 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Paulo Peças | -- | 3932 | 2022-08-24 14:01:08 | | | |
| 2 | Beatrix Zheng | -5 word(s) | 3927 | 2022-08-25 06:21:05 | | | | |
| 3 | Beatrix Zheng | + 9 word(s) | 3936 | 2022-08-25 06:22:54 | | |
Video Upload Options
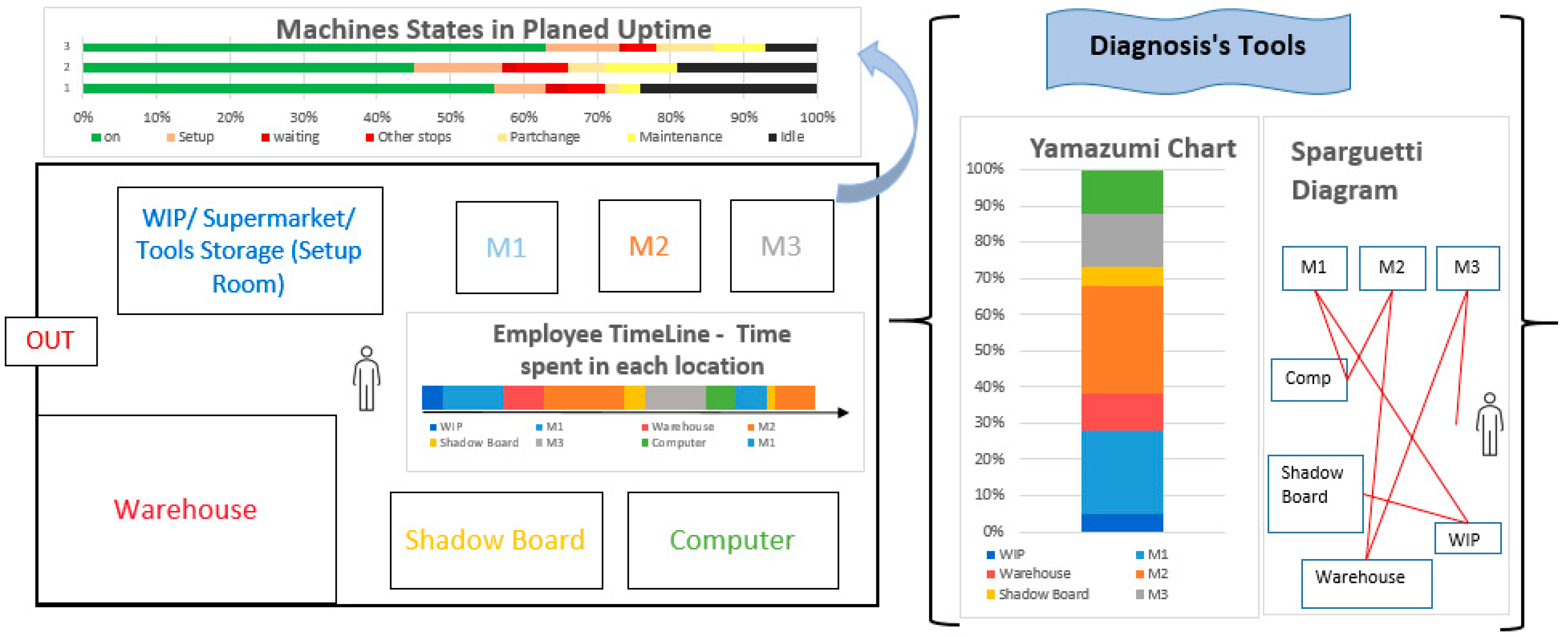
Competitiveness determines a company’s survival in the market, and companies that adhere to Lean Manufacturing (LM) practices have assumed competitive positions at a global level. The LM approach focuses on delivering value to the customer and reducing waste. Through Continuous Improvement (CI), one of the foundations of LM, the constant elimination of waste is achieved (activities that do not add value), and the constant search for process efficiency improvement is implemented. CI professionals are responsible for helping organizations identify the inefficiencies’ root causes in the production process, and implementing solutions to eliminate waste. Starting from holistic analyses of the current situation of the production system (derived from Key Process Indicators (KPI) monitoring and/or overall performance mapping, using, e.g., Value Stream Mapping), a detailed diagnosis of the identified critical activity or KPI is usually required for a CI project. This detailed diagnosis involves the presence of the CI team in the Gemba (the place where the action occurs) for a couple of hours, to observe and acquire data about machine activity and operators’ movements and actions, matching it with machine states, as well as collecting distance run by the operators, task times, etc. In this research, this diagnosis will be referred to as Detailed Diagnosis (DD) for the CI project. The DD is crucial in almost all problem-solving projects, as the way to obtain specific data, information, and knowledge for the root cause analysis phase. Traditionally, the DD for CI projects is done through stop-watch analysis and “pen&paper” logic, disregarding the level of digitalization of the production process .
