Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Davide Masato | -- | 2416 | 2022-08-22 15:03:35 | | | |
| 2 | Camila Xu | Meta information modification | 2416 | 2022-08-24 02:15:59 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Masato, D.; Piccolo, L.; Lucchetta, G.; Sorgato, M. Applications of Texturing in Injection Molding. Encyclopedia. Available online: https://encyclopedia.pub/entry/26357 (accessed on 24 June 2026).
Masato D, Piccolo L, Lucchetta G, Sorgato M. Applications of Texturing in Injection Molding. Encyclopedia. Available at: https://encyclopedia.pub/entry/26357. Accessed June 24, 2026.
Masato, Davide, Leonardo Piccolo, Giovanni Lucchetta, Marco Sorgato. "Applications of Texturing in Injection Molding" Encyclopedia, https://encyclopedia.pub/entry/26357 (accessed June 24, 2026).
Masato, D., Piccolo, L., Lucchetta, G., & Sorgato, M. (2022, August 22). Applications of Texturing in Injection Molding. In Encyclopedia. https://encyclopedia.pub/entry/26357
Masato, Davide, et al. "Applications of Texturing in Injection Molding." Encyclopedia. Web. 22 August, 2022.
Copy Citation
Texturing is an engineering technology that can be used to enable surface functionalization in the plastics injection molding industry. A texture is defined as the geometrical modification of the topography by addition of surface features that are characterized by a smaller scale than the overall surface dimensions. Texturing is added to products to create novel functionalities of plastic products and tools, which can be exploited to modify interactions with other materials in contact with the surface.
surface texturing
surface engineering
plastics manufacturing
injection molding
1. Introduction
The broad range of properties that characterize polymers have made texturing a significant segment for the plastics industry. The value of a textured plastic part can be very high thanks to its added functionalities. Consumer products with surface textures are widespread, offering users a wide array of looks and feels. The texturing of plastic parts finds applications for both consumer and high-end engineering products. The functionalities introduced by surface texturing range from simple aesthetics (e.g., rigid plastic packaging) to advanced biomedical applications (e.g., scaffolds for tissue engineering). More recently, texturing has been used to functionalize injection molds to improve both the process’s filling and ejection phases.
Texturing plastic parts by replicating a micro- or nano-structured tool has been demonstrated as a cost-effective solution to generate different patterns on three-dimensional surfaces. Texture replication requires the consideration of design, material, and processing factors [1]. However, the extensive industrial polymer processing knowledge has constituted an excellent basis for developing the technology. The most common technologies used to replicate micro- and nano-structured technologies include injection molding [2][3], injection-compression molding [4], hot-embossing [5][6], roll-to-roll [7], and other variants of these technologies. The understanding of replication during processing requires the evaluation of polymer properties, processing parameters, and product functionality. Several researchers have studied extensively how different parameters affect replication for different processes.
2. Applications of Texturing in Injection Molding
Texturing finds different applications in injection molding technologies, ranging from plastic products to mold functionalization. Textures have been used to improve the appearance and functionality of plastic products, allowing significant opportunities for plastic manufacturers. More recently, the increased availability of texturing technologies has opened up opportunities for mold surface functionalization. The generation of micro- and nano-scale features on tool surfaces has improved the filling and ejection in plastic injection molding. Figure 1 summarizes the field of application and the functionalities of texturing for injection molding. The texturing technologies presented in this research have been used for molding applications with different levels of success. While some are well-established (e.g., chemical etching or micro EDM), others require more application-specific development in conjunction with polymer processing considerations.
