-based composites for structural applications [4][37]. In this section, the focus is given to the mechanical behaviour of biocomposite materials. These mechanical studies are pivotal factors in correlating the changes to the bioplastic following reinforcement by fillers since their outcomes are highly related to the distribution and orientation of fillers within the matrix [28]. Figure 2 depicts the effect of the filler distribution in the composite system. The presence of uniformly distributed filler in the matrix allows the load to pass through without cracking or delamination. In contrast, poor filler dispersion and agglomeration create stress concentration points within the composite (Figure 2b). When the composite is loaded, cracks may initiate and propagate, resulting in a reduced load-bearing capacity in the fractured composites [46]. As previously stated, it is primarily driven by filler–matrix adhesion. The stress load can be effectively conveyed across the interface by strongly bound particles. In reverse, filler–matrix debonding causes physical discontinuities that cannot withstand mechanical forces [40][64]. The homogeneity of the filler in a composite system is also dependent on the mixing technique employed. The most popular mixing technique for preparing a reinforced thermoplastic composite is extrusion using a twin-screw extruder. The process parameters of a twin-screw extruder, i.e., the design of the screw and the co-rotating mechanism, determine the homogeneity level of a thermoplastic mixture [11][27]. Hence, the filler agglomeration issue can be resolved if a good mixing technique is used in which the stress concentration point formation can be avoided and the distribution of the load can be dispersed well, as depicted in Figure 2a.
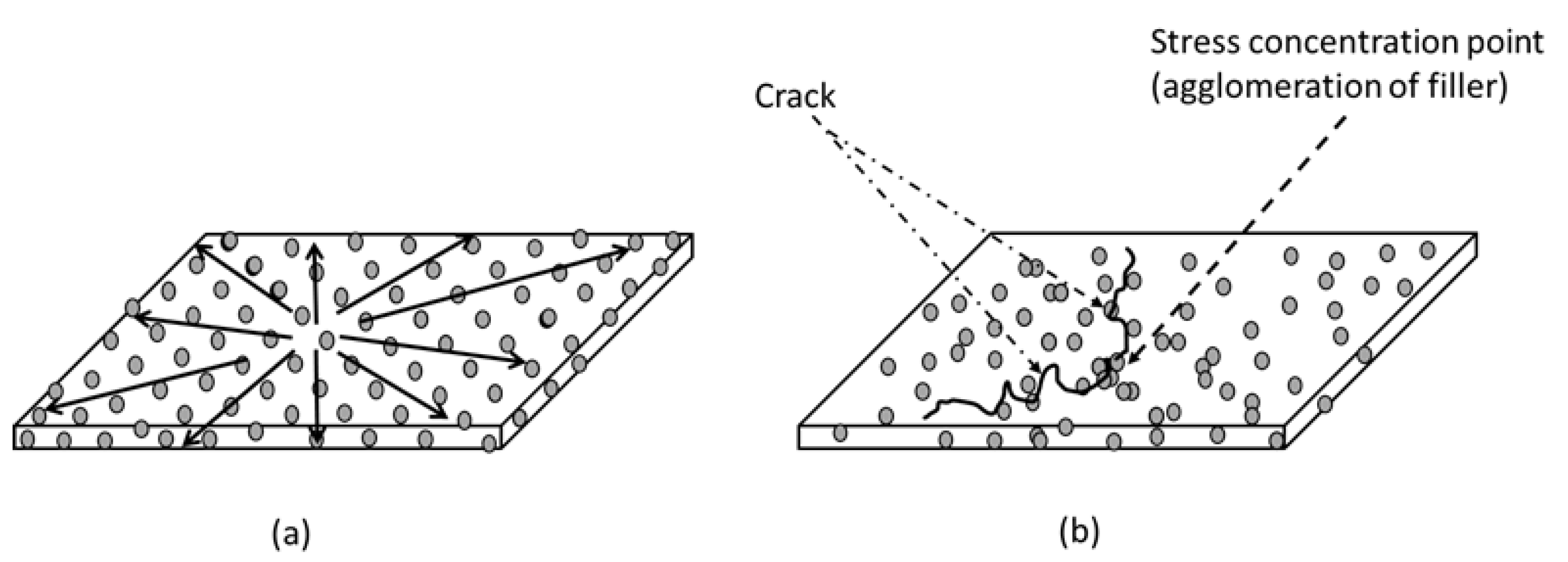
Figure 2. Load distribution for reinforced plastic (a) fillers are dispersed uniformly; (b) fillers are not well dispersed within the matrix.