1. Detailed Diagnosis of Manufacturing Workstations
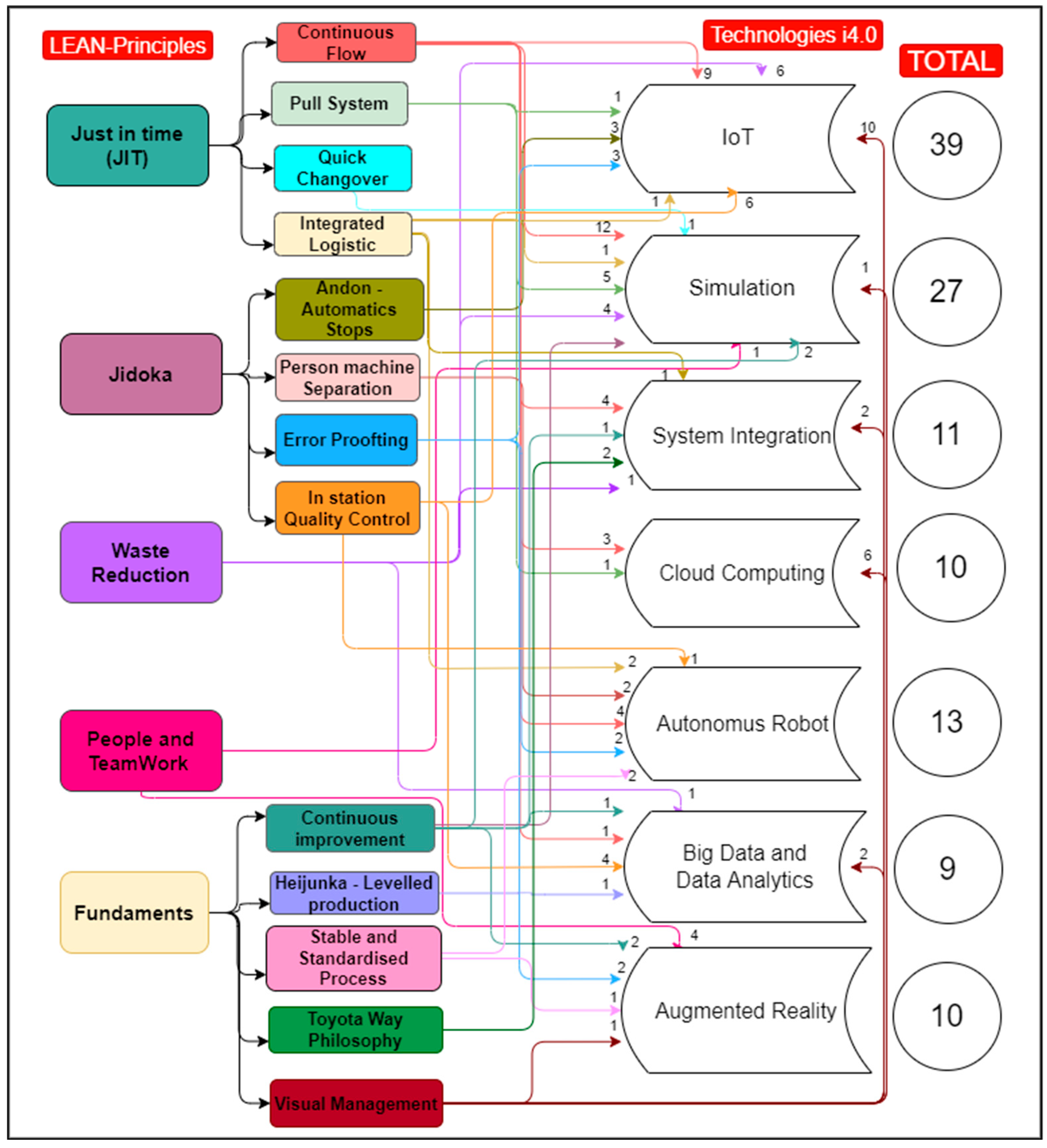
2. Lean Manufacturing, Lean&Green, and Industry 4.0
3. The Relevance of IoT in the Detailed Diagnosis for Continuous Improvement
4. IoT-Related Devices Availability
| Name/Company/Objectives | Features | Sensors |
|---|---|---|
| Cisco—Cisco Industrial Asset Vision All- in-one solution that simplifies asset and facility monitoring in outdoor or indoor environments. |
Choice of 11 sensors and Cisco LoRaWan gateway. Backed by Osco security. Cloud-based dashboard. Deploy the sensors and the gateway in min, using a QR code. Automated alerts. | Temperature and humidity. Door and window. Water leakage. Light level. Room occupancy. Machine or product temperature. Machine vibration. |
| Movus—Fit Machine Continuous condition monitoring solution that monitors temperature, vibration, and acoustics. Uses AI/ML to understand and monitor asset operation and health 24/7. |
Multiple sensor types. Quick install using magnets. Cloud-based dashboard. Can use existing Wi-Fi infrastructure or the Movus gateway. QR code for quick access to machine data. ML-based failure prediction. | Temperature and humidity, (indoor) pressure. Machine temperature. Accelerometer. Microphone. |
| Bosch—Sense Connect Detect (SCD)- Attaches to most machines/components. Collects data, wirelessly via Bluetooth and visualized via mobile app, to reduce maintenance costs, maximize machine production, and drive better business decisions. |
Equipped with a few sensors and Bluetooth technology. Easy data visualization via mobile app. Easy install (sticker), resistant and attaches to most assets. Battery included. | Light intensity. Temperature. Magnetometer. Accelerometer. |
| Bosch—Connected Industrial Sensor Solution (CISS) Small multi-sensor device for harsh industrial environments. Provides machine condition monitoring + early detection and localization of potential issues. Data gathered, via Bluetooth and presented on an app, enables further development of predictive and remote maintenance. |
Equipped with several sensors and Bluetooth technology. Easy data visualization via mobile app. Easy to install, resistant (−20° to 80°) but no battery (needs wiring). | Temperature and humidity (indoor). Light intensity. Machine or product temperature. Pressure. Accelerometer. Gyroscope. Magnetometer. Microphone. |