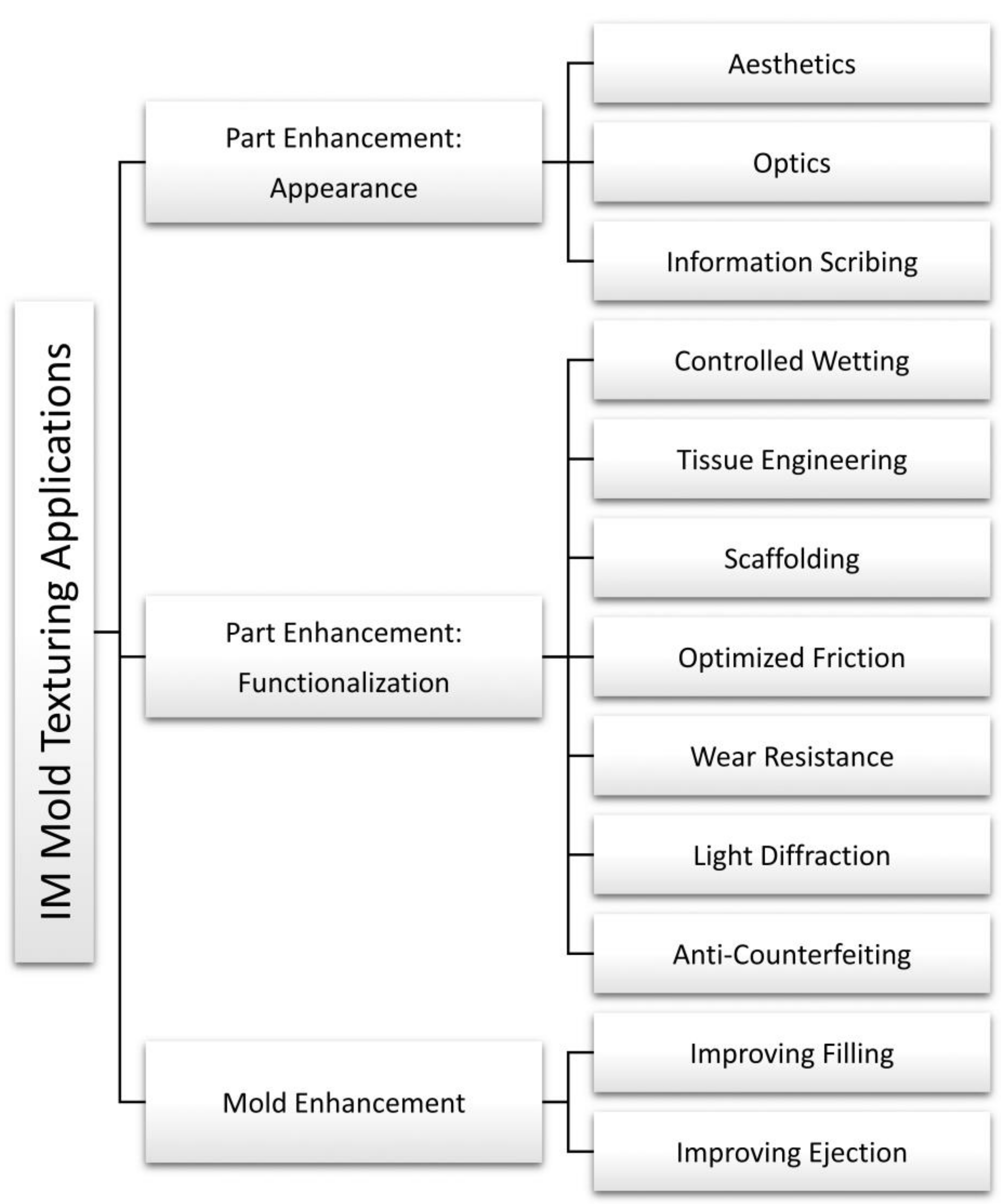 Figure 1. Applications of surface texturing in injection molding and their functionalities.
Figure 1. Applications of surface texturing in injection molding and their functionalities.2.1. Aesthetic Texturing
A plastic product’s aesthetic appearance can be modified by adding textures in the sub-millimeter on a micro-scale range. Smaller features, not visible to the human eye, are typically used for other applications. The texture design process is often based on creativity and marketing. However, the aesthetic surfaces often mimic natural textures like leather, wood, or animal skins. Other surfaces are textured to create grained, dull, soft, smooth, structured, or rough-shaded effects that are perceived as elegant cosmetic surface finishes. These textures change the customer’s perception of a product, thus creating market value. Examples range from the interior surfaces of different vehicles to PET soda bottles. However, these surfaces’ applications are limitless and have been successfully implemented in automotive, electronics, packaging, and more industries [8].
The features’ dimensions and design determine the selection of the most appropriate texturing technology for aesthetic applications. The most commonly used technology for aesthetic texturing is chemical etching due to its ability to work with large surfaces. However, more recently, laser-based technology has also been implemented thanks to its flexibility and smaller environmental footprint. For example, Brenner et al. used laser to texture a large and 3D mold used for an automotive application [9].