In the composite system, the interaction between the thermoplastic and the filler can be classified into physical and chemical interactions. Mechanical interlocking is a form of physical force that holds two components of different interfaces together [65], whereas the formation of chemical bonding via functional groups between filler particles and matrix is classified as chemical interaction [43]. Without physical interaction, the filler may slip from the matrix when loaded, resulting in reduced stress transfer efficiency and lower composite strength. The composite strength can be further enhanced with the formation of chemical linkages between the filler and the matrix. For example, the functional group of isocyanates in the polyurethane matrix interacts with the OH groups of lignocellulosic filler for urethane linkage formation. This linkage may serve as a bridge where the load may be transferred efficiently from the matrix to the filler. With this, the strength of a composite can be enhanced [66].
Jiménez et al. [67] created a biocomposite using natural fibre reinforcement from sugarcane bagasse (SB) and a biodegradable starch-based matrix, Mater-bi® (PTA). SB fibres are prepared in the form of sawdust (WF), mechanical (MP), thermomechanical (TMP), and chemical-thermomechanical (CTMP) pulps. After incorporating 30% w/w of bagasse into the matrix, it turned out that the PTA/WF composite had a lower tensile strength than the neat PTA matrix. The major explanation for the decrease in tensile strength is that sawdust particles with a low aspect ratio are not perfectly adhered to the PTA matrix and have reduced reinforcing capabilities. The particles acted more as filler than as reinforcement. Conversely, all of the remaining fibres with higher aspect ratios behaved as reinforcements and produced composites with higher tensile strength. Moustafa et al. [53] identified the effect of reinforcement on the mechanical properties of the resulting composites. They incorporated coffee grounds (CG) into the PBAT matrix at varying levels of content, ranging from 10% to 50% in the presence or absence of PEG plasticiser. For PBAT/CG composites without PEG, large cavities are found in the rough fracture surface, translating into poor interfacial bonding between CG particles and the matrix. The tensile stress–strain curve demonstrated a significant loss in the mechanical properties as filler loading increased. In contrast, the PBAT/CG50 biocomposites had the highest elastic modulus values (777 MPa) of all the samples. However, the plasticization effect on the same PBAT/CG50 biocomposites made the values drop to 111 MPa.
Totaro et al. [68] highlighted the excellent mechanical properties of bioplastics by creating composites with silver skin coffee (SSK) as a filler and PLA and PBS as matrices. The incorporation of coffee by-product increased the value of the elastic modulus for both polymers, confirming optimum dispersion and wettability of the filler in the corresponding matrix. Aydemir and Gardner [24] explored the influence of cellulose nanofibrils (CNF) on the mechanical properties and discovered that the presence of CNF provides a mechanical property enhancement of 4–18% in the PHB/PLA blends. The introduction of filler to starch-based systems was investigated by Collazo-Bigliardi et al. [19]. They prepared coffee and rice husk cellulose fibres reinforced glycerol plasticised TPS films at 1, 5, and 10 wt%. For all composites, including both fillers, there was a strong tendency for the stiffness of the samples to increase. The obtained elastic modulus value reflects that even 1 wt% of filler enhanced the modulus of composites by approximately 60%, independent of the fibre type. Such an improvement might be attributed to the high purity of cellulose in the generated fibres, reflecting a higher degree of crystallinity of the material, which benefited the bonding between fibres and starch. Interestingly, adding 1 wt% of coffee fibre to TPS film did not change its ability to stretch, but adding the remaining 5 wt% and 10 wt% of both fillers made composites that were less stretchy.
Baek et al. [69] discovered that incorporating fibres into polymer matrices generates unstable interfaces and that the fibre’s positive reinforcing effect is underutilised. The tensile strength of the green composites with PLA is negatively affected by the addition of natural fillers like bamboo flour (BF) and CG due to weak interface and obstructing stress concentration. A similar polymer matrix and filler combination were used by Kumar and Tumu [70], incorporating 5 wt% bamboo powder (BP) into the PLA matrix. When compared to neat PLA, the tensile properties of PLA/BP composites were reduced because of inadequate bamboo fibre dispersion and poor interfacial compatibility between the reinforced BP and matrix. When the adhesion is weak, the fibre does not play its role as a reinforcing material. Based on the data presented above, it can be assumed that the reinforcement of bamboo fillers weakens the mechanical properties of PLA/bamboo filler composites.