| Bosch—Cross Domain Development Kit (XDK) Combines a wide array of MEMS sensors with a microcontroller. An ARM Cortex M3 processor analyzes, processes and transmits the sensor data. Monitors, controls and analyzes products remotely via Bluetooth or wireless network. |
Equipped with sensors. BT and wireless network. Includes ready-to-use software package. Easy installation. Device needs to be programmed. Includes rechargeable battery. | Temperature and humidity (indoor). Light intensity. Machine or product temperature. Pressure. Accelerometer. Gyroscope. Magnetometer. Microphone. |
| Bosch—Intelligent Vibration Analysis System (IVAS)—PROTOTYPE Compact and robust equipment 2 MEMS acceleration sensors, for high -bandwidth and high-resolution vibration measurements. Integrates into existing communication infrastructure and offers possibilities to implement use case-specific algorithms on the sensor device. |
Two accelerometers (high bandwidth + sensitivity). No wireless technology. No web interface or dashboard. Easy installation. Device needs to be programmed. No battery. | |
| Bosch—TRACI Wireless and secure sensor solution equipped with LoRa and BLE connectivity for location and asset tracking. |
Equipped with sensors, GNSS and BT/wireless network technology. Alerts for accident, maintenance, geophone and temperature. Very robust and battery life of up to 5 years. | Product and machine temperature. Accelerometer. Microphone. |
| Sensolus—SNIT 3 Ultra/Compact Low-power, plug and play solution to manage smaller assets. Universal solution for tracking and locating valuable non-powered assets in indoor and outdoor locations in an extremely simple way. |
GPS and sensors. Compact format, does not include pressure sensor. Simple web interface and cloud-based dashboard with alerts. Quick install (plug and play solution) and 5-year battery life. | Product and machine temperature. Pressure. Accelerometer. Magnetometer. Microphone. |
| Eliko—UWB RTLS 2D pilot kit The 2D pilot is a great way to test a micro positioning use case. |
Battery-powered tags; RTLS Server and software for four anchors; four-port PoE switch. RTLS manager for system configuration and visualization. Four anchors with ethernet and Wi-Fi connectivity options. |
|
| Ifm-io—key + accessories Tank monitoring using a capacitive continuous level sensor. Measurement of compressed air consumption and leakage monitoring using a compressed air meters. Fan monitoring using vibration diagnosis sensors. Valve monitoring using valve sensors. |