The successful replication of a textured injection mold requires particular processing consideration. Specifically, high mold temperatures may be required to replicate the texture geometry completely. These applications are supported by rapid heat cycle molding technologies, which allow heating of the mold above the polymer transition temperature during filling and rapid cooling before ejection [2][10].
2.2. Optics Functionalization
Surface texturing finds application in plastic products that require specific optical properties. Optics applications require replicating mold textures using transparent polymers, allowing the manufacturing of different optical components. Examples of micro- and nano-textured optical components include lenses, diffractive optical elements, diffraction gratings, blazed gratings, slanted gratings, diffractive diffusers, optical diffusers, and beam splitters. The industries implementing textured plastic lenses in their products are mainly automotive and electronics. In both industries, semiconductors for illumination and sensing systems led to the development of micro-lenses used as diffractive elements. The light beam generated by LED (Light Emitting Diode) or OLED (Organic Light Emitting Diode) is shaped by surface features when passing through the lens. The most common products are headlights for vehicles or camera lenses for smartphones. More advanced applications include components for photovoltaic systems, as manufactured by Fritz et al. using lithography for the insert texturing and hot embossing for replication [11].
The most common type of texture used for this application is micro-scale prisms (i.e., depth and width in the order of 102 μm and radius of 101 μm). The surface features must have a high surface finish and accurate dimensional tolerances. Hence, micro-milling, UV lithography, and laser writing are the most commonly used texturing technologies. Other technologies, such as μEDM, are more challenging because of their inherently high surface roughness [12]. The master tools’ surface structures are generally coated to increase their wear resistance and promote the release of the polymer at the end of the replication (Saha et al., 2016). The textured tools are replicated on a large scale using different manufacturing processes, such as injection molding, hot embossing, and roll-to-roll.
2.3. Information Scribing
Information scribing is an inexpensive, durable, and secure approach adopted to trace a product. Branding with appealing logos or artistic textures is widely used for both consumer and high-end products. By engraving a brand name, serial number, or other legal marks on a product, a company not only reinforces its brand image but also protects its name. Counterfeiting can be a challenge to a company’s ability to protect its name and brand identity. An engraved serial number or a complex geometry on a mold ensures a level of security for the company [13]. Moreover, engravings report information regarding the polymer grade, recyclability, and end-of-life strategies. The texturing technologies adopted for information scribing are mainly laser-based due to their ease of use and flexibility [14]. Information scribing range from letters or logos engraved using laser ablation to nano-scale structures used for surface coloring to micro-scale counterfeiting features.
2.4. Structural Colors
Texturing is an effective solution to create light diffraction effects on the surface of plastic products. Submicron scale patterns diffract the light when their pitch dimension is close to the visible light wavelength (i.e., 380–740 nm). Depending on the size and orientation of the structures and the angle of orientation of the incident light, different shiny shades of colors are visible throughout the entire visible spectrum [15][16]. The diffraction effect is similar to the one that can be seen on CDs and DVDs, but differently, as only one color is shown at a specific angle. Homogenous textures with long ripples are required to show structural colors, and smooth areas may alternate them to increase the shiny effect [13]. The diffraction effect is mainly obtained with laser-based texturing technologies, such as ultrafast femtosecond laser ablation.
2.5. Controlled Wetting
Textures with micro- and nano-scale features are used to modify and control a surface’s wetting properties. The wetting properties of a surface define its interaction with a liquid, and the contact angle is the most representative indication of the wetting behavior. The most famous example of the effect of texturing on surface wettability is found in nature on lotus leaves, which easily repel water. The presence of micro- and nano-scale hierarchical features modifies the interaction of the surface with liquids.
Adding a texture to a product can lead to hydrophobic behavior [17]. Engineering applications that exploit this phenomenon include hydrophobic [18], hydrophilic, icephobic [19], anti-fogging, self-cleaning [20][21], anti-fouling [22], and more functional surfaces [23]. Oleophobicity (i.e., the ability of a surface to repel oils) and amphiphobicity (i.e., the surface’s ability to repel both water and oil) can also be controlled and enhanced using texturing.