References
- Garrison, T.F.; Murawski, A.; Quirino, R.L. Bio-Based Polymers with Potential for Biodegradability. Polymers 2016, 8, 262.
- Pudełko, A.; Postawa, P.; Stachowiak, T.; Malińska, K.; Dróżdż, D. Waste Derived Biochar as an Alternative Filler in Biocomposites-Mechanical, Thermal and Morphological Properties of Biochar Added Biocomposites. J. Clean. Prod. 2021, 278, 123850.
- Ibrahim, N.I.; Shahar, F.S.; Sultan, M.T.H.; Shah, A.U.M.; Safri, S.N.A.; Mat Yazik, M.H. Overview of Bioplastic Introduction and Its Applications in Product Packaging. Coatings 2021, 11, 1423.
- Burrola-Núñez, H.; Herrera-Franco, P.J.; Rodríguez-Félix, D.E.; Soto-Valdez, H.; Madera-Santana, T.J. Surface Modification and Performance of Jute Fibers as Reinforcement on Polymer Matrix: An Overview. J. Nat. Fibers 2019, 16, 944–960.
- Latif, R.; Wakeel, S.; Khan, N.Z.; Noor Siddiquee, A.; Lal Verma, S.; Akhtar Khan, Z. Surface Treatments of Plant Fibers and Their Effects on Mechanical Properties of Fiber-Reinforced Composites: A Review. J. Reinf. Plast. Compos. 2018, 38, 15–30.
- Sanivada, U.K.; Mármol, G.; Brito, F.P.; Fangueiro, R. PLA Composites Reinforced with Flax and Jute Fibers—A Review of Recent Trends, Processing Parameters and Mechanical Properties. Polymers 2020, 12, 2373.
- Shahzad, A. 11-Mechanical Properties of Lignocellulosic Fiber Composites. In Lignocellulosic Fibre and Biomass-Based Composite Materials; Jawaid, M., Md Tahir, P., Saba, N., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 193–223. ISBN 978-0-08-100959-8.
- Hubbe, M.A.; Lavoine, N.; Lucia, L.A.; Dou, C. Formulating Bioplastic Composites for Biodegradability, Recycling, and Performance: A Review. BioResources 2020, 16, 2021–2083.
- Narancic, T.; Cerrone, F.; Beagan, N.; O’Connor, K.E. Recent Advances in Bioplastics: Application and Biodegradation. Polymers 2020, 12, 920.
- Coppola, G.; Gaudio, M.T.; Lopresto, C.G.; Calabro, V.; Curcio, S.; Chakraborty, S. Bioplastic from Renewable Biomass: A Facile Solution for a Greener Environment. Earth Syst. Environ. 2021, 5, 231–251.
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-Based Packaging: Materials, Modifications, Industrial Applications and Sustainability. Polymers 2020, 12, 1558.
- Luyt, A.S.; Malik, S.S. 16-Can Biodegradable Plastics Solve Plastic Solid Waste Accumulation? In Plastics to Energy; Al-Salem, S.M., Ed.; William Andrew Publishing: Norwich, NY, USA, 2019; pp. 403–423. ISBN 978-0-12-813140-4.
- Loureiro, N.C.; Esteves, J.L.; Viana, J.C.; Ghosh, S. Mechanical Characterization of Polyhydroxyalkanoate and Poly(Lactic Acid) Blends. J. Thermoplast. Compos. Mater. 2013, 28, 195–213.
- Nielsen, C.; Rahman, A.; Rehman, A.U.; Walsh, M.K.; Miller, C.D. Food Waste Conversion to Microbial Polyhydroxyalkanoates. Microb. Biotechnol. 2017, 10, 1338–1352.
- Obruca, S.; Petrik, S.; Benesova, P.; Svoboda, Z.; Eremka, L.; Marova, I. Utilization of Oil Extracted from Spent Coffee Grounds for Sustainable Production of Polyhydroxyalkanoates. Appl. Microbiol. Biotechnol. 2014, 98, 5883–5890.
- Obruca, S.; Benesova, P.; Kucera, D.; Petrik, S.; Marova, I. Biotechnological Conversion of Spent Coffee Grounds into Polyhydroxyalkanoates and Carotenoids. New Biotechnol. 2015, 32, 569–574.
- Stavroula, K.; Simos, M.; Katherine-Joanne, H. Polyhydroxyalkanoates (PHAs) from Household Food Waste: Research Over the Last Decade. Int. J. Biotechnol. Bioeng. 2020, 6, 26–36.