Equipped with sensors that need to be wired to the gateway. Web-based dashboard for data visualization and analysis. Non- intrusive but requires installation. Sends SMS/Mail Alerts. | Compressed air and leakage. Water level. Machine vibration. Valve. |
| Advantech—WISI 2410—LoRaWAN Wireless Condition Monitoring Sensor Replaces traditional human inspection, allowing manufacturers to achieve remote detection and 24 h monitoring. Diagnosing through ISO 10816 helps system integrators get started quickly, reducing the entry threshold for preventive maintenance. |
Sensors Quick install and plug and play approach. Simple web interface and cloud-based dashboard. Coverage up to 5 km with 2 years of battery life. | Machine temperature. Accelerometer. |
| I-care Wi-care 100 Series System Plug and play wireless monitoring solution. Automated tracking of critical equipment, from continuous monitoring to once-a-week intervals, collecting reliably, deployed/configured quickly, permanently or used for spot checks during inspection. |
Five sensors. Gateway (Wi-care 920). Signal transmission extender available. Quick install and plug and play approach. Simple cloud-based dashboard with real-time alerts/notifications. | Machine temperature. Machine vibration. Speed. Ultra sound. |
| Advantech Wzzard HVAC/Refrigeration/Energy/Condition-Based Monitoring Starter Kit Provides a non-intrusive, easily scalable and simple to install solution for monitoring. HVAC/refrigeration/energy/condition-based equipment without disrupting facility operations. |
Starter kit with sensors. Simple cloud-based dashboard with alerts via SMS/Mail. SmartSwarm Gateway (connecting up to 100 sensors). | Temperature and humidity (indoor). Door and window. Current intensity. Machine temperature. Machine vibration. Energy consumption. |
References
- Rother, M.; Shook, J. Learning to See: Value Stream Mapping to Add Value and Eliminate Muda; Lean Enterprise Institute: Cambridge, MA, USA, 2003.
- Parmenter, D. Key Performance Indicators—Developing, Implementing, and Using Winning KPIs; John Wiley & Sons: Hoboken, NJ, USA, 2007.
- Peron, M.; Sgarbossa, F.; Strandhagen, J.O. Decision support model for implementing assistive technologies in assembly activities: A case study. Int. J. Prod. Res. 2022, 60, 1341–1367.