Hierarchical textures are commonly exploited to control wetting properties [24]. Two substantially different scale patterns define the two overlapped textures. The larger one is typically characterized by features of the order of 101 μm. The smaller textures, realized on top of the other, are typically smaller than 102 nanometers. For example, Wang et al. used a picosecond laser to generate different textures on mold steel with super-hydrophobic properties [25]. Similar surfaces were replicated using injection molding from inserts textured using EDM [26]. It should be noted that the polymer–texture interaction is also significant in these applications because the effect of patterning the surface enhances the polymer’s intrinsic surface properties. Typically, polymers show a low wetting with water that can be further improved, obtaining a more hydrophobic behavior (i.e., reducing its surface energy) [27]. Moreover, the polymer’s rheological and thermal properties influence the ability to achieve complete replication using a specific polymer processing technology [10].
Hierarchical textures have been manufactured using different texturing technologies. The most critical aspects of their manufacturing are related to the submicron scale texture generation, which needs to fit on the first texture accurately. The use of laser-based technologies allows excellent flexibility and control over small patterns [28]. High-energy texturing technologies have also been used, but they are typically carried out in clean-room environments.
2.6. Biomedical Functionalization
Textured surfaces find several applications in biomedical devices manufactured with polymers. Surface functionalities have been introduced to modify interactions with biological substances, such as cells, tissues, fluids, and more. The topography modification can significantly impact the biological response of the surface. Textured surfaces have been used to improve the interrelation between implants (e.g., pins, screws, rods, clips, etc.) and the surrounding tissue [29][30]. Other examples include tissue [31] and cell engineering scaffolds [32], microfluidic devices [33], organ-on-chip [34], and surgical tools. Texturing technologies are also being used to enable the large-scale manufacturing of microneedles [35][36].
The application of micro- and nano-structured plastic products for medical devices are expected to continuously grow, owing it to the wide range of properties that can be obtained using polymers. Biomedical applications exploit very different texturing technologies, and the most appropriate is typically selected based on the specific product.
2.7. Controlled Friction
The tribological properties of polymers are often poor, thus limiting their use for dry contact applications. In the industry, the problem is solved using lubricants (solid or liquid) or by changing the resin formulation. Surface texturing is an alternative to these techniques. The surface features reduce the contact area, entrap the wear debris, and improve surface/lubricant contact [37]. Depending on the lubrication condition and texture geometry, the tribological effect of a textured surface varies significantly. Thus, it is essential to design the right texture for a particular application [38]. Common textures used to modify the friction properties of a surface are micro dimples [39][40], micro stripes [41], micro grooves, and banded grooves [42]. The accuracy of feature definition, angle sharpness, edge angle, depth, and pitch all constitute factors that will influence the tribological properties. Surface wear needs to be considered for textured surfaces. However, it can be controlled through material selection and pattern design. For example, Aziz et al. used Fused Deposition Modeling (FDM) 3D printing to modify the tribological behavior of PLA surfaces [43].
2.8. Tool Surface Functionalization
The tool surface represents the boundary that controls the polymer/tool interactions. Tool topography can be modified to control polymer replication, achieving significant processing benefits. Different strategies have been used to achieve that, particularly surface modification using coatings and surface texturing [44][45][46][47]. The most significant benefits of surface engineering were observed for the filling of the micro- or nano-scale features and the ejection of the replicated texture from the tool. This section focuses on the effects of texturing on polymer flow and part ejection from the tool.
2.8.1. Filling
Texturing has been demonstrated as an effective way to improve the filling of thin-wall injection molding cavities by reducing the required pressure drop [48]. Reducing the pressure requirement can lead to advantages for plastic product design, processing energy requirements, and resin selection. The effect of tool texturing on the polymer flow changes the rheological and thermal polymer/mold interface interactions.
Submicron scale textures realized using ultrafast pulsed laser have shown an effect on the onset of the wall slip phenomena (Figure 2). When touching the mold surface, the polymer macromolecules cannot reach the depth of the texture valleys, thus the absorption points are less than a flat surface. The viscosity, the molecular mass distribution, and the polymer chains’ relaxation time play an essential role in the phenomena. A polymer with high viscosity, narrow molecular mass distribution, and long relaxation time is more likely to slip [49].
