 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | George Blankson Abaka-Wood | -- | 2976 | 2022-05-19 14:28:50 | | | |
| 2 | Jason Zhu | -36 word(s) | 2940 | 2022-05-20 03:29:08 | | |
Video Upload Options
The rapid depletion of high-grade rare earth elements (REE) resources implies that future supplies may be augmented with low-grade ores, tailings, and other unconventional resources to meet cut-off grades and, subsequently, supply demands. There are distinct differences in the beneficiation response of REE and gangue minerals in the tailings. Gravity, wet magnetic, and froth flotation separation methods produced significantly varying REE recoveries and upgrades. Tabling presented a better potential for REE minerals upgrade compared to the Knelson Concentrator (KC). However, wet magnetic separation produced two REE “rich” preconcentrates. The two REE preconcentrates were subsequently upgraded via froth flotation. In terms of recovery, the best result was achieved during the multistage flotation process carried out on the tailings “feed” in the presence of hydroxamic acid and depressants. With high recoveries obtained using such readily available conventional separation methods, the tailings provide additional REE value to the primary commodities.
1. Introduction
2. Rationale
3. Physicochemical and Mineralogical Characteristics of the Tailings
-
What are the REE-bearing minerals in the tailings?
-
What are the gangue minerals present in the tailings, and what are their physical and chemical characteristics?
-
What REE–gangue mineralization and associations are present in the tailings?
4. Froth Flotation
5. Gravity Separation
6. Magnetic Separation
7. Flotation of Magnetic Separation Products
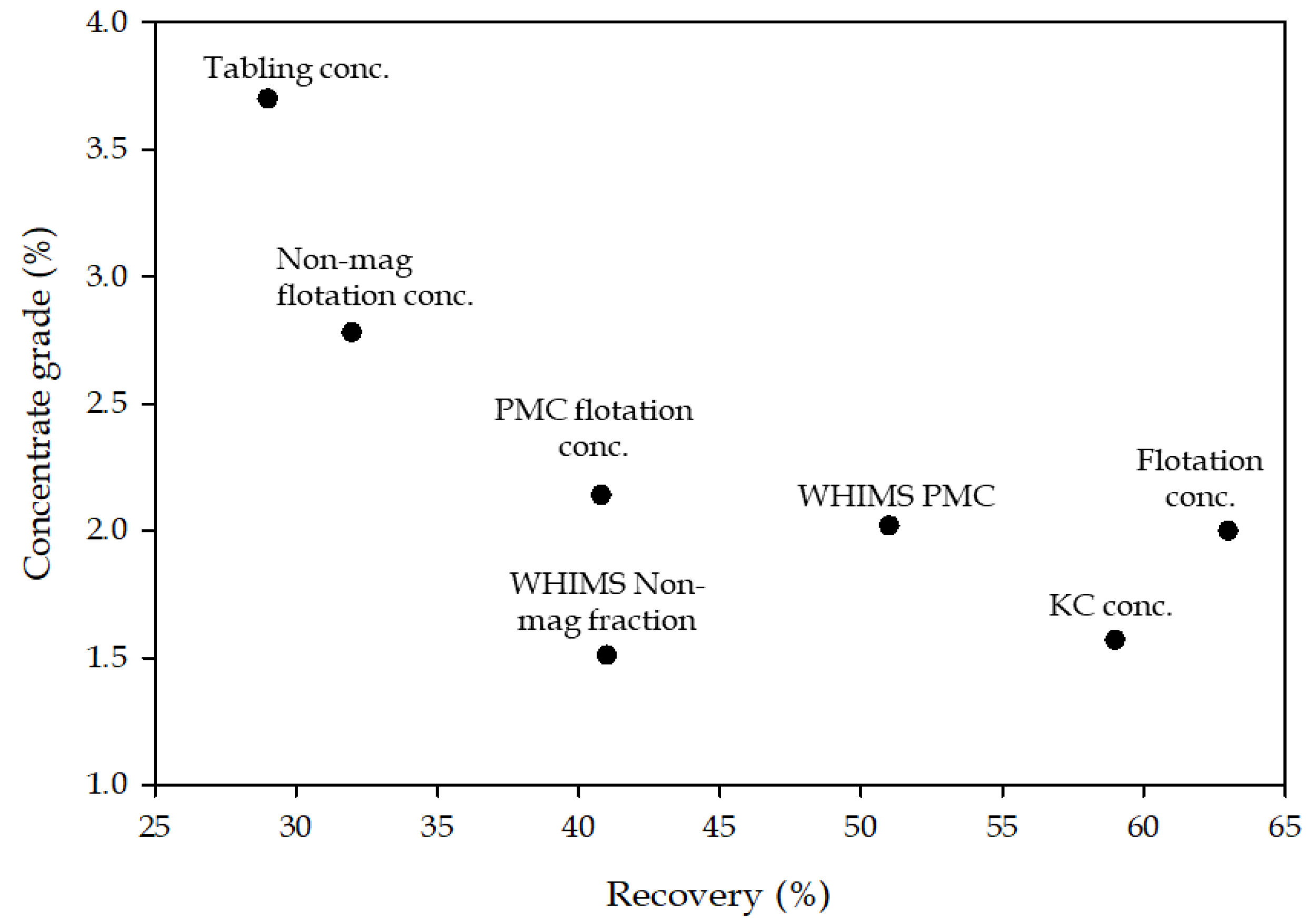
8. REE Minerals Grade–Recovery Relationship
References
- Abaka-Wood, G.B.; Zanin, M.; Addai-Mensah, J.; Skinner, W. The upgrading of rare earth oxides from iron-oxide silicate rich tailings: Flotation performance using sodium oleate and hydroxamic acid as collectors. Adv. Powder Technol. 2018, 29, 3163–3172.