- Jiang, T.; Duan, Q.; Zhu, J.; Liu, H.; Yu, L. Starch-Based Biodegradable Materials: Challenges and Opportunities. Adv. Ind. Eng. Polym. Res. 2020, 3, 8–18.
- Collazo-Bigliardi, S.; Ortega-Toro, R.; Boix, A.C. Reinforcement of Thermoplastic Starch Films with Cellulose Fibres Obtained from Rice and Coffee Husks. J. Renew. Mater. 2018, 6, 599–610.
- Sisti, L.; Celli, A.; Totaro, G.; Cinelli, P.; Signori, F.; Lazzeri, A.; Bikaki, M.; Corvini, P.; Ferri, M.; Tassoni, A.; et al. Monomers, Materials and Energy from Coffee By-Products: A Review. Sustainability 2021, 13, 6921.
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667.
- Cui, X.; Gu, G.; Li, C.; Liu, N.; Gong, Y.; Liu, B. Synthesis and Properties of Biomass Eugenol-Functionalized Isotactic Poly(1-Butene)s. Polymer 2020, 202, 122739.
- Su, S.; Kopitzky, R.; Tolga, S.; Kabasci, S. Polylactide (PLA) and Its Blends with Poly(Butylene Succinate) (PBS): A Brief Review. Polymers 2019, 11, 1193.
- Aydemir, D.; Gardner, D.J. Biopolymer Blends of Polyhydroxybutyrate and Polylactic Acid Reinforced with Cellulose Nanofibrils. Carbohydr. Polym. 2020, 116867.
- Omar, L.; Zambrano-robledo, P.; Reyes-osorio, L.A.; Garza, C. Mechanical Characterisation of a Bamboo Fibre/Polylactic Acid Composite Produced by Fused Deposition Modelling. J. Reinf. Plast. Compos. 2020, 39, 932–944.
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A Review of Recent Developments in Natural Fibre Composites and Their Mechanical Performance. Compos. Part Appl. Sci. Manuf. 2016, 83, 98–112.
- Zwawi, M. A Review on Natural Fiber Bio-Composites, Surface Modifications and Applications. Molecules 2021, 26, 404.
- Sandhu, S.S.; Singh, R. Comparative Analysis of Polymer Matrix Composites Processed by Injection and Compression Molding. Int. J. Emerg. Technol. Innov. Res. 2018, 5, 790–810.
- Sapuan, S.M. Chapter 3-Composite Materials. In Composite Materials; Sapuan, S.M., Ed.; Butterworth-Heinemann: Boston, MA, USA, 2017; pp. 57–93. ISBN 978-0-12-802507-9.
- Shubhra, Q.T.H.; Alam, A.K.M.M.; Quaiyyum, M.A. Mechanical Properties of Polypropylene Composites: A Review. J. Thermoplast. Compos. Mater. 2013, 26, 362–391.
- Rajak, D.K.; Wagh, P.H.; Linul, E. Manufacturing Technologies of Carbon/Glass Fiber-Reinforced Polymer Composites and Their Properties: A Review. Polymers 2021, 13, 3721.
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive Manufacturing of Natural Fiber Reinforced Polymer Composites: Processing and Prospects. Compos. Part B Eng. 2019, 174, 106956.
- Advani, S.G. 2.2 Role of Process Models in Composites Manufacturing. Compr. Compos. Mater. II 2018, 24–41.
- Gallos, A.; Paës, G.; Allais, F.; Beaugrand, J. Lignocellulosic Fibers: A Critical Review of the Extrusion Process for Enhancement of the Properties of Natural Fiber Composites. RSC Adv. 2017, 7, 34638–34654.
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, Applications, Nanocomposites, and Release Studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571.
- Shesan, O.J.; Stephen, A.C.; Chioma, A.G.; Neerish, R.; Rotimi, S.E. Improving the Mechanical Properties of Natural Fiber Composites for Structural and Biomedical Applications. In Renewable and Sustainable Composites; Agwuncha, C.S., Ed.; IntechOpen: Rijeka, Croatia, 2019; ISBN 978-1-78984-216-6.
- Sadasivuni, K.K.; Saha, P.; Adhikari, J.; Deshmukh, K.; Ahamed, M.B.; Cabibihan, J.J. Recent Advances in Mechanical Properties of Biopolymer Composites: A Review. Polym. Compos. 2019, 41, 32–59.