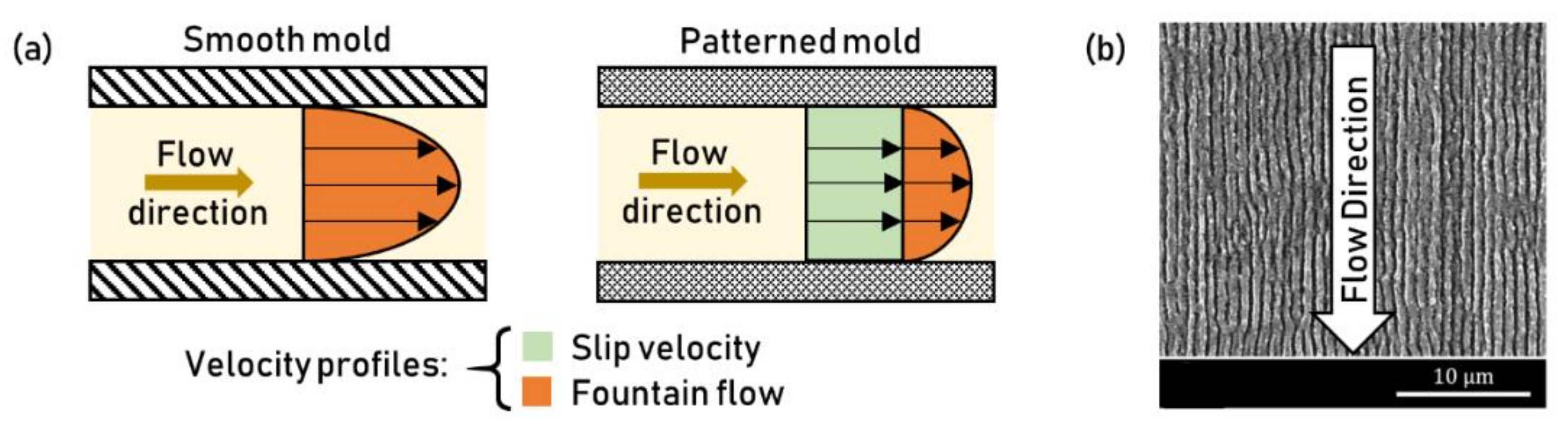 Figure 2. (a) Effect of wall slip on the polymer velocity profile in a thin-wall injection molding cavity; (b) ripples aligned along the polymer flow to facilitate wall slip.
Figure 2. (a) Effect of wall slip on the polymer velocity profile in a thin-wall injection molding cavity; (b) ripples aligned along the polymer flow to facilitate wall slip.Micro- and nano-scale texturing can also affect the filling flow by changing the thermal boundary condition at the polymer/mold interface [10][50]. The air pockets trapped in the troughs in the texture have low thermal conductivity, thus they delay the heat transfer to the mold and keep the polymer warmer during filling. However, this effect is relevant only for thin-wall plastic parts, specifically an experimental threshold of 150 μm was identified [51][52].
2.8.2. Ejection
The topography highly affects the ejection of the polymer part from the textured tool. Several strategies have been adopted in the industry to decrease the force required to separate the polymer from the tool. In particular, the effect of surface roughness has been widely studied and exploited [53]. The force required to separate a plastic part from the mold generally increases with a rougher surface. However, highly polished tool surfaces also lead to high forces due to the vacuum generated at the interface. The optimization of mold topography through texturing has been demonstrated as an effective solution to solve demolding issues [54].
The understanding of ejection friction requires the analysis of the adhesion and deformation components [55]. The adhesion term is a surface effect related to chemical, electrostatic, and capillary adhesion. The deformation term is controlled by the mechanical interlocking generated between the polymer and the texture [56]. Surface engineering strategies control both components of ejection friction. In particular, mold surface generation using texturing controls the deformation component, while modification using coatings controls the adhesion [47].
References
- Hansen, H.N.; Hocken, R.J.; Tosello, G. Replication of micro and nano surface geometries. CIRP Ann. Manuf. Technol. 2011, 60, 695–714.
- Masato, D.; Sorgato, M.; Lucchetta, G. Analysis of the influence of part thickness on the replication of micro-structured surfaces by injection molding. Mater. Des. 2016, 95, 219–224.
- Hernández, P.; Murawko, A.; Martínez, J.; Peláez, G.; Ares, E. Replication of micro laser textures by injection molding. Procedia Eng. 2013, 63, 885–894.
- Masato, D.; Sorgato, M.; Lucchetta, G. Characterization of the micro injection-compression molding process for the replication of high aspect ratio micro-structured surfaces. Microsyst. Technol. 2017, 23, 3661–3670.
- Kolew, A.; Münch, D.; Sikora, K.; Worgull, M. Hot embossing of micro and sub-micro structured inserts for polymer replication. Microsyst. Technol. 2011, 17, 609–618.