- Ante, G.; Facchini, F.; Mossa, G.; Digiesi, S. Developing a key performance indicators tree for lean and smart production systems. IFAC Pap. Online 2018, 51, 13–18.
- Menon, S.; Shah, S.; Coutroubis, A. Impacts of I4.0 on Sustainable Manufacturing to Achieve Competitive Advantage. In Proceedings of the International Conference on Operations and Supply Chain Management (OSCM 2018), Cranfield, UK, 9–12 September 2018.
- Pena, D.C.; Silva, D.R.; Rigo, P.M.; Henrique, R.; Lima, P. Estudo de tempos e método no setor de envase de uma indústria de produtos para higiene oral. Rev. Produção Ind. Serviços 2016, 3, 26–37.
- Staedele, A.E.; Ensslin, S.R.; Forcellini, F.A. Knowledge building about performance evaluation in lean production An investigation on international scientific research. J. Manuf. Technol. Manag. 2019, 30, 798–820.
- Hambach, J.; Kümmel, K.; Metternich, J. Development of a Digital Continuous Improvement System for Production. Procedia CIRP 2017, 63, 330–335.
- Hu, Q.; Mason, R.; Williams, S.J.; Found, P. Lean implementation within SMEs: A literature review. J. Manuf. Technol. Manag. 2015, 26, 980–1012.
- Bassuk, J.A.; Washington, I.M. The A3 Problem Solving Report_A 10-Step ScientificMethod to Execute Performance Improvements in anAcademic Research Vivarium. PLoS ONE 2013, 8, e76833.
- Boenzi, F.; Mossa, G.; Mummolo, G.; Romano, V.A. Workforce Aging in Production Systems: Modeling and Performance Evaluation. Procedia Eng. 2015, 100, 1108–1115.
- Digiesi, S.; Facchini, F.; Mossa, G.; Mummolo, G. A RULA-Based Optimization Model for Workers’ Assignment to an Assembly Line. In Proceedings of the XVII International Scientific Conference on Industrial Systems, Novi Sad, Serbia, 4–6 October 2017; Volume 17, pp. 8–13. Available online: http://www.iim.ftn.uns.ac.rs/is17 (accessed on 30 June 2022).
- Dresch, A.; Veit, D.R.; Lima, P.N.d.; Lacerda, D.P.; Collatto, D.C. Inducing Brazilian manufacturing SMEs productivity with Lean tools. Int. J. Product. Perform. Manag. 2019, 68, 69–87.
- Goldacker, F.; de Oliveira, H.J. Set-up: A path to the lean manufacturing. FAE 2008, 11, 1–14. Available online: https://revistafae.fae.edu/revistafae/article/view/332 (accessed on 30 June 2022).
- Huang, S.H.; Dismukes, J.P.; Shi, J.; Su, Q.; Razzak, M.A.; Bodhale, R.; Robinson, D.E. Manufacturing productivity improvement using effectiveness metrics and simulation analysis. Int. J. Prod. Res. 2003, 41, 513–527.
- John, L.; Sampayo, M.; Peças, P. Lean & Green on Industry 4.0 Context—Contribution to Understand L & G Drivers and Design Principles. Int. J. Math. Eng. Manag. Sci. 2021, 6, 1214–1229.
- Sabadka, D.; Molnár, V.; Fedorko, G.; Jachowicz, T. Optimization of production processes using the yamazumi method. Adv. Sci. Technol. Res. J. 2017, 11, 175–182.
- Adnan, A.; Arbaai, N.; Ismail, A. Improvement of overall efficiency of production line by using line balancing. Asian Res. Publ. Netw. (ARPN) J. Eng. Appl. Sci. 2016, 11. Available online: http://www.arpnjournals.org/jeas/research_papers/rp_2016/jeas_0616_4510.pdf (accessed on 30 June 2022).
- Pyzdek, T. Diagramas de Espaguete. In The Lean Healtcare Handbook. Management for Professionals; Springer: Cham, Switzerland, 2021; pp. 25–28.