- Long, S.; Zhong, L.; Lin, X.; Chang, X.; Wu, F.; Wu, R.; Xie, F. Preparation of Formyl Cellulose and Its Enhancement Effect on the Mechanical and Barrier Properties of Polylactic Acid Films. Int. J. Biol. Macromol. 2021, 172, 82–92.
- Zhang, K.; Chen, Z.; Smith, L.M.; Hong, G.; Song, W.; Zhang, S. Polypyrrole-Modified Bamboo Fiber/Polylactic Acid with Enhanced Mechanical, the Antistatic Properties and Thermal Stability. Ind. Crops Prod. 2021, 162, 113227.
- García-García, D.; Carbonell, A.; Samper, M.D.; García-Sanoguera, D.; Balart, R. Green Composites Based on Polypropylene Matrix and Hydrophobized Spend Coffee Ground (SCG) Powder. Compos. Part B Eng. 2015, 78, 256–265.
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose Nanomaterials Review: Structure, Properties and Nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994.
- Vishnu Vardhini, K.J.; Murugan, R.; Surjit, R. Effect of Alkali and Enzymatic Treatments of Banana Fibre on Properties of Banana/Polypropylene Composites. J. Ind. Text. 2018, 47, 1849–1864.
- Aaliya, B.; Sunooj, K.V.; Lackner, M. Biopolymer Composites: A Review. Int. J. Biobased Plast. 2021, 3, 40–84.
- Youssef, A.M.; Hasanin, M.S.; Abd El-Aziz, M.E.; Darwesh, O.M. Green, Economic, and Partially Biodegradable Wood Plastic Composites via Enzymatic Surface Modification of Lignocellulosic Fibers. Heliyon 2019, 5, e01332.
- Chaari, R.; Khlif, M.; Mallek, H.; Bradai, C.; Lacoste, C.; Belguith, H.; Tounsi, H.; Dony, P. Enzymatic Treatments Effect on the Poly (Butylene Succinate)/Date Palm Fibers Properties for Bio-Composite Applications. Ind. Crops Prod. 2020, 148, 112270.
- Kenned, J.J.; Sankaranarayanasamy, K.; Kumar, C.S. Chemical, Biological, and Nanoclay Treatments for Natural Plant Fiber-Reinforced Polymer Composites: A Review. Polym. Polym. Compos. 2021, 29, 1011–1038.
- Hemanth, R.; Sekar, M.; Suresha, B. Effects of Fibers and Fillers on Mechanical Properties of Thermoplastic Composites. Indian J. Adv. Chem. Sci. 2014, 2, 28–35.
- Sathishkumar, T.P.; Naveen, J.; Satheeshkumar, S. Hybrid Fiber Reinforced Polymer Composites-A Review. J. Reinf. Plast. Compos. 2014, 33, 454–471.
- Liu, W.; Ma, J.; Yao, X.; Fang, R. Inorganic Fibers for Biomedical Engineering Applications. In Materials for Biomedical Engineering: Bioactive Materials, Properties, and Applications; Grumezescu, V., Grumezescu, A.M., Eds.; Elsevier: Oxford, UK, 2019; pp. 1–32.
- Ishikawa, T.; Oda, H. Heat-Resistant Inorganic Fibers. In Advances in High Temperature Ceramic Matrix Compo sites and Materials for Sustainable Development; Ceramic Transactions, Volume CCLXIII; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2017; pp. 7–18. ISBN 978-1-119-40727-0.
- Chihaoui, B.; Serra-Parareda, F.; Tarrés, Q.; Espinach, F.X.; Boufi, S.; Delgado-Aguilar, M. Effect of the Fiber Treatment on the Stiffness of Date Palm Fiber Reinforced PP Composites: Macro and Micromechanical Evaluation of the Young’s Modulus. Polymers 2020, 12, 1693.
- Kahl, C.; Gemmeke, N.; Bagnucki, J.; Heim, H.P. Investigations on Fiber–Matrix Properties of Heat-Treated and UV-Treated Regenerated Cellulose Fibers. Compos. Part Appl. Sci. Manuf. 2022, 152, 106669.
- Moustafa, H.; Guizani, C.; Dufresne, A. Sustainable Biodegradable Coffee Grounds Filler and Its Effect on the Hydrophobicity, Mechanical and Thermal Properties of Biodegradable PBAT Composites. J. Appl. Polym. Sci. 2016, 134.