- Jucius, D.; Guobiene, A.; Grigaliunas, V. Surface texturing of polytetrafluoroethylene by hot embossing. Appl. Surf. Sci. 2010, 256, 2164–2169.
- Shivaprakash, N.K.; Zhang, J.; Panwar, A.; Barry, C.; Truong, Q.; Mead, J. Continuous manufacturing of reentrant structures via roll-to-roll process. J. Appl. Polym. Sci. 2019, 136, 46980.
- Barr, C.J.; Wang, L.; Coffey, J.K.; Daver, F. Influence of surface texturing on scratch/mar visibility for polymeric materials: A review. J. Mater. Sci. 2017, 52, 1221–1234.
- Brenner, A.; Zecherle, M.; Verpoort, S.; Schuster, K.; Schnitzler, C.; Kogel-Hollacher, M.; Reisacher, M.; Nohn, B. Efficient production of design textures on large-format 3D mold tools. J. Laser Appl. 2020, 32, 012018.
- Piccolo, L.; Puleo, K.; Sorgato, M.; Lucchetta, G.; Masato, D. Modeling the replication of submicron-structured surfaces by micro injection molding. Mater. Des. 2021, 198, 109272.
- Fritz, B.; Guttmann, M.; Soler, P.C.; Roslizar, A.; Langenhorst, M.; Schneider, M.; Paetzold, U.W.; Richards, B.S.; Lemmer, U.; Huenig, R.; et al. Towards mass fabrication of hot embossed plant surface texture replicas as photovoltaic cover layers. In Nanoengineering: Fabrication, Properties, Optics, and Devices XV; SPIE: Bellingham, DC, USA, 2018; p. 17.
- Sorgato, M.; Masato, D.; Lucchetta, G. Effects of machined cavity texture on ejection force in micro injection molding. Precis. Eng. 2017, 50, 440–448.
- Yao, J.; Zhang, C.; Liu, H.; Dai, Q.; Wu, L.; Lan, S.; Gopal, A.V.; Trofimov, V.A.; Lysak, T.M. Selective appearance of several laser-induced periodic surface structure patterns on a metal surface using structural colors produced by femtosecond laser pulses. Appl. Surf. Sci. 2012, 258, 7625–7632.
- Jwad, T.; Penchev, P.; Nasrollahi, V.; Dimov, S. Laser induced ripples’ gratings with angular periodicity for fabrication of diffraction holograms. Appl. Surf. Sci. 2018, 453, 449–456.
- Bonse, J.; Höhm, S.; Kirner, S.; Rosenfeld, A.; Krüger, J. Laser-induced Periodic Surface Structures (LIPSS)—A Scientific Evergreen. Conf. Lasers Electro-Opt. 2016, 23, 9000615.
- Dusser, B.; Sagan, Z.; Soder, H.; Faure, N.; Colombier, J.P.; Jourlin, M.; Audouard, E. Controlled nanostructrures formation by ultra fast laser pulses for color marking. Opt. Express 2010, 18, 2913.
- Krantz, J.; Caiado, A.; Piccolo, L.; Gao, P.; Sorgato, M.; Lucchetta, G.; Masato, D. Dynamic wetting characteristics of submicron-structured injection molded parts. Polym. Eng. Sci. 2022, 62, 2093–2101.
- Romano, J.M.; Fantova Sarasa, J.; Concheso, C.; Gulcur, M.; Dashtbozorg, B.; Garcia-Giron, A.; Penchev, P.; Dong, H.; Whiteside, B.R.; Dimov, S. Effects of mould wear on hydrophobic polymer surfaces replicated using plasma-treated and laser-textured stainless steel inserts. Tribol. Mater. Surf. Interfaces 2020, 14, 240–252.
- Gaddam, A.; Sharma, H.; Karkantonis, T.; Dimov, S. Anti-icing properties of femtosecond laser-induced nano and multiscale topographies. Appl. Surf. Sci. 2021, 552, 149443.
- Khan, S.A.; Boltaev, G.S.; Iqbal, M.; Kim, V.; Ganeev, R.A.; Alnaser, S. Ultrafast fiber laser-induced fabrication of superhydrophobic and self-cleaning metal surfaces. Appl. Surf. Sci. 2020, 542, 148560.