- Barnes, R.M. Movement and Time Study: Work Design and Measurement, 1st ed.; Editora Blucher: São Paulo, Brazil, 1977.
- Liker, J.K. The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer; McGraw-Hill: New York, NY, USA, 2004.
- Rittberger, M.S.S. Continuous Improvement of Lean Processes with Industry 4.0 Technologies. In Proceedings of the 11th International Doctoral Students Workshop on Logistics, Magdeburg, Germany, 18 June 2018; pp. 1–6. Available online: https://www.researchgate.net/publication/339178811_Impacts_of_I40_on_Sustainable_Manufacturing_to_achieve_Competitive_Advantage (accessed on 30 June 2022).
- Dogan, O.; Gurcan, O.F. Data perspective of lean six sigma in industry 4.0 era: A guide to improve quality. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Paris, France, 26–27 July 2018; pp. 943–953. Available online: http://www.ieomsociety.org/paris2018/papers/170.pdf (accessed on 30 June 2022).
- Krafick, F.J. Triumph of the Lean Production System. Sloan Manag. Rev. 1988, 30, 41–52.
- Mayr, A.; Weigelt, M.; Kühl, A.; Grimm, S.; Erll, A.; Potzel, M.; Franke, J. Lean 4.0-A conceptual conjunction of lean management and Industry 4.0. Procedia CIRP 2018, 72, 622–628.
- Blaga, P. The importance of human resources in the continuous improvement of the production quality. Procedia Manuf. 2020, 46, 287–293.
- Bhuiyan, N.; Baghel, A. An overview of continuous improvement: From the past to the present. Manag. Decis. 2005, 43, 761–771.
- Leong, W.D.; Teng, S.Y.; How, B.S.; Ngan, S.L.; Rahman, A.A.; Tan, C.P.; Ponnambalam, S.; Lam, H.L. Enhancing the adaptability: Lean and green strategy towards the Industry Revolution 4.0. J. Clean. Prod. 2020, 273, 122870.
- Duarte, S.; Cruz-Machado, V.C. An investigation of lean and green supply chain in the Industry 4.0. In Proceedings of the International Symposium on Industrial Engineering and Operations Management (IEOM), Rabat, Marocco, 11–13 April 2017; pp. 255–265.
- Mollenkopf, D.; Stolze, H.; Tate, W.L.; Ueltschy, M. Green, lean, and global supply chains. Int. J. Phys. Distrib. Logist. Manag. 2010, 40, 14–41.
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541.
- Pereira, A.C.; Romero, F. A review of the meanings and the implications of the Industry 4.0 concept. Procedia Manuf. 2017, 13, 1206–1214.
- Ogrean, C.; Herciu, M. Romania’s SMEs on the Way to EU’s Twin Transition to Digitalization and Sustainability. Stud. Bus. Econ. 2021, 16, 282–295.
- Ortega-Gras, J.J.; Bueno-Delgado, M.V.; Cañavate-Cruzado, G.; Garrido-Lova, J. Twin Transition through the Implementation of Industry 4.0 Technologies: Desk-Research Analysis and Practical Use Cases in Europe. Sustainability 2021, 13, 13601.
- Kamble, S.S.; Gunasekaran, A.; Gawankar, S.A. Sustainable Industry 4.0 framework: A systematic literature review identifying the current trends and future perspectives. Process Saf. Environ. Prot. 2018, 117, 408–425.
- Gallo, T.; Cagnetti, C.; Silvestri, C.; Ruggieri, A. Industry 4.0 tools in lean production: A systematic literature review. Procedia Comput. Sci. 2021, 180, 394–403.
- Rahman, M.S.B.A.; Mohamad, E.; Rahman, B.A. Development of IoT—Enabled data analytics enhance decision support system for lean manufacturing process improvement. Concurr. Eng. Res. Appl. 2021, 29, 208–220.
- Saravanan, G.; Parkhe, S.S.; Thakar, C.M.; Kulkarni, V.V.; Mishra, H.G.; Gulothungan, G. Implementation of IoT in production and manufacturing: An Industry 4.0 approach. Mater. Today Proc. 2022, 51, 2427–2430.