- Sun, S.; Sun, S.; Cao, X.; Sun, R. The Role of Pretreatment in Improving the Enzymatic Hydrolysis of Lignocellulosic Materials. Bioresour. Technol. 2016, 199, 49–58.
- Saha, P.; Chowdhury, S.; Roy, D.; Adhikari, B.; Kim, J.K.; Thomas, S. A Brief Review on the Chemical Modifications of Lignocellulosic Fibers for Durable Engineering Composites. Polym. Bull. 2016, 73, 587–620.
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical Treatments on Plant-Based Natural Fibre Reinforced Polymer Composites: An Overview. Compos. Part B 2012, 43, 2883–2892.
- Nwamba, M.C.; Sun, F.; Mukasekuru, M.R.; Song, G.; Harindintwali, J.D.; Boyi, S.A.; Sun, H. Trends and Hassles in the Microbial Production of Lactic Acid from Lignocellulosic Biomass. Environ. Technol. Innov. 2021, 21, 101337.
- Ahmad, R.; Hamid, R.; Osman, S.A. Physical and Chemical Modifications of Plant Fibres for Reinforcement in Cementitious Composites. Adv. Civ. Eng. 2019, 2019, 5185806.
- Nanni, A.; Cancelli, U.; Montevecchi, G.; Masino, F.; Messori, M.; Antonelli, A. Functionalization and Use of Grape Stalks as Poly(Butylene Succinate) (PBS) Reinforcing Fillers. Waste Manag. 2021, 126, 538–548.
- Azeredo, H.M.C.; Barud, H.; Farinas, C.S.; Vasconcellos, V.M.; Claro, A.M. Bacterial Cellulose as a Raw Material for Food and Food Packaging Applications. Front. Sustain. Food Syst. 2019, 3, 7.
- Swingler, S.; Gupta, A.; Gibson, H.; Kowalczuk, M.; Heaselgrave, W.; Radecka, I. Recent Advances and Applications of Bacterial Cellulose in Biomedicine. Polymers 2021, 13, 412.
- Wang, B.; Lin, F.; Li, X.; Ji, X.; Liu, S.; Han, X.; Yuan, Z.; Luo, J. Transcrystallization of Isotactic Polypropylene/Bacterial Cellulose Hamburger Composite. Polymers 2019, 11, 508.
- Wang, B.; Yang, D.; Zhang, H.; Huang, C.; Xiong, L.; Luo, J.; Chen, X. Preparation of Esterified Bacterial Cellulose for Improved Mechanical Properties and the Microstructure of Isotactic Polypropylene/Bacterial Cellulose Composites. Polymers 2016, 8, 129.
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947.
- Nasir, M.; Hashim, R.; Sulaiman, O.; Nordin, N.A.; Lamaming, J.; Asim, M. Laccase, an Emerging Tool to Fabricate Green Composites: A Review. BioResources 2015, 10, 6262–6284.
- Rozman, H.D.; Tay, G.S.; Abubakar, A.; Kumar, R.N. Tensile Properties of Oil Palm Empty Fruit Bunch–Polyurethane Composites. Eur. Polym. J. 2001, 37, 1759–1765.
- Jiménez, A.M.; Espinach, F.X.; Delgado-Aguilar, M.; Reixach, R.; Quintana, G.; Fullana-i-Palmer, P.; Mutjè, P. Starch-Based Biopolymer Reinforced with High Yield Fibers from Sugarcane Bagasse as a Technical and Environmentally Friendly Alternative to High Density Polyethylene. BioResources 2016, 11, 9856–9868.
- Totaro, G.; Sisti, L.; Fiorini, M.; Lancellotti, I.; Andreola, F.N.; Saccani, A. Formulation of Green Particulate Composites from PLA and PBS Matrix and Wastes Deriving from the Coffee Production. J. Polym. Environ. 2019, 27, 1488–1496.
- Baek, B.S.; Park, J.W.; Lee, B.H.; Kim, H.J. Development and Application of Green Composites: Using Coffee Ground and Bamboo Flour. J. Polym. Environ. 2013, 21, 702–709.
- Kumar, A.; Tumu, V.R. Physicochemical Properties of the Electron Beam Irradiated Bamboo Powder and Its Bio-Composites with PLA. Compos. Part B Eng. 2019, 175, 107098.
More
Information
Subjects:
Materials Science, Composites
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
5.8K
Revisions:
2 times
(View History)
Update Date:
19 Sep 2022
Table of Contents



Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No