- Moran-Palacios, H.; Ortega-Fernandez, F.; Lopez-Castaño, R.; Alvarez-Cabal, J.V. The Potential of Iron Ore Tailings as Secondary Deposits of Rare Earths. Appl. Sci. 2019, 9, 2913.
- Chen, W.; Zhou, F.; Wang, H.; Zhou, S.; Yan, C. The Occurrence States of Rare Earth Elements Bearing Phosphorite Ores and Rare Earth Enrichment Through the Selective Reverse Flotation. Minerals 2019, 9, 698.
- Ni, S.; Chen, Q.; Gao, Y.; Guo, X.; Sun, X. Recovery of rare earths from industrial wastewater using extraction-precipitation strategy for resource and environmental concerns. Miner. Eng. 2020, 151, 106315.
- Golev, A.; Scott, M.; Erskine, P.; Ali, S.; Ballantyne, G. Rare earths supply chains: Current status, constraints and opportunities. Resour. Policy 2014, 41, 52–59.
- Abaka-Wood, G.B. Beneficiation of Rare Earth Elements Minerals from Tailings as an Analogue of Complex Low Grade Ores, in Future Indutries Institute. PhD. Thesis, University of South Australia, Adelaide, Australia, 2019.
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22.
- Tunsu, C.; Petranikova, M.; Gergorić, M.; Ekberg, C.; Retegan, T. Reclaiming rare earth elements from end-of-life products: A review of the perspectives for urban mining using hydrometallurgical unit operations. Hydrometallurgy 2015, 156, 239–258.
- Johansson, N.; Krook, J.; Eklund, M.; Berglund, B. An integrated review of concepts and initiatives for mining the technosphere: 533 towards a new taxonomy. J. Clean. Prod. 2013, 55, 35–44.
- Krook, J.; Baas, L. Getting serious about mining the technosphere: A review of recent landfill mining and urban mining research. J. Clean. Prod. 2013, 55, 1–9.
- Cossu, R.; Williams, I.D. Urban mining: Concepts, terminology, challenges. Waste Manag. 2015, 45, 1–3.
- Zeng, X.; Mathews, J.A.; Li, L. Urban mining of e-waste is becoming more cost-effective than virgin mining. Environ. Sci. Technol. 2018, 52, 4835–4841.
- Bugnosen, E. Country case study on artisanal and small-scale mining: Philippines. Min. Miner. Sustain. Dev. 2001, 83, 1–8.
- Fleming, C.A.; Brown, J.A.; Botha, M. An economic and environmental case for re-processing gold tailings in South Africa. Tech. Bull. 2010, 3, 1–12.
- Lutandula, M.S.; Maloba, B. Recovery of cobalt and copper through reprocessing of tailings from flotation of oxidised ores. J. Environ. Chem. Eng. 2013, 1, 1085–1090.
- Cheng, T.C.; Kassimi, F.; Zinck, J.M. A holistic approach of green mining innovation in tailings reprocessing and repurposing. In Proceedings of the Tailings & Mine Waste 2016, Keystone, CO, USA, 2–5 October 2016.
- Jordens, A.; Cheng, Y.P.; Waters, K.E. A review of the beneficiation of rare earth element bearing minerals. Miner. Eng. 2013, 41, 97–114.
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38.
- Hotta, Y.; Kojima, S. Policy Framework for International Collaboration towards Sustainable Resource Circulation and Management in Asia. In Greening Governance in Asia-Pacific; Institute for Global Environmental Strategies: Hayama, Japan, 2012; Volume 159.
- Lee, I.-S.; Kang, H.-Y. A review on the direction of the framework act on resource circulation for establishing a resource circulation society. J. Korean Inst. Resour. Recycl. 2016, 25, 82–91.
- Hamilton, J.L.; Wilson, S.A.; Morgan, B.; Harrison, A.L.; Turvey, C.C.; Paterson, D.J.; Dipple, G.M.; Southam, G. Accelerating mineral carbonation in ultramafic mine tailings via direct CO2 reaction and heap leaching with potential for base metal enrichment and recovery. Econ. Geol. 2020, 115, 303–323.
- Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W. The Use of Mining Tailings as Analog of Rare Earth Elements Resources: Part 1—Characterization and Preliminary Separation. Miner. Process. Extr. Met. Rev. 2021, 1–15.