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10.
- Kamble, S.S.; Gunasekaran, A.; Ghadge, A.; Raut, R. A performance measurement system for industry 4.0 enabled smart manufacturing system in SMMEs- A review and empirical investigation. Int. J. Prod. Econ. 2020, 229, 107853.
- Dalmarco, G.; Ramalho, F.R.; Barros, A.C.; Soares, A.L. Providing industry 4.0 technologies: The case of a production technology cluster. J. High Technol. Manag. Res. 2019, 30, 100355.
- Amaral, A.; Peças, P. A Framework for Assessing Manufacturing SMEs Industry. Appl. Sci. 2021, 11, 6127.
- Rosin, F.; Forget, P.; Lamouri, S.; Pellerin, R. Impacts of Industry 4.0 technologies on Lean principles. Int. J. Prod. Res. 2020, 58, 1644–1661.
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J. Industry 4.0 implies lean manufacturing: Research activities in industry 4.0 function as enablers for lean manufacturing. J. Ind. Eng. Manag. 2016, 9, 811–833.
- Valamede, L.S.; Akkari, C.A.S. Lean 4.0: A New Holistic Approach for the Integration of Lean Manufacturing Tools and Digital Technologies. IJMEMS 2020, 5, 851–868.
- Agostinho, V.; Baldo, C.R. Assessment of the impact of Industry 4.0 on the skills of Lean professionals. Procedia CIRP 2021, 96, 225–229.
- Ionel, D.S.; Opran, C.G.; Valimareanu, B.C. Lean Manufacturing 4.0—Dynamic physical and cybernetic system for Industry 4.0. IOP Conf. Ser. Mater. Sci. Eng. 2020, 916, 10.
- Anosike, A.; Alafropatis, K.; Garza-Reyes, J.A.; Kumar, A.; Luthra, S.; Rocha-Lona, L. Lean manufacturing and internet of things—A synergetic or antagonist relationship? Comput. Ind. 2021, 129, 103464.
- Wagner, T.; Herrmann, C.; Thiede, S. Industry 4.0 impacts on lean production systems. Procedia CIRP 2017, 63, 125–131.
- Okano, M.T. IOT and Industry 4.0: The Industrial New Revolution. In Proceedings of the International Conference on Management and Information Systems, Istanbul, Turkey, 17–20 October 2017; pp. 75–82. Available online: http://www.icmis.net/icmis17/icmis17cd/pdf/S188.pdf (accessed on 30 June 2022).
- Peralta, G.; Iglesias-Urkia, M.; Barcelo, M.; Gomez, R.; Moran, A.; Bilbao, J. Fog computing based efficient IoT scheme for the Industry 4.0. IEEE Int. Work. Electron. Control. Meas. Signals Appl. Mechatron. 2017, 1–6.
- Sony, M. Industry 4.0 and lean management: A proposed integration model and research propositions. Prod. Manuf. Res. 2018, 6, 416–432.
- Hwang, G.; Lee, J.; Park, J.; Chang, T.-W. Developing performance measurement system for Internet of Things and smart factory environment. Int. J. Prod. Res. 2017, 55, 2590–2602.
- Mrugalska, B.; Wyrwicka, M.K. Towards Lean Production in Industry 4.0. Procedia Eng. 2017, 182, 466–473.
- CEFRIO. Prendre Part à la Révolution Manufacturière? Du Rattrapage Technologique à l’Industrie 4.0 chez les PME . CEFRIO 2016. Available online: https://espace2.etsmtl.ca/id/eprint/14578/1/Prendre-part-à-la-révolution-manufacturière-Du-rattrapage-technologique-à-l’Industrie-4.0-chez-les-PME.pdf (accessed on 30 June 2022).
- Al-Ahmari, A.M.; Abidi, M.H.; Ahmad, A.; Darmoul, S. Development of a virtual manufacturing assembly simulation system. Adv. Mech. Eng. 2016, 8, 1–13.