- Sorgato, M.; Zanini, F.; Masato, D.; Lucchetta, G. Effect of laser-induced periodic surface structures on the self-cleaning properties of venting in injection molding. In Proceedings of the Annual Technical Conference—ANTEC, Detroit, MI, USA, 18–21 March 2019; Volume 2019.
- Siddiquie, R.Y.; Gaddam, A.; Agrawal, A.; Dimov, S.S.; Joshi, S.S. Anti-Biofouling Properties of Femtosecond Laser-Induced Submicron Topographies on Elastomeric Surfaces. Langmuir 2020, 36, 5349–5358.
- Liu, H.; Wang, Y.; Huang, J.; Chen, Z.; Chen, G.; Lai, Y. Bioinspired Surfaces with Superamphiphobic Properties: Concepts, Synthesis, and Applications. Adv. Funct. Mater. 2018, 28, 1707415.
- Romano, J.M.; Garcia-Giron, A.; Penchev, P.; Gulcur, M.; Whiteside, B.R.; Dimov, S. Lotus-leaf inspired surfaces: Hydrophobicity evolution of replicas due to mechanical cleaning and mold wear Item Type Article. J. Micro Nano-Manuf. 2020, 8, 010913.
- Wang, X.; Zheng, H.; Wan, Y.; Feng, W.; Lam, Y.C. Picosecond Laser Surface Texturing of a Stavax Steel Substrate for Wettability Control. Engineering 2018, 4, 816–821.
- Lu, Y.; Chen, F.; Wu, X.; Zhou, C.; Zhao, H.; Li, L.; Tang, Y. Precise WEDM of micro-textured mould for micro-injection molding of hydrophobic polymer surface. Mater. Manuf. Processes 2019, 34, 1342–1351.
- Vera, J.; Brulez, A.C.; Contraires, E.; Larochette, M.; Valette, S.; Benayoun, S. Influence of the polypropylene structure on the replication of nanostructures by injection molding. J. Micromech. Microeng. 2015, 25, 115027.
- Orazi, L.; Gnilitskyi, I.; Serro, A.P. Laser nanopatterning for wettability applications. J. Micro Nano-Manuf. 2017, 5, 021008.
- Rahman, M.M.; Biswas, M.A.S.; Hoque, K.N. Recent development on micro-texturing of UHMWPE surfaces for orthopedic bearings: A review. Biotribology 2022, 31, 100216.
- Basile, V.; Modica, F.; Surace, R.; Fassi, I. Micro-texturing of molds via Stereolithography for the fabrication of medical components. Procedia CIRP 2022, 110, 93–98.
- Lantada, A.D.; Piotter, V.; Plewa, K.; Barié, N.; Guttmann, M.; Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. Int. J. Adv. Manuf. Technol. 2015, 76, 1011–1020.
- Wilson, C.E.; de Bruijn, J.D.; van Blitterswijk, C.A.; Verbout, A.J.; Dhert, W.J.A. Design and fabrication of standardized hydroxyapatite scaffolds with a defined macro-architecture by rapid prototyping for bone-tissue-engineering research. J. Biomed. Mater. Res. Part A 2003, 68, 123–132.
- Chang, T.L.; Tsai, T.K.; Yang, H.P.; Huang, J.Z. Effect of ultra-fast laser texturing on surface wettability of microfluidic channels. Microelectron. Eng. 2012, 98, 684–688.
- Díaz Lantada, A.; Pfleging, W.; Besser, H.; Guttmann, M.; Wissmann, M.; Plewa, K.; Smyrek, P.; Piotter, V.; García-Ruíz, J.P. Research on the methods for the mass production of multi-scale organs-on-chips. Polymers 2018, 10, 1238.
- Aldawood, F.K.; Andar, A.; Desai, S. A comprehensive review of microneedles: Types, materials, processes, characterizations and applications. Polymers 2021, 13, 2815.
- Gülçür, M.; Romano, J.M.; Penchev, P.; Gough, T.; Brown, E.; Dimov, S.; Whiteside, B. A cost-effective process chain for thermoplastic microneedle manufacture combining laser micro-machining and micro-injection moulding. CIRP J. Manuf. Sci. Technol. 2021, 32, 311–321.
- Voyer, J.; Ausserer, F.; Klien, S.; Velkavrh, I.; Diem, A. Reduction of the Adhesive Friction of Elastomers through Laser Texturing of Injection Molds. Lubricants 2017, 5, 45.