- Owen, J.R.; Kemp, D.; Lébre, É.; Svobodova, K.; Murillo, G.P. Catastrophic tailings dam failures and disaster risk disclosure. Int. J. Disaster Risk Reduct. 2020, 42, 101361.
- Agboola, O.; Babatunde, D.E.; Fayomi, O.S.I.; Sadiku, E.R.; Popoola, P.; Moropeng, L.; Yahaya, A.; Mamudu, O.A. A review on the impact of mining operation: Monitoring, assessment and management. Results Eng. 2020, 8, 100181.
- Shengo, L. Review of practices in the managements of mineral wastes: The case of waste rocks and mine tailings. Water Air Soil Pollut. 2021, 232, 1–31.
- Xu, D.-M.; Zhan, C.L.; Liu, H.X.; Lin, H.Z. A critical review on environmental implications, recycling strategies, and ecological remediation for mine tailings. Environ. Sci. Pollut. Res. 2019, 26, 35657–35669.
- Faris, N.; Ram, R.; Tardio, J.; Bhargava, S.; Pownceby, M.I. Characterisation of a ferruginous rare earth bearing lateritic ore and implications for rare earth mineral processing. Miner. Eng. 2019, 134, 23–36.
- Filippov, L.O.; Dehaine, Q.; Filippova, I.V. Rare earths (La, Ce, Nd) and rare metals (Sn, Nb, W) as by-products of kaolin production–Part 3: Processing of fines using gravity and flotation. Miner. Eng. 2016, 95, 96–106.
- Faris, N.; Ram, R.; Tardio, J.; Bhargava, S.; McMaster, S.; Pownceby, M.I. Application of ferrous pyrometallurgy to the beneficiation of rare earth bearing iron ores–a review. Miner. Eng. 2017, 110, 20–30.
- Wills, B. Comminution in the minerals industry-an overview. Miner. Eng. 1990, 3, 3–5.
- Stanujkic, D.; Zavadskas, E.K.; Karabasevic, D.; Milanovic, D.; Maksimovic, M. An approach to solving complex decision-making problems based on IVIFNs: A case of comminution circuit design selection. Miner. Eng. 2019, 138, 70–78.
- Cleary, P.W.; Delaney, G.W.; Sinnott, M.D.; Cummins, S.J.; Morrison, R.D. Advanced comminution modelling: Part 1—Crushers. Appl. Math. Model. 2020, 88, 238–265.
- Owusu, K.B.; Karageorgos, J.; Greet, C.; Zanin, M.; Skinner, W.; Asamoah, R.K. Predicting mill feed grind characteristics through acoustic measurements. Miner. Eng. 2021, 171, 107099.
- Marion, C.; Grammatikopoulos, T.; Rudinsky, S.; Langlois, R.; Williams, H.; Chu, P.; Awais, M.; Gauvin, R.; Rowson, N.A.; Waters, K.E. A mineralogical investigation into the pre-concentration of the Nechalacho deposit by gravity separation. Miner. Eng. 2018, 121, 1–13.
- Krishnamurthy, N.; Gupta, C.K. Extractive Metallurgy of Rare Earths; CRC Press: Boca Raton, FL, USA, 2015.
- Wills, B.A.; Finch, J. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery; Butterworth-Heinemann: Oxford, UK, 2015.
- Abaka-Wood, G.B.; Quast, K.; Zanin, M.; Addai-Mensah, J.; Skinner, W. A study of the feasibility of upgrading rare earth elements minerals from iron-oxide-silicate rich tailings using Knelson concentrator and Wilfley shaking table. Powder Technol. 2019, 344, 897–913.
- Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W. Magnetic separation of monazite from mixed minerals. In Chemeca 2016: Chemical Engineering-Regeneration, Recovery and Reinvention; Engineers Australia: Melbourne, Australia, 2016; p. 596.
- Abaka-Wood, G.B.; Zanin, M.; Addai-Mensah, J.; Skinner, W. Recovery of rare earth elements minerals from iron oxide–silicate rich tailings—Part 1: Magnetic separation. Miner. Eng. 2019, 136, 50–61.
- Xiong, W.; Deng, J.; Chen, B.; Deng, S.; Wei, D. Flotation-magnetic separation for the beneficiation of rare earth ores. Miner. Eng. 2018, 119, 49–56.
- Yang, X.; Satur, J.V.; Sanematsu, K.; Laukkanen, J.; Saastamoinen, T. Beneficiation studies of a complex REE ore. Miner. Eng. 2015, 71, 55–64.
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.M.; Van Gerven, T.; Jones, P.T.; et al. REE recovery from end-of-life NdFeB permanent magnet scrap: A critical review. J. Sustain. Metall. 2017, 3, 122–149.
- Abaka-Wood, G.B.; Zanin, M.; Addai-Mensah, J.; Skinner, W. Recovery of rare earth elements minerals from iron oxide–silicate rich tailings—Part 2: Froth flotation separation. Miner. Eng. 2019, 142, 105888.