- Narula, S.; Puppala, H.; Kumar, A.; Luthra, S.; Dwivedy, M.; Prakash, S.; Talwar, V. Are Industry 4.0 technologies enablers of lean? Evidence from manufacturing industries. Int. J. Lean Six Sigma 2022.
- Tripathi, V. A Sustainable Methodology Using Lean and Smart Manufacturing for the Cleaner Production of Shop Floor Management in Industry 4.0. Mathematics 2022, 10, 347.
- Javaid, M.; Haleem, A.; Singh, R.P.; Rab, S.; Suman, R.; Khan, S. Exploring relationships between Lean 4.0 and manufacturing industry. Ind. Rob. 2022, 49, 402–414.
- Rifqi, H.; Zamma, A.; Souda, S.B.; Hansali, M. Positive Effect of Industry 4.0 on Quality and Operations Management. Int. J. Online Biomed. Eng. 2021, 17, 133–147.
- Tripathi, V. A Novel Smart Production Management System for the Enhancement of Industrial Sustainability in Industry 4.0. Math. Probl. Eng. 2022, 2022, 6424869.
- Zarrar, A.; Rasool, M.H.; Raza, S.M.M.; Rasheed, A. IoT-Enabled Lean Manufacturing: Use of IoT as a Support Tool for Lean Manufacturing. In Proceedings of the 2021 International Conference on Artificial Intelligence of Things (ICAIoT), Virtual Conference, 3–4 September 2021; Volume 2021, pp. 15–20.
- Fukuzawa, M.; Sugie, R.; Park, Y.; Shi, J. An Exploratory Case Study on the Metrics and Performance of IoT Investment in Japanese Manufacturing Firms. Sustainability 2022, 14, 2708.
- Simonetto, M.; Peron, M.; Fragapane, G.; Sgarbossa, F. Digital Assembly Assistance System in Industry 4.0 Era: A Case Study with Projected Augmented Reality. Adv. Manuf. Autom. X 2021, 644–651. Available online: https://ntnuopen.ntnu.no/ntnu-xmlui/bitstream/handle/11250/2729767/Simonetto_DigitalAssemblyAssistanceSysteminIndustry4.0era.pdf?sequence=1 (accessed on 30 June 2022).
- Simonetto, M.; Arena, S.; Peron, M. A methodological framework to integrate motion capture system and virtual reality for assembly system 4.0 workplace design. Saf. Sci. 2022, 146, 105561.
- Vlachos, I.P.; Pascazzi, R.M.; Zobolas, G.; Repoussis, P.; Giannakis, M. Lean manufacturing systems in the area of Industry 4.0: A lean automation plan of AGVs/IoT integration. Prod. Plan. Control 2021, 9537287.
- Cifone, F.D.; Hoberg, K.; Holweg, M.; Staudacher, A.P. ‘Lean 4.0’: How can digital technologies support lean practices? Int. J. Prod. Econ. 2021, 241, 108258.
- Lu, Y.; Liu, Z.; Min, Q. A digital twin-enabled value stream mapping approach for production process reengineering in SMEs. Int. J. Comput. Integr. Manuf. 2021, 34, 764–782.
- Meister, M.; Bessle, J.; Cviko, A.; Boing, T.; Metternich, J. Manufacturing Analytics for problem-solving processes in production. Procedia CIRP 2019, 81, 1–6.
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies, Application Case, and Challenges. IEEE Access 2017, 6, 6505–6519.
- Rüttimann, B.G.; Stöckli, M.T. Lean and Industry 4.0—Twins, Partners, or Contenders? A Due Clarification Regarding the Supposed Clash of Two Production Systems. J. Serv. Sci. Manag. 2016, 9, 485–500.
- Breque, M.; de Nul, L.; Petridis, A. Industry 5.0: Towards a sustainable, human-centric and resilient European industry. Eur. Comm. Publ. Off. 2021.