- Voyer, J.; Jiang, Y.; Pakkanen, T.A.; Diem, A. Adhesive friction and wear of micro-pillared polymers in dry contact. Polym. Test. 2019, 73, 258–267.
- Quazi, M.M.; Fazal, M.A.; Haseeb, A.S.M.A.; Yusof, F.; Masjuki, H.H.; Arslan, A. Laser-based Surface Modifications of Aluminum and its Alloys. Crit. Rev. Solid State Mater. Sci. 2016, 41, 106–131.
- Byun, J.W.; Shin, H.S.; Kwon, M.H.; Kim, B.H.; Chu, C.N. Surface texturing by micro ECM for friction reduction. Int. J. Precis. Eng. Manuf. 2010, 11, 747–753.
- Sugihara, T.; Enomoto, T. Improving anti-adhesion in aluminum alloy cutting by micro stripe texture. Precis. Eng. 2012, 36, 229–237.
- Shinkarenko, A.; Kligerman, Y.; Etsion, I. The effect of surface texturing in soft elasto-hydrodynamic lubrication. Tribol. Int. 2009, 42, 284–292.
- Aziz, R.; Haq, M.I.U.; Raina, A. Effect of surface texturing on friction behaviour of 3D printed polylactic acid (PLA). Polym. Test. 2020, 85, 106434.
- Sorgato, M.; Zanini, F.; Masato, D.; Lucchetta, G. Submicron laser-textured vents for self-cleaning injection molds. J. Appl. Polym. Sci. 2020, 137, 49280.
- Sorgato, M.; Masato, D.; Piccolo, L.; Lucchetta, G. Plastic intensity reduction using thermally insulating coatings for injection molds. CIRP J. Manuf. Sci. Technol. 2020, 30, 79–86.
- Masato, D.; Sorgato, M.; Batal, A.; Dimov, S.; Lucchetta, G. Thin-wall injection molding of polypropylene using molds with different laser-induced periodic surface structures. Polym. Eng. Sci. 2019, 59, 1889–1896.
- Sorgato, M.; Masato, D.; Lucchetta, G. Tribological effects of mold surface coatings during ejection in micro injection molding. J. Manuf. Processes 2018, 36, 51–59.
- Sorgato, M.; Masato, D.; Lucchetta, G.; Orazi, L. Effect of different laser-induced periodic surface structures on polymer slip in PET injection moulding. CIRP Ann. 2018, 67, 575–578.
- Ebrahimi, M.; Konaganti, K.; Moradi, S.; Doufas, K. Slip of polymer melts over micro/nano-patterned metallic surfaces. Soft Matter 2016, 12, 9759–9768.
- Sorgato, M.; Masato, D.; Lucchetta, G. Effect of vacuum venting and mold wettability on the replication of micro-structured surfaces. Microsyst. Technol. 2017, 23, 2543–2552.
- Ong, N.S.; Zhang, H.L.; Lam, Y.C. Three-dimensional modeling of roughness effects on microthickness filling in injection mold cavity. Int. J. Adv. Manuf. Technol. 2009, 45, 481–489.
- Ong, N.S.; Zhang, H.L.; Lam, Y.C. Numerical Simulation of Cavity Roughness Effects on Melt Filling in Microinjection Molding. Adv. Polym. Technol. J. Polym. Processing Inst. 2009, 27, 89–97.
- Sasaki, T.; Koga, N.; Shirai, K.; Kobayashi, Y.; Toyoshima, A. An experimental study on ejection forces of injection molding. Precis. Eng. 2000, 24, 270–273.
- Delaney, K.D.; Bissacco, G.; Kennedy, D. A structured review and classification of demolding issues and proven solutions. Int. Polym. Processing 2012, 27, 77–90.
- Masato, D.; Sorgato, M.; Lucchetta, G. Effect of ultrasound vibration on the ejection friction in microinjection molding. Int. J. Adv. Manuf. Technol. 2018, 96, 345–358.
- Masato, D.; Sorgato, M.; Parenti, P.; Annoni, M.; Lucchetta, G. Impact of deep cores surface topography generated by micro milling on the demolding force in micro injection molding. J. Mater. Processing Technol. 2017, 246, 211–223.
More
Information
Subjects:
Engineering, Manufacturing
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.6K
Revisions:
2 times
(View History)
Update Date:
24 Aug 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No